Где согнуть металлическую трубу
Обновлено: 28.09.2024
Профильные трубы незаменимы в процессе сборки каркасов для строительных конструкций. Теплицы, разнообразные парники, беседки и другие объекты возводятся с их помощью достаточно быстро и качественно. Однако все не так просто.
Чтобы согнуть такую трубу приходится использовать дорогостоящее специальное оборудование, что не всегда приемлемо для домашнего мастера. Давайте поговорим о том, как согнуть профильную трубу в домашних условиях.
Труба профильная — что это такое?
Профильной считается труба, имеющую отличное от круглого сечение. Оно может быть прямоугольным, овальным, шестиугольным или квадратным. Труба обладает повышенной прочностью, ведь ее грани берут на себя роль ребер жесткости.
Профильные изделия справляются со значительными нагрузками на изгиб, благодаря чему являются хорошим выбором для возведения металлокаркаса построек самого разного назначения.
Сырьем для производства профильных труб чаще всего становится высоко или низколегированная сталь. В зависимости от способа изготовления различают электросварные, холодно и горячекатаные, бесшовные трубы.
Изделия различаются толщиной стенки и высотой профиля. Такие трубы могут использоваться для изготовления различных деталей в форме рам, лестниц и перил. Чаще всего трубу профильную применяют в строительстве для сооружения арочных конструкций и в качестве замены железного бруса при возведении каркасов.
Навыки в деле гибки профильной трубы пригодятся домашним умельцам, желающим самостоятельно обустроить загородный участок:
Умение гнуть профильную трубу поможет собственноручно соорудить массу полезных в хозяйстве и ландшафтном обустройстве объектов для размещения на частном участке
Применение профильной трубы позволяет по-настоящему "разгуляться" творческой фантазии мастера. Гнутый профиль послужит отличной основой для садовой мебели
В сооружении предметов домашнего и садового обихода важно, чтобы парные детали были согнуты с одинаковым радиусом
Освоив простейшие конструкции, самостоятельный мастер сможет смело приступить к изготовлению более сложных моделей
Из согнутого по равной траектории профиля можно соорудить превосходную входную группу, себестоимость которой значительно ниже приобретенного варианта
Кроме удовольствия, полученного в ходе изготовления садовой мебели, вы получите еще и моральное удовлетворение от того, что смогли сделать уникальную садовую мебель
Очень полезным и востребованным на загородном участке станет навес, который защитит любимую машину от солнечных лучей и дождей
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.

Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
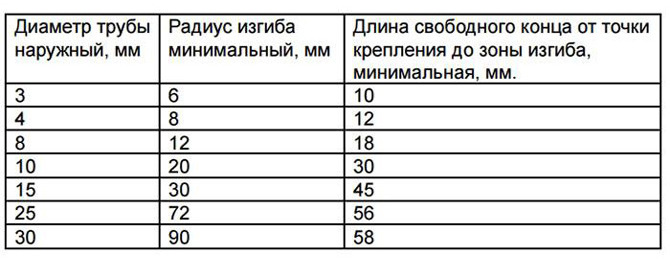
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.

В процессе изгибания профильной трубы очень важно выполнять все действия правильно и аккуратно, иначе деталь может утратить соосность или смяться. Использовать такую трубу нельзя
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Особенности разных способов гибки профиля
Существует два основных метода гибки профильной трубы: холодный и горячий. Первый предполагает, что процесс изгибания выполняется без предварительного температурного воздействия на деталь.
Тогда как второй проводится только с предварительно разогретой трубой. Надо признать, что нагрев детали значительно увеличивает ее пластичность и облегчает процесс гибки.
Нормативов, строго регламентирующих использование холодного и горячего метода гибки для профильных изделий, не существует. Они есть только для труб с круглым сечением. Согласно этим нормам горячая гибка используется для деталей, диаметр которых составляет 100 мм и больше. Для прямоугольных и квадратных труб действуют несколько иные правила.
Если предстоит разовая работа по гибке трубы, можно купить, но лучше взять в аренду гидравлический трубогиб с ручным приводом:
Главной рабочей деталью гидравлического трубогиба является гидроцилиндр с расположенным внутри него поршнем. Поршень приводят в движение разгибанием рукоятки
В комплектации инструмента есть несколько сменных гибочных сегментов, прикрепляемых к наконечнику. Их наличие позволяет гнить трубу с разным радиусом гибки
В зоне наконечника расположены фиксаторы, безупречно удерживающие трубу во время изгибания. Конструкция позволяет не использовать дополнительных упоров
Эта модель ручного трубогиба может запросто гнуть профиль и толстостенные трубы ВГП. Гидравлический поршень передает усилие, равное 9 тонн
Как легко согнуть алюминиевую трубу в домашних условиях – простые способы
Согнуть алюминиевую трубу, как и металлопластиковую, в домашних условиях можно как с применением трубогиба, так с помощью подручных средств. Для получения оптимального результата нужно заранее узнать о тонкостях процесса.

Особенности производства, свойства алюминиевых труб
Трубные профили из алюминия делятся по способу производства на три группы:
- холоднодеформированные;
- прессованные;
- сварные.
Трубопрокаты из алюминия производят разными способами
Первая позиция – алюминиевые трубы диаметром 6-150 мм. Они носят общепромышленное назначение и выпускаются по ГОСТу под номером 18475-87.
Суть технологии заключается в том, что берется алюминиевая болванка, в которой сверлится сквозной отверстие вдоль оси. Затем заготовку прокатывают между роликами, формируя сечение готового изделия.
Вторая позиция – это алюминиевые трубы диаметром 6-220 мм, изготавливаемые по ГОСТ 18482-79. В основе технологии лежит метод прессования разогретой заготовки на специальном стане. Заготовку укладывают на матрицу и прессуют до образования требуемой формы. Далее полуфабрикат прокатывают на стане через ролики.
Третья позиция – это алюминиевые трубы, изготавливаемые или из листа, или из ленты, она же штрипс, методом скручивания и сварки по шву с внутренней и внешней стороны. Обязательно в качестве конечного этапа проводят горячий отпуск готового изделия. Причина – снятие внутренних напряжений на сварочных участках.
Алюминиевые трубы можно разделить еще на две категории по толщине стенки:
- до 5 мм – тонкостенные;
- более 5 мм – толстостенные.

В процессе производства нередко применяют дополнительные операции, которые улучшают технические и эксплуатационные характеристики. Все дело в самом металле. При температурах ниже +20°С при деформации может произойти излом конструкции. Поэтому применяют или термообработку, например отжиг или закаливание, или механическую обработку – нагартовку, другое название – наклеп.
Оба варианта улучшения дают возможность сделать из пластичного и мягкого металла твердый и прочный. Именно такие профили используются в разных конструкциях.
И все же высокая пластичность – главное достоинство алюминиевых труб. То есть деформировать, согнуть изделие несложно, при этом оно не теряет своих качеств и свойств.
Где применяются алюминиевые изделия
Область использования широка. Причины популярности:
- продукция из алюминия не требует особого технического обслуживания;
- легкость получаемых конструкций;
- простота в транспортировке и монтаже, в т. ч. и если изделие требуется согнуть.
Основные сферы применения:
- Сельское хозяйство. Из алюминиевых труб сооружают дренажные и поливочные системы, собирают ограждения для мелких животных и растений.
- Нефтедобыча. Алюминиевые трубы инертны к нефтепродуктам, не изменяют своих характеристик под их действием.
- Системы вентиляции. Изделия из алюминия легко поддаются деформации, резке и сверлению, их достаточно просто согнуть, что упрощает процесс монтажа вентиляционных воздуховодов и шахт.
- Строительство. Из алюминиевых труб изготавливают каркасы для беседок, ангаров и навесов. Делают перила, козырьки, ограждения. Сегодня все чаще стали использовать в сооружении навесных фасадов.
- Мебель – стулья, кресла, столы и прочее.
- Реклама – щиты, стойки, каркасы под витрины.
Процесс изгибания
Согнуть алюминиевую трубу в домашних условиях можно, но из-за этого нарушается плотность металла. На внешней стороне изгиба она уменьшается, на внутренней повышается. В результате нередко происходит разрыв на внешней стороне и сжатие на внутренней. Такой профиль можно использовать только в не нагружаемых конструкциях.
Сложности
Сгибая трубу в домашних условиях можно столкнуться с несколькими препятствиями, которые снижают качество:
- Практически нельзя сгибать алюминиевые профили анодного типа. Они прочные, твердые, поэтому присутствует вероятность излома изделия (появление трещин).
- В трубах, изготовленных прессовым методом с применением горячей экструзии, возникают большие внутренние напряжения в местах сгиба.
- Дюралюминий, а также сплавы, в которых добавлен марганец, обладают повышенной твердостью. С ними также непросто работать.
Если трубопрокат был приобретен без сертификата, то определить, из какого сплава он сделан, несложно. К примеру, дюралюминий не оставляет на руках краску. Можно постучать по трубе молотком. Звонкий звук говорит, что она изготовлена из твердого сплава. Другой способ проверки – подточить край напильником. Если на нем образовался налет металла, значит, сплав мягкий.
Производители на поверхности трубных профилей обязательно наносят маркировку. Ее можно проверить по справочнику и определить сплав.
Статья по теме: Как производится гибка металлических труб.
Способы сгибания
Перед тем как согнуть алюминиевую трубу своими руками в домашних условиях, необходимо разобраться с методами изгиба. Но в начале надо обозначить, что трубы можно изгибать в холодном или горячем виде. Выбирая вариант, надо учитывать следующие факторы:
- толщину стенок;
- марку сплава;
- длину изделия;
- сложность конфигурации конечного продукта.
Есть основные, они же часто используемые конфигурации:
- отвод – трубу сгибают в одной плоскости под углом 45°-135°;
- утка – два изгиба по 135°;
- калач – это полуокружность;
- скоба – трубу сгибают трижды (два крайних изгиба по 135°, средний 90°).
Чтобы правильно согнуть алюминиевую трубу в домашних условиях, необходимо принять во внимание некоторые рекомендации:
- Если сгибают шовное изделие, то шов не должен располагаться в плоскости внешнего или внутреннего изгибов.
- Если сгибают изделия диаметром не более 20 мм, то радиус не должен превышать двух диаметров трубы.
- Если сгибают прокат диаметром более 25 мм, то радиус изгиба должен быть в три раза больше диаметра.
Необходимое оборудование
Самый простой и надежный способ согнуть трубу в домашних условиях – использовать трубогиб. Это оборудование на рынке представлено двумя модификациями – ручными и механическими.
Так как стоит задача самостоятельного изгибания алюминиевых труб в домашних условиях, то надо рассмотреть ручные варианты. Они представлены тремя моделями:
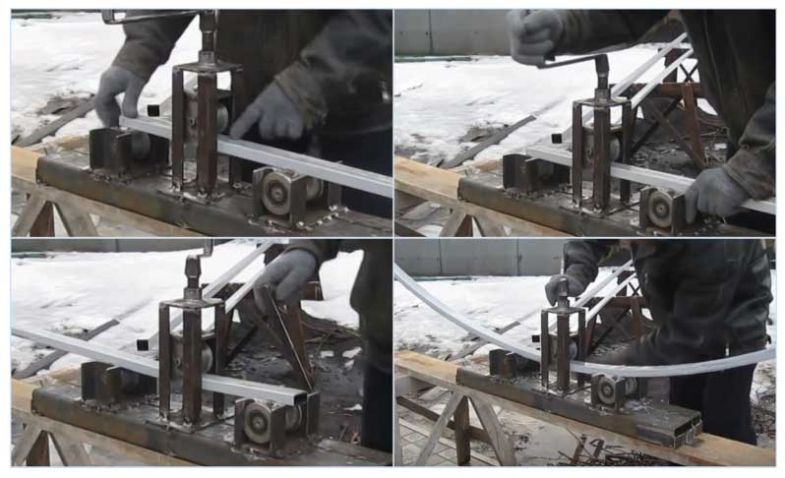
- Рычажный, он же станок Вольнова. В конструкции станка установлена специальная форма определенного диаметра. В нее и помещается труба. Затем под действием рычага она сгибается. Процесс проводится без нагревания заготовки.
- Арбалетный. Здесь все наоборот, труба не изгибается вокруг формы, а вдавливается в нее.
- Пружинный. Для создания формы в трубу помещают пружину. Затем изделие подвергают нагреву с последующим изгибом. Операцию при небольших диаметрам профиля можно проводить “на холодную”. После окончания пружину вытаскивают.
Трубогибы нередко оснащаются приводами, которые улучшают качество процесса. Приводы могут быть электромеханическими или пневматическими. С помощью такого оборудования можно использовать разную технологию изгибания алюминиевых профилей:
- Проталкивание. Этот способ используется при обработке труб диаметром не более 100 мм. При этом минимальный радиус изгиба равен шести диаметрам. Сам процесс производится методом проталкивания трубы между роликами трубогиба. Один из роликов стоит под углом, он и создает изгиб.
- Прокат. Алюминиевую трубу пропускают через три ролики (валка), расположенных под углом друг к другу. Таким способом можно согнуть профиль кольцом, спиралью или в дугу. Чтобы добиться высокого качества и точной формы, процесс проводят несколько раз. Так сгибают не только круглый прокат, но и профильный.
- Обкатывание. У трубогиба есть так называемая обкатная головка, состоящая из шара и формы. Шар создает давление на участке трубы, а там где давление низкое, происходит выгиб изделия в противоположную сторону. Процесс проводится без нагревания.
- Сгибание под давлением. Первый вариант – внутрь заливается масло или вода под давлением. Предварительно труба устанавливается в форму. Именно созданное внутри полости давление приводит к изгибанию. Второй способ – используется пресс или штамп, которые давят на участок сгиба.

Как согнуть трубу дома
Сразу надо оговориться, что если операция изгиба алюминиевых изделий будет проводиться в домашних условиях постоянно или с завидной периодичностью, то лучше купить трубогиб. Если необходимо согнуть алюминиевую трубу без трубогиба, то есть несколько способов.
Первый вариант связан с песком. Его просушивают, просеивают. Один конец профиля заглушают, можно использовать деревянный колышек (чопик). С противоположной стороны засыпают подготовленный песок. Чтобы он лег внутри изделия плотно, по поверхности постукивают молотком. После чего конец также заглушают.
Далее алюминиевый профиль устанавливают в скобу и сгибают до необходимого угла. Вместо скобы можно использовать два рядом стоящих дерева, столба и прочие торчащие вверх конструкции, например колышки или вбитую в землю арматуру.
Вариант номер два – это тот же предыдущий метод, только профиль сгибают с дополнительным нагревом. Обычно так делают, если сплав придал изделию повышенную прочность и твердость. Здесь самое важное – не допускать многократного нагрева одного и того же участка.
Третий способ согнуть алюминиевую трубу в домашних условиях – изготовление из древесины шаблона. Это круглая плоская болванка и доска. Оба элемента одной толщины, равной диаметру изгибаемого изделия. Их хорошо крепят к столу или верстаку струбцинами или болтами. Прокат вставляют между деревянными элементами и изгибают вокруг болванки. Доска выполняет функции упора.

Четвертый способ – заполнение профиля песком, укладка концами на два упора, формирование прогиба киянкой.
Пятый метод используют, когда необходимо согнуть алюминиевую трубу большого диаметра, изготовленную из прочного сплава. Для этого понадобятся болгарка и сварочный аппарат:
- Определяют место изгиба. Его длина обозначается мелом.
- Болгаркой делают прорези по внешней поверхности.
- Проводят изгиб до нужного угла. Прорези оказываются на внешней стороне.
- Заваривают разрезы электросваркой.
В видео показан один из простых и оригинальных способов сгибания алюминиевой трубы в домашних условиях.
Основные ошибки при работе
Самая главная ошибка, допускаемая при попытке согнуть алюминиевые профили, – это неправильное определение сплава. Если он твердый и прочный, то без нагрева трубу не согнуть. Если получиться сделать изгиб, то качество будет низким. Велика вероятность, что на месте сгиба появятся трещины.
Вторая ошибка – неправильно выбранный радиус сгибания. Как было сказано выше, этот параметр выбирается с учетом диаметра профиля. И чем этот размер больше, тем больше должен быть радиус. К примеру, нельзя согнуть трубопрокат из алюминия диаметром 50 мм в изделие с радиусом изгиба в 100 мм, чтобы поверхность не покрылась сетью трещин. Не поможет даже нагрев.
Нагрев трубы надо проводить правильно. И это третья ошибка. Для этого используют газовую горелку или обычную паяльную лампу. Чтобы проверить, до необходимого состояния нагрет алюминий или нет, необходимо к разогретому участку поднести бумагу. Если она задымилась, значит, температура достаточна, чтобы начать процесс сгибания.
Не все вышеописанные методы позволяют добиться высокой точности конфигурации изгибаемого профиля. К примеру, если требуется согнуть отрезок небольшого диаметра, то лучше это проводить на конце трубы, а не посередине.
Чтобы добиться наименьшего участка с гофрированной частью, лучше сгибать изделие холодным методом с последующим вытягиванием.
Если необходима высокая прочность стенок профиля, лучше использовать метод гидравлического формирования изгиба. Он заключается в том, что внутрь заливают воду или масло под давлением.
Согнуть алюминиевую трубу можно разными методами, даже не имея специализированного оборудования. Главное – выбрать способ с учетом параметров профиля и соблюдать требования к радиусу искривления.
Хотелось бы услышать комментарии по поводу разных способов того, как согнуть алюминиевые трубы своими руками. Поделитесь статьей в социальных сетях, сохраните ее в закладках.
Как согнуть трубу: ТОП-10 способов проведения работ, советы и рекомендации с фото, изгиб трубы в домашних условиях
Трубы – универсальные изделия, которые могут быть использованы для самых разных целей. Очень часто, чтобы труба идеально «встала» на отведенное для нее в конструкции место, необходимо выполнить ее изгиб. Как согнуть трубу в домашних условиях разбираемся далее.

Краткое содержимое
Выбор способа сгиба
Как согнуть трубу своими руками? Вопрос не из простых. Сгибая данное изделие самостоятельно, прежде всего, важно учесть то, что во время данного процесса в профилированном металле возникают радиальные и тангенциальные силы, воздействие которых может привести к разрыву сечения и возникновению на ней складок.

Чтобы этого не произошло, при формировании сгиба необходимо принять во внимание все параметры данного процесса.

Технологию, которая может быть применена в каждом конкретном случае, выбирают ориентируясь на:
- Материал трубы;
- Ее размер;
- Требующиеся угол и радиус изгиба.

Произведя предварительную оценку данных параметров, следует сделать выбор одного из ниже предложенных вариантов. Разобраться в правильной реализации каждого из них помогут размещённые ниже фото, поэтапно демонстрирующие, как производить сгиб трубы.

Нагрев
При воздействии на них высоких температур многие металлы и их сплавы становятся более пластичными и менее деформируемыми. Это правило применимо к алюминиевым, дюралюминиевым, стальным, медным, латунным изделиям и заготовкам из алюминиево-железистой бронзы.
- При нагреве труб из оловянистой бронзы, серого чугуна или сплавов цинка можно получить прямо противоположный эффект – раскаляясь они становятся более хрупкими.
- Из этого следует, что далеко не любую трубу допустимо нагреть для изгиба.
- Возможен нагрев оцинкованных труб, поскольку их покрытие в этом случае не повреждается.
- Нагревая изделие нельзя слишком увлекаться, поскольку под воздействием слишком высоких температур в материал начинает проникать кислород, что влечет за собой его окисление — необратимый процесс, разрушающий трубу. В качестве примера можно рассмотреть выполнение изгиба алюминиевой заготовки.
- Нагреваем изгибаемую поверхность и подносим к ней лист бумаги. Если она загорится, изделие можно сгибать.









В качестве показателя степени нагрева конструкций, выполненных из стали может быть использовано их покраснение до состояния окалины.

Наполнение водой или песком
В полость заготовки заливают воду, после чего, устанавливают на обоих ее торцах заглушки и помещают холод, чтобы она замёрзла.

Изгиб изделия производится путем его последующего нагревания газовой горелкой. Данный способ не подойдет для труб, имеющих оцинкованное напыление, поскольку может привести к его повреждению.

Способ с использованием песка применим к трубам, имеющим большое сечение либо квадратную конфигурацию. Суть его заключена в предварительном наполнении полости заготовки песком. Затем труба хорошенько нагревается и выгибается путем постукивания по ней киянкой. Чтобы согнуть оцинкованные конструкции, нагрев не требуется.

Использование шаблонов
Данный способ подойдет для выполнения сложных изгибов труб. Самым простым шаблоном может выступать кусок проволоки, предварительно выгнутой в соответствии тем, как будет изогнуто изделие.

Если имеется возможность разместить сгибаемый отрезок трубы на плоскости, своеобразным шаблоном могут выступить закрученные в кусок фанеры саморезы. Сгибание производят постепенно, сверяя время от времени получающийся результат с шаблоном.

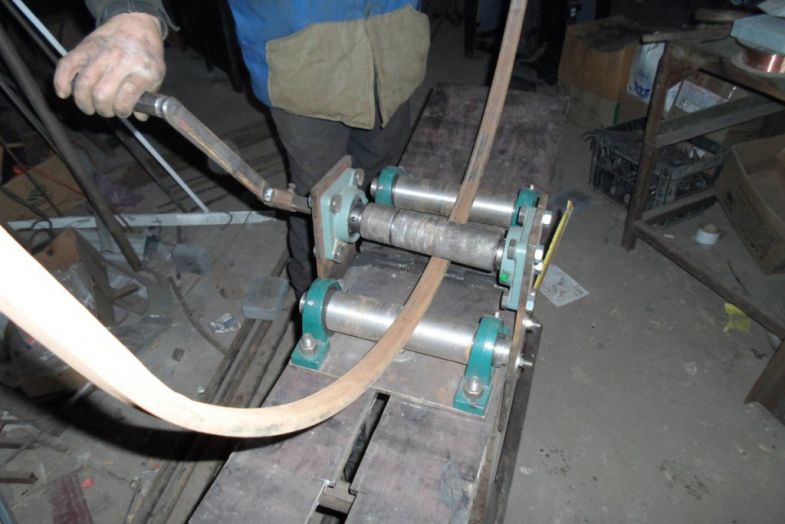
Применение валков
Данный способ подойдет для сгиба металлического профиля. Хорош он тем, что его использование позволяет снизить трение поверхности изделия и уменьшая риск его нежелательной деформации.









Как результат, для получения нужного сгиба приходится прилагать гораздо меньше усилий, а повреждения, наносимые детали, сводятся к минимуму.

Используя валки, можно самостоятельно изготовить трубогиб для гибки труб, позволяющий избежать использования длинных деталей. Наиболее часто применяется его трехроликовый вариант. Расположенным в нем двум роликам отводится роль крайних опор, а третий — давит в центр сгиба.

Это самодельное устройство позволяет произвести обработку круглых труб, профиля прямоугольной формы, а так же пластин и уголков. Воспользовавшись им, можно выполнить изгиб одинакового радиуса на довольно большой протяженности заготовки.

Пружина
Суть данного варианта заключается в помещении в сгибаемую заготовку выполненной из стали пружины нужного диаметра.

При выполнении изгиба она удерживает трубу, препятствуя ее неверной деформации. Предварительно профильный элемент со вставленной в него пружиной подогревают, а затем, изгибают, используя пассатижи.

В определенных случаях пружина может быть заменена на проволоку. Ее пучок устанавливают в трубу отдельными кусками, а после выполнения сгиба – постепенно вытаскивается.

Способы сгибания заготовок из различных материалов
Трубы из профиля
Профильные трубы могут иметь квадратную, овальную и прямоугольную конфигурации. Изогнуть их не нарушая технические характеристики достаточно непросто. Наиболее удачными вариантом проведения работ станет использование сварки с предварительным подпиливанием стенок заготовки болгаркой там, где планируется сгиб.

При чем, целесообразно будет предварительно сделать пропилы и согнуть заготовку, а потом сварить швы. Если деталь имеет небольшой диаметр, то вместо сварки подойдет обычный паяльник.








Трубы из нержавейки
Не гнут при помощи нагревания из-за высокого риска их повреждения. Чтобы снизить риск деформации трубы, используют наполнители — чаще всего, песок или воду. Это позволяет сохранить ее форму и минимизировать вероятность появления дефектов.

Медные или алюминиевые трубы
Медь и алюминий характеризуются повышенной мягкостью. Следовательно, медную или алюминиевую трубу можно выгнуть, применив лишь холодные способы сгиба или незначительный подогрев. Наполнителем, в данном случае, могут выступить песок, вода, пружина или канифоль.

Трубы из металлопластика
Хорошо сгибаются вручную, не пи этом требуя нагрева. Главное проследить, чтобы в результате не получился излишний перегиб заготовки.

Для выполнения сгиба можно использовать и проволоку, введя ее в полость сгибаемой металлопластиковой трубы или подключить к данной процедуре нагрев, контролируя при этом полученную температуру бумажным листом.
Полипропиленовые изделия
Гнут только тогда, когда без сгиба невозможно обойтись. Для выполнения сгиба поверхность полипропиленовых труб предварительно нагревают строительным феном не более чем до 150 градусов.
Гибка труб
Наша компания осуществляет гибку металлических труб при помощи трубогибочных станков путем холодного или горячего способа с применением специальной оснастки.
Выполним гибку алюминиевых, латунных, медных, стальных и нержавеющих труб и арматуры. Также производим гибку профильных и тонкостенных заготовок.

Возможности
Работаем как с физическими лицами, так и с предприятиями, занимающимися строительством, металлообработкой, производством и другими видами деятельности.
Наши специалисты учитывают:
- Форму профиля
- Материал заготовки
- Размер сечения
- Толщину стенок металла
- Радиус деформирования
- Точность гиба
Прайс-лист на гибку труб
Ориентируясь на цены прайс-листа, вы можете узнать предварительную стоимость гибки круглой или профильной трубы, точную стоимость наши специалисты рассчитают в соответствии с исходными параметрами.
* Стоимость работы указана за 1 гиб - цена от 100 руб/гиб.
| Гибка круглой трубы (Диаметр, мм) | |||
|---|---|---|---|
| Углеродистая сталь | Нержавеющая сталь | Алюминий | |
| 6мм — 58мм | 300 руб | 420 руб | 360 руб |
| 60.33мм — 76.1мм | 360 руб | 480 руб | 420 руб |
| 80мм — 95мм | 420 руб | 600 руб | 540 руб |
| 100мм — 114.3мм | 480 руб | 1080 руб | 780 руб |
| 120мм — 159мм | 600 руб | 1440 руб | 1020 руб |
| 160мм — 1420мм | 840 руб | 1800 руб | 1200 руб |
| Гибка профиля (Размер, мм) | |||
|---|---|---|---|
| Углеродистая сталь | Нержавеющая сталь | Алюминий | |
| 10мм — 50мм | 240 руб | 360 руб | 300 руб |
| 60мм | 360 руб | 600 руб | 480 руб |
| 80мм | 540 руб | 840 руб | 720 руб |
| 100мм | 780 руб | 1200 руб | 900 руб |
| 120мм | 960 руб | 1440 руб | 1200 руб |
| 140мм — 150мм | 1440 руб | 2160 руб | 1920 руб |
| 160мм — 300мм | 1680 руб | 2520 руб | 2280 руб |
Основными факторами, влияющими на стоимость работ по гибки труб являются объем заказа, тип и толщина металла, радиус, а также сложность работ. Какой именно метод будет использован, определяется назначением изделия и его характеристиками. Автоматизация процесса позволяет достичь высокого качества с минимальными затратами.
Наценки и условия обработки
Минимальная стоимость заказа 5000 руб.
Трубы более 6 метров +30%
Сложные формы, эллипсом +50%
При гибке круглой трубы в спираль и змеевик +50%
Если вы хотите более подробно узнать об услуге или договориться о сотрудничестве — заполните заявку на сайте, указав удобный для вас способ связи, мы вам перезвоним и ответим на все интересующие вопросы.
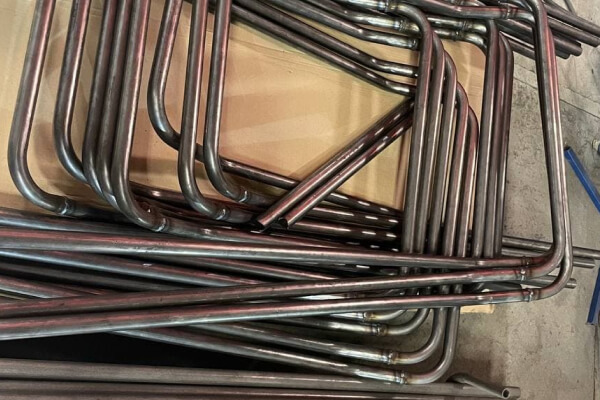
Применение гнутых металлических труб
Гнутые трубы широко востребованы в разных сферах: промышленности, машиностроении, при строительстве, для изготовления деталей для каркасной мебели, рам, организации водостоков, канализации и других гидравлических систем, при прокладке газопроводов, в космической отрасли, авиации, атомной энергетике и других областях.
Гибка металлических труб – технологическая операция, в ходе которой на металл воздействуют силы сжатия и растяжения. Готовые трубы должны сохранять гидро аэродинамические показатели, коррозионную стойкость, механическую прочность, иметь заданную точность изгиба по радиусу.
По типу сечения трубы разделяют на:
Каркасные постройки из гнутых труб популярны благодаря скорости возведения, легкости, износоустойчивости, универсальности конструкций. Получаются изделия нужной формы, уменьшается количество сварных швов, при этом улучшается герметичность контура, сокращается время на сборку, снижаются затраты на изготовление продукции. При монтаже сетей из гнутых труб получают такие элементы трубопровода, как гребенки, отступы, отводы, скобы, вставки. Гнутые отводы намного безопаснее, чем их соединение сваркой, разрушительное воздействие на заготовку в таком случае полностью исключено.
Преимущества нашей компании
Оказываем широкий спектр услуг по гибке труб на современном оборудовании. Собственное производство в Москве.
Сотрудники компании обладают практическим опытом. Любой заказ выполняется максимально быстро и на высоком уровне.
Используем собственный металл, либо металл, предоставленный клиентом. Тщательный контроль качества выполняемых работ.
Уже скоро на нашем производстве начнет функционировать станок по гибке труб с числовым программным управлением. Что повысит производительность и даст нам возможность выполнять гибку в автоматическом режиме с минимальным % погрешностей.
Оставте предварительную заявку на услугу, мы вам обязательно перезвоним, когда запустим гибку труб c ЧПУ.
Пример выполненных работ



Технология гибки труб
Вальцовкой – при помощи 3 вращающихся роликов. Можно согнуть толстостенную трубу на радиус, равный 5 – 10 диаметрам, тонкостенную – более 10.
Наматыванием – гибочный ролик фиксирован к трубе. Поворачиваясь, он тянет заготовку, придает ей нужный изгиб. Чтобы в процессе гиба не образовывались складки на стенках трубы, ее одевают на дорн, особенно тонкостенные изделия. Это гарантирует сохранение ровной поверхности изнутри. Подходит для самых тонких металлических труб, при минимальных радиусах гиба.
Обкаткой – обкаточный ролик прижимает трубу к ручью неподвижного гибочного ролика. Самый простой и дешевый метод. Используется для толстостенных труб с большим радиусом в месте гиба возможно изменение геометрии труб (в 10 – 12% появляется овальность сечения).

Возможности
На нашем производстве возможен выбор нескольких методик для выполнения услуги. Инженеры компании определят оптимальный вариант в зависимости от поставленной задачи и технических условий.
Гибка труб осуществляется на трубогибах двух типов - переносных и станочных. Переносные аппараты делятся на:
- Рычажные;
- арбалетные;
- электрические.
Самую качественную гибку труб можно осуществить на станочном оборудовании. Они могут иметь ручной, электромеханический или гидравлический привод.
В зависимости от толщины и вида металла, степени гиба, целей, для которых будет служить готовое изделие, выбирают один из способов холодной гибки металла.
Посмотрите видео рабочего процесса одного из станков
Гибка труб большого диаметра

Габариты крупноформатных труб не позволяют деформировать их исключительно механическим способом, поэтому для работы с ними используется нагрев токами высокой частоты.
Такую обработку переносят не все металлы, особенно медь. Поэтому гибка медных труб большого диаметра проводится более щадящим образом - гибкой с растяжением.
Для этого задействуют специальные гибочно-растяжные станки.
Гибка труб на станках с ЧПУ
Изгибание трубы — сложный процесс. При деформации металлического изделия происходит уменьшение сечения в месте перегиба. В результате ухудшаются прочностные характеристики труб. Чтобы этого не допустить применяются специальные станки с числовым программным управлением ЧПУ:


Современные станки с числовым программным управлением обеспечивают:
- Точность и воспроизводимость изделий;
- высокую производительность и скорость работ;
- отсутствие брака в виде сплющивания и деформаций;
- изготовление сложных гибов по чертежам.
Наибольшей точностью отличается дорновая гибка металла ЧПУ. Компьютерные технологии сводят риск возникновения дефектов к нулю. Такой станок способен выполнить гибку профильной трубы с тончайшими стенками и не нарушить ее пропускной способности. Сгибание труб может проводиться в полуавтоматическом или автоматическом режимах.
Изделия не поддаются нагреванию, сохраняется первоначальная структура материала, отсюда – высокая прочность, меньшая подверженность коррозии, красивый внешний вид.
Наше производство обладает передовыми возможностями для качественного выполнения заказов по гибке труб из металла. При необходимости, организуем погрузку - выгрузку и доставку вашего заказа в короткие сроки.
Читайте также: