Гибка листового металла учебник
Обновлено: 07.07.2024
Величина внешнего изгибающего момента при гибке определяется из условия равновесия его с моментом внутренних сил, а последний слагается из моментов нормальных напряжений в растягиваемой и сжимаемой зонах.
Для определения моментов внутренних сил необходимо знать распределение напряжений по поперечному сечению и величину наибольшего напряжения для данной степени деформации.
Усилие гибки определяется из равенства внешнего изгибающего момента моменту внутренних сил. Изгибающие моменты для различных схем гибки следующие: для одноугловой:
В табл. 23 приведены формулы усилия гибки для свободного изгиба, для гибки с прижимом и приближенные формулы для гибки с калибровкой материала. В последнем случае усилие гибки определяется не столько процессом изгиба, сколько процессом калибровки, требующим значительного давления и практически зависящим от регулировки хода пресса и от отклонений материала по толщине.
Таблица 23. Формулы для определения усилий гибки
Обозначения: РК - усилие калибровки, кгс;
РПР - усилие прижима, кгс, составляющее (0,25/0,3) РИЗ;
В - ширина полосы (длина линии изгиба), мм;
l - расстояние между опорами при угловой гибке, мм;
n = 1,8 - коэффициент, характеризующий влияние упрочнения;
р - давление калибровки (правки), кгс/мм 2 (по табл. 24);
F - площадь калибруемой заготовки (под пуансоном), мм 2 ;
k1 - коэффициент для свободной гибки, находимый по табл. 24;
k2 - коэффициент для двухугловой гибки, приведенный в табл. 25.
Оптимальным плечом для свободного изгиба следует считать:
, где I - расстояние между опорами, мм.
Усилие, необходимое для двухугловой гибки, больше усилия одноугловой гибки заготовки тех же размеров. В данном случае изгиб осуществляется действием двух изгибающих моментов, что при прочих равных условиях требует удвоенного усилии.
Но и одностороннее усилие при двухугловой гибке больше усилия одноугловой (V-образной) гибки потому, что при одном и том же изгибающем моменте, плечо двухугловой гибки меньше. Кроме того к усилию двухугловой гибки необходимо прибавить усилие прижима, составляющее 0,25-0,3 усилия изгиба. В некоторых случаях целесообразно применять усилие прижима большей величины (0,5 / 0,6) РИЗ.
На рис. 69 приведены схемы двухугловой гибки (левой полки). На рис. 69,а показано начальное положение и эпюра одностороннего изгибающего момента (для. точек А, В, С), а на рис. 69,б - дальнейшая стадия изгиба со схемой сил, действующих на заготовку.
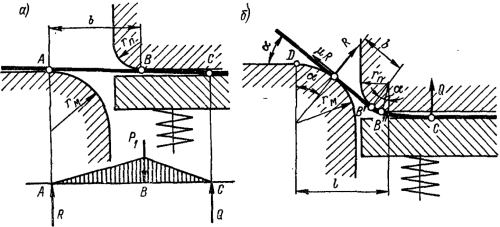
Рис. 69. Схема двухугловой гибки
Установлено, что в зависимости от геометрических соотношений максимальное усилие двухуглового изгиба возникает при величине угла α от 45 до 80°, когда плечо изгиба I имеет наименьшую величину.
В результате исследования [42] установлена более точная величина усилия двухугловой гибки (без усилия прижима):
, где n - коэффициент увеличения номинального зазора (см. табл. 27);
k2 - коэффициент, наибольшее значение которого приведено в табл. 25.
В табл. 23 приведена формула для определения усилия при двухугловой гибке с прижимом. Экспериментальное значение коэффициентов для сталей 08, 10, 20кп, СтЗ, 1Х18Н9Т толщиной 4; 6 и 8 мм в зависимости от rM/S и rП/S приведено в табл. 25.
При несимметричной и криволинейной форме изгиба применяют одноугловую (одностороннюю) гибку с прижимом, так как простая угловая гибка не обеспечивает точности из-за смещения заготовки. Этот случай приближенно можно рассматривать как половину двухугловой гибки с прижимом. Соответствующее усилие гибки приведено в табл. 23. Значения коэффициентов k 2 при прямолинейном изгибе те же.
Односторонняя гибка с прижимом применяется также в комбинированных процессах штамповки.
В табл. 24 приведены значения коэффициента k1 для свободного изгиба, а в табл. 25 k2 - значения для двухуглового изгиба. В табл. 26 даны приближенные значения давления правки (калибровки).
Лысов М.И. Теория и расчет процессов изготовления деталей методами гибки
Л.: Машиностроение, 1971. – 236 с.
В книге систематизированы и обобщены исследования по процессам формообразования деталей из листового металла и профилей. Выведены аналитические зависимости для определения кривизны и перемещении нейтрального слоя пластически изогнутого элемента при различных схемах нагружения. Рассмотрены пружинение металла и остаточные напряжения в сечении элемента при пластическом изгибе Разработаны методы расчета и даны формулы для определения силовых факторов процесса, геометрических параметров инструмента и оснастки и параметров настройки оборудования при гибке, гибке с растяжением и гибке-прокатке деталей из листового и профильного металла.
Книга предназначена для инженерно-технических и научных работников, интересующихся вопросами холодной обработки металлов давлением. Она может быть также использована в качестве учебного пособия при изучении соответствующего курса студентами втузов.
Белов В.В. Штампы для листовой штамповки. Расчёт и конструирование
- формат djvu
- размер 11.13 МБ
- добавлен 20 мая 2010 г.
Справочник, 292 с. Настоящий Справочник содержит указания по расчету и конструированию штампов для листовой штамповки: разделительных (для вырубки, для пробивки, для зачистки) и формообразующих (для гибки, для вытяжки, для разбортовки, для обжима, для чеканки) для металлов, неметаллических материалов и слоистых пластиков. В Справочник, созданный на базе РТМ (Руководящий технический материал) включены расчеты на прочность основных деталей штампов.
Зубцов М.Е., Корсаков В.Д. Стойкость штампов
- формат djvu
- размер 10.81 МБ
- добавлен 17 сентября 2010 г.
Л.: Машиностроение, 1971.- 201 с. В книге изложены основные факторы, влияющие на стойкость штампов, конструктивные особенности штампов, влияющие на их стойкость, материалы деталей штампов и их влияние на стойкость. В книге даны методы расчета и проверки деталей штампов на прочность, скоростное проектирование штампов. В ней рассмотрены твердосплавные штампы и их стойкость, влияние технологии, качества изготовления и сборки штампов, а также условия.
Курсовой проект - Расчет и проектирование технологического процесса и штамповой оснастки для изготовления детали из листового материала - СГАУ
- формат doc, cdw
- размер 491.43 КБ
- добавлен 31 марта 2010 г.
В курсовом проекте разработан технологический процесс изготовления детали из листа с использованием операции гибки. Произведен анализ свойств материала и технологичности конструкции детали. Рассчитан наивыгоднейший вариант раскроя. Разработаны две схемы технологического процесса, на основе экономического анализа выбрана из них наиболее выгодная. Рассчитаны параметры вырубки заготовки, ее гибки и осуществлен подбор оборудования для этих операций.
Малов А.Н. Технология холодной штамповки
- формат djvu
- размер 12.72 МБ
- добавлен 11 ноября 2011 г.
4-е изд. перераб. и доп. М.: Машиностроение, 1969.- 568 с. В книге приведена технология холодной штамповки деталей (заготовок) из листового материала применительно к серийному и массовому производству изделий точного машино- и приборостроения. Приведены методы проектирования и расчета технологических процессов, а также справочные материалы для проведения этих расчетов. Даны материалы о технологичности конструкций штампуемых деталей. Рассмотрены ф.
Мендельсон В.С., Рудман Л.И. Технология изготовления штампов и пресс-форм
- формат djvu
- размер 4.39 МБ
- добавлен 15 октября 2011 г.
М.: Машиностроение, 1970.- 225 с. В учебнике рассмотрены различные методы изготовления деталей штампов для холодной листовой штамповки, холодной и горячей объемной штамповки, а также деталей прессформ для прессования пластмасс, резины и литья по выплавляемым моделям. Освещены вопросы термической обработки и гальванических покрытий деталей штампов и прессформ. Книга предназначена для учащихся машиностроительных техникумов и может быть использована.
Мотыко А.С. Островский И.Д. Развертки поверхностей листовых изделий
- формат djvu
- размер 3.61 МБ
- добавлен 01 декабря 2010 г.
Л. "Машгиз", 1961 96с. с ил. В книге рассматриваются теоретические основы и производственные методы развертки фигур сложных очертаний. а также опыт изготовления выкроек деталей из листовых материалов без припусков. даны простые методы построения разверток. Книга рассчитана на инженерно-технических работников, связанных с проектированием изделий из листового материала.
Нефедов А.П. Конструирование и изготовление штампов
- формат djvu
- размер 1.3 МБ
- добавлен 08 августа 2011 г.
М.: Машиностроение, 1973.- 408 с. В книге описаны технологические процессы изготовления холодной штамповкой деталей легковых и грузовых автомобилей, а также конструирование, изготовление и наладка применяемых для этой цели штампов. Приведены типовые и оригинальные конструкции штампов для массового производства деталей автомобилей. Освещены вопросы, связанные с механизацией и автоматизацией штамповочных операций. Даны рекомендации по технике безо.
Поляков Ю.Л. Листовая штамповка легированных сплавов
- формат djvu
- размер 688 КБ
- добавлен 01 августа 2009 г.
М.: Машиностроение, 1980. –96с. В книге описан производственный опыт листовой штамповки деталей из различных легированных сталей и сплавов, даны рекомендации по конструированию штампов и подбору материалов для их изготовления, приведены типовые конструкции штампов и технологические процессы. Рассмотрено применение полиуретана и пластических масс в конструкциях штампов.
Скрипачев А.В. Технология изготовления лицевых деталей автомобиля
- формат doc
- размер 1.99 МБ
- добавлен 13 декабря 2010 г.
Учебное пособие представлено на примере производства лицевых деталей ОАО "АвтоВАЗ" Содержание Часть 1. Технологические особенности изготовления облицовочных и им подобных деталей Часть 2. Построение вытяжных переходов для облицовочных деталей Часть 3. Основы построения доделочных операций Часть 4. Особенности конструкции вытяжных штампов для изготовления облицовочных деталей Часть 5. Примеры проектирования вытяжных переходов облицовочных деталей.
Таблицы радиусов гибки листового и сортового проката. Разделка уголков под гибку
- формат doc
- размер 294 КБ
- добавлен 30 января 2011 г.
Приведены в табличном виде минимальные радиусы гибки листового материала с учетом расположения волокон, а также круглого и квадратного проката, швеллеров, двутаров, разделка полок уголков под гибку полкой внутрь как для равнополочных так для разнополочных
Гибка
Березовский С.Ф. Эксплуатация и ремонт оборудования профилегибочных станов
- формат pdf
- размер 51.19 МБ
- добавлен 24 сентября 2015 г.
М.: Металлургия, 1979. - 280 с. Приведены общие сведения о производстве гнутых профилей и организации рабочих мест вальцовщика и оператора. Рассмотрено оборудование станов с непрерывным и поштучным профилированием. Освещены вопросы эксплуатации и ремонта механизмов профилегибочных станов. Описаны методы настройки станов после ремонта и во время эксплуатации, способы сокращения простоев. Приведены правила безопасности при эксплуатации стана, перев.
- формат djvu
- размер 37,80 МБ
- добавлен 10 декабря 2016 г.
- формат image
- размер 88,36 МБ
- добавлен 11 октября 2015 г.
Березовский С.Ф., Кропылев Ф.М. Производство гнутых профилей
- формат djvu
- размер 19.9 МБ
- добавлен 17 ноября 2016 г.
М.: Металлургия, 1978. — 152 с. Для вальцовщиков, операторов и технологов профилегибочных станов. В учебном пособии для подготовки рабочих на производстве рассмотрены сортамент и технологические процессы производства гнутых профилей на новых высокомеханизированных профилегибочных станах. Описаны системы калибровок валков, приведена характеристика оборудования станов. Указаны практические приемы настройки и обслуживания станов, а также способы уст.
Бодунов Н.М., Дружинин Г.В., Раздайбедин А.А. Формообразование профильных деталей на оборудовании с ЧПУ
- формат pdf
- размер 1013.72 КБ
- добавлен 04 ноября 2016 г.
Гнутые профили проката
- формат doc
- размер 1.87 МБ
- добавлен 28 мая 2014 г.
31 страница. Введение. Описание технологического процесса профилирования. Особенности процесса профилирования. Проектирование калибровки валков. Выбор расчета калибровки. Расположение профиля в валках. Расчет ширины исходной заготовки. Определение режима формообразования. Конструкция рабочих валков. Особенности процесса доформовки трубной заготовки в последней клети. Фотографии процесса гибки с-образного профиля. Список используемой литературы.
Давыдов В.И., Максаков М.П. Производство гнутых тонкостенных профилей
- формат djvu
- размер 7.41 МБ
- добавлен 01 марта 2013 г.
Москва: Металлургиздат, 1959. - 233 с. + приложение. В книге описаны процессы производства гнутых тонкостенных профилей на роликовых станках, конструкции применяемого оборудования, изложена методика и даны примеры проектирования профилировочного инструмента. Описано производство двухслойных трубок. В альбоме переходов профилей показаны типовые профили, применяемые на Горьков-ском автозаводе, и даны схемы инструмента для их получения. Книга предна.
Курсовая работа - Правка и гибка металла
- формат doc
- размер 285 КБ
- добавлен 24 марта 2010 г.
21 страница Общие сведения о металлах и сплавах. Правка металла. Ручная и машинная правка металла. Инструмент и приспособления для правки. Правильная плита. Техника правки. Правка полосового, листового металла. Правка пруткового материала. Правка (рихтовка) закаленных деталей. Гибка. Гибка двойного угольника в тисках. Гибка труб. Трубогиб. Правила техники безопасности при гибке металла
Курсовая работа по теории обработки металлов давлением - Операция: гибка полосы Задача № 15
- формат doc, xls
- размер 508.2 КБ
- добавлен 18 февраля 2010 г.
Задача № 15 Операция: гибка полосы. На примере гибки полосы из стали 20 изучить влияние радиусов скругления кромок пуансона и матрицы на индикаторную диаграмму гибки при изменении угла гибки от 0° до 50°. Упрочнением материала пренебречь.
Левченко Л.Н., Головко О.М. Виробництво гнутих профілів
- формат doc
- размер 1.46 МБ
- добавлен 17 марта 2016 г.
Навчальний посібник. — Дніпропетровськ: НМЕТАУ, 2004. – 29 с. Розглянуто теоретичні основи процесу профілювання у валках, устаткування, технологія і інструмент для виробництва гнутих профілів в рамках дисципліни "Виробництво металовиробів, пресованих та гнутих профілів".
- формат pdf
- размер 9.23 МБ
- добавлен 02 декабря 2010 г.
Л.: Машиностроение, 1971. – 236 с. В книге систематизированы и обобщены исследования по процессам формообразования деталей из листового металла и профилей. Выведены аналитические зависимости для определения кривизны и перемещении нейтрального слоя пластически изогнутого элемента при различных схемах нагружения. Рассмотрены пружинение металла и остаточные напряжения в сечении элемента при пластическом изгибе Разработаны методы расчета и даны форму.
Мищенко О.В. Производство гнутых профилей с отбортовками в роликах методом интенсивного деформирования
- формат pdf
- размер 2.59 МБ
- добавлен 04 февраля 2012 г.
О. В. Мищенко, В. И. Филимонов. – Ульяновск: УлГТУ, 2011. – 122 с. В монографии приведены основные сведения по проектированию, математическому моделированию, методам расчета и испытаниям при изготовление гнутых профилей с отбортовками. Книга предназначена для разработчиков технологии стесненного изгиба и метода интенсивного деформирования гнутых профилей в роликах, а также аспирантов специальности 05.02.09 «Технологии и машины обработки давлен.
Мошнин Е.Н. Гибка и правка на ротационных машинах
- формат djvu
- размер 4,20 МБ
- добавлен 09 ноября 2012 г.
М.: Машиностроение, 1967. - 272 с. - Для технологов и конструкторов машиностроительных заводов и проектно-технологических и конструкторских организаций. В книге кратко изложена теория пластического изгиба, а также рассмотрены основные технологические процессы гибки и правки на ротационных машинах, описаны технология и методы определения технологических параметров процессов. Приведены принципиальные конструкции гибочных и правильных машин. Освещен.
Никитин В.А. Проектирование станков холодной и горячей гибки труб
- формат pdf
- размер 52,73 МБ
- добавлен 10 февраля 2013 г.
- формат djvu
- размер 16,47 МБ
- добавлен 23 января 2013 г.
Приспособление универсальное гибочное
- формат pdf
- размер 372,04 КБ
- добавлен 06 ноября 2016 г.
Автор неизвестен. — Днепропетровск: Завод "Физприбор", 1974. — 7 с. Приспособление универсальное гибочное для работы с листовым металлом и проволокой. Разработано на основании технико-педагогической характеристики института школьного образования и технических средств обучения и утверждено Министерством просвещения СССР.
Производство гнутого швеллера
- формат doc
- размер 357,37 КБ
- добавлен 12 сентября 2010 г.
Характеристика гнутого швеллера. Оборудование и технология производства гнутого швеллера. Дефекты гнутого швеллера.
Разработать бизнес-план реконструкции участка гнутых профилей с целью расширения сортамента выпускаемой продукции
- формат image
- размер 18,43 МБ
- добавлен 16 февраля 2014 г.
Выпускная работа на получение квалификации специалиста по специальности 7.090404 "Обработка металлов давлением". Донецкий государственный технический университет. Донецк (Украина). 1996 . - 76 с. Содержание Введение Юридический статус предприятия Краткая историческая справка о деятельности предприятия Характеристика продукции, производимой предприятием Характеристика конкурентной среды План маркетинговой деятельности предприятия План производстве.
Руководство по гибке высокопрочной толстолистовой стали на валковых листогибочных машинах заводов металлоконструкций
- формат djvu
- размер 2.13 МБ
- добавлен 01 октября 2014 г.
Технология производства гнутых уголков и профилей
- формат doc
- размер 749,57 КБ
- добавлен 07 мая 2011 г.
КнАГТУ. Комсомольск-на-Амуре. Петров И. Б. 31 страница. 2011 года. по дисциплине «Основы технологических процессов ОМД» «Технология производства гнутых уголков и профилей» 1. исследовать механические свойства заготовки при профилировании, механический запас пластичности металла в наиболее деформированных местах профиля. 2. Определить область применение гнутых профилей и уголков. Объем и содержание графической части проекта - Нет в данном курсовом.
Тришевский И.С. и др. Гнутые профили проката. Справочник
- формат pdf
- размер 8,05 МБ
- добавлен 15 февраля 2014 г.
И.С. Тришевский, Н.М. Воронцов, Ю.В. Дзина, Г.В. Донец, С.В. Зеленский, Ф.И. Скоков, В.И. Мирошниченко, М.Е. Докторов, В.Н. Гужа, Ю.Д. Роргачев М.: Металлургия, 1967. — 379 С. В справочнике представлен сортамент холодногнутых профилей проката для различных отраслей народного хозяйства, выпускаемых промышленностью СССР по состоянию на 1966 г. Приведены основные технические требования и сведения, необходимые при разработке новых типов гнутых профил.
Тришевский И.С., Докторов М.Е. Теоретические основы процесса профилирования
- формат djvu
- размер 4,32 МБ
- добавлен 12 ноября 2016 г.
М.: Металлургия, 1980. — 288 с. В книге приведены особенности процесса формообразования гнутых профилей из плоской заготовки в валках стана. Освещены вопросы развития утонения и утолщения заготовки при профилировании, пружинения металла, остаточных напряжений, а также определения оптимальных углов подгибки при профилировании и минимальных предельно допустимых радиусов кривизны в местах изгиба и др. Книга предназначена для широкого круга специали.
Тришевский И.С., Клепанда В.В. Механические свойства гнутых профилей проката
- формат djvu
- размер 2,93 МБ
- добавлен 08 февраля 2014 г.
Киев: Техника, 1977. — 143 с. Рассмотрены механические свойства равнополочных и неравнополочных уголков, швеллеров, корытных, Z-образных, С-образных, замкнутых и других специальных гнутых профилей проката. Приведены рекомендации по применению их в разных отраслях промышленности. Рассчитана на инженерно-технических работников, занимающихся производством и потреблением гнутых профилей.
Тришевский И.С., Клепанда В.В., Хижняков Я.В. Холодногнутые гофрированные профили проката
- формат pdf
- размер 9,60 МБ
- добавлен 25 февраля 2014 г.
Киев: Техніка, 1967. — 295 с. В книге показано применение холодногнутых гофрированных профилей в транспортном машиностроении при изготовлении пассажирских цельнометаллических вагонов, рефрижераторов, тепловозов, электровозов, вагонов метро и трамваев, грузовых вагонов; в автотракторном и сельскохозяйственном машиностроении при изготовлении бортов, настилов полов автомобилей, прицепов и обшивок рефрижераторов; в судостроении для переборок в надпал.
- формат image
- размер 175,70 МБ
- добавлен 14 февраля 2016 г.
Харьков: Техніка, 1973. — 272 с. В книге рассмотрен сортамент гофрированных профилей и на практическом материале показано применение их в промышленности и строительстве при изготовлении различного типа машин и сооружений. Приведены основные технические требования и сведения, необходимые при разработке новых типов гнутых профилей. Рассмотрено оборудование новых высокомеханизированных профилегибочных агрегатов, на которых изготавливаются гофрирован.
- формат pdf
- размер 83,60 МБ
- добавлен 25 февраля 2016 г.
- формат djvu
- размер 50,14 МБ
- добавлен 29 февраля 2016 г.
Тришевский И.С., Марьин В.С., Хмель В.А. Производство деталей из гнутых профилей
- формат djvu
- размер 5.57 МБ
- добавлен 16 февраля 2014 г.
Киев: Техніка, 1985. — 128 с. В книге рассмотрены типы гнутых профилей и их применение в деталях машин и оборудования. Описаны особенности технологии, методов определения энергосиловых и технологических параметров процесса, а также исходных данных для проектирования профилегибочного оборудования. Освещены конструкции машин для гибки деталей из гнутых профилей. Предназначена для инженерно-технических работников промышленных предприятий, проектно-т.
Тришевский И.С., Мирошниченко В.И., Стукалов В.П., Калибровка валков для производства гнутых профилей проката
- формат pdf
- размер 63,15 МБ
- добавлен 16 ноября 2016 г.
Киев: Техника, 1980. — 168 с. В книге освещены вопросы технологии производства экономичных гнутых профилей проката, общие принципы и основные технологические особенности процесса профилирования.
Филимонов А.В. Изготовление полузакрытых гнутых профилей в роликах методом интенсивного деформирования
- формат pdf
- размер 2,83 МБ
- добавлен 04 февраля 2017 г.
Ульяновск: УлГТУ, 2010. — 204 с.: ил. Книга предназначена для разработчиков технологий изготовления гнутых профилей в роликах, а также аспирантов специальности "Технологии и машины обработки давлением". Книга также может оказаться полезной технологам и конструкторам, работающим в области профилирования и создания профилировочного и профилегибочного оборудования.
Формообразование гнутых профилей: теория и практика
- формат pdf
- размер 4,63 МБ
- добавлен 17 октября 2013 г.
Сборник научных трудов. — Под научн. ред. д-ра техн. наук, профессора В.И. Филимонова. — Ульяновск: УлГТУ, 2011. — 166 с. В сборнике в основном представлены материалы статей научной школы "Формообразование гнутых профилей методом интенсивного деформирования", объединяющей сотрудников Ульяновского государственного технического университета, ОАО "Ульяновский НИАТ", ООО "Спецтехнология" (г. Ульяновск), НПО "ИДМ" (г. Ульяновск), которые одновременно.
Ghersi A., Landolfo R., Mazzolani F.M. Design of Metallic Cold-Formed Thin-Walled Members
- формат pdf
- размер 3.73 МБ
- добавлен 28 декабря 2011 г.
Spon Press, Taylor & Francis Group, 2002, 174 pages This design handbook, with a free windows-based computer programme on CD-ROM, allows the user to easily evaluate the strength of a cross-section and the buckling resistance of steel and aluminium members. Highlighting the theoretical basis of problems and the design approach necessary to overcome them, it comprehansively covers design to Eurocode 9, and AISI specifications. Design of Met.
Hancock G.J., Murray Th.M., Ellifritt D.S. Cold-Formed Steel Structures to the AISI Specification
- формат pdf
- размер 2.52 МБ
- добавлен 30 декабря 2011 г.
Marcel Dekker Inc., 2001, 398 pages Civil and Environmental Engineering This volume reveals the behaviour and design of cold-formed steel structures, connections and systems. It describes the AISI Specification for the Design of Cold-Formed Steel Structural Members published in July 2000, which governs the design of all cold-formed steel frames, including roof, wall and racking systems, and cold-formed steel residential construction in the USA.
Roll Forming Handbook / Edited by George T. Halmos
- формат pdf
- размер 22.54 МБ
- добавлен 22 ноября 2011 г.
Справочник. Boca Raton: Taylor & Francis, 2006. - 583 P. Roll forming is one of the most widely used processes in the world for forming metals. Most of the existing knowledge resides in various journal articles or in the minds of those who have learned from experience. Providing a vehicle to systematically collect and share this important knowledge, the Roll Forming Handbook presents the first comprehensive, dedicated treatment to all facets.
Yu W., LaBoube R.A. Cold-Formed Steel Design
- формат pdf
- размер 5.55 МБ
- добавлен 29 декабря 2011 г.
4 edition, Wiley, 2010, 491 pages The definitive text in the field, thoroughly updated and expanded Hailed by professionals around the world as the definitive text on the subject, Cold-Formed Steel Design is an indispensable resource for all who design for and work with cold-formed steel. No other book provides such exhaustive coverage of both the theory and practice of cold-formed steel construction. Updated and expanded to reflect all the i.
10. Процесс гибки листового металла
Гибка листового металла осуществляется в результате упругопластической деформации, протекающей различно с каждой из сторон изгибаемой заготовки.
Слои металла внутри угла изгиба (со стороны пуансона) сжимаются и укорачиваются в продольном и растягиваются в поперечном направлении. Наружные слои (со стороны матрицы) растягиваются и удлиняются в продольном и сжимаются в поперечном направлении. Между удлиненными и укороченными слоями (волокнами) находится нейтральный слой, длина которого равна первоначальной длине заготовки. При гибке узких полос происходит сильное искажение поперечного сечения, заключающееся в уменьшении толщины в месте изгиба, уширении внутри угла с образованием поперечной кривизны и сужении с наружной стороны (рис.49).
 Рис.49. Схема процесса гибки |
В результате утонения материала и искажения формы поперечного сечения нейтральный слой в месте изгиба не проходит посередине сечения, а смещается в сторону малого радиуса. При гибке широких полос и листов также происходит утонение материала, но почти без искажения поперечного сечения, так как деформации в поперечном направлении противодействует сопротивление материала большой ширины. Лишь по краям широких полос происходит деформация, аналогичная поперечной деформации узких полос.
В большинстве случаев гибка происходит при большой величине деформаций, когда в металле кроме продольных растягивающих и сжимающих напряжений образуются радиальные напряжения сжатия, которые возникают в результате давления крайних слоев металла на внутренние и достигают наибольшей величины у нейтрального слоя.
На рис.50 приведены схемы напряженно-деформированного состояния при изгибе. При изгибе узких заготовок (рис.50,а) деформированное состояние — объемное, так как поперечное сечение образца деформируется во всех трех направлениях.

Рис.50. Схемы напряженно-деформированного состояния при изгибе:
σ — напряжение; ε — деформации
По мере увеличения ширины изгибаемой заготовки поперечная деформация постепенно уменьшается и становится весьма малой в результате значительного сопротивления, оказываемого большой шириной заготовки (рис.50,б).
С целью упрощения при изгибе широких заготовок деформацией боковых поверхностей можно пренебречь и рассматривать деформацию всего сечения как деформацию сдвига.
Следует отличать гибку с малым радиусом закругления при большой степени пластической деформации от гибки с большим радиусом закругления при небольшой степени пластической деформации.
При гибке с малыми радиусами закруглений напряжения и деформации не сосредотачиваются под ребром пуансона, а распространяются на значительную длину заготовки между опорами. В результате этого заготовка получает изгиб по параболической кривой, с постепенно увеличивающейся кривизной и уменьшением плеча изгиба.
 Рис.51. Последовательность процесса гибки: а — одноугловая; б — двухугловая гибка |
Последовательность процесса угловой гибки приведена на рис.51. На всем протяжении процесса гибки заготовка имеет внутреннее закругление, которое больше радиуса пуансона, причем при гибке происходит постепенное уменьшение радиуса кривизны и плеча изгиба (l1, l2, lk). Заготовка постепенно уменьшающимся закруглением прилегает в двух точках к стенкам матрицы и с некоторого момента оказывается прижатой к пуансону в трех точках. Только в конце хода, при калибрующем глухом ударе, заготовка прилегает к пуансону.
Опытами автора установлено, что полного прилегания заготовки к пуансону и в конце хода не получается, а между ними по оси пуансона остается зазор.
На рис.51,б приведена последовательность процесса двухугловой гибки скобы. Этот случай гибки значительно отличается от рассмотренного не только тем, что он требует обязательного применения прижима, но и иной величиной изгибающего момента, так как в данном случае изгиб происходит с малым расстоянием между опорами. Большое значение имеет усилие прижима. В левой части верхних схем показана последовательность гибки при недостаточной силе прижима, в результате чего деталь получается некачественной — недоштампованной. В правой части схем показана последовательность гибки при достаточно большой силе прижима, обеспечивающей полный загиб полок при плоском дне.
На нижней схеме (рис.51,б) приведен более надежный способ гибки деталей средней толщины с глухим калибрующим ударом в нижнем положении. Однако он требует применения материала с небольшим отклонением по толщине и запаса мощности пресса, во избежание заклинивания в нижней мертвой точке.
На рис.52 приведены диаграммы зависимости усилий гибки от глубины продвижения пуансона h для рассмотренных случаев гибки: угловой (рис.52,а) и двухугловой (рис.52,б). По мере увеличения глубины h можно выделить три участка: I — упругого изгиба; II—пластического изгиба и III—участок калибровки, когда усилие резко возрастает.

Рис.52. Диаграммы усилия гибки:
Рг — усилие гибки, Рпр — усилие с прижимом в конце хода,
Ру — упругий изгиб, Рп — усилие пластического изгиба
Угловая гибка обычно производится с калибровкой материала, для чего требуется усилие Рк. Эта величина, равно как и положение точки К на кривой, не поддается теоретическому расчету и устанавливается экспериментально (см. ниже).
На рис.52,б приведены две кривые изменения усилия: 1 — для двухугловой гибки скобы с прижимом и калибровкой (Рк). Снижение усилия в конце пластического изгиба вызывается небольшим перемещением вниз загнутой скобы перед калибрующим ударом; 2 — для двухугловой гибки без прижима, но с калибровкой в конце хода (Р). Прямая 3 соответствует усилию прижима, возрастающему по мере сжатия буфера.
Гибка без прижима применяется лишь для деталей невысокой точности (7-й класс), так как допускает смещение заготовки при гибке. Гибка с прижимом применяется для деталей повышенной точности (5-й класс), так как не допускает смещения заготовки в процессе гибки.
Более высокая точность при гибке (3—4-й класс) достигается применением технологических баз и дополнительной фиксацией заготовки, а также за счет введения дополнительной калибровки.
Наряду с простыми гнутыми деталями типа угольника или скобы на производстве применяется большое количество сложно изогнутых деталей разнообразной формы, имеющих отверстия, пазы, отбортовки и т.п.
В мелкосерийном производстве их изготовляют за несколько отдельных операций на простых штампах. В крупносерийном и массовом производстве обычно применяют конструктивно сложные комбинированные гибочные штампы.
Гибка полиуретаном имеет свои технологические особенности. Они рассмотрены в пятом разделе.
Кроме способов гибки в штампах, на производстве применяется ряд других способов гибки листового металла, выполняемых на специальном оборудовании.
13. Определение размеров заготовок при гибке
Определение размеров плоских заготовок, подлежащих гибке, основано на равенстве длины заготовки длине нейтрального слоя изогнутой детали и сводится к определению положения и длины нейтрального слоя в зависимости от относительного радиуса изгиба r/S.
Различают два основных случая определения размеров заготовки:
1) при гибке с закруглением (по радиусу);
2) при гибке под углом без закругления (с калибровкой угла).
В первом случае длина заготовки равна сумме длин прямых участков и длины нейтрального слоя в изогнутом участке.
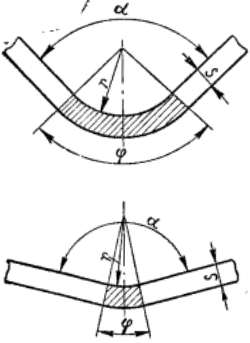 Рис.59. Соотношение между углом изогнутого участка и углом гибки (φ = 180° - α) |
Длина нейтрального слоя в изогнутом участке определяется по формуле:
или при φ = 90°
,где l — длина нейтрального слоя изогнутого участка; φ — угол изогнутого участка; х — коэффициент, определяющий положение нейтрального слоя (см. табл.16).
Угол изогнутого участка только при φ = 90° равен углу гибки; во всех же других случаях он составляет (рис.59):
В табл.21 приведены примеры определения размеров заготовок для наиболее распространенных случаев гибки по радиусу.
Таблица 21. Определение размеров заготовки при
гибке с закруглением (по радиусу).
| Тип гибки | Эскиз | Длинна заготовки, в мм |
| Одноугловая |  | L = l1 + l2 + ln = l1 + l2 + π/2(r+xS) |
| Двухугловая | 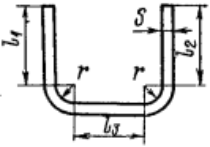 | L = l1 + l2 + l3 + π(r+xS) = l1 + l2 + l3 +2lH |
| Четырехугловая (за две операции) | 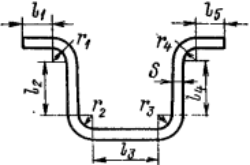 | L = l1 + 2l2 + l3 + l4 + 2lH1 + 2lH2 = = l1 + 2l2 + l3 + l4 + π(r1+x1S) + π(r2+x2S) |
| Полукгуглая (U образная) |  | L = 2l + 2lH = 2l + π(r+xS) |
| Торцовая (закатная) | 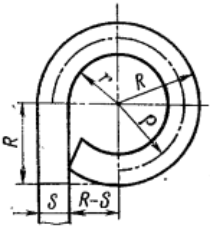 | L = 1,5πρ + 2R - S; ρ = R - yS |
1. Коэффициент х — см. табл.16;
2. Значение lH брать по табл.22.
Расположение нейтральной линии (xS) определяется в зависимости от отношения r/S и находится по табл.16 или по рис.56.
Для упрощения подсчетов и удобства пользования в производственных условиях в табл.22 приведена вычисленная длина нейтрального слоя угловых закруглений в зависимости от толщины материала и радиуса гибки:
Таблица 22. Длина нейтрального слоя угловых закруглений lH = π/2 • (r + xS)
| r, мм | Толщина материалa S, мм | ||||||||||||||||||
| 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1 | 1,2 | 1,3 | 1,5 | 1,6 | 1,8 | 2 | 2,5 | 3 | 3,5 | 4 | 5 | |
| 0,2 | 0,39 | 0,45 | 0,50 | 0,55 | 0,60 | 0,65 | 0,75 | 0,83 | 0,93 | 0,98 | 1,08 | 1,12 | 1,19 | 1,26 | - | - | - | - | - |
| 0,3 | 0,55 | 0,61 | 0,67 | 0,73 | 0,78 | 0,83 | 0,93 | 1,03 | 1,13 | 1,16 | 1,25 | 1,31 | 1,40 | 1,50 | 1,70 | 1,88 | - | - | - |
| 0,4 | 0,70 | 0,77 | 0,83 | 0,89 | 0,95 | 1,00 | 1,11 | 1,21 | 1,30 | 1,35 | 1,46 | 1,48 | 1,58 | 1,67 | 1,90 | 2,14 | 2,36 | 2,52 | - |
| 0,5 | 0,86 | 0,93 | 1,00 | 1,06 | 1,12 | 1,17 | 1,28 | 1,38 | 1,48 | 1,54 | 1,63 | 1,68 | 1,78 | 1,85 | 2,10 | 2,30 | 2,54 | 2,80 | 3,14 |
| 0,6 | 1,02 | 1,09 | 1,16 | 1,22 | 1,28 | 1,34 | 1,45 | 1,56 | 1,66 | 1,71 | 1,81 | 1,85 | 1,95 | 2,06 | 2,30 | 2,50 | 2,75 | 3,00 | 3,46 |
| 0,8 | 1,33 | 1,41 | 1,47 | 1,54 | 1,61 | 1,67 | 1,78 | 1,90 | 2,00 | 2,06 | 2,16 | 2,21 | 2,31 | 2,42 | 2,67 | 2,92 | 3,15 | 3,35 | 3,80 |
| 1,0 | 1,65 | 1,73 | 1,79 | 1,86 | 1,93 | 1,99 | 2,11 | 2,23 | 2,35 | 2,40 | 2,51 | 2,56 | 2,68 | 2,76 | 3,02 | 3,26 | 3,51 | 3,77 | 4,20 |
| 1,5 | 2,43 | 2,51 | 2,58 | 2,65 | 2,73 | 2,79 | 2,93 | 3,06 | 3,17 | 3,23 | 3,35 | 3,41 | 3,51 | 3,63 | 3,89 | 4,15 | 4,41 | 4,65 | 5,14 |
| 2,0 | 3,22 | 3,30 | 3,37 | 3,44 | 3,52 | 3,59 | 3,73 | 3,86 | 3,99 | 4,05 | 4,17 | 4,22 | 4,34 | 4,46 | 4,74 | 5,00 | 5,27 | 5,53 | 6,05 |
| 2,5 | 4,01 | 4,08 | 4,16 | 4,23 | 4,30 | 4,37 | 4,52 | 4,66 | 4,79 | 4,85 | 4,99 | 5,05 | 5,17 | 5,28 | 5,58 | 5,86 | 6,13 | 6,40 | 6,91 |
| 3,0 | 4,79 | 4,87 | 4,95 | 5,02 | 5,09 | 5,16 | 5,31 | 5,45 | 5,59 | 5,66 | 5,78 | 5,85 | 5,98 | 6,11 | 6,39 | 6,69 | 6,98 | 7,26 | 7,78 |
| 3,5 | 5,58 | 5,65 | 5,73 | 5,80 | 5,88 | 5,95 | 6,10 | 6,24 | 6,38 | 6,45 | 6,59 | 6,65 | 6,78 | 6,91 | 7,51 | 7,51 | 7,81 | 8,11 | 8,64 |
| 4,4 | 6,36 | 6,44 | 6,51 | 6,60 | 6,66 | 6,74 | 6,88 | 7,03 | 7,17 | 7,24 | 7,38 | 7,45 | 7,59 | 7,71 | 8,04 | 8,34 | 8,63 | 8,92 | 9,48 |
| 4,5 | 7,15 | 7,23 | 7,30 | 7,38 | 7,45 | 7,52 | 7,67 | 7,82 | 7,96 | 8,03 | 8,18 | 8,25 | 8,38 | 8,52 | 8,84 | 9,17 | 9,44 | 9,74 | 10,34 |
| 5,0 | 7,93 | 8,01 | 8,09 | 8,16 | 8,24 | 8,31 | 8,46 | 8,62 | 8,75 | 8,82 | 8,97 | 9,04 | 9,18 | 9,32 | 9,64 | 9,97 | 10,27 | 10,56 | 11,15 |
| 6 | 9,50 | 9,58 | 9,66 | 9,73 | 9,81 | 9,90 | 10,03 | 10,18 | 10,32 | 10,40 | 10,54 | 10,61 | 10,76 | 10,90 | 11,25 | 11,57 | 11,90 | 12,23 | 12,78 |
| 7 | 11,07 | 11,15 | 11,23 | 11,31 | 11,38 | 11,45 | 11,61 | 11,80 | 11,90 | 11,97 | 12,12 | 12,19 | 12,33 | 12,48 | 12,83 | 13,18 | 13,50 | 13,83 | 14,45 |
| 8 | 12,64 | 12,72 | 12,80 | 12,88 | 12,95 | 13,03 | 13,20 | 13,33 | 13,47 | 13,55 | 13,69 | 13,77' | 13,91 | 14,06 | 14,42 | 14,76 | 15,11 | 15,43 | 16,08 |
| 9 | 14,22 | 14,29 | 14,37 | 14,45 | 14,53 | 14,60 | 14,75 | 14,90 | 15,05 | 15,12 | 15,27 | 15,34 | 15,49 | 15,68 | 16,00 | 16,35 | 16,69 | 17,05 | 17,69 |
| 10 | 15,79 | 15,87 | 15,94 | 16,02 | 16,10 | 16,17 | 16,32 | 16,50 | 16,62 | 16,69 | 16,84 | 16,92 | 17,09 | 17,29 | 17,59 | 17,93 | 18,29 | 18,63 | 19,28 |
| 11 | 17,36 | 17,44 | 17,51 | 17,59 | 17,67 | 17,75 | 17,90 | 18,04 | 18,19 | 18,27 | 18,41 | 18,49 | 18,64 | 18,78 | 19,15 | 19,51 | 19,86 | 20,22 | 20,90 |
| 12 | 18,93 | 19,01 | 19,09 | 19,16 | 19,24 | 19,32 | 19,47 | 19,62 | 19,77 | 19,84 | 19,99 | 20,06 | 20,21 | 20,36 | 20,72 | 21,09 | 21,44 | 21,80 | 22,49 |
| 13 | 20,50 | 20,58 | 20,66 | 20,73 | 20,81 | 20,89 | 21,04 | 21,19 | 21,34 | 21,41 | 21,56 | 21,63 | 21,78 | 21,93 | 22,30 | 22,66 | 23,02 | 23,38 | 24,09 |
| 14 | 22,07 | 22,15 | 22,23 | 22,31 | 22,38 | 22,46 | 22,61 | 22,76 | 22,91 | 22,99 | 23,13 | 23,21 | 23,35 | 23,50 | 23,87 | 24,26 | 24,60 | 24,96 | 25,67 |
| 15 | 23,63 | 23,70 | 23,77 | 23,84 | 23,90 | 24,03 | 24,18 | 24,33 | 24,48 | 24,57 | 24,70 | 24,76 | 24,91 | 25,06 | 25,47 | 25,86 | 26,18 | 26,55 | 27,25 |
Примечение.
Приведение величины lH подсчитаны для угла в 90° при значениях х по табл. 16 и округлены до 0,01 мм.
Приведенные в таблице значения lH подсчитаны для гибки под углом 90°.
В случае необходимости найти длину нейтрального слоя для другого угла гибки, найденные из табл. 22, следует умножить на отношение φ/90 (где φ — требуемый угол гибки, град).
Если размеры гнутых деталей заданы, включая радиусы закруглений (рис. 60), то подсчет длины развертки производится по заданным размерам с введением поправки, приведенной в четвертом издании справочника (табл. 40). При подсчете длины развертки точных деталей с двусторонним допуском (±) расчет производится по номинальным размерам детали.
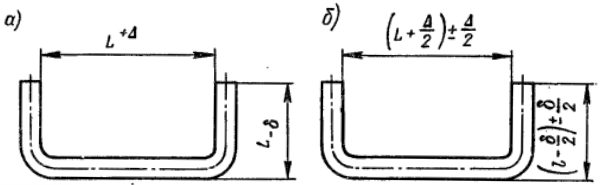
Рис.60. Схема пересчета односторонних допусков на двусторонние.
Если размеры детали заданы с односторонним допуском (рис. 60,а), то для того, чтобы деталь не вышла из поля допуска, необходимо односторонние допуски пересчитать на двусторонние (рис. 60,б). Расчет развертки производится по пересчитанным номинальным размерам детали на технологические размеры.
Необходимо сделать следующие технологические указания, без которых невозможно получить точные гнутые детали.
1. Размеры деталей будут соответствовать расчетным лишь в том случае, если гибка происходит без растяжения и утонения отгибаемых полок.
2. Двухугловая гибка должна производиться в штампах с сильным прижимом (см. рис.51). В противном случае средний участок, отжимая слабый прижим, выгибается и имеет длину, большую ширины матрицы. Без калибровки деталь получается некачественной, а при калибровке происходит осадка выпуклости и утолщение материала. Вследствие этого деталь получается с более короткими полками, чем предусматривалось по расчету. При гибке с сильным прижимам (0,3 — 0,5 РИЗГ) деталь получается качественной.
3. Четырехугловая деталь должна гнуться за две операции, или за два перехода последовательного штампа. При одновременной гибке всех четырех углов происходит растяжение верхних полок и деталь получается больших размеров, чем по расчету, и неправильной формы.
В случае гибки под углом без закругления размеры заготовки находят исходя из равенства объемов заготовки и изогнутой детали с учетом утонения в месте изгиба. Длина заготовки определяется как сумма длин прямых участков и прибавки на образование углов:
,где n — число прямых участков;
l1, l2, . ln — длины прямых участков, мм;
k — коэффициент, составляющий 0,38—0,40 при закруглении пуансона радиусом r = 0,05S
и 0,45—0,48 при закруглении пуансона радиусом r = 0,1S;
причем меньшие значения относятся к толщине материала S
Пример 1.
Определить длину заготовки для двухугловой гибки скобы размерами:
l1 = l2 = 40 мм, l3 = 30 мм, r = 1 мм и S = 2 мм
По табл. 22 находим длину нейтрального слоя lH = 2,76 мм.
Длина заготовки: L = 2l1 + l3 + 2lH = 80 + 30 4 + 5,52 ≈ 115,5 мм.
Пример 2.
Определить длину заготовки для шарнирной петли (нижняя схема табл. 21) при R = 3 мм, S = 1,5 мм.
Находим радиус нейтрального слоя ρ = R - уS; по табл. 17 для R/S = 2,0 и у = 0,44
ρ = 3 - 0,44 • 1,5 = 2,34 мм.
Длина развернутой заготовки: L = 1,5πρ + 2R - S = 11,0 + 6 - 1,5 = 15,5 мм.
Читайте также: