Газовая сварка металлов как называется
Обновлено: 04.10.2024

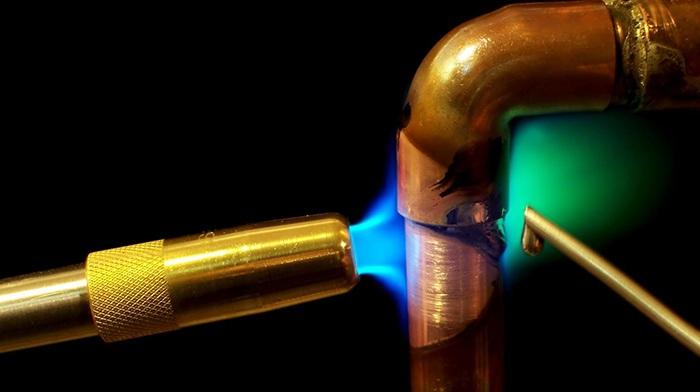
Газовая сварка – метод соединения деталей, работающий там, где дуговая сварка пасует. Соединение цветных металлов, тонкостенных труб, получение аккуратных швов – все это об этом методе соединения материалов. Все виды газовой сварки применяются практически везде: от строительства до ремонта автомобилей и в быту.
Однако такой метод обработки металлов требует высокого профессионализма и досконального знания материальной составляющей. Какие газы использовать для сварки того или иного металла, какую горелку выбрать, каким способом варить – обо всем этом вы узнаете из нашей статьи.
Что нужно знать о газовой сварке

Газоплазменная сварка, называемая также газовой, объединяет две металлические детали или листа, расплавляя их края и объединяя основной материал с припоем или добавочным металлом. Расплав достигается созданием области высокой температуры в зоне сварки с помощью сгорания некоторого газа с определенной скоростью. Как газовая резка, так и сварка происходят путем экзотермической реакции расплавленного металла с горящей газовой смесью, подающейся к месту реза (сварки).
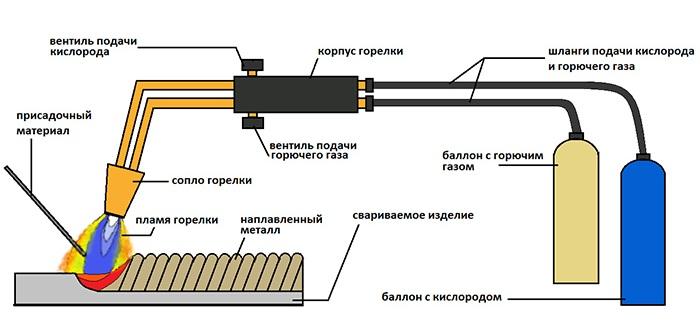
Требуемая для соединения температура горения достигается смешиванием кислорода с каким-либо горючим газом. Процесс соединения газов происходит внутри газового смесителя, куда они поступают из разных источников. На выходе из смесителя происходит искусственный поджог газа. В соответствии с технологией сварки газом, объем подачи каждого из компонентов смеси регулируется отдельно. Благодаря этому создаются наилучшие условия для резки и соединения металлов. Данный принцип характерен для любого газопламенного аппарата.
Посредством аппарата газовой сварки можно:
- сваривать различные заготовки;
- паять (например, ремонтируя испорченные детали);
- наплавлять;
- разрезать металлопрокат в листах или трубы на заготовки.
Благодаря множеству преимуществ, сварка газом применяется в различных отраслях хозяйства: промышленном производстве, строительстве, ЖКХ, ремонте автотранспорта, для бытовых целей в городских квартирах, на дачах и в домах. Газосварка может соединить практически все виды металлов. Сфера ее применения обширна: слияние частей сложных конструкций, деталей из цветного металла, тонкостенных труб и пр. А если правильно выбрать припой и подобрать условия, то можно сварить чугун и напаять на него латунь. Газовая резка и сварка позволяют получать изделия высокого качества.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Процесс пайки происходит методом нагрева заготовок с одновременным расплавлением припоя с флюсом. На расплавленных стыках заготовок идет процесс взаимного проникновения (диффузии) металлов и припоя. Шов при этом получается ровный и красивый, в дальнейшем он может быть дополнительно обработан.
Рекомендовано к прочтению
Метод наплавки используется для покрытия одной металлической заготовки иным по типу или структуре металлом. Поверхность основной заготовки нагревается до температуры запотевания. Данный метод позволяет ремонтировать и восстанавливать детали, наплавлять другой материал с лучшими прочностными характеристиками, увеличивать размеры изделия. Использование наплавки понижает стоимость ремонта, уменьшает количество используемого дорогого материала и продлевает срок службы.
Основные виды газовой сварки

Особенности соединяемых металлов и их сплавов, форма заготовок, направление сварки газом и прочие факторы оказывают значительное влияние на ее технику.
Газовая сварка разработана для соединения чугуна, а также цветных металлов, поскольку, в отличие от дуговой, она выполняется быстрее и качественнее. Единственным исключением является легированная сталь. Причина – низкий коэффициент теплопередачи этого сплава, из-за которого заготовки значительно деформируются.
К настоящему времени разработаны разнообразные виды газовой сварки. Это «левая» и «правая», а также ванночками, многослойная и газовая сварка валиком.
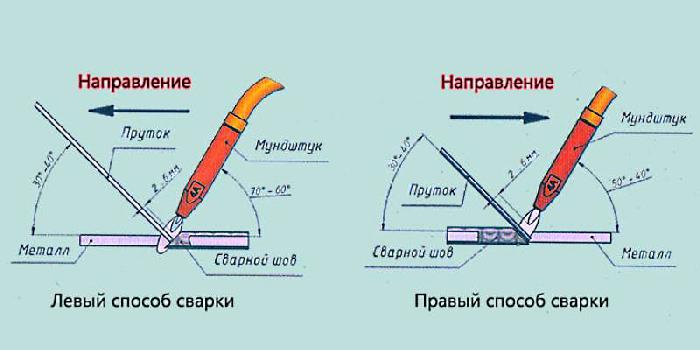
При «правом» виде сопло сварочного аппарата ведется слева направо. Подача присадки осуществляется после прохождения соплом свариваемого участка. Пламя из сопла плавит присадку. Температура, при которой она расплавляется, как правило, меньше температуры плавления заготовки. Потому растопленная присадка ровно покрывает шов сверху.
«Левый» вид газовой сварки называют основным. При его использовании идет обратный процесс – справа налево, при этом подача присадки происходит спереди. Данный вид считается более простым, однако используется исключительно для листового тонкого металла. Помимо всего, он еще и менее экономичный, поскольку расход газовой смеси и присадки выше.
Вид соединения валиком применяют для листов металла и считают более трудоемким. Формой шов напоминает валик, откуда и пошло название. Имеет высокое качество – без шлаков, воздушных лакун и пор.
Ванная сварка – значительно более сложный вид газового соединения, требующий особого умения и навыков. Заключается он в спиральной укладке присадки в сварной шов, когда на проволоку воздействует пламя разной температуры, проходя через нее. Витки спирали немного перекрывают друг друга. Применяется для газовой сварки низкоуглеродистой листовой стали.
Многослойный вид газовой сварки считается сложнейшим из известных. Принцип его действия заключается в наплавке верхнего слоя на нижний с полным прогревом всех нижних слоев. Для получения качественного шва необходимо постоянно отслеживать положение стыков швов, они не должны находиться друг под другом.
Для каждого из описанных выше типов газовой сварки характерны свои виды швов.
Все указанные виды газовой сварки металла могут проходить с использованием флюса, который зависит от соединяемого металла. Флюс необходим для создания защиты сварного шва от снижающих его качество окислов.
Какие виды газов используются для газовой сварки
При газовой сварке используют различные виды газов: кислород, ацетилен, бензол, пропан, МАФ, бутан, керосин, углекислота, коксовый газ и пр. Чаще всего применяется ацетилен, поскольку температура его горения вместе с кислородом составляет +3 000 °С.
1. Ацетилен.
С2Н2 – такова формула чистого ацетилена. Этот вид газа не имеет цвета, пахнет чесноком, после вдыхания во рту появляется сладковатый вкус. Ацетилен чуть легче воздуха и считается опасным для человека.
Процесс приготовления данного вида газа прост: надо только смешать воду с карбидом кальция в нужных пропорциях. Поэтому его можно сделать на месте сварки, а можно привезти уже готовый, в баллонах. Карбид кальций является кристаллическим веществом, достаточно твердым, изготавливаемым посредством плавки при +1 900… +2300 °С кокса и извести.
Баллонный ацетилен выгодно использовать при небольших объемах работ. Для серийного производства эффективнее применять ацетиленовые генераторы. Основными достоинствами данного вида газа является чрезвычайно высокая температура горения, легкость его получения и удобство регулировки. Недостатками считается высокая стоимость и взрывоопасность.
2. Заменители ацетилена.
Заменителями С2Н2 для газовой сварки являются водород, пропан, коксовый газ, керосин, смесь пропана с бутаном и бензин. Эти виды, как и ацетилен, способны поддерживать высокую температуру в месте газовой сварки. Но, несмотря на повышенный расход кислорода, температура пламени все равно не достигает таких же параметров, как при горении ацетилена. Именно поэтому они применяются в основном для газовой сварки металлических конструкций из легкоплавких и цветных металлов. Для соединения стали они не подходят.
3. Кислород.

О2 выступает неким ускорителем горения, применяемым в процессе работы вместе с избранным газом. Максимальная температура горения достигается использованием чистого кислорода, что значительно повышает качество шва. При газовой сварки можно использовать все три сорта чистоты кислорода: 99,2 %, 99,5 %, 99,7 %. При этом отмечается прямая зависимость скорости работы и нормы расхода кислорода от его чистоты.
Кислород в виде газа не имеет вкуса и запаха, прозрачен и бесцветен, а также он тяжелее, чем воздух. Его получают: из воды – электролизом, из воздуха – путем глубокого охлаждения. После изготовления в газообразном состоянии кислород хранится в баллонах, в жидком – в танках. В процессе сварки необходимо внимательно контролировать количество поступающего кислорода, поскольку его переизбыток ведет к окислению шва.
4. Углекислый газ.
СО2 обладает сильной окислительной способностью и специфическим запахом. Воздух в 1,5 раза легче углекислоты, но она прекрасно растворима в водной среде. Для работ с чугуном, коррозийными сталями, углеродистыми сплавами и металлами, а также с низколегированными соединениями применяют три типа углекислоты.
5. Защитные элементы.

Для защиты сварной ванны от воздействия воздуха применяют инертные газы. Их преимуществами являются отсутствие цвета, запаха, влияния на металл и нерастворимость в нем.
- Аргон. Имеет несколько сортов. Редкие, активные металлы и сплавы соединяются аргонодуговым методом с использованием его высшего сорта. Для стальных и алюминиевых заготовок применяют первый сорт. Аргон не горюч и на 50 % тяжелее воздуха.
- Гелий. Используется специалистами для соединения алюминия, стали, а также активных и чистых материалов.
- Азот. Четыре сорта азота имеют разное количество основного вещества. Используется газ при работе с медью и ее сплавами.
Для улучшения процесса соединения металлов, а также качества шва применяются различные сварочные газовые смеси. Например, аргон и кислород, аргон и углекислота, а возможны смеси аргона, кислорода и углекислоты, а также гелия и аргона.
Какие виды газовых горелок применяются для сварки
Газовая горелка – важный и достаточно сложный элемент сварочного оборудования, хотя на первый взгляд таковым не является. Она необходима для получения факела, которое воздействует на металл, и помогает регулировать объем и мощность пламени в определенных границах.
Конструкции газовых горелок делятся на:
По виду используемого газа они подразделяются на:
- ацетиленовые;
- под жидкое горючее, а также иные газы.
По способу обработки делятся на:
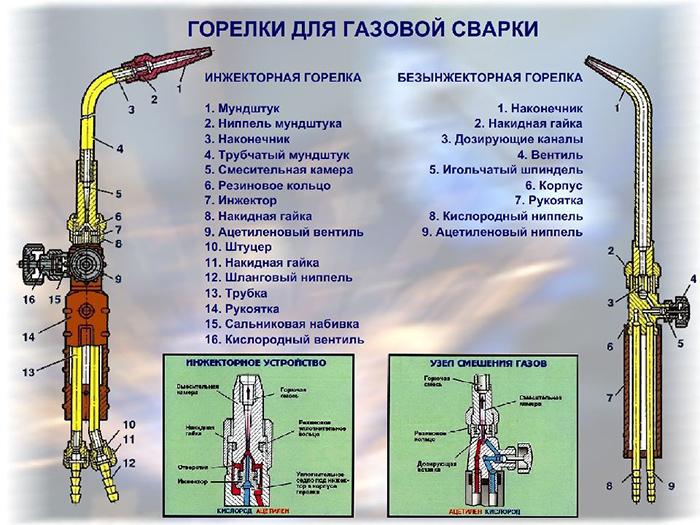
1. Инжекторный и безынжекторный виды горелок для сварки с помощью газа.
Необходимость поддержания требуемого уровня давления подаваемого газа привела к снабжению горелки струйным насосом. Высокое давление газа не требует включения насоса, поскольку горючее подается с уже необходимым уровнем. Но если газ находится в баллонах под низким давлением, то его расход увеличивается. В таком случае давление искусственно увеличивают. Именно тогда применяется подача при помощи инжектора – принудительно. Затем в сварочной камере горелки происходит смешивание кислорода с иными газами до получения требуемой смеси, которая и создает факел.
Более простыми являются горелки, в которых нет инжектора. Газы (кислород и горючее) для факела поступают в смеситель посредством системы подачи. В нее входят: шланги, вентили и ниппели. Однородной смесь для качественного пламени становится уже в смесителе.
Она проходит по трубке наконечника и подается на мундштук, затем ее поджигают, образуя необходимое для работы пламя. Следует тщательно следить за параметрами давления подачи смеси из мундштука – таким образом можно регулировать процесс горения. Скорость, с которой смесь ацетилена и кислородом вырывается из мундштука, может равняться 70–160 м/сек. Если она будет недостаточной, то смесь, попадая внутрь горелки, взрывается в ней. Если слишком высокой – факел отрывается от горелки и тухнет.

В горелках высокого давления может использоваться метан и водород. Они достаточно просты в работе, но применяются значительно реже инжекторных горелок низкого давления.
2. Работа горелки низкого давления.
Система подачи (ниппель и регулировочный кран) поставляет кислород высокого давления (4 атм) в горелку. Газ проходит на высокой скорости через инжектор. В камере струйного насоса кислород своей струей создает пониженное давление (ниже атмосферного), благодаря чему в нее поступает горючий газ. Он проходит через ниппель и вентиль, а потом и инжектор, смешивается с кислородом в смесительной камере. Затем с необходимой для работы скоростью подается на мундштук.
В процессе работы расход кислорода неизменен, поскольку не подвержен внешним факторам. Чего не скажешь об ацетилене, на который влияют колебание давление, нагрев мундштука, возрастание сопротивления. Что приводит к повышенному его расходу.
3. Другие виды горелок.
Газовые горелки, функционирующие на жидком топливе, например, керосине, бензине, применяются в ряде отраслей промышленного производства. Принцип работы данного вида горелок заключается в распылении смеси кислорода и керосина и последующего испарения мелких капелек горючего нагревом мундштука.
Для эксплуатации этого вида горелок в безаварийном режиме необходимо соблюдать следующие требования безопасности:
- отслеживать форму сварочного пламени;
- регулировать факел в необходимых границах;
- устройство должно быть защищено и неуязвимо для воздействий извне;
- горелка должна быть удобна в использовании.
Чаще всего для проведения газовой и плазменной сварок применяется ацетилено-кислородная смесь. В качестве ее замены может быть использован пропан. Однако такой вид работ достаточно сложен и не под силу новичку, так как требует вдумчивой предварительной подготовки, что, несомненно, скажется на качестве шва и облегчит работу.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Технология газовой сварки металлов

Газовая сварка и резка используются в быту и в промышленности для соединения деталей металлических конструкций. Это происходит благодаря технологическому процессу, во время которого горючее газовое вещество с содержащимся в нем чистым кислородом под воздействием высокой температуры склеивает края поверхностей, изготовленных из металла. Расстояние между кромками заполняется расплавленным материалом, получаемым из присадочной проволоки. О том, что представляет собой технология газовой сварки металлов, каковы ее преимущества и недостатки, где она применяется и каким образом осуществляется, читайте далее.
Краткое описание технологии газовой сварки металлов

Технология газовой сварки цветных и прочих металлов предполагает нагревание краев свариваемых поверхностей и присадочного материала (электродной части) при помощи высокотемпературного пламени сварочного газа.
Принимая жидкое состояние, металл формирует сварочную ванну – такое название носит область, которая защищена пламенем и за счет газовой среды вытесняет воздух. После медленного остывания и затвердевания расплавленного металла образуется сварочный шов.
Технология газовой сварки и резки металлов заключается в использовании смеси какого-либо горючего газа и чистого кислорода, который играет роль окислителя. Самая высокая температура (от +3200 до +3400 °С) достигается, если сварочный процесс выполняется с применением ацетилена, получаемого в результате химической реакции карбида кальция с обычной водой непосредственно в процессе сварки. Второе место по температурному режиму занимает пропан, температура горения которого может доходить до +2800 C.
Гораздо реже в технологии газовой сварки металлов пользуются:
- метаном;
- водородом;
- парами керосина;
- блаугазом.

Для всех альтернативно используемых газов характерна более низкая температура горения в сравнении с ацетиленом, именно поэтому они реже находят применение в процессе выполнения сварочных работ. Альтернативные газы больше подходят для сварки цветных металлов, таких как медь, латунь, бронза и др., имеющих небольшую температуру плавления.
Технология газовой сварки металлов имеет широкое применение как в промышленных масштабах, так и в быту. С ее помощью изготавливают и ремонтируют стальные изделия толщиной от 1 до 3 мм; сваривают емкости и резервуары, имеющие небольшую вместимость, заваривают трещины, вваривают заплаты и т. п.
Не обойтись без сварочных работ и в случае выполнения ремонта литых изделий, изготовленных из чугуна, бронзы, силумина; она необходима для сварки стыков труб с малыми и средними диаметрами; для изготовления предметов из алюминия и его сплавов, меди, латуни и свинца; газовая сварка используется при изготовлении узлов конструкций из тонкостенных труб; для наплавки латуни на чугунные или стальные детали; для соединения ковкого и высокопрочного чугуна, если применяются присадочные латунные или бронзовые прутки, при низкотемпературной сварке чугуна.
Такая технология подходит для сварки практически всех металлов, которые находят применение в технике. При работе с чугуном, медью, латунью, свинцом целесообразнее прибегать не к дуговой, а к газовой сварке.
Технология газовой сварки тонколистового металла обладает определенными особенностями, лежащими в основе как ее преимуществ, так и недостатков. Именно эти особенности делают ее отличной от электродугового способа соединения элементов деталей и конструкций.
Преимущества и недостатки технологии газовой сварки металлов
p>К неоспоримым достоинствам технологии газовой сварки металлов можно отнести следующее:
- Такая технология сварочных работ не предполагает применения сложного оборудования (включая сварочный инвертор или полуавтоматический аппарат).
- Не возникает сложностей с приобретением расходных материалов, необходимых для выполнения сварочных работ.
- Газосварочные работы (включая газовую сварку труб) не предполагает использования мощного источника энергии, а в ряде случае не возникает необходимости и в специальных защитных средствах.
- Еще одним достоинством этого типа сварки является простота регулирования самого сварочного процесса. Благодаря возможности установки необходимой мощности пламени горелки легко контролировать уровень нагрева металла.

Рекомендуем статьи по металлообработке
Впрочем, для газовой сварки характерно и наличие определенных недостатков:
- При выполнении работ по технологии электродуговой сварки металлы нагреваются быстро, в процессе газосварочных работ, наоборот, очень медленно.
- Зона тепла, формируемая при использовании газовой горелки, весьма обширна.
- Тепло, которое создается за счет газовой горелки, сложно поддается концентрации, оно более рассеянное в сравнении с теплом, получаемым при электродуговом методе.
- Газовая сварка металлов является более дорогим способом соединения металлов в сравнении с электродуговой. Кислород и ацетилен, используемые в процессе сварочных работ, по цене существенно превышают стоимость электричества, которое необходимо для того, чтобы приварить однотипные детали.
- Поскольку при использовании технологии газовой сварки металлов концентрация тепла невысока, то скорость, с которой соединяются толстые металлические элементы также будет низкой.
- Газовую сварку сложно автоматизировать. Механизации поддается только процесс сваривания тонкостенных труб или резервуаров, для выполнения которого применяется многопламенная горелка.
- метан;
- водород;
- пары керосина;
- блаугаз.
- Данный метод сваривания не требует применения специального оборудования, а именно сварочного инвертора или полуавтоматического аппарата.
- Все расходные материалы можно приобрести в любом магазине со сварочными приспособлениями, они имеют не высокую стоимость.
- Сварка газом может проводиться даже без применения мощного источника энергии.
- Технологический процесс выполняется достаточно просто, его смогут выполнить даже сварщики, не имеющие большого опыта.
- Наблюдается возможность контролирования режимов сварочного процесса.
- Не всегда обязательно использование средств индивидуальной защиты.
- Во время применения качественной придаточной проволоки и правильно подобранного пламени можно получить качественные и прочные сварные швы. По этой причине часто используется при соединении комплектующих трубопроводов.
- Рабочее изделие достаточно медленно прогревается, именно это позволяет избежать деформирования или пропала, как при использовании полуавтоматической сварки и электродов.
- во время процесса металл прогревается длительное время, это негативно отражается на производительности;
- область тепла, которая образуется при помощи газовой горелки, имеет большие размеры;
- достаточно тяжело удерживать тепло, которое создается газовой горелкой. По сравнению с электродуговой технологией оно получается более рассеянным;
- сварка с применением газовых смесей считается дорогим методом соединения металлов;
- во время соединения толстых металлических деталей значительно снижается скорость выплавления швов. Это связано с низкой концентрации тепла, которое исходит от газовой горелки;
- технология сваривания с применением газа плохо поддается автоматизации. Механизировать можно процесс сварки тонкостенных труб, резервуаров, которые выполняется с использованием многопламенной горелки;
- водород;
- метан;
- пропан;
- керосиновые пары.
- Водяной затвор. Этот элемент защищает генератор ацетилена и трубы от обратной тяги огня из горелки. Он должен быть исправным, его обязательно заполняют водой вровень с краном.
- Газовый баллон. У баллона предусмотрена конусная резьба на области отверстия, на которую устанавливается закрывающий вентиль. Снаружи баллон окрашивается в определенный цвет в зависимости от вида газа. Для ацетилена можно применять вентиль из любого металла, кроме меди, с ней газ образует взрывоопасную смесь.
- Редуктор. Он вызывает снижение показателей давления выходящего газа. Он может быть одно- и двухкамерным, последний позволяет удерживать стабильное давление. Редуктор может быть прямого и обратного действия.
- Шланги. Шланги, которые применяются для горючих газовых смесей. На них часто наносится сплошная линия красного цвета (это обозначение). Их можно применять при давлении в 6 атм. Это шланги первого класса, а вот второго класса используются для передачи горючих жидкостей (бензина, керосина). На них имеется линия желтого цвета. Шланги третьего класса способны выдерживать давление в 20 атм ( на них нанесена линия синего цвета).
- Горелка. Данное оборудование производит смешивание газов, выпускает из мундштука под необходимым давлением смесь, которая плавить металлические заготовки. Горелки могут быть инжекторными и безинжекторными. Этот элемент состоит из таких элементов, как ниппель, мундштук, наконечник, камера-смеситель, гайки, инжектор, корпус с рукоятью.
- Пост. Это место для проведения сварочного процесса. Оно имеет стол, тумбы для хранения требуемых элементов, сварочного оборудования. Пост может иметь поворотную и неповоротную столешницу. Для работы на крупных производствах может использоваться передвижной или стационарный пост.
- соединения различных деталей;
- наплавки;
- паяния;
- резки труб и листового проката.
- ацетилен;
- легкий водород;
- коксовый угольный газ;
- горючий кислород;
- керосин;
- пропан;
- бутан;
- пиролизный газ и т.д.
- доступность расходных материалов;
- простота транспортировки баллонов с газом и другого оборудования к месту работы;
- обеспечение нужного диапазона температур для плавления;
- допустимость применения для сварки многих видов металлов;
- регуляция скорости горения и вида пламени при использовании флюса или припоя.
- редуктор;
- кислородный баллон;
- предохранительные клапаны;
- горелка;
- газовый генератор;
- шланг;
- флюсы и припои.
- характеристикам нагнетания давления;
- способу подачи кислорода;
- варианту сжигания газа;
- излучающей способности и т.д.
- пропановый;
- кислородный;
- керосиновый;
- ацетиленовый;
- комбинированный;
- водородный и т.д.
Материалы, используемые при газовой сварке металлов

При выполнении работ по газовой сварке металлов необходимо использовать различные типы газов, выбор которых обуславливается определенными факторами.
Чаще всего газосварочные работы проводятся с использованием кислорода, характеризующегося отсутствием цвета и запаха. Этот газ выступает катализатором, благодаря которому активируются процессы плавления материалов, нуждающиеся в соединении или разрезании.
Хранить и транспортировать кислород необходимо в специальных баллонах, в которых он находится под постоянным давлением. Поскольку при контакте с техническим маслом газ может самопроизвольно воспламениться, возникновение подобных ситуаций следует полностью исключить. Кислородные баллоны хранятся в помещениях, которые хорошо защищены от источников тепла и солнечного света.
Для получения сварочного кислорода используют специальные устройства, позволяющие выделять его из обычного воздуха. Кислород может быть трех типов в соответствии со степенью своей чистоты – высшего (99,5 %), первого (99,2 %) и второго (98,5 %) сортов.
Технология газовой сварки и резки металлов позволяет также выполнять работы с помощью бесцветного газа ацетилен C2H2. Однако определенные условия (давление, превышающее 1,5 кг/см 2 и температура более +400 °С) могут спровоцировать его самопроизвольный взрыв. Ацетилен получается в результате взаимодействии карбида кальция и воды.
Среди преимуществ использования ацетилена в процессе газовой сварки металлов следует отметить температуру его горения, позволяющую с легкостью выполнять данный процесс. В то время как при применении более дешевых альтернативных газов (включая водород, метан, пропан, керосиновые пары) добиться получения столь высокой температуры не удастся.

Выполнение газовой сварки металлов невозможно без проволоки и флюса. Эти материалы необходимы для формирования сварочного шва со всеми присущими ему характеристиками. Используемая в сварочном процессе проволока должна быть чистой, существенное значение имеет отсутствие коррозии и остатков краски на ее поверхности. В ряде случаев проволоку можно заменить полоской того же металла, что и свариваемый.
Защитить сварочную ванну от воздействия внешних факторов можно при помощи специального флюса. В этом качестве используют борную кислоту и буру, которыми обрабатывают свариваемую или разрезаемую поверхность, либо используемую в процессе работ проволоку. Во флюсе нет необходимости, если речь идет о соединении углеродистой стали, но технология газовой сварки металлов – алюминия, меди, магния и их сплавов – требует обеспечения подобной защиты.
Оборудование для газовой сварки металлов
Выполнение работ, связанных со свариванием и резкой металлов предполагает, что в процессе будет использоваться определенное оборудование.
Водяной затвор. За счет водяного затвора обеспечивается защита отдельных элементов оборудования (генератора ацетилена, труб) от обратной тяги пламени из горелки.
При проведении работ, связанных со сваркой металлов, затвор должен быть заполнен водой до определенного уровня и располагаться между газовой горелкой и генератором ацетилена.
Баллон, в котором содержится газ. Процесс соединения металлов при помощи сварки предполагает использование баллонов с газом, которые окрашивают в различные цвета, в зависимости от того, каким именно газом они заполнены.

Поскольку газ не должен контактировать с компонентами краски, верхняя часть баллонов не окрашивается. Помимо этого, емкости с ацетиленом не оснащаются медными вентилями, поскольку они могут стать причиной самопроизвольного взрыва газа.
Редуктор. Необходим для того, чтобы снизить давление газа на выходе из баллона.

Редукторы могут быть двух видов – прямого и обратного действия. При выполнении сварочных работ с использованием сжиженного газа необходимы модели с оребрением, предотвращающие вымерзание газа при выходе из баллона.
Специальные шланги. Провести сварочные работы не получится без применения специальных шлангов, при помощи которых передаются газ и горючие жидкости. Используемые при сварке шланги маркируются в соответствии с определенной классификацией. Если давление в процессе работы составляет менее шести атмосфер, то используются шланги, обозначенные красной полосой; подача горючих жидкостей осуществляется через шланги, промаркированные желтым цветом; в случае, если давление достигает двадцати атмосфер, то применяют шланги, промаркированные синей полосой.
Горелка. Смешивают и воспламеняют газы в процессе работы с помощью инжекторных либо безынжекторных горелок.

Для классификации горелок используют их мощность, определяемую в соответствии с количеством газа, который пропускается за единицу времени. В соответствии с этой классификацией горелки могут быть большой, средней, малой и микромалой мощности.
Специальный стол. При проведении газосварочных работ необходимо пользоваться специально оборудованным местом, называемым постом. Он представляет собой стол, у которого имеется поворотная или фиксированная столешница, а также система вытяжной вентиляции и отделения для хранения вспомогательного оборудования, что позволяет существенно облегчить работу сварщика.

Различные техники выполнения газовой сварки металлов
На технику газовой сварки существенное влияние оказывают такие факторы, как специфика свариваемых металлов и сплавов, форма деталей, направление шва и др.
Газовая сварка предназначена, в первую очередь, для соединения чугунных деталей и элементов из цветных металлов, лучше поддающихся этому типу обработки в отличие от электродугового. Наименее эффективна газовая сварка при работе с легированной сталью – низкий коэффициент теплопередачи приводит к тому, что детали коробятся в процессе работы.
Существует несколько методик газовой сварки. Помимо распространенных «правой» и «левой» технологий, используют требующие большого мастерства сварку валиком, применение ванночек и многослойную сварку.
При «правой» газовой сварке металлов мастер двигает пламя газовой горелки в направлении слева направо, присадка в таком случае следует за огненной струей.

При такой технологии газовой сварки металлов пламя направлено на конец проволоки, а шов ровно заполняется расплавленным составом (ровности шва способствует более низкая температура плавления присадки в сравнении с основным материалом).
Чаще всего применяют «левый» способ газовой сварки, при котором движения направлены в обратную сторону. Горелку двигают справа налево, присадку направляют ей навстречу. Такая технология более простая, однако с ее помощью можно сваривать только тонкие листы металла. Но при этом расход присадочной проволоки и горючего газа возрастает.

Весьма трудоемкой является сварка валиком, которая подходит только для работы с листовым материалом. В результате формируется шов в форме валика, с высоким качеством, но при этом без появления шлака, пор и воздушных лакун.
Высокая квалификация мастера необходима для выполнения сварки ванночками. Этот способ предполагает, что присадочная проволока будет укладываться в шов по спирали, проходя сквозь разные участки пламени. При этом каждый новый виток спирали слегка перекрывает тот, что расположен ниже. С помощью такой технологии сварки соединяют листы из низкоуглеродистых сталей.
Многослойная сварка относится к наиболее сложным в технологическом плане методам соединения элементов. В этом случае один слой металла наплавляется на другой, с прогреванием при этом всех нижележащих слоев. В процессе многослойной сварки очень важно контролировать расположение стыков швов разных пластов металла, не допуская, чтобы они располагались друг под другом.
Каждый из названных вариантов газовой сварки предполагает использование разного рода флюсов, предпочтение конкретному их виду зависит от того, с какими материалами работает мастер. Задача флюсов заключается в защите поверхности шва от появления окислов, отрицательно сказывающихся на его качестве.
Почему следует обращаться к нам
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Газовая сварка металлов
Сварка считается надежным способом, который позволяет производить соединение разнообразных металлических конструкций. Существуют разнообразные виды данной технологии, которые могут использоваться для работы с разными видами металла. Но самым популярным считается метод под названием газовая сварка.
Во время нее используются высокие температуры, под действием которой изделие нагревается и расплавляется до мягкого состояния. Данная технология часто используется для сваривания важных изделий из чугуна, черных металлов, углеродистой стали.

Сущность технологии
Сущность процесса газовой сварки заключается в том, что во время ее проведения используется повышенное газовое пламя, которое и вызывает сильное нагревание кромок элементов и часть присадочного материала (электродов).
После этого металл переходит в жидкое состояние и образует сварочную ванну, эта находится под защитой пламени и газовой среды, которая вытесняет воздух. Металл в расплавленном состоянии медленно остывает и твердеет. В результате образуется сварной шов. Именно в этом и заключается сущность газовой сварки.

Во время сварочного процесса применяется смесь определенного газа с содержанием чистого кислорода, которая будет выполнять функции окислителя. Самые высокие температурные показатели - от 3200 до 34000С, позволяет получить газ ацетилен. Его образуется во время сварочного процесса в результате химической реакции между карбидом кальция и обычно водой. На втором месте стоит пропан, показатель его температуры горения составляет 28000С.
В редких случаях могут использоваться другие газы:
Однако у всех заменителей ацетилена температурные показатели пламени намного ниже. Именно по этой причине газовая сварка металлов с использованием альтернативных газов проводится редко. Обычно ее применяют только для цветных металлов - меди, латуни, бронзы и других, которые обладают небольшой температурой плавления.
Достоинства и недостатки
Что такое газовая сварка мы разобрались, это метод сваривания с использованием газа для нагревания металлической поверхности. В результате основа размягчается, образует сварочную ванну. Процесс горения газовой смеси обеспечивает благодаря введению в нее чистого кислорода.
Технология газовой сварки имеет целый ряд преимуществ:
Помимо положительных качеств газовая сварочная технология имеет отрицательные особенности:
ни в коем случае не стоит проводить сваривание внахлест, это может привести к деформированию швов.
Технические стороны сварочного процесса
Техника газовой сварки имеет некоторые важные особенности, которые стоит учитывать во время ее проведения. Основное положительное свойство, которое выделяют многие сварщики, состоит в том, что .тот метод сваривания позволяет производить швы в любых пространственных положения - от потолочного до нижнего.
Обычно сложности возникают при создании потолочных швов, потому что в данном случае расплавленный металл требуется поддерживать и быстро распределять по всей длине сварного соединения. Это осуществляется при помощи повышенного давления газовой смеси, которая создается благодаря пламени.
Самыми популярными видами швов при проведении этого метода сварки считаются стыковые. Но эта технология никак не дружит с соединениями внахлест, тавровыми швами. Это связано с тем, что для двух видов швов требуется чрезвычайно сильное нагревание металлической основы. Также это может привести к повышению риска коробления.
Если края у заготовок тонкие и отбортованные, то их необходимо варить без применения присадочной проволоки. Во время сварки получаются непрерывные или прерывистые швы, которые могут иметь одно- или многослойную структуру. Но перед началом сварочной технологии рекомендуется провести тщательное очищение краев и поверхностей заготовок из металла.
Важно! Техника и технология газовой сварки предполагает особое обращение с газовой горелкой. А именно при проведении процесса необходимо удерживать пламя на расстоянии около 5 мм от конца ядра, не касаясь металлической поверхности.
Под давлением газовых смесей на жидкий металл образуется сварочная ванна, они производят раздувание металлической основы по краям. Далее присадочная проволока погружается в сварочную ванну. Степень интенсивности нагрева можно изменять.
Выполняется это при помощи изменения угла наклона медного мундштука горелки к поверхности заготовки. Стоит обратить внимание на зависимость - чем больше угол наклона, тем выше степень нагревания металла от пламени.
Мундштук горелки обычно продвигается вдоль шва. Одновременно с этим требуется следить за состоянием сварочной ванны. Металл в ней должен быть защищен давлением газов от нежелательного воздействия окружающего воздуха. Данные действия производятся для защиты металлических изделий от оксидной пленки.
Популярные виды газовой сварки
Существуют разные виды газовой сварки, которые могут обладать некоторыми характерными качествами. Они могут применяться для металлических заготовок с разной структурой, с различными формами и размерами толщины. Но мы рассмотрим основные способы газовой сварки, которые пользуются высокой популярностью.

Левая сварка
Левый способ газовой сварки является самым распространенным методом, который пользуется высокой популярностью среди профессиональных сварщиков. Его часто используют мастера с разной квалификацией.
Левый способ сварки применяется для соединения металлов с тонким краем и невысокими показателями температуры. Он подходит для работы с легкоплавкими и тонкими конструкциями. Левый и правый способы газовой сварки похожи, они являются двумя сторонами одной медали.
Во время проведения левой газовой сварки горелку необходимо двигать справа налево. А вот рассматривая отличия между левым способом сварки и правым, то при проведении последнего горелка проводится слева направо и за ней ведется присадочная проволока. Жар пламени во время сварки практически не рассеивается и уровень угла открытия шва составляет 60-70 градусов.
Правая сварка
Правый способ газовой сварки применяется для работы с металлами, толщина которых составляет больше 3 мм, имеющих высокие показатели теплопроводности. Стоит обратить внимание на то, что во время проведения правой сварки шов получается более качественным, это достигается благодаря защитному действию пламени.
Во время правого способа сварки наблюдается экономичное использование тепла. При этом скорость процесса выше почти на 20 %. Также к положительным качествам данного метода сваривания стоит отнести экономное расходование газов почти на 10 %.
При проведении данной технологии рекомендуется применять присадочную проволоку с диаметром, который почти в два раза меньше толщины металлического свариваемого элемента. Но при этом проволока не может быть толще 8 мм.
Сварка с применением сквозного валика
Данная технология газовой сварки и резки металлов предполагает постепенное перемещение пламени с плавлением верхней кромки отверстия в металлическом изделии и накладыванием слоя расплавленного металла на область нижнего края этого отверстия.
Перед началом процесса листы фиксируются в вертикальном положении, при этом между ними оставляется зазор вполовину толщины заготовки. Соединение производится в виде валика, которое соединяет металлические компоненты. Оно обладает хорошей плотностью, в его структуре не должно быть пор и каких-либо неровностей.
Сварка с использованием ванночек
Газопламенная сварка состоит в образовании новых и новых ванночек по ходу шва. После того как образуется одна, в нее вводится один конец присадочной проволоки, здесь он плавится. Далее он перемещается в область восстановительного участка огня горелки.
Тем временем мундштук сопла перемещается дальше по поверхности сварного соединения, он переходит на следующую зону. Каждая новая ванночка перекрывает предыдущую примерно на одну треть диаметра присадочной проволоки.
При помощи этого метода сварки производят соединение тонких листов, когда требуется сделать стыковые и угловые виды швов. Его часто применяют для сваривания трубных изделий из низколегированных или малоуглеродистых сплавов.
Многослойная сварка
Этот метод сваривания часто используется при проведении ответственных работ. Она характеризуется низким показателем производительности. Кроме этого для ее осуществления требуются газы в большом объеме, поэтому этот метод достаточно дорогостоящий.
Стоит отметить! При проведении многослойной сварки с использованием газа наблюдается отжиг нижних слоев при наплавке верхних. В результате происходит качественная проковка каждого слоя перед формированием основного шва.
Сварка окислительным пламенем и раскислителем
Этот вид газовой сварки и резки создан специально для работы с элементами из низкоуглеродистой стали. Во время него применяется пламя с резко окислительным характером, именно это приводит к образованию окислов железа в сварочной ванне. Если образуется окисление, то обязательно требуется раскисление.

Раскисление получают при помощи специальной присадочной проволоки, в составе которой должно наблюдаться высокое содержание марганца и кремния. Этот способ по сравнению с другими видами имеет производительность выше на 10 %.
Газопрессовая сварка
Газопрессовая сварка подразумевает нагревание до пластичного состояния свариваемых изделий при помощи сварочной адетилено-кислородной горелки. А после того как достигается необходимая температура они сдавливаются и свариваются.
Выделяют два подвида этого метода - соединение в пластичном состоянии с защитой шва и сваривание оплавлением. Во время проведения сварки в пластичном состоянии к элементам, которые приготовлены для сваривания, прикладывается осевое давление и разжигается горелка. После производится нагревание, которое сопровождается сдавливанием. Как только появляется утолщение, нагревание прекращается, давление устраняется.
Во время сварки оплавлением детали для сварки фиксируются с соблюдением зазора, и разжигается горелка. После выполняется нагревание и оплавление концов металлических элементов. Затем производится прикладывание осевого давления и сваривание деталей.
Компоненты газовой сварки
Перед тем как будет начата газовая сварка, технология рекомендует подготовить все необходимые компоненты для ее проведения. Обязательно для работы потребуется специальный газ для пламени горелки. А вот какой выбрать газ стоит рассмотреть подробнее.

Кислород
Этот востребованный вид газа для проведения сварки и резки. Благодаря ему происходит моментальное воспламенение паров материалов с высокой горючестью. Особой популярностью пользуется сварка кислородом и пропаном. Этот метод позволяет получить прочный шов с высоким износом. Сварочный кислород выполняет роль катализатора плавления и резки заготовок из металла, он входит в состав горючей смеси.
Важно! Кислород помещается в баллоны под постоянным давлением, а при контакте с маслом самовоспламеняется. Чтобы этого не произошло, баллоны стоит хранить в месте, защищенном от солнца, а также их требуется периодически чистить от пыли, грязи.
Кислород для сварки получают из обычного воздуха, который отделяется от СО2 и Н2О в воздухоразделительной установке. При проведении газовой сварки пропаном и кислородом используется три вида газа - высший (99,5%), 1 и 2 сорта (99,2 и 98,5 %).
Ацетилен
Ацетилен является газовой смесью, которая состоит из двух компонентов - H и O. Это бесцветное вещество, которое не имеет запаха, в его составе наблюдается небольшое содержание NH4 и H2S.
Обратите внимание! Газовая сварка и резка металлов с использованием ацетилена должна проводиться с максимальной осторожностью. Если во время процесса будет наблюдаться превышение показателей давления более 1,5 кг/см² и температуры больше 400°С, то смесь может взорваться.
Ацетилен добывают при помощи диссоциации жидких углеводородов под воздействием электричества.
Заменители ацетилена
Стоит помнить, что сварка может проводиться не только пропаном и кислородом или ацетиленом, во время нее могут использоваться заменители последнего газа.
В качестве замены могут применяться следующие газы:
Температурные показатели их горения находятся в пределах 2400-28000С. А при горении ацетилена обычно наблюдается 31500С. При использовании заменителей рекомендуется дополнительно применять проволоку с содержанием марганца и кремния, которая будет раскислять сталь. А вот для плавящихся цветных металлов потребуется флюс.
Использование проволоки и флюса
Присадочная проволока и сварочный флюс являются необходимыми элементами, которые применяются при проведении газового сварочного процесса. Оно позволяет получить качественный и прочный шов.
Для проведения сварки рекомендуется использовать присадочную проволоку без масла и краски, на ней не должно быть признаков коррозийного поражения. Порог плавления этого материала должен быть равен или ниже плавления свариваемого металла.
Для плавящихся металлов необходимо использовать флюс. При помощи него до начала сварки делается нанесение на металл или проволоку. Далее флюс плавится и выдает плавкий шлак, который покрывает металлическое изделие поверхностно.
Оборудование для газовой сварки
Основы газовой сварки требуют использования необходимого оборудования. Оно должно соответствовать всем нормам и стандартам, которые указываются в технологии данного сварочного процесса. Кроме этого сварщик обязательно должен уметь им пользоваться и знать принципы его работы.

Сварка пропаном, кислородом, ацетиленом и его заменителями предполагает использование следующего оборудования:
Но все же перед тем как приступать к использованию вышеперечисленных элементов стоит разобраться в том, как варить газовой сваркой. Это ответственной процесс, который требует обязательное соблюдение важных мер защиты. Опытные сварщики советуют применять защитную маску, форму из плотной ткани, краги.
Итоги
Чтобы понять, что такое газовая сварка стоит рассмотреть ее основные особенности и технологию. Этот метод предполагает использование специальных газов для нагревания и плавления металлических изделий. Обычно применяется кислород, ацетилен, но иногда допускаются заменители, которые имеют меньшую стоимость. Но чтобы шов получился качественным и прочным особое внимание стоит уделять технике проведения сварочного процесса.
Интересное видео
Нюансы использования газовой сварки

Виды и способы сварки
Газовая сварка – это наиболее часто используемый способ соединения отдельных металлических деталей в монолитную конструкцию. Популярность такого метода объясняется низкой стоимостью оборудования и простотой его применения.
Что такое газовая сварка и где она применяется
Сварка газом используется для соединения металлических поверхностей в одно целое. Сущность этого способа заключается в расплавлении кромок обрабатываемых элементов за счет высокой температуры горения газа, подаваемого под давлением.
Для формирования шва используется добавочный припой. Таким образом, газовая сварка и резка металлов выполняются за счет экзотермической реакции взаимодействия горячей газовой смеси и обрабатываемого материала, находящегося в расплавленном состоянии.
В процессе обработки обязательно задействуется специальное оборудование. Чтобы получить необходимую температуру, требуются один из горючих газов и кислород. Эти компоненты подаются из отдельных емкостей в смеситель. Поджигание выполняется искусственно.
Газовую сварку применяют для:
Этот способ обработки металлических элементов нашел применение в промышленном производстве, строительстве и т.д. Его нередко используют при ремонте автомобилей, устранении бытовых поломок, для фиксации узлов из цветных металлов.
Подходит он и тогда, когда необходимо соединить элементы из чугуна и латуни. Наплавка газосваркой часто применяется для увеличения размеров деталей, устранения изношенных частей и повышения прочности.
Требования по ГОСТу
Газосварочный процесс является ручным, качество шва оценивается субъективно и зависит от мастерства сварщика. ГОСТа на результат работы не существует. Однако есть ряд требований к соблюдению технологии.
Качество карбида кальция, применяющегося при сварке, регулируется ГОСТ 1460-2013. Кроме того, нормативными актами установлены параметры давления в редукторе и баллоне, характеристики присадочной проволоки, требования к генератору. Существуют ГОСТы для горелок и шлангов.
Перечень используемых газов для разных металлов
Во время работы могут потребоваться разные виды газов:
Характеристики и чистота газа влияют на качество сварки и резки металлов.
Легкий водород
Это бесцветный газ без запаха, который примерно в 14,5 раза легче воздуха. Данное вещество получают путем разложения молекул воды электрическим током. Сочетание водорода с кислородом в неправильной пропорции образует взрывоопасную смесь.
Необходимо предельно точно соблюдать технику безопасности.
Газ для сварки должен соответствовать требованиям ГОСТ 3022-80. Кислородно-водородное соединение горит синим пламенем без четких очертаний, что затрудняет его регулирование.

Пиролизный газ
Керосиновое топливо
Это желтоватая прозрачная жидкость, являющаяся результатом переработки нефтепродуктов. Керосин быстро испаряется при плюсовой температуре, образуя горючий газ. Во время работы с ним необходимо строго соблюдать особые правила предосторожности, т.к. это вещество может взорваться в случае неправильного применения.

Коксовый угольный газ
Он бесцветен, но имеет характерный запах сероводорода. Вещество получают в процессе переработки угля в кокс. В его составе есть пропан, водород, метан и т.д. Газ, предназначенный для сварки, предварительно очищают от примесей, смол и сернистых соединений.
Горение возможно только при сочетании с кислородом.
Коксовый газ применяют для сварки и пайки изделий из цветных металлов. К месту проведения работ его подают по трубопроводам под давлением 1,3-1,5 кПа. Реже используются баллоны.
Горючий кислород
Необходим для поддержания процесса горения. Он поставляется на место сварки в баллонах. В специальном аппарате кислород смешивается с выбранным горючим газом и подается на горелку.

Наиболее часто применяется при сварке. Он бесцветен, но имеет характерный чесночный запах из-за включения примесей сероводорода, фосфористого водорода и аммиака. Его вдыхание может спровоцировать приступ головокружения, тошноту и другие признаки отравления. Ацетилен легче воздуха. Он поставляется на место проведения работ в баллонах, находящихся под давлением.
Природный газ
В природном газе, применяющемся для сварки, присутствуют примеси водорода, метан, оксид углевода и т.д. Чаще его используют для обработки легкосплавных металлов.

Метод газосварки имеет следующие достоинства:
К преимуществам такого метода относится равномерное прогревание и остывание обрабатываемых поверхностей. Это препятствует появлению пустот и трещин в готовом покрытии. Достоинством газовой сварки считается и низкая цена расходных материалов.
У этого способа сварки немало недостатков. Использование открытого пламени приводит к нагреву большого участка металла. Повышается риск повреждения элементов с низкой термической устойчивостью.
Кроме того, такой метод сварки не применяют для обработки заготовок, толщина которых больше 5 мм, т.к. это становится причиной снижения производительности работ.
Существуют особенности и ограничения на применение этой технологии. Газопламенная сварка не рекомендована для создания нахлестного соединения. Она создает дополнительное напряжение в металле и в дальнейшем может спровоцировать деформацию или разгерметизацию шва.
К недостаткам этого вида сварки относится невозможность автоматизации процесса и необходимость строгого соблюдения правил техники безопасности для недопущения взрыва и пожара.
Для проведения газосварочных работ требуется комплект оборудования, включающий:
Понадобится специальная тележка, предназначенная для размещения всего оборудования. Она обеспечит лучшую мобильность при проведении работ.

Разновидности горелок
Горелки выполняют ряд важных функций. Они участвуют в смешении газа, стабилизации фронта воспламенения, регулируют подачу горючей смеси и интенсивность горения.
В зависимости от конструкционных особенностей горелки бывают инженерными, диффузными, оснащенными системами принудительного нагнетания кислорода, а также комбинированными.
Кроме того, они классифицируются по:
В зависимости от особенностей конструкции они могут выдерживать от 5 000 Па до 0,3 МПа.
Баллоны с газом
Для каждого вида газа выпускаются баллоны отдельного цвета. В процессе эксплуатации их нельзя окрашивать, чтобы избежать нежелательных реакций. Баллоны, предназначенные для ацетилена, не следует оснащать медными вентилями, т.к. это может спровоцировать взрыв.

Специальные шланги
В процессе сварочных работ применяют специальные шланги. Они предназначены для подачи горячих жидкостей и газов. К этим элементам оборудования предъявляются особые требования.
Они должны выдерживать большое давление. Если на шланге присутствует желтая полоса, он может использоваться для горячих жидкостей. Шланги с красной отметкой выдерживают 6 атмосфер, а с синей – до 20.

Водяной затвор
Водяной затвор предназначен для защиты генератора, трубы и других элементов газосварочного оборудования. Его располагают между ацетиленовой трубой и горелкой.

Пост для сварки газом
Это специальный стол, который можно фиксировать и поворачивать. Некоторые модели оснащены вентиляцией и системой для хранения инструментов.
Проволока и присадки
Для проведения работ используют особую присадочную проволоку. Ее диаметр подбирают в зависимости от толщины детали. В процессе сварки применяют флюсы. Эти вещества производят на основе кремниевой и борной кислоты и выпускают в виде растворов, порошков и паст.
Редуктор
Это важнейший элемент конструкции. Он необходим для снижения давления газа, исходящего из баллона. Редукторы бывают прямого и непрямого действия. Некоторые из них имеют устройства, предотвращающие замерзание газа при его выходе из баллона.

Общие правила безопасности
При выполнении сварочных работ необходимо соблюдать правила безопасности. Использовать можно только исправное оборудование. Место работы должно находиться не менее чем в 10 м от источника открытого огня.
Пост должен быть оснащен индивидуальными средствами для тушения пожаров. Если используется только ацетилен, то обязательно наличие углекислого огнетушителя или песка.
Воду для тушения пожаров, вызванных этим веществом, использовать нельзя. При воспламенении нужно перегнуть шланг в области редуктора, а затем завернуть все вентили.
Описание технологии сварки
Технология сварки газом имеет некоторые особенности. Существует несколько вариантов проведения работ.
Правая и левая
Различают правую и левую схемы сварки. Первый вариант применяется наиболее часто. Он предполагает продвижение горелки от правого края к левому. В этом случае струю пламени направляют непосредственно на проволоку, которую продвигают перед горелкой. Этим методом часто сваривают мелкие детали, тонкие слиты и материалы, которые плавятся даже при низкой температуре.
Второй вариант предполагает движение горелки от левого края к правому. В этом случае проволоку продвигают после пламени. Левая сварка обеспечивает более глубокое воздействие и лучшее схватывание.
Многослойный метод
Этот способ применяется тогда, когда необходимо сформировать высокопрочный шов. Он предполагает отжиг нижнего слоя и дальнейшую наплавку верхнего. Таким образом, прокаливаются все слои. Это положительно влияет на качество шва.
Сквозной валик
Такой метод требует постепенного оплавления верхнего края имеющегося отверстия на заготовке с последующим наложением расплавленного металла на нижний край отверстия. Для проведения работ необходимо вертикально зафиксировать металлические листы. Таким образом, шов приобретает форму валика.
Сварочные ванночки
Этот способ предполагает формирование ванночек по ходу шва. В каждое такое образование вводится присадочная проволока, которая оплавляется и заполняет пустоты. Сопло двигается на новый участок, а следующая ванночка перекрывает ранее созданную.

Окислительное пламя
Метод применяется для соединения элементов, изготовленных из малоуглеродистых сплавов из стали. Пламя в этом случае окисляет материал, что ведет к формированию окиси железа. Для раскисления используют присадочную проволоку, включающую кремний и марганец.
Отдельно о сварке труб
При сварке труб на месте стыковки с внутренней стороны швов не должны образовываться наплывы. Они будут препятствовать продвижению жидкости по трубе. Кроме того, нельзя насквозь проплавлять стенки.
Сварка труб проводится за счет одного слоя и всего за один проход. При этом выпуклость шва не должна превышать 1-3 мм. Место стыка должно быть максимально ровным.

Газовая резка и виды резаков
Газовая резка – это наиболее простой и эффективный способ разделения цельных металлических поверхностей. Для проведения подобной работы требуется специальное оборудование – резаки.
Выделяются следующие виды:
В зависимости от конструкционных особенностей резаки подразделяются на воздушно-дуговые и трехтрубные. Для проведения резки необходимо открыть вентиль с кислородом, а затем с горючим газом. После этого смесь поджигается. Место резки прогревается, выполняется разрез.
Читайте также: