Гибка листового металла на станках чпу
Обновлено: 27.09.2024
Существуют четыре основных вида обработки металлов: литье, сварка, механообработка на металлорежущих станках и ручным инструментом, давлением. К последнему виду металлообработки относится и гнутье. Этот способ используется при изготовлении продукции и заготовок из листового и сортового проката, а также труб. Гнутье металла может выполняться при помощи ручного инструмента и специального оборудования.
Ручная гибка металла
При желании и наличии профессиональных навыков достаточно большое количество изделий из металла можно сделать вручную. Для изготовления простейших гнутых конструкций из металлов можно обойтись классическим ручным слесарным инструментом. К нему относятся:
• тиски;
• шаблоны;
• молотки разных видов;
• зубила и т. д.
С их помощью можно изготовить элементы крепежа (уголки, планки, накладки, хомуты и прочее), простые петли, кронштейны и многое другое. Ручное изготовление гнутых деталей из металла целесообразно использовать для штучных и нестандартных изделий. Этот способ производства позволяет работать с металлом толщиной до 2 мм.
Гнутье металла на оборудовании с ручным приводом
Намного производительнее изготавливать гнутую металлопродукцию на специальном оборудовании, в том числе с ручным приводом. Такая техника широко используется при работе с тонколистовым и сортовым прокатом, а также с трубами диаметром до 50 мм. Среди типичных примеров гибочного оборудования с ручным приводом можно назвать:
• листогибочные прессы (листогибы) для работы с листовым прокатом стали и цветных металлов толщиной до 1,2 мм;
• листогибочные вальцы для изготовления изделий круглого сечения;
• станки для гнутья арматуры и некоторых видов сортового проката (квадрата, полосы и проч.);
• трубогибы для гнутья труб холодным способом и с нагревом.
Оборудование для гнутья металла с ручным приводом в большинстве своем достаточно компактно, что обеспечивает ему высокую мобильность. Листогибы, например, можно часто встретить на строительных площадках, где с их помощью изготавливают различные элементы кровель и сайдинга – коньки, ендовы, наружные и внутренние углы, фартуки, примыкания и многое другое.
Листогибочные вальцы идеально подходят для изготовления водосточных труб и лотков, элементов дымоходов. На станках для гнутья арматуры производят монтажные петли для ЖБИ и фигурные стержни. Кстати, их изготовление при помощи подручных средств категорически запрещено. Без трубогибов невозможно обойтись при монтаже стальных (металлических) трубопроводов, когда нельзя использовать фитинги с резьбовыми соединениями.
Изготовление сложной гнутой металлопродукции
Оборудование для гибки металла с ручным приводом имеет ограничения, обусловленные (в том числе) физическими возможностями человека. Для работы с металлами толщиной свыше 1,2 мм, заготовками больших габаритов, а также для изготовления продукции со сложными профилями гнутья требуется использование оборудования с механическими приводами следующих типов:
• кривошипными;
• эксцентриковыми;
• фрикционными;
• гидравлическими.
Это могут быть прессы, штампы и поточные линии. При этом грань между гнутьем и штампованием металла практически стирается. Виды оборудования для гибки металла с ручными и механическими приводами идентичны. Они различаются только мощностью, что позволяет механизированному оборудованию работать с металлопрокатом толщиной до 100 мм. Гнутье металлов при помощи оборудования с механическим приводом используется при серийном производстве таких видов металлопродукции, как:
• гнутый сортовой прокат (уголок, швеллер) из штрипса;
• профилированный лист;
• типовые (стандартные) элементы кровель и сайдинга;
• стандартный крепеж и прочее.
Большая мощность приводов оборудования позволяет также получать металлопродукцию сложного профиля с одновременным выполнением нескольких операций, например гнутья и перфорирования заготовок. Для этого прессы и штампы оснащаются сменными пуансонами и матрицами, позволяющими за один рабочий ход изготавливать самые сложные детали. Похожим образом переоснащаются поточные линии для производства профилированного листа. Технические параметры, учитываемые при гнутье металлов Для изготовления качественной гнутой металлопродукции необходимо, чтобы свойства металлов соответствовали техническим характеристикам оборудования, и наоборот. Среди учитываемых параметров можно назвать:
• пластичность металлов;
• углы и радиусы гнутья;
• толщину и профиль металла;
• скорость работы оборудования и возможность ее регулирования.
Например, сталь с высоким содержанием углерода и многие алюминиевые сплавы не обладают высокой пластичностью, поэтому при их сгибании необходимо соблюдать особую осторожность. Для разных видов металлопроката также существуют свои правила гнутья, в том числе выдерживание допустимого радиуса изгиба.
Ultrices tempor sagittis nisl
Nascetur volutpat nibh ullamcorper vivamus at purus. Cursus ultrices porttitor sollicitudin imperdiet at pretium tellus in euismod a integer sodales neque. Nibh quis dui quis mattis eget imperdiet venenatis feugiat. Neque primis ligula cum erat aenean tristique luctus risus ipsum praesent iaculis. Fermentum elit fringilla consequat dis arcu. Pellentesque mus tempor vitae pretium sodales porttitor lacus. Phasellus egestas odio nisl duis sociis purus faucibus morbi. Eget massa mus etiam sociis pharetra magna.
Eleifend auctor turpis magnis sed porta nisl pretium. Aenean suspendisse nulla eget sed etiam parturient orci cursus nibh. Quisque eu nec neque felis laoreet diam morbi egestas. Dignissim cras rutrum consectetur ut penatibus fermentum nibh erat malesuada varius.
Augue euismod feugiat tempus
Pretium tellus in euismod a integer sodales neque. Nibh quis dui quis mattis eget imperdiet venenatis feugiat. Neque primis ligula cum erat aenean tristique luctus risus ipsum praesent iaculis. Fermentum elit ut nunc urna volutpat donec cubilia commodo risus morbi. Lobortis vestibulum velit malesuada ante egestas odio nisl duis sociis purus faucibus morbi. Eget massa mus etiam sociis pharetra magna.
Плазменная резка с ЧПУ
Стол 2,0 х 6,0 метров. Режем плазмой лощину до 50 мм, газом - до 200 мм.
Гибка металла с ЧПУ
Гнём лист толщиной до 8 мм при длине 3 метра, до 10 мм - на 2,2 метра. Высокая точность.
Рубка металла с ЧПУ
Максимальная длина руба - 3000 мм при толщине 10 мм. Высокая точность и ровные края.
Гибка листового металла - методы и советы по проектированию [часть 1]

Гибка - одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Методы гибки:
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
V-образный изгиб:
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Она имеет три подгруппы - гибка на основе или нижняя гибка, «свободная» или «воздушная» гибка и чеканка. На воздушную гибку и гибку на основе приходится около 90% всех операций гибки.
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик. Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.

График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр - 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн. Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное - требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
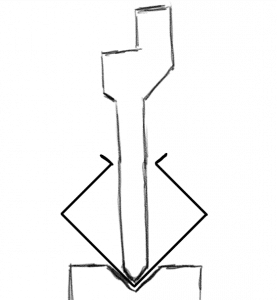
Нижнее прессование:
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.

Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
| Ширина проема V (мм) | ||||
| Метод / Толщина (мм) | 0,5…2,6 | 2,7…8 | 8,1…10 | Более 10 |
| Нижнее прессование | 6т | 8т | 10т | 12т |
| Свободная гибка | 12. 15т | |||
| Чеканка | 5т | |||
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
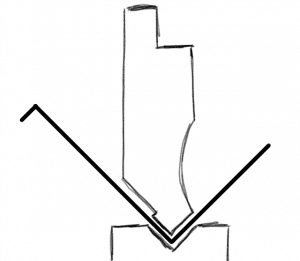
Воздушная гибка:
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.

Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов. Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть. В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
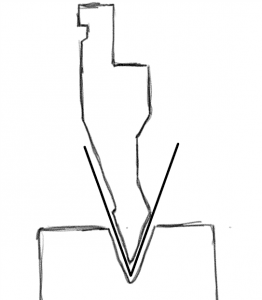
Чеканка:
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка:
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Ступенчатая гибка:
Ступенчатая гибка - это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка:
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
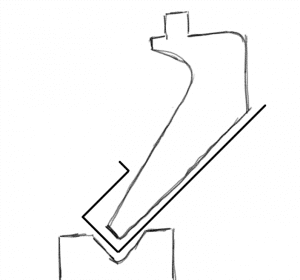
Гибка с вытеснением:

При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба. После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы. Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Ротационная гибка:
Другой способ - ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой - она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод - с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Возврат при сгибе:
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.

Еще один момент, о котором следует помнить, - радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
Почему происходит пружинение? При сгибании деталей сгиб делится на два слоя разделяющей их линией - нейтральной линией. С каждой стороны происходят разные физические процессы. «Внутри» материал сжимается, «снаружи» - вытягивается. Каждый тип металла имеет разные значения нагрузок, которые они могут воспринимать при сжатии или растяжении. И прочность материала на сжатие намного превосходит прочность на разрыв.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Допуск на изгиб
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.

Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Какой инструмент выбрать для листогибочного пресса?

Многие не задумываются какое значение имеет оснастка листогибочного пресса и это большая ошибка. Разнообразие инструментов, наряду с тоннажем оборудования, определяет гибкость производства. Если вы производите что-то необычное, велика вероятность, что потребуется специальная оснастка или изделие будет невозможно изготовить. Поэтому самообразование в этой области может сэкономить вам время и деньги. Сначала мы начнем с различных типов гибочных пуансонов.
Примечание: данная стать является переводом.
Пуансоны для листогибочных прессов:
Знание типов пуансонов для гибки листового металла - это первый шаг к пониманию того, что можно изготавливать. Хотя вы можете не быть специалистом в области гибки, некоторые базовые знания могут помочь вам понять какие изгибы невозможно выполнить. Большинство этих пуансонов способны выполнить множества изгибов, но у каждого есть свои преимущества и особенности.
Стандартный пуансон:
Самый распространенный пуансон
Стандартный пуансон - это наиболее распространенный инструмент для листогибочного пресса. Применяется для гибки тупых углов на воздухе или гибки под углом 90 градусов. Стандартный пуансон имеет довольно коренастую конструкцию, поэтому он способен выдерживать высокие нагрузки, необходимые для более толстых металлов или более длинных линий гибки (см. таблицу масс в статье о гибке листового металла).
Острый пуансон:
Пуансон для острых углов
Острый пуансон обычно используется для изгиба под углом от 30 до 60 градусов. Опять же, толщина матрицы допускает большие силы, поэтому он подходит для более толстых материалов. Он также используется для получения углов 30 ° перед подшивкой. Затем острый пуансон переключается на пуансон для подгибки/выравнивания для завершения работы.
При проектировании деталей необходимо учитывать механические свойства материалов . Например, с некоторыми типами металлов намного сложнее производить острые изгибы .
Узкий пуансон:
Предназначен для ограниченного пространства
По сути, узкий пуансон выполняет ту же работу, что и стандартный пуансон. Необходимость в таком инструменте возникает, когда для окончательного изгиба не так много места. В приведенном выше примере вы можете увидеть, как ширина матрицы играет важную роль.
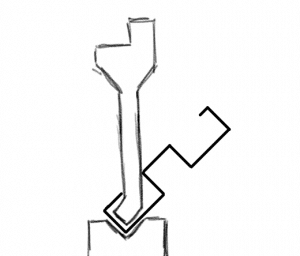
Пуансон гусевидного типа:
Ваш друг для создания каналов
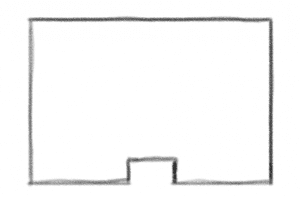
Пуансон гусевидного типа используется для создания U-образных профилей. Следовательно, это широко используемый инструмент, но нужно понимать его ограничения.
Многие хотят делать U-образные профили с высокими обеими сторонами. Глядя на картинку выше, вы можете видеть, что это возможно лишь до некоторой степени. Пуансон расширяется кверху и заканчивается U формой. Таким образом, более широкое основание позволяет использовать более высокие стороны, но все же есть ограничение, установленное формой пуансона.
Кроме того, он не такой прочный, как ваш стандартный пуансон. Несмотря на то, что он довольно прочный, силовая линия не поддерживается на пути к заготовке.
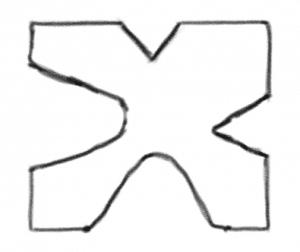
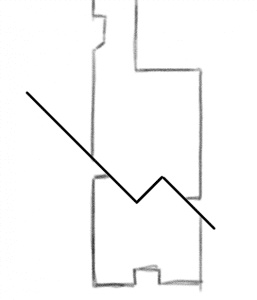
Пуансон для створок:
Пуансон для створок немного похож на пуансон гусевидного типа - он позволяет загибаться за угол. Но дает возможность, чтобы по обе стороны от изгиба были углы. Если вы посмотрите на изображение и попытаетесь представить себе, как сделать что-то подобное с помощью пуансона гусевидного типа вы поймете необходимость такого инструмента для листогибочного пресса.
Листогибочные матрицы:
Листогибочные матрицы составляют вторую часть инструмента листогибочного пресса. Хотя это в основном V-образные канавки, здесь тоже есть некоторое разнообразие.
Матрица 1V:
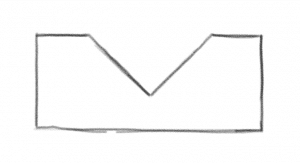
Матрица 1V или одиночная V-образная матрица листогибочного пресса - наиболее распространенный тип матрицы. Она имеет одну канавку, подходящую для определенных углов и радиусов. Если вам нужно выполнить несколько различных операций на одном листе, потребуется переоснащение инструмента, если гибка на воздухе не дает достаточной гибкости.
Матрица 2V:
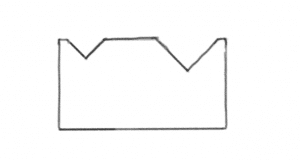
Матрицы 2V имеют две последовательные канавки. Таким образом, это позволяет непрерывно работать без переоборудования, если на листе есть много одинаковых изгибов, для которых все еще требуются различные инструменты. Канавки расположены близко к сторонам, что позволяет использовать короткие фланцы. Канавки имеют разную ширину и также могут иметь разные углы.
Многофункциональная V образная матрица листогибочного пресса:
Они также известны как многогранные V-образные матрицы. Они имеют 4 различных канавки на каждой стороне, предназначенные для различных радиусов и толщин материала. Тем не менее, вы должны повернуть матрицу, чтобы использовать другую канавку.
Еще один недостаток - канавка посередине, а боковые стороны не такие короткие. Таким образом, такая матрица не всегда подходит для гибки коротких фланцев.
Тем не менее, это очень хорошее дополнение к вашему ассортименту инструментов для листогибочного пресса, поскольку такая матрица обеспечивает большую гибкость возможностей в одном инструменте.
Ротационная матрица:
Вращающиеся матрицы позволяют выполнять гибку, аналогичную обычной V-образной гибке, но без повреждения материала. Вращающиеся вставки уменьшают трение - материал скользит по поверхности матрицы, а не соскабливается. Кроме того, он не оставляет следов, как V-образная матрица.

Следы, оставленные обычным V-образным пуансоном
Матрица для окантовки:
Хотя это определенно необходимая вещь, она просто слишком неинтересна для длинного описания. Поэтому вот картинка с пояснениями. Данная матрица предназначена для отделки сгибов под острым углом путем сплющивания.
Специальные пуансоны и матрицы:
Они идут в комплекте. Это то, что делает последовательную гибку намного быстрее, чем это можно сделать за одну операцию. Это также гарантирует, что изгибы параллельны, поскольку нет места для дислокаций.
Уретановые матрицы:
Еще один способ сгибать, не оставляя следов. В матрицах часто имеются отверстия, позволяющие легче прикладывать усилие в нужном направлении. Хотя этот способ может быть менее точным, он все же является хорошей альтернативой при воздушной гибке из-за конечного качества поверхности.
Длина инструмента для листогибочного пресса
Существуют стандартные длины пуансонов и матриц. Поначалу может показаться, что инженеру действительно не нужно это знать. Однако это не совсем так. Допустим, у вас есть металлический лист толщиной 2000 мм с множеством небольших фланцев или ушек, которые необходимо согнуть.
Теперь вы сделали вырезы, чтобы оператор пресса мог согнуть их, не касаясь окружающего листа. А вот вырезы у вас 28 мм. Может быть, вам стоит дважды подумать над их длиной. И для этого полезно знать стандартную длину.
В этом примере единственный способ - выбрать матрицы диаметром 20 мм, но это не гарантирует наилучшего качества. Всегда лучше, чтобы штампы имели точную длину линии изгиба. Если возможно, приведите свой дизайн в соответствие со стандартами.
Стандартные длины штампов листогибочного пресса: 835; 415; 370; 200; 100; 50; 40; 20; 15; 10 мм.
Стандартная длина пуансонов листогибочного пресса: 835; 415; 370; 100; 50; 40; 20; 15; 10 мм.
НПП "РУБИН"
Автоматизация технологических процессов является требованием времени. Без этого трудно рассчитывать на массовое производство высококачественной продукции с минимальными затратами. Поэтому оборудование с ЧПУ становится нормой во всех видах металлообработки, включая гнутье листового и сортового проката, а также труб.
Технологии гибки листового металла
Существуют две технологии данного процесса – воздушная, или свободная, и калибровка. Второй способ используется в тех случаях, когда требуется абсолютная точность гнутья, что характерно для штамповки деталей в автомобильной, авиационной и других отраслях промышленности, а также при изготовлении продукции сложных профилей: например, Z-образных, U-образных большой глубины, волнистых и других поверхностей с перепадами уровня. Для этого необходимо использовать индивидуальные матрицы и пуансоны (траверсы), не имеющие воздушного зазора.
В остальных случаях намного целесообразнее использовать воздушную гибку листового металла. Эта технология является основной и наиболее распространенной благодаря своим несомненным преимуществам, в числе которых:
• простота технологической оснастки;
• возможность на одной оснастке получать широкий диапазон углов сгибания листа;
• небольшая величина прилагаемого усилия: при воздушной гибке (в зависимости от толщины листа) она в 3–10 раз меньше, чем при калибровке, со всеми сопутствующими выгодами;
• рекомендованное использование воздушной гибки для работы с листовым металлом толщиной от 1 мм (для калибровки верхним пределом является толщина 2 мм).
Недостатком воздушного (свободного) гнутья является меньшая точность углов гибки, которая тем больше, чем длиннее становится длина оси Y (направления приложения усилия). Минимизацию этого недостатка обеспечивает оборудование с ЧПУ, которое позволяет выдержать требуемые допуски к точности большинства видов продукции. На гибочных машинах с ЧПУ настройка по оси Y выполняется с точностью до 0,005 мм в автоматическом режиме, что недостижимо для оборудования с ручным управлением. Кроме того, современные гибочные станки с ЧПУ позволяют контролировать процесс по четырем–восьми осям гибки и более.
Основные элементы оснастки гибочного оборудования Главными элементами оснастки любого гибочного оборудования являются V-образная матрица с разной шириной раскрытия (4–100 мм) и траверса (пуансон). У калибровочных прессов они имеют абсолютно идентичный профиль, поэтому для изготовления разных видов продукции необходима собственная оснастка. Оборудование для свободного гнутья отличается тем, что требуемый угол сгибания достигается за счет определенной длины хода траверсы по оси Y. Траверса имеет клинообразный профиль, ширина которого намного меньше, чем у матрицы.
Внешняя простота процедуры гнутья не должна вводить в заблуждение. На самом деле при изготовлении гнутой металлопродукции обязательно учитывают следующие факторы:
• ширину раскрытия матрицы: она должна быть в 8 раз больше толщины листов шириной до 6 мм, и в 10–12 раз – для листов толщиной свыше 6 мм;
• допустимый внутренний радиус гиба, при котором сохраняются структура и свойства материала: например, для стали толщиной до 6 мм он должен составлять не менее 1,25 мм;
• минимальная ширина отгибаемой полки, которая определяется в зависимости от ширины раскрытия матрицы и угла гнутья;
• физические характеристики материала – пластичность, предел прочности на растяжение и прочее.
В зависимости от суммы перечисленных факторов выбираются сама оснастка, усилие и скорость гнутья. Ошибки при выборе параметров технологического процесса приводят к браку, в том числе к нарушениям структуры металла по линиям гиба.
Преимущества гибки листового металла на станках с ЧПУ Гнутье листового металла на обычных станках с ручным и механическим приводом не может гарантировать стабильного качества изготавливаемой продукции, особенно в случае необходимости ее тиражирования в больших объемах или при производстве изделий сложной формы и профиля. Такое оборудование требует частой переналадки, что приводит к большим потерям времени. Станки с ЧПУ лишены этих недостатков и обеспечивают потребителям ряд преимуществ, в числе которых следующие:
• при работе на таких станках практически исключен риск изготовления бракованной продукции;
• переналадка оборудования осуществляется автоматически в соответствии с заданной программой;
• не имеет значения степень сложности изготавливаемой продукции;
• отсутствуют ограничения на тиражирование абсолютно идентичных изделий;
• сокращаются расходы, и, соответственно, удешевляется готовая продукция. Станок с ЧПУ сам контролирует оси, углы, скорость и усилие гнутья, что до предела упрощает работу оператора. На таком оборудовании изготавливают продукцию коробчатой формы (лотки, детали корпусов), сложные панели, в том числе с разнонаправленными линиями сгиба. Напоминаем, что технологии гнутья оказывают самое щадящее воздействие на физические свойства металла, сохраняя его прочность и устойчивость к коррозии. Поэтому большинство строительного крепежа, кровельных деталей и других тонкостенных изделий изготавливают этим способом. .
Листогибочные прессы с ЧПУ

Высокопрочные сварные соединения конструкции станины, обеспечивают превосходную стабильность всего станка при выполнении операций гиба. При производстве, станина проходит термическую обработку для снятия напряжения металла, что позволяет добиться высокого качества и жесткости рамы пресса. Отлаженная, точная и синхронная работа гидравлических цилиндров, , позволяют выполнять точный гиб без потери времени на донастройку. Перемещение задних упоров осуществляется с пульта оператора при помощи системы ЧПУ.

Прессы серии KPH отличаются высокой скоростью работы и улучшенными характеристиками. Оснащены электронно-гидравлической синхронизацией рабочих цилиндров, контролем параллельности и хода подвижной балки через ЧПУ пропорциональными клапанами c использованием электронно-магнитных линеек. Автоматическая регулировка усилия осуществляется с учетом обрабатываемого материала и используемого инструмента, а автоматическая регулировка хода, программируемая рабочая скорость и автоматический расчет развертки изделия по длине в совокупности с автоматически программируемым порядком гибов позволяют быстро получать качественное изделие.

Прессы серии KPA отличаются высокой скоростью работы и улучшенными характеристиками. Оснащены электронно-гидравлической синхронизацией рабочих цилиндров, контролем параллельности и хода подвижной балки через ЧПУ пропорциональными клапанами c использованием электронно-магнитных линеек. Автоматическая регулировка усилия осуществляется с учетом обрабатываемого материала и используемого инструмента, а автоматическая регулировка хода, программируемая рабочая скорость и автоматический расчет развертки изделия по длине в совокупности с автоматически программируемым порядком гибов позволяют быстро получать качественное изделие.

Прессы серии KPH, оснащенные современными электронными и гидравлическими устройствами, обеспечивают высокоточную и скоростную гибку листового металла. Прессы являются базовыми для создания высокомеханизированных и автоматизированных участков обработки листового металла с высоким качеством продукции, хорошей производительностью и удобством в работе. Прессы серии KPH обеспечивают высокую гибкость, которая особенно необходима при изготовлении отдельных и мелкосерийных деталей, а также при выполнении комплексных заказов

Прессы серии KPA – листогибочные прессы с увеличенным ходом верхней траверсы и горловиной в боковых стойках. Отличаются высокой скоростью работы и улучшенными характеристиками. Оснащены электронно-гидравлической синхронизацией рабочих цилиндров, контролем параллельности и хода подвижной балки через ЧПУ пропорциональными клапанами c использованием оптических линеек. Автоматическая регулировка усилия осуществляется с учетом обрабатываемого материала и используемого инструмента, а автоматическая регулировка хода, программируемая рабочая скорость и автоматический расчет развертки изделия по длине в совокупности с автоматически программируемым порядком гибов позволяют быстро получать качественное изделие.

Прессы серии PBA – листогибочные прессы с увеличенным ходом верхней траверсы и горловиной в боковых стойках. Отличаются высокой скоростью работы и улучшенными характеристиками. Оснащены электронно-гидравлической синхронизацией рабочих цилиндров, контролем параллельности и хода подвижной балки через ЧПУ пропорциональными клапанами c использованием оптических линеек. Гидравлический блок с гидроаппаратурой от ведущих производителей Германии, гидравлические цилиндры, изготовленные из цельной заготовки с хонингованием рабочей поверхности и кованые поршни цилиндров с высокоточной обработкой и полированием, гарантируют длительный срок эксплуатации данного оборудования.

Прессы серии PBH, оснащенные современными электронными и гидравлическими устройствами, обеспечивают высокоточную и скоростную гибку листового металла. Силовые гидроцилиндры работают независимо друг от друга и имеют электронную синхронизацию. Синхронизация работы гидроцилиндров обеспечивается электромагнитными клапанами, контролируемые системой ЧПУ. Прессы являются базовыми для создания высокомеханизированных и автоматизированных участков обработки листового металла с высоким качеством продукции, хорошей производительностью и удобством в работе. Прессы серии PBH обеспечивают высокую точность позиционирования и точность угла гибки, высокую гибкость, большой выбор гибочного инструмента.

Гидравлические листогибочные прессы с ЧПУ SMART XL являются настоящей инновацией для малых и средних металлообрабатывающих предприятий. Высокая точность работы, ход гидравлических цилиндров синхронизируется при помощи управляемых ЧПУ пропорциональных клапанов производства Bosch Rexroth или Hoerbiger. Параллельность верхней и нижней балки обеспечивается пятью направляющими. Работа в автоматическом, полуавтоматическом и ручном режиме. Автоматическая регулировка гибочного усилия. Автоматическая регулировка рабочего хода для гибки под требуемым углом. Программируемая скорость опускания гибочной балки и скорость хода упоров.

Гидравлическая система представляет собой установленные с двух сторон гидроцилиндры, работающие в замкнутом контуре, который состоит из электрогидравлических серво-клапанов фирмы Bosch-Rexroth (Германия) или фирмы Hoerbiger (Германия), высокопроизводительного гидравлического двигателя, фильтров высокого давления (с датчиком засорения и байпасом), воздушного фильтра и бака для гидравлического масла. Станина прессов выполнена в виде сварной конструкции с высокоточной механообработкой из прочной качественной стали.

Синхронизированная работа гидроцилиндров осуществляется электронно-регулируемыми клапанами. Это обеспечивает высокую точность угла гибки. В качестве контроллера на POWER-BEND PRO применяется CYBELEC DNC 600 S . Этот контроллер обеспечивает высокую производительность и надежность в работе и имеет сервисное обслуживание по всему миру.
Листогибочные гидравлические прессы Power Bend серии FALCON – производительные прессы, сконструированные на основе прессов POWER BEND. Являются переходным звеном между POWER BEND и SPEED BENDOM, но обладают и своими особенностями.

Станки листогибочные с ЧПУ SPEED BEND оснащены новейшими системами (электронной и гидравлической) за счет чего обеспечивается более высокая скорость работы и повторяемость. Электронно-регулируемые гидроклапаны установленные на прессе, обеспечивают возможность высокоточного регулирования основных параметров гидропривода и жесткие циклы управления. Также все ответственные детали пресса выполнены со сверхпрецизионной точностью, что в конечном итоге сказывается на высоком качестве и точности гибки.

Прессы листогибочные Durma серии AD-R позволяют выполнять гибку металлических заготовок быстро, точно и с минимальными затратами, и временными, и финансовыми. Среди продукции, выпускаемой компаний DURMA (Турция) прессы AD-R отличаются универсальностью эксплуатации и высокой точностью выполнения операций. Основные программируемые операции – скорость подхода, скорость возвращения и рабочий ход. Так, качество готового изделия существенно повышается за счёт устранения деформаций в зоне сгиба, если задать режим перемещения ползуна вверх на малой скорости с последующей остановкой и переходом в состояние ожидания.

Листогибочные прессы серии AD-S отличаются идеальной точностью, низкими эксплуатационными затратами, продуманным дизайном и высокой степенью автоматизации рабочих процессов. Гибочные прессы этой серии, благодаря многовариантности использования и возможности производства элементов любой сложности, находят применение на предприятиях самого разного профиля, позволяя избежать дорогостоящих сварочных работ.

Прессы серии WE67K, оснащенные современными электронными и гидравлическими устройствами, обеспечивают высокоточную и скоростную гибку листового металла. Прессы являются базовыми для создания высокомеханизированных и автоматизированных участков обработки листового металла с высоким качеством продукции, хорошей производительностью и удобством в работе. Прессы серии WE67K обеспечивают высокую гибкость, которая особенно необходима при изготовлении отдельных и мелкосерийных деталей, а также при выполнении комплексных заказов.

Имеют синхронизацию осей Y1 Y2 через торсионый вал с муфтой. Есть регулировка хода заднего упора и гибочной балки, настройка положения пальцевых блоков упора и цифровое отображение на экране ЧПУ его расположения. Система ЧПУ E21 имеет возможность задавать программы с последовательностью гибки. Гидросистема производство Германия. Для синхронизирования перемещения гидроцилиндров используется торсион с размыкаемой муфтой, обеспечивающей легкую корректировку параллельности верхней балки и рабочего стола. Компенсация прогиба стола (пассивная система бомбирования). Привод заднего упора представляет собой асинхронный электродвигатель, перемещающий каретку заднего упора посредством ШВП по линейным направляющим, на каретке расположены регулируемые пальцевые блоки.

Длина гибки 1300 мм. Усилие 40 т. Скорость спуска 150 мм/с. Скорость гибки 20 мм/с.

Листогибочные прессы серии HPB созданы для тех, кому необходимо выполнять гибку изделий с максимальной производительностью, высокой точностью, низкими эксплуатационными расходами и разумными начальными инвестициями. Станина пресса выполнена в виде сварной конструкции с высокоточной механообработкой. Основные узлы пресса разработаны с использованием современного программного обеспечения, что определяет надежность и точность работы станка во всем диапазоне нагрузок и на протяжение длительного срока эксплуатации.
Читайте также: