Гибка листового металла в московской области
Обновлено: 14.05.2024
Изготовление изделий и деталей любой сложности по чертежам клиента на станках Amada с ЧПУ
Гибка металла – это технологический процесс, в результате которого плоскую заголовку (листовой металл) преобразуют в трехмерную конструкцию, не применяя сварки и других видов швов и соединений. Все параметры производимой продукции контролируются оборудованием с ЧПУ. Высокоточные гибочные станки Amada обеспечивают безупречную геометрию и повторяемость изделий.
Подробнее о том, какие заказы на гибку металла выполняет компания СТиВ
Выполняем высокоточную гибку следующих видов листового металла:
- Нержавеющая сталь
- Углеродистая сталь
- Оцинкованная сталь
- Латунь
- Медь
- Алюминий
Стоимость гибки металла зависит от следующих параметров:
- Толщина листа
- Тип сплава
- Масса детали
- Длина гибов
- Сложность чертежа
В каком формате нужно предоставить описание будущего изделия?
- Для изготовления изделия посредством гибки металла требуется его чертеж в электронном виде, предоставленный в форматах PDF, DWG или DXF
- При необходимости для создания чертежа и необходимой технической документации можно обратиться к инженеру-конструктору завода СТиВ
Примеры металлоизделий и металлоконструкций, произведенных компанией СТиВ с использованием технологии гибки металла

Гибка алюминия 3 мм на заказ
Гибка латуни 3 мм на заказ
Гибка стали 1,5 мм на заказ









Посмотрите видеоролик о том, как осуществляется гибка листового металла на заводе СТиВ
Отправьте нам заявку, и мы свяжемся с вами для обсуждения вашей задачи
Станки Amada для гибки металла, на которых компания СТиВ готова выполнить ваш заказ

Гидравлический листогибочный пресс AMADA HFE M2-EVO 5012-C5
- Максимальная длина гиба: 1200 мм
- Максимальное усилие пресса: 50 тн
- Точность гибки: ± 0,1 мм
- Максимальная толщина листа: 8 мм

Гидравлический листогибочный пресс AMADA HFE M2-EVO 1003-С4
- Максимальная длина гиба: 3100 мм
- Максимальное усилие пресса: 100 тн
- Точность гибки: ± 0,1 мм
- Максимальная толщина листа: 6 мм
- Максимальная длина гиба: 4230 мм
- Максимальное усилие пресса: 170 тн
- Точность гибки: ± 0,1 мм
- Максимальная толщина листа: 8 мм
Хотите узнать больше о техническом оснащении завода СТиВ?
Предпочитаете познакомиться с нашим производством перед тем, как сделать свой заказ? Мы будем рады пригласить вас на завод!
Amada Co., Ltd – японский концерн, входящий в число крупнейших мировых производителей промышленного оборудования для лазерной резки, штамповки, гибки, а также других видов холодной обработки листового металла . Завод СТиВ, располагая собственным парком высокоточных станков Amada и более чем 10-летним опытом создания надежных и качественных металлических изделий, выполняет заказы любого уровня сложности.
Среди наших клиентов – как крупные корпорации, так и небольшие компании, а также частные лица, заинтересованные в профессиональном изготовлении нестандартных изделий из металла. Приглашаем вас познакомиться с нашими возможностями – и ждем ваших заказов.
Гибка металла
Осуществляем промышленную гибку листового металла — на автоматических листогибочных станках с ЧПУ.
Доставка готовой продукции собственным транспортом по Москве, Московской области, регионы РФ и Республику Беларусь!
Гибка листового металла листогибочным станком
Производственные мощности нашего оборудования позволяют производить гибку листового металла из черного проката и нержавеющей стали по параметрам заказчика.
Информация об услуге
Области применения гнутого листа
Для увеличения жесткости металлических конструкций применяют различные конфигурации изогнутого листа а в частности уголок гнутый.
Он также используется для строительства вентилированных фасадов и во многих других областях.
Угол гнутый получают из холодного листа металла путем гибки на листогибочном оборудовании.
Варианты изготовления гнутого уголка:
- — Полоса металла укладывается на нижний стол с матрицей. Под действием гидравлики сверху двигается пуансон. Прикладывая давление, происходит получение угла гнутого. — Лист металла пропускается через вальцы. Постепенно сдвигая их при каждом проходе, получают угол гнутый. При таком методе гибки можно получать поверхности разной формы: цилиндрические, сферические, конусные и другие.
Основным условием при получении уголка гнутого является отсутствие изменений
свойств металла при обработке. Как первый, так и второй способ оставляют
структуру металла на местах сгиба неизменной. При этом лист металла может иметь
толщину до 10 мм.
Технические возможности листогибочного станка
Галерея производства
Основные виды гибки металла
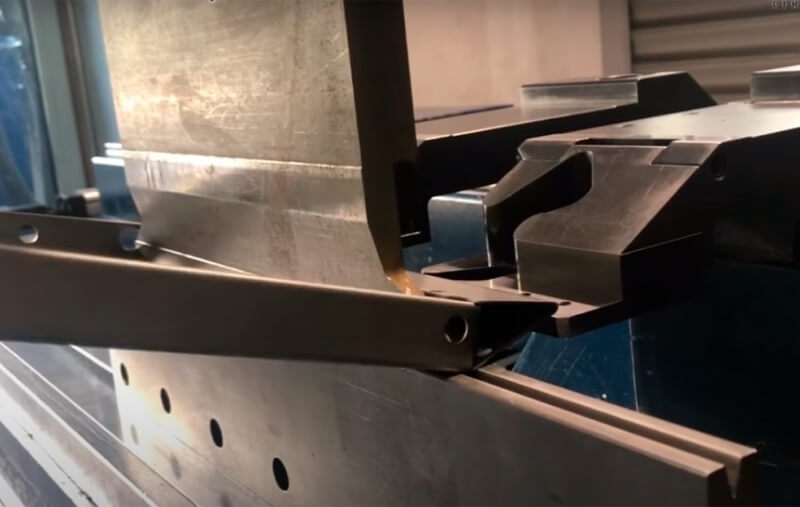
Гибка листового металла на гидравлическом прессе.

Гибка листового металла представляет собой процесс обработки стального листа, в процессе которого им придается необходимая форма.
Стальной лист укладывают на гибочные матрицы нижнего стола. Стальной лист может иметь различную толщину до 10 мм и длину до 6 метров в зависимости от назначения. Под действием поршней цилиндров установленных на верхнем столе пуансоны приближаются к листовому металлу, уложенному на матрицах нижнего стола. После контакта пуансона с листовым металлом сила давления начинает увеличиваться, и пуансон задавливается в металлический лист или в листовой металл , деформируя его вначале в области упругой деформации, а затем в области пластической деформации, что позволяет получить определенный изгиб листового металла. Все те слои металла, что располагаются вдоль оси изгиба, по своим размерам остаются неизменными, поэтому все расчеты проводятся именно с ориентировкой на данные слои металла.
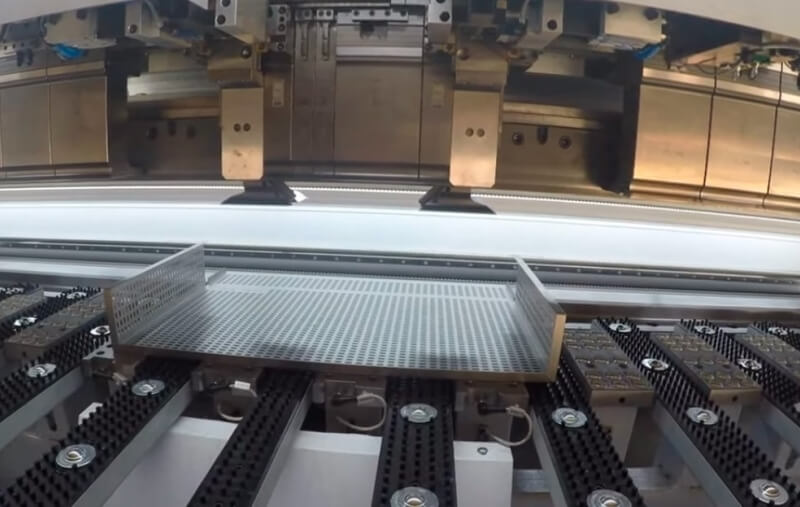
Гибка листового металла на вальцах.

Известно много способов гибки заготовок в холодном и горячем состояниях. В основном используется гибка металла в холодном состоянии на гибочных машинах, листогибочных гидравлических прессах и трех- или четырех-валковых листогибочных вальцах.
На листогибочных вальцах выполняют вальцовку листовой стали для образования цилиндрических, конических, сферических и седлообразных поверхностей и кольцевую гибку (вальцовку) .На роликогибочных станках производят вальцовку уголков, швеллеров, труб и двутавровых балок. Во избежание структурных изменений, появления значительного наклепа и полной потери пластических свойств стали, при холодной гибке заготовок, остаточное удлинение не должно выходить за границы предела текучести. При изготовлении гнутых профилей на листогибочных прессах внутренние радиусы закруглений для конструкций из углеродистой стали, воспринимающих статическую нагрузку, должны быть не менее 1,2 толщины листа, а для конструкций, воспринимающих динамическую нагрузку, не менее 2,5 толщины листа. Для листовых деталей из низколегированных сталей минимальные значения внутренних радиусов закругления должны быть на 50 % больше, чем для углеродистой стали.

Листогибочные вальцы имеют три или четыре горизонтальных валка, на которых гнут листовую сталь, максимальная ширина которой 2100—8000 мм при максимальной толщине 20—50 мм. Наибольшее распространение имеют трехвалковые вальцы с пирамидальным расположением вальцов . Два приводных нижних валка вращаются в одном направлении. Верхний валок перемещается по высоте и вращается в результате трения между валками и изгибаемым листом. Один подшипник верхнего валка может откидываться в сторону, для того чтобы можно было извлечь согнутую деталь. Перед гибкой листовых деталей цилиндрической формы подгибают оба торца листа на подкладном листе. Подкладной лист должен иметь ширину, в 2 раза превышающую расстояние между осями нижних валков, а радиус гибки должен быть меньше на 10—17 % радиуса гибки детали с учетом упругой деформации стали. Толщина подкладного листа обычно принимается 25—30 мм, однако она должна быть не менее 2-кратной толщины вальцуемого листа, а мощность вальцов должна быть достаточной для гибки листа в 3 раза больше, чем вальцуемый. После подгибки подкладной лист снимают и приступают к вальцовке, для чего листы пропускают через вальцы несколько раз в обоих направлениях. Степень изгиба листа регулируется подъемом или опусканием верхнего валка .
Оба способа позволяют выполнять гибку листа до 6 метров, металл может быть при этом как черный, так и нержавеющий. Большим преимуществом уголка гнутого можно считать возможность изготовления с самыми различными размерами полок. Уголок может быть симметричным, но возможно производства разнополочного с заданными параметрами.
Гибка стального листа в основном применяется для изготовления деталей различных форм методом холодной гибки(пример: гнутый уголок, гнутый швеллер и др.)
Ваш запрос успешно отправлен.
В ближайшее время наши менеджеры свяжутся с Вами.
Гибка металла – востребованная услуга. Она заключается в придании металлическому листу необходимой объемной формы посредством деформации, с применением пуансона и матрицы. По этой технологии производятся многие объемные изделия. В зависимости от условий гибки, она бывает горячей и холодной. Большее распространение получила холодная гибка, услуги которой и предоставляет наша компания.
На оборудовании ООО «ПРОМЭКС» ежемесячно:
- выполняется ≈ 2 млн. гибов;
- производится свыше 800 000 деталей;
- из них ≈ 10 000 – абсолютно уникальные.
Лучшая цена без колебаний – от 4 рублей за гиб
Мы более 7 лет удерживаем стабильно низкие цены на оказываемые услуги металлообработки. Для этого мы обновили свой парк оборудования высокоскоростными станками, внедрили в операции гибки новые технологии и оптимизировали производственный процесс. ООО «ПРОМЭКС» – крупнейший потребитель инструментов для листогибочных станков в годовом исчислении. Ежедневно мы совершенствуемся и создаем все более привлекательные условия сотрудничества.
Факторы, влияющие на сроки и стоимость гибки листового металла:
- Толщина листа. Для гибки толстых листов нужно больше усилий. При обработке толстолистового металла замедляется опускание балки станка и возрастает общее время операции.
- Длина гиба. От этого фактора зависит число применяемых гибочных инструментов. С увеличением длины гиба возрастает износ инструментов, что неизбежно влияет и на стоимость услуги.
- Масса детали - влияет на время металлообработки.
| Толщина от, мм | Толщина до, мм | Длина от 0 мм | Длина от 501 мм | Длина от 1001 мм | Длина от 2001 мм | Длина от 2701 мм | Длина от 3201 мм |
|---|---|---|---|---|---|---|---|
| 0 | 2,5 | 4,00 | 5,00 | 7,00 | 10,00 | 20,00 | 40,00 |
| 2,51 | 5 | 6,00 | 9,00 | 12,00 | 15,00 | 30,00 | 80,00 |
| 5,01 | 9 | 10,00 | 15,00 | 20,00 | 25,00 | 40,00 | 120,00 |
| 9,01 | 12 | 15,00 | 20,00 | 30,00 | 40,00 | 60,00 | 150,00 |
| 12,01 | 16 | 30,00 | 50,00 | 70,00 | 90,00 | 300,00 | |
| 16,01 | 20 | 50,00 | 100,00 | 300,00 | 500,00 | ||
| Наши цены НЕ зависят от марки материала. | |||||||
Добавочная стоимость на гибку - зависимость цены от массы детали.
| Масса от, кг | Масса до, кг | Цена, руб |
|---|---|---|
| 17 | 20 | 30,00 |
| 20 | 40 | 90,00 |
| 40 | 60 | 120,00 |
| 60 | 80 | 180,00 |
| 80 | 100 | 300,00 |
| 100 | 120 | 600,00 |
| 120 | 140 | 1200,00 |
| 140 | 160 | 1400,00 |
| 160 | 200 | 4000,00 |
Как сделать заказ
Мы выполняем холодную гибку металла. Она делится на 2 типа:
Свободная (V-образная) гибка
Этот вариант – самый популярный. Выполняется с помощью универсального инструмента: матрица обычно размещается в нижней части пресса, а пуансон фиксируется на балке. Именно пуансон оказывает давление на обрабатываемый лист металла и в тандеме с матрицей выполняет заданные гибы. При сгибании металла пуансон размещается во внутренней области угла гиба, а с внешней стороны находится матрица.
Метод свободной гибки мы применяем для металлических листов толщиной 0,5–16 мм, но точный диапазон толщин зависит от марки металла.
Доступные для этой технологии углы гиба – от 28–30 0 до 170–178 0 . Возможно получение и меньших углов, если дополнительно оснастить матрицу инструментом для плющения. Это позволяет дожать угол гиба до величин менее 28 0 . Плющению подлежит листовой металл толщиной 0,5–2,5 мм.
При мелкосерийном производстве выгодно применять свободную гибку, поэтому наши конструкторы отдают ей предпочтение при расчете заказов. Благодаря такому подходу мы устанавливаем на гибку листового металла привлекательные цены, одни из самых низких в стране.
Калибровка (штамп)
Способ калибровки менее востребован из-за более высокой стоимости услуги. Она обусловлена применением особого штампующего инструмента. Специально для выполнения конкретной операции гибки производятся отдельные матрица и пуансон. Изготовление специальной оснастки ощутимо отражается на цене изделий. Поэтому по технологии калибровки рационально производить средние и крупные серии продукции.
Преимущества этого метода:
- Возможность выполнения на 1 пресс совокупности гибов, в т. ч. получение Z-гиба с малым плечом (4–5 мм).
- Применимость на узкой области заготовки. К примеру, если нужно изготовить швеллер 30х10х30 мм, свободная гибка задачу не решит.
- Точность. Калибровка позволяет получать высокоточные детали из листового металла.
Гибка металла любой сложности
Тонкости технологии
Металлы для гибки
- Черные металлы. Повсеместно их широко используют для изготовления гибочных деталей. Причина такой популярности – в минимальной стоимости получаемой продукции. Преимущественно для гибки применяются стали низко- и среднеуглеродистых марок.
- Оцинковка. Отличается от черных металлов наличием цинкового покрытия. Нанесенный слой цинка выполняет защитно-декоративные свойства. Он оберегает материал от коррозии и придает ему привлекательный вид, позволяя обойтись без покраски.
- Нержавейка (стальные сплавы с содержанием никеля) Многие ее марки допускают гибку. Станки «ПРОМЭКС» позволяют обрабатывать листы этих марок в диапазоне толщин 0,5–12 мм. По сравнению с обработкой черных металлов, для сгибания никельсодержащих сплавов нужно прикладывать больше усилий. Поэтому есть ограничения по обработке длинных заготовок.
- Сплавы алюминия. Они сложны и требовательны в обработке, но огромный опыт наших специалистов позволяет успешно гнуть алюминиевые листы. При их обработке применяются матрицы с широкими ручьями, чтобы не допустить разрывов материала в области сгиба. Уделяется внимание и другим нюансам, включая возраст материала: чем он старше, тем сложнее гнется.
- Медь. Мы используем для гибки медь 6 видов, толщиной 0,4–10 мм.
- Латунь. Гнем листы некоторых марок, в диапазоне 0,5–10 мм.
- Титан. Преимущественно сгибаем тонкие листы, в пределах 0,5–3 мм.
«Правило 8» или формула идеальной гибки
Чтобы избежать дефектов в области сгиба, матрицу нужно брать в 8 раз толще, чем сама заготовка. Так, для листа толщиной 1 мм берем V8, для листа 1,5 мм нужна матрица V12 и т.д. При неправильном выборе матрицы, особенно при обработке цветмета, в области сгиба появляются микротрещины и разрывы.
Для некоторых материалов холодная гибка категорически не подходит. В их числе углеродистые стали 40 и 45, класс инструментальных сталей, латунь ЛС5-1, алюминиевые сплавы Д16, Д16БТ, АМг5 и АМг6.
Расположение волокон в цветных металлах
Этот фактор имеет значение при обработке медных, латунных, алюминиевых и титановых заготовок. Раскрой таких материалов нужно производить с учетом правильного направления волокон в листе. Линии будущих сгибов рекомендуется размещать перпендикулярно волокнам. Иначе возрастает риск порыва заготовок в процессе гибки.
Гибка листа
Посмотрите информацию о предприятиях, которые оказывают услугу «Гибка листового металла» в соседних регионах. Возможно вы найдете подходящего исполнителя среди них.
Гибка листового металла — это технологическая операция холодного или горячего деформирования плоской заготовки, направленная на получение пространственного изделия нужных параметров формы и размеров. Существует несколько видов гибки листового металла: относительно простые - одноугловая (свободная или V-образная) и двухугловая (П-образная), а также более сложные - многоугловая и радиусная (закатка). Для каждого из видов гибки используется специальное оборудование и технологическая оснастка. Преимуществами данной технологии являются: малая энергоемкость, относительная простота и доступность оборудования. Из недостатков стоит отметить различные искажения формы заготовки в процессе ее изгиба.
Гибка листа в Москве
Изготовление металлических изделий в той или иной степени связано с деформацией металла. Одной из наиболее распространенных операций для этой цели является гибка листового металла.
Что такое гибка листового металла
Под гибкой понимают воздействие на металлическую поверхность, при котором происходит растяжение внешнего слоя прокатного листа и одновременное сжатие внутреннего. В результате получается перегиб металлической заготовки под определенным углом, что ведет к изменению её формы. Способов гнуть лист и создать из заготовки необходимую деталь существует много. Например, для этой цели можно использовать сварку, но по сравнению с любыми другими вариантами обработки металла гибка листа имеет ряд преимуществ:
- Изделия, изготовленные при помощи гибки отличает высокая прочность и долговечность, поскольку место изгиба остается герметичным, а значит, более устойчивым.
- Стоимость гибки значительно меньше, чем цена на сварку или скручивание.
- Процесс гибки прост и не требует больших временных затрат.
- Гибка не влияет на физические и химические свойства металла, оставляя их неизменными.
- Бесшовные детали, обработанные методом гибки, имеют эстетичный внешний вид.
Виды гибки листового металла
Гнуть лист можно двумя способами: вручную и с использованием механической обработки. В первом случае придание заготовке нужной формы происходит за счет применения слесарного инструмента: молотка, тисков, плоскогубцев и т.п. Непременное условие для ручной гибки – толщина листа не должна превышать 0,6 мм. В противном случае необходимо использовать промышленное оборудование. Предприятия, оказывающие услуги по гибке листа для механической обработки крупносерийных и мелкосерийных партий используют пневматические и гидравлические прессы. Классифицируют гибку металла по следующим параметрам:
- В зависимости от вида конечного профиля, который может быть L-образный с одним перегибом, П-образный с двумя перегибами или сложной конфигурации с несколькими перегибами.
- В зависимости от способа приложения усилий. Гибка может быть свободной, когда заготовка располагается между двумя опорными элементами, а давление оказывается на её середину. Вторым вариантом деформации является калибрующий удар. Его отличительной особенностью является наличие пружинистой опоры под заготовкой.
- В зависимости от числа проходов. Параметр целиком зависит от пластичности материала заготовки. Для интенсивного изменения формы листа используют два или три прохода.
Применение гибки листа на предприятии
Технология гибки металла активно используется при изготовлении деталей с точным углом наклона поверхности для изготовления цельных бесшовных конструкций. Гибочная технология носит промежуточный характер. Она лишь готовит элементы для сборки крупных конструкций. На нашем портале собраны предприятия, оказывающие услуги гибки листового металла под заказ в Москве. Они имеют различный опыт работы с данной операцией, скорость и качество выполнения задач. Смотрите на отзывы и выбирайте тех, кто сможет решить именно ваши задачи.
Портал «Металлообработчики» в Московской области:
Посмотрите информацию о предприятиях, которые оказывают услугу «Гибка металла» в соседних регионах. Возможно вы найдете подходящего исполнителя среди них.
Гибка металла – это процесс изменения формы изделий металлического проката (лист, пруток, профиль, труба), который позволяет придать им необходимую изогнутую форму без резания и последующей сварки заготовок. При этом получается бесшовная монолитная конструкция, обладающая высокой точностью геометрии без риска возникновения коррозии в районе сварочных швов. Гибка металла может производиться при помощи листогибочного оборудования, имеющего механический, электромеханический, пневматический, гидравлический и ручной привод. Подача заготовок может быть автоматической или ручной. Кроме того, современные модели позволяют задавать размеры гибки в автоматическом режиме, используя ЧПУ.
Гибка металла
Гибка металла – это процедура, в ходе выполнения которой деформируют металл. В зависимости от того, насколько сложным будет контур гиба и толщина заготовок, работа осуществляется с нагревом полотна и без, а также на ручном или механизированном инструменте.
Разновидности
Согнуть металл не так просто. Суть гибки состоит в том, что металл обрабатывается под давлением, позволяющим изменить продольную ось в подготовленной заготовке. Выделяют несколько методик:
- Одноугловая.
- Двухугловая.
- Многоугловая.
- Криволинейная.
Для выполнения каждой из них используют определенную технологию:
- Свободная гибка. Сгибание металлических заготовок выполняют специальным рабочим оборудованием – пуасоном. Центр симметрии не фиксируют. То, какой будет конфигурация деформированных заготовок, зависит от формы пуасона.
- Калибрующим ударом. Подготовленные элементы закладывают в специальную полость. Ее конфигурация повлияет на конечную форму изделия.
- Роликовой матрицей. Части, из которых состоит рабочий инструмент, поворачиваются ручным или автоматическим механизмом. Постепенно будет сформирована ось в изогнутой заготовке.
Эта процедура обладает характерной особенностью. Сетка расположения макроструктуры зависит от того, в каком направлении сгибают полотно. В таком деле, как вальцовка металла и его гибка, нужно соблюдать определенные правила и грамотно подобрать технику выполнения поставленной задачи. Для этого нужно знать о:
- показателе, который определяет предельный радиус гиба;
- его соответствии фактической толщине заготовки, подвергающейся деформации;
- направлении, в котором расположены волокна проката;
- показателе текучести металла или сплава;
- допустимом отклонении от заданной формы.
Все перечисленные данные могут потребоваться в том случае, когда предприятия предоставляют услуги по сгибанию заготовки с малой толщиной, труб небольшого диаметра. В том числе, важна осторожность при обработке профильного проката от уголков до кругов. Нужно иметь представление о допустимой относительной деформации таких изделий после сгибания. Стоит заметить, что гибка металла не является энергоемкой операцией штамповки. Для тонколистовой гибки применяют ручные станки в виде профилегибов, трубогибов.
Читайте также: