Где гнут листы металла
Обновлено: 21.09.2024
Посмотрите информацию о предприятиях, которые оказывают услугу «Гибка листового металла» в соседних регионах. Возможно вы найдете подходящего исполнителя среди них.
Гибка листового металла — это технологическая операция холодного или горячего деформирования плоской заготовки, направленная на получение пространственного изделия нужных параметров формы и размеров. Существует несколько видов гибки листового металла: относительно простые - одноугловая (свободная или V-образная) и двухугловая (П-образная), а также более сложные - многоугловая и радиусная (закатка). Для каждого из видов гибки используется специальное оборудование и технологическая оснастка. Преимуществами данной технологии являются: малая энергоемкость, относительная простота и доступность оборудования. Из недостатков стоит отметить различные искажения формы заготовки в процессе ее изгиба.
Гибка листа в Москве
Изготовление металлических изделий в той или иной степени связано с деформацией металла. Одной из наиболее распространенных операций для этой цели является гибка листового металла.
Что такое гибка листового металла
Под гибкой понимают воздействие на металлическую поверхность, при котором происходит растяжение внешнего слоя прокатного листа и одновременное сжатие внутреннего. В результате получается перегиб металлической заготовки под определенным углом, что ведет к изменению её формы. Способов гнуть лист и создать из заготовки необходимую деталь существует много. Например, для этой цели можно использовать сварку, но по сравнению с любыми другими вариантами обработки металла гибка листа имеет ряд преимуществ:
- Изделия, изготовленные при помощи гибки отличает высокая прочность и долговечность, поскольку место изгиба остается герметичным, а значит, более устойчивым.
- Стоимость гибки значительно меньше, чем цена на сварку или скручивание.
- Процесс гибки прост и не требует больших временных затрат.
- Гибка не влияет на физические и химические свойства металла, оставляя их неизменными.
- Бесшовные детали, обработанные методом гибки, имеют эстетичный внешний вид.
Виды гибки листового металла
Гнуть лист можно двумя способами: вручную и с использованием механической обработки. В первом случае придание заготовке нужной формы происходит за счет применения слесарного инструмента: молотка, тисков, плоскогубцев и т.п. Непременное условие для ручной гибки – толщина листа не должна превышать 0,6 мм. В противном случае необходимо использовать промышленное оборудование. Предприятия, оказывающие услуги по гибке листа для механической обработки крупносерийных и мелкосерийных партий используют пневматические и гидравлические прессы. Классифицируют гибку металла по следующим параметрам:
- В зависимости от вида конечного профиля, который может быть L-образный с одним перегибом, П-образный с двумя перегибами или сложной конфигурации с несколькими перегибами.
- В зависимости от способа приложения усилий. Гибка может быть свободной, когда заготовка располагается между двумя опорными элементами, а давление оказывается на её середину. Вторым вариантом деформации является калибрующий удар. Его отличительной особенностью является наличие пружинистой опоры под заготовкой.
- В зависимости от числа проходов. Параметр целиком зависит от пластичности материала заготовки. Для интенсивного изменения формы листа используют два или три прохода.
Применение гибки листа на предприятии
Технология гибки металла активно используется при изготовлении деталей с точным углом наклона поверхности для изготовления цельных бесшовных конструкций. Гибочная технология носит промежуточный характер. Она лишь готовит элементы для сборки крупных конструкций. На нашем портале собраны предприятия, оказывающие услуги гибки листового металла под заказ в Москве. Они имеют различный опыт работы с данной операцией, скорость и качество выполнения задач. Смотрите на отзывы и выбирайте тех, кто сможет решить именно ваши задачи.
Портал «Металлообработчики» в Московской области:
Гибка металла
Осуществляем промышленную гибку листового металла — на автоматических листогибочных станках с ЧПУ.
Доставка готовой продукции собственным транспортом по Москве, Московской области, регионы РФ и Республику Беларусь!
Гибка листового металла листогибочным станком
Производственные мощности нашего оборудования позволяют производить гибку листового металла из черного проката и нержавеющей стали по параметрам заказчика.
Информация об услуге
Области применения гнутого листа
Для увеличения жесткости металлических конструкций применяют различные конфигурации изогнутого листа а в частности уголок гнутый.
Он также используется для строительства вентилированных фасадов и во многих других областях.
Угол гнутый получают из холодного листа металла путем гибки на листогибочном оборудовании.
Варианты изготовления гнутого уголка:
- — Полоса металла укладывается на нижний стол с матрицей. Под действием гидравлики сверху двигается пуансон. Прикладывая давление, происходит получение угла гнутого. — Лист металла пропускается через вальцы. Постепенно сдвигая их при каждом проходе, получают угол гнутый. При таком методе гибки можно получать поверхности разной формы: цилиндрические, сферические, конусные и другие.
Основным условием при получении уголка гнутого является отсутствие изменений
свойств металла при обработке. Как первый, так и второй способ оставляют
структуру металла на местах сгиба неизменной. При этом лист металла может иметь
толщину до 10 мм.
Технические возможности листогибочного станка
Галерея производства
Основные виды гибки металла
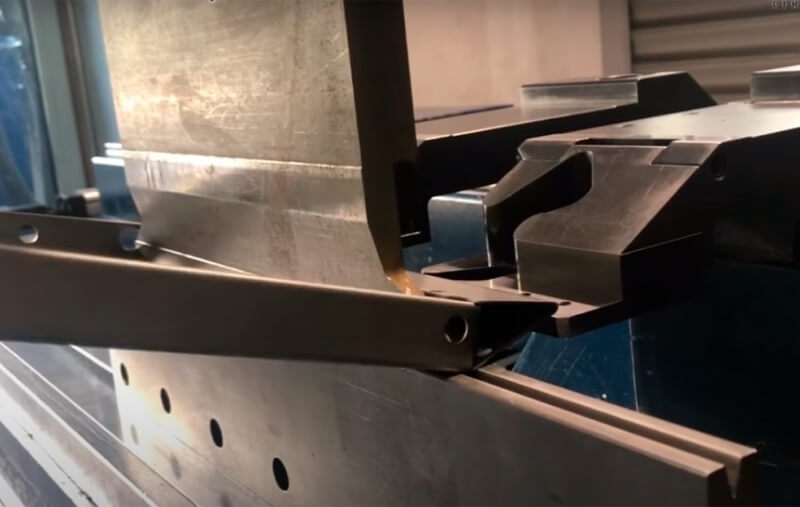
Гибка листового металла на гидравлическом прессе.

Гибка листового металла представляет собой процесс обработки стального листа, в процессе которого им придается необходимая форма.
Стальной лист укладывают на гибочные матрицы нижнего стола. Стальной лист может иметь различную толщину до 10 мм и длину до 6 метров в зависимости от назначения. Под действием поршней цилиндров установленных на верхнем столе пуансоны приближаются к листовому металлу, уложенному на матрицах нижнего стола. После контакта пуансона с листовым металлом сила давления начинает увеличиваться, и пуансон задавливается в металлический лист или в листовой металл , деформируя его вначале в области упругой деформации, а затем в области пластической деформации, что позволяет получить определенный изгиб листового металла. Все те слои металла, что располагаются вдоль оси изгиба, по своим размерам остаются неизменными, поэтому все расчеты проводятся именно с ориентировкой на данные слои металла.
Гибка листового металла на вальцах.

Известно много способов гибки заготовок в холодном и горячем состояниях. В основном используется гибка металла в холодном состоянии на гибочных машинах, листогибочных гидравлических прессах и трех- или четырех-валковых листогибочных вальцах.
На листогибочных вальцах выполняют вальцовку листовой стали для образования цилиндрических, конических, сферических и седлообразных поверхностей и кольцевую гибку (вальцовку) .На роликогибочных станках производят вальцовку уголков, швеллеров, труб и двутавровых балок. Во избежание структурных изменений, появления значительного наклепа и полной потери пластических свойств стали, при холодной гибке заготовок, остаточное удлинение не должно выходить за границы предела текучести. При изготовлении гнутых профилей на листогибочных прессах внутренние радиусы закруглений для конструкций из углеродистой стали, воспринимающих статическую нагрузку, должны быть не менее 1,2 толщины листа, а для конструкций, воспринимающих динамическую нагрузку, не менее 2,5 толщины листа. Для листовых деталей из низколегированных сталей минимальные значения внутренних радиусов закругления должны быть на 50 % больше, чем для углеродистой стали.

Листогибочные вальцы имеют три или четыре горизонтальных валка, на которых гнут листовую сталь, максимальная ширина которой 2100—8000 мм при максимальной толщине 20—50 мм. Наибольшее распространение имеют трехвалковые вальцы с пирамидальным расположением вальцов . Два приводных нижних валка вращаются в одном направлении. Верхний валок перемещается по высоте и вращается в результате трения между валками и изгибаемым листом. Один подшипник верхнего валка может откидываться в сторону, для того чтобы можно было извлечь согнутую деталь. Перед гибкой листовых деталей цилиндрической формы подгибают оба торца листа на подкладном листе. Подкладной лист должен иметь ширину, в 2 раза превышающую расстояние между осями нижних валков, а радиус гибки должен быть меньше на 10—17 % радиуса гибки детали с учетом упругой деформации стали. Толщина подкладного листа обычно принимается 25—30 мм, однако она должна быть не менее 2-кратной толщины вальцуемого листа, а мощность вальцов должна быть достаточной для гибки листа в 3 раза больше, чем вальцуемый. После подгибки подкладной лист снимают и приступают к вальцовке, для чего листы пропускают через вальцы несколько раз в обоих направлениях. Степень изгиба листа регулируется подъемом или опусканием верхнего валка .
Оба способа позволяют выполнять гибку листа до 6 метров, металл может быть при этом как черный, так и нержавеющий. Большим преимуществом уголка гнутого можно считать возможность изготовления с самыми различными размерами полок. Уголок может быть симметричным, но возможно производства разнополочного с заданными параметрами.
Гибка стального листа в основном применяется для изготовления деталей различных форм методом холодной гибки(пример: гнутый уголок, гнутый швеллер и др.)
Ваш запрос успешно отправлен.
В ближайшее время наши менеджеры свяжутся с Вами.
Гибка металла – востребованная услуга. Она заключается в придании металлическому листу необходимой объемной формы посредством деформации, с применением пуансона и матрицы. По этой технологии производятся многие объемные изделия. В зависимости от условий гибки, она бывает горячей и холодной. Большее распространение получила холодная гибка, услуги которой и предоставляет наша компания.
На оборудовании ООО «ПРОМЭКС» ежемесячно:
- выполняется ≈ 2 млн. гибов;
- производится свыше 800 000 деталей;
- из них ≈ 10 000 – абсолютно уникальные.
Лучшая цена без колебаний – от 4 рублей за гиб
Мы более 7 лет удерживаем стабильно низкие цены на оказываемые услуги металлообработки. Для этого мы обновили свой парк оборудования высокоскоростными станками, внедрили в операции гибки новые технологии и оптимизировали производственный процесс. ООО «ПРОМЭКС» – крупнейший потребитель инструментов для листогибочных станков в годовом исчислении. Ежедневно мы совершенствуемся и создаем все более привлекательные условия сотрудничества.
Факторы, влияющие на сроки и стоимость гибки листового металла:
- Толщина листа. Для гибки толстых листов нужно больше усилий. При обработке толстолистового металла замедляется опускание балки станка и возрастает общее время операции.
- Длина гиба. От этого фактора зависит число применяемых гибочных инструментов. С увеличением длины гиба возрастает износ инструментов, что неизбежно влияет и на стоимость услуги.
- Масса детали - влияет на время металлообработки.
| Толщина от, мм | Толщина до, мм | Длина от 0 мм | Длина от 501 мм | Длина от 1001 мм | Длина от 2001 мм | Длина от 2701 мм | Длина от 3201 мм |
|---|---|---|---|---|---|---|---|
| 0 | 2,5 | 4,00 | 5,00 | 7,00 | 10,00 | 20,00 | 40,00 |
| 2,51 | 5 | 6,00 | 9,00 | 12,00 | 15,00 | 30,00 | 80,00 |
| 5,01 | 9 | 10,00 | 15,00 | 20,00 | 25,00 | 40,00 | 120,00 |
| 9,01 | 12 | 15,00 | 20,00 | 30,00 | 40,00 | 60,00 | 150,00 |
| 12,01 | 16 | 30,00 | 50,00 | 70,00 | 90,00 | 300,00 | |
| 16,01 | 20 | 50,00 | 100,00 | 300,00 | 500,00 | ||
| Наши цены НЕ зависят от марки материала. | |||||||
Добавочная стоимость на гибку - зависимость цены от массы детали.
| Масса от, кг | Масса до, кг | Цена, руб |
|---|---|---|
| 17 | 20 | 30,00 |
| 20 | 40 | 90,00 |
| 40 | 60 | 120,00 |
| 60 | 80 | 180,00 |
| 80 | 100 | 300,00 |
| 100 | 120 | 600,00 |
| 120 | 140 | 1200,00 |
| 140 | 160 | 1400,00 |
| 160 | 200 | 4000,00 |
Как сделать заказ
Мы выполняем холодную гибку металла. Она делится на 2 типа:
Свободная (V-образная) гибка
Этот вариант – самый популярный. Выполняется с помощью универсального инструмента: матрица обычно размещается в нижней части пресса, а пуансон фиксируется на балке. Именно пуансон оказывает давление на обрабатываемый лист металла и в тандеме с матрицей выполняет заданные гибы. При сгибании металла пуансон размещается во внутренней области угла гиба, а с внешней стороны находится матрица.
Метод свободной гибки мы применяем для металлических листов толщиной 0,5–16 мм, но точный диапазон толщин зависит от марки металла.
Доступные для этой технологии углы гиба – от 28–30 0 до 170–178 0 . Возможно получение и меньших углов, если дополнительно оснастить матрицу инструментом для плющения. Это позволяет дожать угол гиба до величин менее 28 0 . Плющению подлежит листовой металл толщиной 0,5–2,5 мм.
При мелкосерийном производстве выгодно применять свободную гибку, поэтому наши конструкторы отдают ей предпочтение при расчете заказов. Благодаря такому подходу мы устанавливаем на гибку листового металла привлекательные цены, одни из самых низких в стране.
Калибровка (штамп)
Способ калибровки менее востребован из-за более высокой стоимости услуги. Она обусловлена применением особого штампующего инструмента. Специально для выполнения конкретной операции гибки производятся отдельные матрица и пуансон. Изготовление специальной оснастки ощутимо отражается на цене изделий. Поэтому по технологии калибровки рационально производить средние и крупные серии продукции.
Преимущества этого метода:
- Возможность выполнения на 1 пресс совокупности гибов, в т. ч. получение Z-гиба с малым плечом (4–5 мм).
- Применимость на узкой области заготовки. К примеру, если нужно изготовить швеллер 30х10х30 мм, свободная гибка задачу не решит.
- Точность. Калибровка позволяет получать высокоточные детали из листового металла.
Гибка металла любой сложности
Тонкости технологии
Металлы для гибки
- Черные металлы. Повсеместно их широко используют для изготовления гибочных деталей. Причина такой популярности – в минимальной стоимости получаемой продукции. Преимущественно для гибки применяются стали низко- и среднеуглеродистых марок.
- Оцинковка. Отличается от черных металлов наличием цинкового покрытия. Нанесенный слой цинка выполняет защитно-декоративные свойства. Он оберегает материал от коррозии и придает ему привлекательный вид, позволяя обойтись без покраски.
- Нержавейка (стальные сплавы с содержанием никеля) Многие ее марки допускают гибку. Станки «ПРОМЭКС» позволяют обрабатывать листы этих марок в диапазоне толщин 0,5–12 мм. По сравнению с обработкой черных металлов, для сгибания никельсодержащих сплавов нужно прикладывать больше усилий. Поэтому есть ограничения по обработке длинных заготовок.
- Сплавы алюминия. Они сложны и требовательны в обработке, но огромный опыт наших специалистов позволяет успешно гнуть алюминиевые листы. При их обработке применяются матрицы с широкими ручьями, чтобы не допустить разрывов материала в области сгиба. Уделяется внимание и другим нюансам, включая возраст материала: чем он старше, тем сложнее гнется.
- Медь. Мы используем для гибки медь 6 видов, толщиной 0,4–10 мм.
- Латунь. Гнем листы некоторых марок, в диапазоне 0,5–10 мм.
- Титан. Преимущественно сгибаем тонкие листы, в пределах 0,5–3 мм.
«Правило 8» или формула идеальной гибки
Чтобы избежать дефектов в области сгиба, матрицу нужно брать в 8 раз толще, чем сама заготовка. Так, для листа толщиной 1 мм берем V8, для листа 1,5 мм нужна матрица V12 и т.д. При неправильном выборе матрицы, особенно при обработке цветмета, в области сгиба появляются микротрещины и разрывы.
Для некоторых материалов холодная гибка категорически не подходит. В их числе углеродистые стали 40 и 45, класс инструментальных сталей, латунь ЛС5-1, алюминиевые сплавы Д16, Д16БТ, АМг5 и АМг6.
Расположение волокон в цветных металлах
Этот фактор имеет значение при обработке медных, латунных, алюминиевых и титановых заготовок. Раскрой таких материалов нужно производить с учетом правильного направления волокон в листе. Линии будущих сгибов рекомендуется размещать перпендикулярно волокнам. Иначе возрастает риск порыва заготовок в процессе гибки.
Гибка металла от 10 руб/метр.
Среди множества операций, которые выполняются с прокатными листами, одной из самых востребованных стала гибка. Суть данного технологического процесса состоит в придании нужной формы и размера металлическому листу. Для этого используются высокоточные гибочные станки, оснащенные гидравлическим приводом.
Гибка изделий из листового металла



Цены на гибку металла
Цены на гибку стали
| Толщина, мм | Длина гиба, мм | |||||
|---|---|---|---|---|---|---|
| до 100 | до 500 | до 1000 | до 2000 | до 2500 | до 3000 | |
| 0,5 - 2,5 | 10 руб. | 15 руб. | 20 руб. | 30 руб. | 40 руб. | 55 руб. |
| 3,0 - 5,0 | 15 руб. | 20 руб. | 25 руб. | 40 руб. | 50 руб. | 105 руб. |
| 6,0 - 8,0 | 30 руб. | 45 руб. | 55 руб. | 75 руб. | 110 руб. | 220 руб. |
Цены на гибку нержавеющей стали
| Толщина, мм | Длина гиба, мм | |||||
|---|---|---|---|---|---|---|
| до 100 | до 500 | до 1000 | до 2000 | до 2500 | до 3000 | |
| 0,5 - 2,5 | 20 руб. | 30 руб. | 40 руб. | 60 руб. | 80 руб. | 110 руб. |
| 3,0 - 5,0 | 30 руб. | 40 руб. | 50 руб. | 80 руб. | 100 руб. | 210 руб. |
| 6,0 - 8,0 | 60 руб. | 90 руб. | 110 руб. | 150 руб. | 220 руб. | 440 руб. |
Цены на гибку алюминия
| Толщина, мм | Длина гиба, мм | |||||
|---|---|---|---|---|---|---|
| до 100 | до 500 | до 1000 | до 2000 | до 2500 | до 3000 | |
| 0,5 - 2,5 | 15 руб. | 25 руб. | 30 руб. | 45 руб. | 60 руб. | 85 руб. |
| 3,0 - 5,0 | 25 руб. | 30 руб. | 45 руб. | 60 руб. | 75 руб. | 160 руб. |
| 6,0 - 8,0 | 45 руб. | 70 руб. | 85 руб. | 120 руб. | 165 руб. | 330 руб. |
Калькулятор расчета стоимости гибки металла
| Толщина, мм | Длина гиба, мм | Кол-во гибов | Марка стали | Цена с НДС/ед. | Стоимость |
| × | |||||
| + добавить строку | |||||
| Общая стоимость с НДС | |||||
Гибка листового металла: сфера применения
Эта профессиональная манипуляция используется во многих производствах.
В частности, гибка листового металла необходима для следующих областей народного хозяйства:
- строительства;
- конструирования;
- производства металлоконструкций;
- изготовления металлической мебели;
- рекламных конструкции;
- сферы ЖКХ.
Кроме того, гибка металла используется не только в промышленности. В частном хозяйстве она также может оказать неоценимую услугу в вопросе благоустройства прилегающей к дому территории.
Благодаря элементам, полученным при помощи гибки, можно выполнить эксклюзивные декоративные композиции. Возможно, они станут самым креативным моментом ландшафтного дизайна. При помощи гибки листового металла можно изготовить оригинальные дворовые конструкции, оградительные сооружения вокруг зеленых насаждений или беседок.
Помимо прочего, разнообразные хозяйственные емкости для хранения инвентаря и предметов быта, также выполняются из листового металла.
Производственные особенности метода
Преимущество данного способа обработки металлических листов составляет возможность изготовления разнообразных металлических профилей. Специалисты нашей компании по заказам клиентов могут выполнить изгиб не только с прямым углом. Производственные мощности нашей компании позволяют нам выполнять Z-образный изгиб листового металла. Для этого требуется специфическое оборудование и большой профессиональный опыт.
Технология гибки стали состоит в одновременном воздействии на металлический лист с разных сторон. Как результат, линейный размер с одной стороны становится больше, а с другой — меньше. Однако по оси металл полностью сохраняет свои физические параметры. Важно, что наши клиенты могут затребовать гибку по чертежам заказчика — под какой-то конкретный проект.
В разных производственных условиях и в зависимости от поставленной клиентом задачи место давления и сила давления на прокат бывает разной. Для того, чтобы максимально полно соответствовать требованиям клиента, гибка осуществляется по предварительно составленному проекту.
Имеем собственное конструкторское бюро
Специалисты VT-metall помогут Вам с разработкой конструкторской документации, с конвертацией электронных чертежей, а также профессионально проконсультируют по любым вопросам относительно 3D-раскроя или обработки металла

Получите консультацию ведущего инженера

Или позвонив по номеру:
Этапы работ
Процесс осуществляется в несколько этапов. Прежде всего, необходимо помнить, что гибка выполняется только в профессиональных условиях. Для этой процедуры необходимо профессиональное оборудование и гибочный инструмент. Только в производственных цехах можно обеспечить должный уровень безопасности выполнения всех технологических требований.
- На подготовительной стадии наши специалисты работают над конфигурацией изделия. Именно в этот период определяются места будущих сгибов и определяются размеры углов.
- Первым этапом процедуры становится раскрой заготовки. После этого она направляется на гибочный станок. Гибка и резка металла осуществляются в связке. Данные манипуляции выполняются последовательно.
- Вторым этапом становится раскрой по составленному эскизу. В зависимости от степени сложности заказа наши специалисты могут выбрать для выполнения этой задачи лазерную резку или стандартную гильотину. Следует отметить, что лазерная резка обеспечивает максимально точное соответствие изначальному плану.
- Следующим этапом становится зажим заготовки в станке. Для этого используется гидроусилитель. Собственно, процедура гибки реализуется гидравлическим прессом.
- Наконец, когда процесс завершен, наши специалисты проводят сверку всех заданных параметров.
Примеры наших работ




Преимущества гибки как способа обработки металла
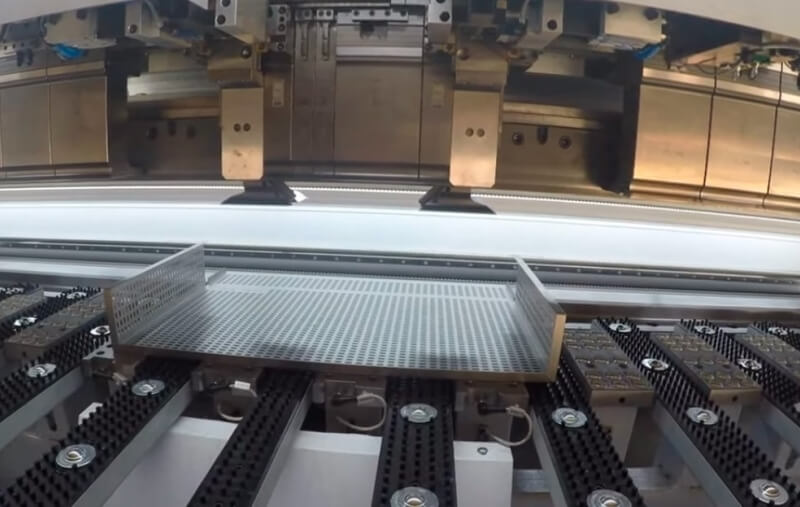
Автоматическое перемещение упоров станка гарантирует качество обработки отдельных элементов в общем объеме. То есть, человеческий фактор при задействовании листогибов исключается. Тут не допускается даже малейшая неточность.
Технически процедура состоит в том, что нож словно вдавливает заготовку нужного размера в v-образную матрицу, и это происходит по предустановленному алгоритму. Машина все делает сама.
Преимущества автоматизации заключаются также в том, что станок сам производит автоматический расчет положения и траектории гиба. Точность удерживается по всей ширине, поэтому итоговый продукт соответствует ГОСТ.
Гибка металла не нарушает физико-химических свойств материала. Конструкция становится более прочной, поскольку ребро, образованное в результате гибки, обеспечивает устойчивость и стабильность всей конструкции. Это удобная, функциональная процедура, которая гарантирует долговечность всей композиции из металла.
Что даст заказчику обращение в нашу компанию
Наши специалисты имеют полный комплект современного инструментария для качественного выполнения данной услуги.
Мы выполняем гибку для:
- корпусных изделий;
- ограждений порталов в лифтах;
- крепежных планок;
- металлических профилей;
- крепежных пластин;
- металлических стоек;
- металлических парапетов и перил.
Для повышения качества выполняемых работ по согласованию с клиентом допускается нанесение силиконовой защиты между деталью и матрицей. Эта процедура актуальна для работ с заготовками из нержавеющего материала.
Мы выполним гибку металла любой сложности, но предварительно менеджеры проведут профильную консультацию и предложат использовать типовые проекты по авторским разработкам специалистов VT-Metall.
Итак, преимущество обращения в нашу компанию составляет наличие высокоточного оборудования, профессионального инструментария и большой опыт мастеров.
Сокращаем затраты клиентов за счет отлаженных
до совершенства логистических процессов


Нам доверяют лидеры рынка
Благодаря строгому контролю работы наших мастеров, а также слаженной работе команды в целом, многие нашим заказчики перешли на постоянное сотрудничество

Остались вопросы?
Мы вам перезвоним!
Бесплатно проконсультируем, ответим на все вопросы
и дадим скидку 10% на первый заказ
Москва, 2-й Котляковский переулок, дом 18
Въезд для транспорта:
Москва ул. Котляковская, дом 3, стр. 1

Компания VT-METALL также предоставляет следующие услуги
Экспресс расчет
стоимости заказа
Узнайте предварительную стоимость заказа,
отправив нам необходимую информацию:
Гибка толстого листового металла

Гибка толстого листового металла осуществляется на профессиональном оборудовании и после составления проекта необходимого изделия. Только при таких условиях можно гарантировать, что будут сохранены необходимые эксплуатационные характеристики, а заказчик не понесет незапланированных трат на приобретение металла или переделку брака.
Сама операция гибки может быть реализована несколькими способами. В нашей статье мы расскажем, как осуществляется данный тип металлообработки, каков порядок расчета технических параметров, а также из чего складывается алгоритм заказа и изготовления гибки металла.
Ключевые правила гибки металла
Гибка толстого листового металла должна выполняться при соблюдении определенных правил:

- Для того чтобы на поверхности металлической заготовки не появились разрывы и трещины, минимальный радиус сгиба должен быть больше, чем толщина детали. В таком случае при возникновении риска образования дефектов можно сразу прекратить гибку и по возможности их устранить.
- В бытовых условиях возможна гибка только тонколистовых металлических листов толщиной не более 0,3–1 см. При работе с более толстыми заготовками требуется профессиональное дорогостоящее оборудование.
- Прежде чем приступить к гибке толстого листового металла, необходимо выполнить развертку будущей детали, учесть припуски, рассчитать необходимую длину рабочей поверхности. Последняя должна быть не более 4 м, в противном случае результат будет менее точным.
- Лучше всего для гибки подходят пластичные сплавы, например, листовое железо или заготовки, содержащие в своем составе примеси углерода. Ознакомиться с марками пластичных сплавов можно в специальных таблицах.
- При нагревании пластичность металлов повышается. В некоторых случаях требуемый угол изгиба можно получить только путем нагрева, без дополнительного механического воздействия. Кроме того, высокая температура при обработке минимизирует риск появления трещин на поверхности металлических заготовок.
- Гибка выполняется различными инструментами: как ручными (например, тисками для зажима листового железа), так и автоматическими (специальными станками, осуществляющими раскрой заготовок). Последние позволяют учитывать припуски и получать детали высокого качества.
Гибка толстого листового металла осуществляется медленно, поскольку необходимо следить за состоянием поверхности листа, не допуская появления трещин и других дефектов.
2 технологии гибки толстого листового металла
Обработка металлических листов выполняется двумя основными способами:
- Наиболее распространена «воздушная» (свободная) гибка. При этом способе обработки остается воздушный зазор между деталью и стенками матрицы V-образной формы.
- «Калибровка», в процессе которой заготовка плотно прижимается к стенкам матрицы. Технология используется уже длительное время, в ряде случаев она является наиболее предпочтительной.

1. Воздушная (свободная) гибка.
Достоинство это вида гибки толстого листового металла заключается в пластичности, недостаток – в невысокой точности результата.
Листовая заготовка траверсом с пуансоном вдавливается на нужную глубину канавки матрицы по оси Y. Между заготовкой и стенками матрицы остается воздушный зазор. Угол гибки при этом способе зависит от положения оси Y, а не от формы применяемого инструмента.
Рекомендуем статьи по металлообработке
Точность настройки современных прессов составляет до 0,01 мм на оси Y. Однако на угол гибки влияют и другие показатели, в том числе настройка хода опускания траверсы, толщина металла, предел прочности, устойчивость заготовки к деформации, состояние рабочего инструмента.
К плюсам свободной гибки толстого листового металла относятся:
- высокая гибкость, позволяющая одним инструментом получить любой угол изгиба в пределах диапазона раскрытия V-образной матрицы (от 35° до 180°);
- доступная стоимость оборудования;
- меньшие усилия, прилагаемые для деформации заготовки, по сравнению с калибровкой;
- выбор усилия в зависимости от угла раскрытия матрицы (чем он больше, тем меньшее усилие требуется);
- небольшие вложения, так как достаточно пресса с меньшим усилием.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Средства, сэкономленные на приобретении гибочного пресса, можно вложить в дополнительное оборудование, к примеру, в покупку осей заднего упора или манипуляторов.

Минусы воздушной гибки листового металла заключаются:
- в недостаточной точности углов при обработке тонколистовых металлов;
- при разнице в качестве материалов заготовок результаты работы также будет различаться;
- технология не подходит для совершения специфических гибочных операций.
Воздушная гибка оптимальна для обработки металлических листов толщиной более 1,25 мм. Для заготовок меньшей толщины подходит калибровка.
Минимальный внутренний радиус гибки должен быть больше толщины детали. Если толщина листа равна радиусу гибки, то обработку следует выполнять методом калибровки. При работе с мягкими, легко деформируемыми материалами (например, с медью) допускается толщина листа большая, чем радиус изгиба.
Для того чтобы увеличить радиус, необходимо пошагово перемещать задний упор. Если техническое задание предполагает не только определенный радиус изгиба, но также высокую точность и качество детали, то следует воспользоваться калибровкой на специальном оборудовании.
2. Калибровка.
Калибровка – высокоточный способ гибки листового металла. Его недостаток заключается в небольшой гибкости. Угол изгиба зависит от прилагаемого усилия, а также используемого инструмента. Заготовка располагается в V-образной матрице, плотно прижимаясь к ее стенкам. Упругая деформация при этом способе нулевая, характеристики металла не влияют на угол изгиба.
Для получения качественного результата усилие гиба необходимо точно рассчитать. Лучше всего опробовать силу гибки испытательным гидравлическим прессом на пробном коротком образце.
Способ определения усилия для гибки толстого листового металла
Прилагаемые в процессе гибки толстого листового металла усилия зависят от таких параметров, как пластичность материала и интенсивность его упрочнения при деформации. Также необходимо учитывать направление прокатки первоначальной заготовки. По окончании прокатки остаточное напряжение вдоль ее оси ниже, чем в противоположном направлении. Это значит, что гибка металла по направлению волокон снизит риск разрушения заготовки. Учитывая это, ребро изгиба должно быть расположено так, чтобы направление проката имело минимальный угол к металлическому листу заготовки.

Чтобы рассчитать усилие, необходимо определиться со способом обработки толстого листового металла. Заготовка может располагаться в матрице на фиксаторах (упорах), деформация будет либо свободной, либо с приложением усилия, при котором в конечном моменте гиба деталь упирается в поверхность матрицы. Свободная гибка – более простой способ изгибания заготовок, но при этом результат будет хуже, чем при гибке с калибровкой.
При незначительном упрочнении металла (например, при работе с алюминиевой заготовкой) используется следующая формула:
в которой σт – предел текучести металла до штамповки.
Интенсивность упрочнения детали зависит от угла изгиба (более 45°) и размеров поперечного сечения. В этом случае необходимо воспользоваться формулой:
в которой b – ширина заготовки.
Для расчета технологического усилия Р при одноугловой свободной гибке используется формула:

в которой Ɛ означает наибольшую деформацию сечения заготовки и определяется следующим образом:

σb – предельное значение прочности металла.
При гибке с калибровкой усилие рассчитывается по формуле:
в которой Fпр – площадь проекции изгибаемой заготовки;
pпр – удельное усилие гибки с калибровкой. Этот параметр различается для разных металлов:
- для алюминия он составляет от 30 до 60 МПа;
- для малоуглеродистых сталей – от 75 до 110 МПа;
- для среднеуглеродистых сталей – от 120 до 150 МПА;
- для латуней – от 70 до 100 МПа.

Для правильного выбора оборудования для гибки толстого листового металла необходимо к полученным при расчетах значениям прибавить 25–30 %, а затем сравнить их с паспортными данными гибочных машин.
Оборудование для гибки толстого листового металла
Для гибки толстого листового металла используют различные виды оборудования. Самые простые станки подходят для производства уголков и швеллеров. На промышленных предприятиях пользуются прессами:
- Ротационными, в которых листовой металл изгибается, проходя между специальными валиками. Станки могут быть мобильными и стационарными. Подходят для производства небольшого тиража крупногабаритных деталей.
- Поворотными, в которых гибка осуществляется за счет гибочных балок и плит. В нижней части станка находится стационарная плита, в верхней – поворотная. Оборудование используется для работы с небольшими, простыми по форме изделиями из листового металла.
- Обыкновенными гидравлическими или пневматическими, в которых заготовка изгибается, располагаясь между матрицей и пуансоном. Станки подходят для изготовления как крупных, так и мелких партий деталей, для гибки толстого листового металла. Большинство предприятий использует гидравлические листогибочные прессы.
Самым современным считается ротационное оборудование для обработки толстого листового металла. Благодаря ЧПУ и автоматическому режиму работы оператору не нужно вручную рассчитывать оптимальное усилие гиба.
В автоматическом режиме работают также станочные аппараты с поворотной балкой. Оператор располагает в станке один оцинкованный или обычный металлический лист, который затем изгибается в соответствии с заданными параметрами. Такими станками оснащают небольшие металлообрабатывающие предприятия.
Этапы гибки толстого металла
До начала гибки толстого листового металла в несколько этапов разрабатывают технологические процессы:
- анализируют конструкцию детали;
- рассчитывают необходимое усилие и работу;
- выбирают типоразмер необходимого гибочного оборудования;
- готовят чертежи исходной заготовки;
- рассчитывают переходы деформации;
- оформляют проект технологической оснастки.
Перед тем как приступить к гибке толстого листового металла необходимо изучить материал заготовки, определить, соответствует ли он требованиям заказчика. Для того чтобы понять, возможна ли штамповка по заданным параметрам, необходимо обратить внимание на:
- пластичность материала, т. е. его способность изгибаться, не разрушаясь, под нужные параметры (для малопластичных металлов и сплавов используют термическую обработку и/или несколько переходов);
- возможность изгибания детали на требуемый угол, радиус гиба, при которых в месте деформации не появляются трещины;
- вероятность деформирования сложных по форме деталей при большом давлении.
При невозможности гибки представленного металла в соответствии с требованиями заказчика исполнитель предлагает ему несколько вариантов решения проблемы:
- подобрать металл или сплав с большей пластичностью;
- предварительно термически обработать заготовку;
- нагреть деталь до требуемой температуры.
До начала гибки толстого листового металла необходимо рассчитать следующие параметры: угол гиба, радиус сгибания, угол пружинения.
При расчете радиуса гибки учитывают пластичность металла, соотношение размера и скорости деформации. Чем тоньше заготовка, тем меньший радиус должен быть.
Коэффициент уменьшения толщины металла показывает, насколько тоньше станет деталь после окончания гибки. Если этот показатель окажется недопустимым, то необходимо использовать более толстую заготовку.
На минимальный радиус гибки влияют пластичность металла, его толщина, расположение волокон проката.
При обработке изделия из металла с небольшим радиусом гиба может деформироваться верхний слой металлических волокон, что отрицательно скажется на качестве готовой детали.
Поэтому для расчета минимального радиуса гиба необходимо использовать показатели максимальной деформации крайних элементов заготовки, учитывая относительное сужение металла, подвергаемого обработке.
Чтобы рассчитать пружинение, необходимо определить фактические углы пружинения с учетом усилия, прилагаемого для гибки толстого листового металла.
На силовые параметры влияют пластичность металла и интенсивность его упрочнения в процессе обработки. После завершения гибки физические свойства металла изменяются в зависимости от направления гибки.
Чтобы снизить риск появления трещин, заготовку следует изгибать вдоль волокон металлического проката.
Для более точного расчета силовых показателей необходимо учитывать способ гибки толстого листового металла:
- путем гибки металлического листа, расположенного между фиксаторами;
- с приложением усилия, когда в конце гибки заготовка упирается в поверхность матрицы.
Первая технология подходит для изготовления простых деталей, не требует серьезных энергозатрат, отличается простотой выполнения. Вторая – оптимальна для производства сложных изделий.
Гибка толстого листового металла возможна для любых сплавов, в том числе, с легирующими примесями в составе. Технологию невозможно использовать только в работе с хрупкими материалами, склонными к деформации.
Несмотря на достаточную сложность процедуры, технология помогает получить изделия нужной формы без деформаций, возникающих, к примеру, при сварке. Чтобы результат имел высокое качество, важно найти опытных специалистов, которые предварительно рассчитают необходимые параметры гибки, а затем выполнят и саму процедуру.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: