Гибка металла в профильную трубу
Обновлено: 16.05.2024
Под профильной гибкой металла, в числе прочего, понимается и гибка труб с сечением, отличным от круглого. Данный процесс отличается достаточной сложностью, имеет определенные нюансы и требует наличия специальных устройств. Разумеется, не менее важен и опыт специалиста, проводящего работы.
Чтобы получилось изделие нужной формы, мастер обязан досконально знать технологии горячей и холодной гибки, уметь использовать предназначенное для этого оборудование, учитывать характеристики профиля. Впрочем, при желании все это нетрудно освоить, поэтому гибка профильных труб даже в домашних условиях для многих не является какой-то сверхсложной задачей.
Характеристики профильной трубы
Профильными называются трубы, которые имеют сечение, отличное от круглой формы. Они могут быть прямоугольной, овальной, шестиугольной или квадратной конфигурации. Подобная геометрия придает трубе повышенную прочность, так как ее грани исполняют роль ребер жесткости.
Рекомендуем статьи по металлообработке
Профильные изделия обладают способностью выдерживать значительные нагрузки на изгиб, поэтому они будут идеальным вариантом для возведения металлокаркаса сооружений самого различного предназначения.
Профильные трубы преимущественно производятся из высоко- или низколегированных сталей. По способу изготовления трубы бывают электросварного, холоднокатаного, бесшовного и горячекатаного исполнения.
Также изделия различаются по толщине стенки и высоте профиля. Такая разновидность труб может быть использована для производства лестниц, перил или рам. Наиболее частое применение профильные трубы находят в строительстве при сооружении конструкций арочного исполнения или при возведении каркасов – в качестве замены железного бруса.

Процесс гибки металла для изготовления профильных труб
Ключевым моментом данной технологии является применение штрипса, который представляет собой рулонный сверток из листового проката. Его доставка производится прямо с металлургических заводов. Он бывает разным по толщине. Это дает возможность производить профильные трубы требуемой степени надежности, чтобы использовать готовую продукцию для различных целей.
В большинстве случаев у штрипсов (от англ. слова «strip» – лента), предназначенных для изготовления прямоугольных и квадратных труб, ширина больше, чем необходимо. Поэтому перед обработкой их режут на полоски определенного размера. Такая операция осуществляется на специальных установках продольной резки. В результате получаются полосы из стального листа с шириной более 5 см. Их скрепляют между собой при помощи сварки, при этом образуется одна непрерывная лента.
После этого производят ее намотку на катушку. Это необходимо для того, чтобы процесс не останавливался. Фактически, на барабане размещается технологический запас штрипса, в результате этого работа вальцов на предприятии не останавливается, даже когда заканчивается стальная лента.
Ленточное изделие подается на стан формовки, который располагает несколькими клетями, в них и производится создание бесконечной заготовки круглого сечения. На этом этапе преимущественно используют холодную сталь без нагрева. Но есть и технология с применением высокой температуры.
Эти процессы приводят к образованию форм труб с открытыми швами. Их пропускают через сварочную установку для сваривания конструкции круглой формы током высокой частоты. При такой технологии края изделия сжимают вальцами, что приводит к выдавливанию расплава изнутри и снаружи трубы. По этой причине образуется грат, который удаляют с помощью резца.
На следующем этапе трубу охлаждают с применением специального эмульсионного состава, затем следует ее дальнейшее профилирование за несколько операций:
- В первую очередь заготовку обрабатывают на вальцах, чтобы по всей длине конструкции обеспечить равномерность ее сечения.
- После этого трубу круглого сечения с четырех сторон обжимают другим блоком вальцов, чтобы на выходе получить прямоугольное или квадратное готовое профильное изделие.

При получении плоскоовального или овального сечения необходимость в применении вторых вальцов отпадает, так как нужная форма трубы получается уже на этапе первой технологической операции.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
На заключительной стадии готовая профильная труба разрезается пилой на части необходимой длины. Стоит отметить, что изделие постоянно остывает – и при резке, и в процессе формирования трубы того или иного профиля.
Сложности гибки профильных труб
Несмотря на различия в конечной форме трубы, функция процесса профильной гибки металла заключается в придании изделию полного либо частичного изгиба. Достигается это только с приложением определенных внешних воздействий – или только давления, или давления в сочетании с нагревом.
Согласно физическим законам, во время изгиба на профильную трубу происходит одновременное воздействие двух разнонаправленных сил: силы сжатия, устремленной к внутренней части участка изгиба, и силы растяжения, которая возникает с противоположной стороны. Именно такая полярность направленности сил и является причиной появления некоторых сложностей, нередко возникающих при гибке труб:
- На различных участках трубы в зоне изгиба изменение формы происходит неодинаково – это служит основной причиной нарушения их соосности.
- При сильном растяжении стенка трубы с наружной стороны изгиба может потерять прочностные свойства или даже лопнуть.
- Напротив, во внутренней части изгиба в процессе сжатия могут образоваться складки.
Чтобы не было таких деформаций и не получилась вместо равномерно изогнутой трубы какая-нибудь неровная и смятая металлическая поверхность, необходимо учитывать свойства применяемого материала и геометрические характеристики изделия: радиус изгиба, диаметральные размеры сечения, толщину стенок. Применение таких знаний позволит выбрать наиболее оптимальный метод гиба.

Технология гибки профильных труб
В зависимости от диаметра трубы, механических свойств материала и требуемого радиуса и угла изгибания, работу можно производить либо вручную, либо посредством специального оборудования. Также существует метод холодной и горячей гибки, с заполнением внутреннего пространства трубы и без его наполнения.
Сначала о специфике горячего способа. Такой метод применяется, когда необходима гибка труб диаметром выше 10 см. Процесс деформирования данным методом осуществляется как вручную, так и с использованием механических приспособлений.
Процесс горячей технологии изгиба содержит следующие переходы:
- создание шаблона;
- заполнение внутреннего объема песком;
- нанесение разметки участка;
- нагревание;
- процесс гибки.
Для предотвращения деформации сечения трубы и образования складок на ее внутренней поверхности в месте изгиба внутреннюю полость набивают кварцевым песком.
Для удаления органических примесей песок необходимо предварительно просушить и прокалить при температуре от +150 до +500 °С, после чего просеять через мелкое сито с размером ячеек 3,3х3,3 мм. Недопустимо использовать влажный и мелкий песок, так как в первом случае в результате образования пара может возникнуть высокое внутреннее давление, что явится причиной вылета пробки, а во втором – при термическом воздействии вероятно спекание песка, он накрепко прилипнет к стенкам трубы. Помимо этого, исключено наличие в песочной набивке каких-нибудь мелких камней или иных инородных частиц, так как может произойти продавливание стенки.
Набивка трубы является очень трудоемким процессом, поэтому изделие устанавливают к вышке в вертикальное положение либо с незначительным уклоном. Так как плотность набивки напрямую отражается на качестве изгиба, то трубу необходимо непрерывно обстукивать на протяжении всего процесса заполнения песком. Глухой звук является признаком качественного наполнения заготовки.
Перед началом набивки трубы необходимо вставить заглушку на один из ее торцов. Пробки для заглушек можно изготовить из дерева или использовать металлические, но обязательно с отверстиями для выхода расширяющегося газа.
Перед непосредственным выполнением основной операции на заполненной песком трубе прочерчивают линии будущих участков изгиба, применяя шаблоны. Нагрев труб производят в горнах или печах. Сгиб осуществляют как ручным, так и механизированным методом.

В случае использования последнего варианта применяют специальные плиты, оснащенные упорными стойками, при помощи которых фиксируют разогретый участок трубы, и прижимные приспособления, предназначенные для фиксирования на плите торца изделия. На другой конец трубы закрепляется трос, с помощью лебедки или шпиля повышается усилие натяжения, и происходит процесс изгибания.
Чтобы избежать деформации стенок, между стойкой и трубой устанавливают прокладки прямой или изогнутой формы. Свободный конец с надетым на него тросом страхуется с помощью подставки. В момент процесса изгиба контролируют геометрию трубы, периодически прикладывая шаблон.
По завершении изгиба на необходимый угол из торцов удаляют пробки методом выжигания либо просто их выбивают. Песок высыпают в емкость, делают прочистку и промывку трубы. Затем производят окончательный контроль изгиба с помощью шаблона.
Для гибки труб небольших диаметров с применением холодного метода достаточно пользоваться различными ручными приспособлениями, но для больших сечений применяют механизированное оборудование.
Станки для холодной гибки профильных труб
Станки для профильной гибки металла классифицируют по разным признакам. Одним из них является уровень мобильности. Выделяют модели станков стационарного, переносного и носимого предназначения. Для первого варианта характерна классическая конструкция (плита + стержни) или это может быть заводская полноценная комплектация. Агрегаты переносного типа оснащаются опорой, а носимого вида идут вообще без нее.
По типу привода станки бывают:
- Ручного воздействия. Это наиболее простой вариант оборудования, сборку которого может произвести любой человек. В его основе заложено механическое воздействие с применением физических сил работника.
- С использованием электромеханики. В качестве привода применяется электрический двигатель. В большинстве случаев сборка основывается на комбинации из трех валов. Изгибание поверхности осуществляется за счет пропускания профильной трубы между конструктивными элементами оборудования.
- Гидравлического воздействия. В основе работы такого оборудования также лежит применение физической силы, но уже посредством использования гидравлических сил, при этом усилие давления увеличивается многократно. Благодаря этому и обеспечиваются необходимые результаты при гибке профильных труб. Модели, оснащенные электронасосом, являются более дорогими.
Общая задача оборудования, не зависящая от типа устройства, – гибка профильных труб. На станках механического типа это осуществляется за счет физического воздействия человека, а на устройствах автоматизированного исполнения – благодаря мощности электродвигателя, пневматики или гидравлики.

С ростом популярности профильного металлопроката резко увеличивается спрос на подобные виды оборудования в области строительной индустрии, что, соответственно, отражается на его стоимости.
На цену станков для профильной гибки металла оказывают влияние такие факторы, как:
- Автоматизация. Оснащенность программным управлением поднимает цену на оборудование от 50 до 150 %.
- Мобильность. Варианты переносного исполнения являются более дешевыми.
- Коэффициент производительности.
- Уровень механизации. Применение гидравлической системы и оснащенность электрическим двигателем способствуют поднятию цены на оборудование.
В зависимости от геометрических параметров профиля, стоимость станка может составить от 5 000 до 100 000 рублей. Середнячок-универсал отечественного производства обойдется примерно в 25 000 рублей, а оборудование зарубежных торговых марок – от 30 000 рублей.
Гибка профильных металлических элементов своими руками
При использовании простейших приспособлений вопрос о том, как можно собственноручно согнуть трубу без применения трубогиба, отпадет сам по себе.
Если существует необходимость согнуть стальную трубу диаметром не больше 10 мм или мягкую (алюминиевую), то применяется плита горизонтального исполнения с отверстиями, в которые устанавливаются металлические штыри, выполняющие функцию упоров. Благодаря этим штырям и производят гибку изделий с заданными параметрами. Данный метод имеет два существенных недостатка: необходимость приложения значительных физических усилий, а также низкая точность гибки.
Детали, имеющие высоту профиля 25 мм, лучше всего изгибать с помощью роликового приспособления. Трубу надежно закрепляют в тисках, а к другой ее части, которую необходимо изогнуть, прикладывают усилие посредством специального ролика. Использование данного приспособления позволяет получать более качественный изгиб, но тут требуется приложить большие физические усилия.
Чтобы сформировать на алюминиевых или стальных профильных трубах изгибы больших радиусов кривизны, применяют округлые фиксированные шаблоны, на которые монтируются особые хомуты для фиксаций заготовок. Использование таких приспособлений также позволяет гнуть трубы вручную, устанавливая с усилием ее в паз шаблона, геометрическая форма которого выполнена в соответствии с требуемым радиусом изгиба.
Необходимо отметить, что при использовании подобной технологии в большинстве случаев один торец подготовленного мерного отрезка трубы заглушается плотной пробкой, после этого во второй заливается вода или засыпается песок. Далее туда тоже ставится заглушка.
Избавит от многих проблем при осуществлении профильной гибки металла использование специальных устройств – профилегибов. Однако цены на данный вид оборудования достаточно высокие, и порой необходимость покупки таких станков ставится под вопрос.

Есть еще один вариант – приобретение специальных трубогибов для ручной работы, предназначенных для изгиба труб как круглого, так и профильного сечения.
При необходимости одноразового выполнения работ по сгибу заготовок приобретать механизмы даже ручного варианта нерационально. В таких случаях целесообразнее купить уже готовый элемент или оформить заказ в мастерской либо на соответствующем предприятии, где за относительно небольшую плату могут изготовить деталь любой сложности из собственной профильной трубы. Такое решение позволяет не только сократить затраты на изготовление и сэкономить силы и время, но и добиться нужного результата – качественного и правильного сгиба трубы с определенным диаметром и формой.
Профильная гибка металла имеет массу огромных достоинств. Главным из них является высокая производительность и отсутствие неэстетичных сварных швов, которые влияют на прочность готовых изделий. Возможность автоматизации такого процесса делает его незаменимым на производстве. Доступно изготовление профиля любой сложности формы – от простейших гибов до чрезвычайно оригинальных и сложных конфигураций поверхностей. Однако, чтобы получить качественное изделие, требуется не только опыт и профессионализм исполнителя, но и наличие современного оборудования.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Как производится гибка металлических труб: технологические тонкости выполнения работ
Трубы, согнутые под углом, нашли применение в нефтяной и химической отраслях, машино- и аппаратостроении. Без них не обходится ни один архитектурный или строительный проект.
Для поворотов можно использовать всевозможные фитинги, но тогда возможно возникновение течи, а иногда это просто недопустимо из эстетических соображений. Более привлекательный внешний вид и высокую надежность обеспечивает гибка труб — процесс, не нарушающий их целостность.
Мы расскажем, как лучше согнуть металлическую трубу как по холодной, так и по горячей технологии. В представленной нами статье описана специфика сгибания труб, выполненных из различных материалов. Приведены особенности работы с профильными и обычными круглыми трубами.
Особенности процесса гибки
Каждый металл обладает своими особенностями, без их учета невозможно придать металлическому прокату сложную форму. На изгибаемую трубу воздействуют радиальные и тангенциальные силы.
Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр. Гибка позволяет свести к минимуму число сварных швов при прокладке трубопроводов со всяческими отводами.
Гибка труб чаще всего востребована в сфере сооружения каркасов для устройства теплиц, навесов, входных групп, веранд, садовой мебели. В результате получается наиболее износостойкая основа для крепления деревянных, металлических, поликарбонатных деталей
Гибка труб для сборки трубопроводов позволяет сократить число фитингов, а значит, и количество угрожающих протечкой точек. Однако без использования специализированного инструмента гнуть трубы нежелательно. В итоге усилий дилетанта уменьшается сечение, следовательно изменяется давление среды и пропускная способность магистрали
Для получения идеального радиуса гибки без существенной деформации сечения трубы используют гибочные приспособления и установки
Если гибку трубы производят нечасто, достаточно соорудить плиту с дорнами для опоры трубы или сделать ручной инструмент из подручных материалов
Для фигурной деформации труб по одному заданному радиусу можно сделать оправку - приспособление с округлым краем, форму которого придают сгибаемой трубе
По способу привода в действие все гибочные станки делятся на механические и электрические. По принципу действия они подразделяются на вальцовые (роликовые) и гидравлические
Включение в схему станка домкратов, рычагов, гидравлических поршней позволяет существенно облегчить выполнение гибка, сократив прилагаемые физические усилия
Ручные гибочные инструменты и стационарные станки с гидравлическим гибочным механизмом можно приводить в действие с помощью электропривода
Способы сгибания труб
Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения.

Здесь схема, формулы и рекомендации по расчету параметров гибки труб, следование которым является гарантией хорошего результата
После прекращения воздействия нагрузки возникает такое явление, как пружинение, прямо пропорциональное модулю упругости материала. Величина возможной деформации также зависит от примененного метода гибки и геометрии объекта.
Специфика горячей технологии
Выбирают этот метод, когда нужно согнуть трубу диаметром от 10 см. Деформируют трубы горячим способом как вручную, так и с применением механизмов. Существует такое понятие, как минимальный радиус изгиба.
Протяженность зоны трубы, которую необходимо нагреть, определяют исходя из диаметра трубы и угла изгиба. При этом закругление не может быть меньшим, чем диаметр трубы, умноженный на 3.
Находят длину нагреваемого участка по формуле:
L = α х d / 15
В формуле: L — искомая длина в мм, α — угол изгиба в градусах, d — диаметр трубы снаружи в мм, 15 — коэффициент. Допустим, трубу диаметром 200 мм нужно изогнуть под углом 60⁰, тогда L = 60 х 200/15 = 800 мм, т.е. 4 диаметра.
Минимально допустимую величину радиуса изгиба для водогазопроводных труб в соответствии с требованиями ГОСТ 3262-92 можно взять из таблицы
Чтобы согнуть трубу, ее нужно нагреть до 900⁰. Оптимальная температура для начала гибки 760⁰, а на конец — 720⁰С. При пережоге ухудшаются прочностные характеристики материала.
В процесс горячего изгиба входит несколько операций:
- изготовление шаблона;
- набивка песком;
- разметка участка;
- нагрев;
- изгибание.
Чтобы не деформировалось сечение трубы и на внутренней ее части в месте изгиба не образовывались сладки, внутреннее пространство набивают кварцевым песком.
Предварительно песок сушат и прокаливают, с целью удалить органические примеси при температуре от 150 до 500⁰, а после пропускают через мелкое решето с размером ячеек 3,3 х 3,3 мм. Перед тем как начать набивку трубы, нужно заглушить один ее конец.
В качестве заглушек применяют деревянные или металлические пробки, имеющие отверстие для выхода газов. Мелкий и влажный песок использовать нельзя, т.к. первый при термическом воздействии спекается и крепко пристает к стенкам труб.
Второй, в результате образования пара, способствует возникновению высокого внутреннего давления, что может стать причиной вылета пробки. Недопустимо наличие в набивке камешков, они могут продавить стенку трубы.
Процесс набивки трубы очень трудоемкий, поэтому ее транспортируют к вышке и придают ей слегка наклонное или вертикальное положение. Так как качество изгиба находится в прямой зависимости от уплотнения набивки, трубу на протяжении процесса непрерывно обстукивают. Глухой звук свидетельствует о хорошем наполнении заготовки.
Перед тем как приступить непосредственно к главной операции, на набитой песком трубе прорисовывают участки будущих изгибов, приложив шаблон. Нагревают трубы в печах или горнах. Сгибают как вручную, так и механизированным способом.
В последнем случае используют специальные плиты, оснащенные упорными стойками, с помощью которых фиксируется нагретый участок трубы и прижимами, служащими для удержания конца трубы на плите. На противоположный торец трубы надевают трос, натяжение которого с помощью лебедки или шпиля и заставляет трубу изгибаться.
Чтобы стенки трубы не деформировались, в пространство стойка-труба помещают прокладки — прямые или изогнутые. Свободный конец с надетым на него тросом подстраховывается при помощи подставки. Во время процесса осуществляют контроль геометрии трубы, периодически прикладывая к ней шаблон.
Изогнув трубу под нужным углом, из нее удаляют пробки путем выжигания или просто выбивают их. Песок высыпают, трубу очищают и промываю. Выполняют окончательную проверку изгиба при помощи шаблона.
Гибка холодным методом
Для изменения конфигурации труб небольших диаметров используют различные ручные приспособления, для больших — механизированные трубогибы. В домашних условиях чаще всего требуется гибка водогазопроводных стальных труб, применяемых в устройстве систем водоснабжения и отопления.
Гибка трубы под 90⁰ называется отводом, 180⁰ — калач, с образованием уступа — утка, в виде петли — скоба.

Если гибка труб будет производиться редко, достаточно запастись простейшими приспособлениями. Металлической плитой с отверстиями, в которые в зависимости от радиуса устанавливаются штыри (рис.2) или оправкой — установленной вертикально двойной плоскопараллельной плитой с вариациями угла загиба (рис.3)
Для ручной гибки существуют и другие приспособления. В домашних условиях для изготовления змеевика для нагрева воды, трубку из нержавейки диаметром около 20 мм просто наматывают на отрезок трубы большого диаметра. Предварительно на большую трубу наваривают скобу, укладывают ее на опоры и зажимают.
Трубку плотно набивают песком и закрывают пробками, затем вставляют в скобу и начинают навивку. Трубу, используемую в качестве шаблона, нужно прокручивать, поэтому потребуются усилия как минимум двух человек. Закончив навивку, змеевик ровняют.

На таком приспособлении сгибают трубы диаметром до 2 см. Его крепят к верстаку посредством плиты (1) и ступицы. Ролик-шаблон (6) закреплен на общей оси плиты и ступицы. Подвижный ролик (2) зафиксирован скобой (4), имеющей рукоятку (3).Трубу размещают между роликами с таким расчетом, чтобы конец ее вошел в хомут (7). Скобу посредством рукоятки поворачивают вокруг шаблона до получения нужного угла загиба
Гибку трубы из нержавеющей стали или другого материала в домашних условиях можно выполнить и на самом простом приспособлении. Его целесообразно применять при небольших объемах работ.
Несложный механический станок для сгибания трубы можно соорудить собственными руками, особенно, если вы владеете навыками сварщика и знакомы со сварочным аппаратом:
Принцип действия самого распространенного варианта станка для гибки трубы основан на воздействии трех роликов, вращающихся одновременно
Для изменения радиуса сгибания один или два ролика должны быть жестко закреплены на корпусе, один или два перемещаться
Все три ролика должны снабжаться приспособлениями с закрепленными в них подшипниками. Желательно их установить внутри металлических втулок, чтобы избежать попадания во вращающиеся элементы посторонних предметов и сора
Вращающиеся ролики одновременно приводятся в движение за счет цепи (или ремня) соединяющего все три элемента
Если есть место для стационарной установки гибочной машины, ее лучше установить на чугунную или стальную сварную станину, которую рекомендовано крепить анкерами к полу
Тем, кому не нужно постоянно гнуть трубы, достаточно сделать небольшой станок для гибки. В его основе рекомендовано сделать отверстия для прочной фиксации на рабочем столе струбцинами
В ряде конструкций возможно перемещение всех трех вальцов. Положение верхнего регулируется верхним стопором с винтом, нижних - банальной перестановкой в отверстия корпуса
Гнуть трубу роликовый станок начинает, когда мастер вращает рукоятку. Ее подключают к одному из стационарных роликов
Гибка трубы по радиусу
Трубы широко используются в различных производственных сферах. Прежде чем приступить к монтажным работам систем трубопроводов, необходимо выполнение такого основополагающего процесса, как гибка трубы по радиусу. Благодаря подобной обработке значительно сокращается число необходимых сварных швов, что положительно влияет на общее качество работ.
Преимущества гибки трубы по радиусу
Трубы используются человечеством на протяжении тысячелетий, первые водопроводы создавались из их прототипов – тростника или бамбука. Древние римляне для изготовления труб использовали бронзу. В промышленных масштабах эти металлические изделия впервые начали производиться в начале XIX века. В наши дни ежегодно выпускаются миллионы тонн металлических труб, необходимых во множестве хозяйственных отраслей.

В процессе изготовления жестких металлических конструкций из цельной заготовки чаще всего используют не сварку или резьбовое соединение, а гибку труб .
Такая технология имеет ряд преимуществ:
- более низкую материалоемкость, поскольку отсутствуют ввариваемые патрубки;
- меньшую трудоемкость в сравнении с технологиями сварки и монтажа резьбовых соединений;
- более высокие гидроаэродинамические показатели;
- лучшая герметичность в сравнении с резьбовыми соединениями.
Кроме всего прочего, в отличие от сварки, структура металла не подвергается неблагоприятному воздействию. А после выполнения гибки труб по радиусу готовые изделия обретают привлекательный внешний вид.
Что происходит с материалом труб при их гибке по радиусу
Трубы с круглым, квадратным или прямоугольным сечением по-разному ведут себя в процессе обработки. Однако стенки изделия на внешней части гиба утончаются, поскольку в результате возникающих напряжений подвергаются растягивающему моменту.
Утончившаяся внешняя стенка обращается к выгнутой части трубы, направленной к ее срединной оси. Таким образом, деформации подвергается ее поперечное сечение. При превышении предела прочности происходит разрыв заготовки по внешней плоскости изгиба.
Стенки трубы на внутренней части гиба, напротив, утолщаются, поскольку на них воздействует сжимающее напряжение. При превышении предела прочности трубы на сжатие металл, из которого она изготовлена, утрачивает локальную жесткость, в результате чего внутри изогнутого изделия появляются глубокие складки.
- Последствия гибки квадратного и прямоугольного профиля.
При гибке по радиусу труб с квадратным или прямоугольным сечением их стенки подвергаются максимальному напряжению сжатия и растяжения с наружной и внутренней стороны сгиба. Высокая склонность материала к деформации осложняет процесс контроля действующих напряжений в процессе обработки.
При работе с профильным металлом отмечается его вертикально направленное расширение с внутренней стороны изгиба, горизонтально протекающее вдоль торцевой части изделия. Эти напряжения оказывают влияние на стенки заготовки, расположенные вертикально. Поперечное сечение подвергается деформации, приобретая трапециевидную форму.

Поперечное прямоугольное или квадратное сечение плохо принимает зажимные усилия, существующие между изгибочной и зажимающей колодкой. Труба проскальзывает вдоль колодки в начале изгибания. Из-за трения с колодкой возможен преждевременный износ оборудования.
- Проблемы при гибке круглых труб по радиусу.
При гибке по радиусу труб с круглым сечением материал менее подвержен деформации в местах высокого напряжения. Участки с максимальным напряжением сжатия и растяжения располагаются по касательной осевой линии к поперечному сечению. Благодаря круглой форме профиля металл при гибке может равномерно растекаться во всех направлениях, что облегчает процесс контроля деформации.
Круглое поперечное сечение позволяет заготовке легко передавать усилия, возникающие между изгибочной и зажимающей колодкой. В процессе гибки круглых труб по радиусу они почти не проскальзывают вдоль колодки.
Методы гибки трубы по радиусу
К технологии гибки профильных труб по радиусу сегодня предъявляются довольно высокие требования на предмет качества, производительности и себестоимости. Повышение уровня качества гибки достигается за счет автоматизации и отладки процессов, повышения уровня квалификации специалистов. В настоящее время существуют разные технологии обработки заготовок.
Если для гибки труб по радиусу невозможно использовать трубогибочные установки или приспособления для холодной обработки, заготовки подвергаются предварительному прогреванию. Эта технология сгибания является трудоемкой. Для ее выполнения необходим наполнитель, в роли которого выступает просеянный речной песок, в котором отсутствуют органические вкрапления и слишком мелкие фракции (поскольку в процессе термической обработки они подвержены спеканию и последующему пригоранию к стенкам трубы). Важно, чтобы песок был сухим, в противном случае существует риск возникновения чрезмерно высокого давления пара в процессе нагревания заготовки.
Для обработки необходима температура около +900 °С. Важно следить за тем, чтобы не появились пережоги. Кроме того, обработку следует ограничить одним нагревом, поскольку последующие действия отрицательно скажутся на качестве готового изделия. На размер разогреваемого участка трубы влияют такие параметры, как ее сечение и радиус гибки. После завершения работы необходимо извлечь из нее заглушки и песок, очистить и промыть внутреннюю часть изделия.
- Холодная гибка труб по радиусу.
У холодной гибки трубы по радиусу есть ряд преимуществ, отличающих ее от горячей обработки. Во-первых, речь идет о большей технологичности и производительности, благодаря которым снижается себестоимость готовой продукции. Технология холодной гибки по радиусу используется при работе с трубами, изготовленными из пластичных цветных металлов. Высокая ковкость, присущая меди и алюминию, позволяет выполнять их обработку, предварительно не разогревая.

Гибка труб по радиусу отрицательно сказывается на их качестве, что особенно актуально для конструкций, изготовленных из мягких металлов или имеющих тонкие стенки. В связи с этим обработка таких изделий производится при помощи механического стабилизатора – дорна. Так называется специальное приспособление, размещаемое в месте изгиба внутри заготовки во время обработки. Дорн предотвращает деформацию стенок изделия при гибке по радиусу. Приспособление может иметь жесткую или гибкую конструкцию.
В первом случае речь идет о направляющем элементе, изготовленном из твердых металлов, рабочая сторона которого имеет закругленный торец. Оснастка размещается непосредственно в точке изгиба. В конструкции гибкого дорна также присутствует твердый стержень. С одной стороны он дополнен несколькими изгибающимися сегментами шарообразной или полусферической формы. Будучи размещенной в месте изгиба, конструкция обеспечивает сохранность формы прохода. По окончании обработки по радиусу гибкий дорн выталкивают из области гиба, а внутренняя поверхность изделия дополнительно калибруется шариками.
Оборудование для гибки труб по радиусу
Строительный рынок предлагает широкий выбор индивидуальных инструментов, позволяющих выполнять гибку труб по радиусу. Сегодня можно приобрести как простейшие пружины, так и сложное электромеханическое оборудование с гидравлической подачей.
Устройства для гибки труб по радиусу, относящиеся к этому классу, характеризуются простотой конструкции, небольшим весом и габаритами, для выполнения гибки мастеру необходимо прикладывать физические усилия. В зависимости от принципа работы ручные трубогибы могут относиться к одной из следующих категорий:
Рычажные. Для выполнения гибки по радиусу используется большой рычаг, который позволяет снизить прилагаемые физические усилия. В подобных приспособлениях трубу вставляют в пуансон (оправу определенной формы и размера), затем за счет рычага огибают шаблонную поверхность заготовкой, получая в итоге готовое изделие нужного профиля. С помощью рычажного приспособления можно обрабатывать трубы малого диаметра (не более 2,5 см), изготовленные из мягких металлов, с радиусом закругления, достигающим 180°.
Арбалетные. Для обработки необходимо поместить заготовку на два валика или упора. Гибка происходит за счет того, что на поверхность трубы давит пуансон определенной формы и сечения. Благодаря сменным насадкам и подвижным упорам можно задавать различные значения радиуса изгиба как стальных заготовок, так и изделий из цветных металлов.

Гибочный башмак располагается на штоке, для перемещения которого используется винтовая передача, гидравлическое давление жидкости, нагнетаемой вручную или электроприводом. С помощью этих приспособлений можно выполнять гибку по радиусу труб, изготовленных из мягких металлов, диаметр которых не превышает 100 мм.
Трехроликовые агрегаты (трубогибочные вальцы). Наиболее распространенные устройства, используемые для гибки труб по радиусу в бытовых и промышленных масштабах, в основе работы которых лежит принцип холодной вальцовки. Их конструкция состоит из двух роликов, в которых крепится заготовка, затем к поверхности заготовки приближается третий ролик с одновременной прокаткой изделия в разные стороны. Таким образом можно обрабатывать трубы большего сечения, не опасаясь складкообразования. Аппарат не позволяет получить небольшой радиус закругления (менее 3-4 размеров внутреннего диаметра).
Названные приспособления для гибки по радиусу являются бездорновыми, соответственно, они показывают низкую эффективность при обработке изделий с тонкими стенками. Кроме того, их применение не рекомендовано при гибке заготовок со сварным стыком стенок, т. к. в процессе пластической деформации существует вероятность раскрытия отдельных участков шва.
В промышленных масштабах пользуются электромеханическими приспособлениями, позволяющими выполнять различные технологические процессы.
Бездорновая гибка. При радиусе гибки трубы типа 3D или 4D используются установки для бездорновой обработки. При помощи таких станков обрабатывают толстостенные трубы, используемые в мебельной и строительной отраслях, для изготовления магистральных трубопроводов. Отличительными характеристиками станков является простота конструкции и управления, малые размеры и вес.
Бустерная обработка. Применяются аппараты, в процессе работы которых деталь продвигается на специальной каретке с узлом. При помощи этих устройств для гибки труб по радиусу можно получать сложные изгибы, при этом стенки заготовок не будут утончаться. Они используются в производстве различных змеевиков, оборудования для котельных и других объектов теплоэнергетической сферы.
Дорновая гибка. С помощью такого оборудования производится высококачественная гибка по радиусу труб с тонкими стенками, наружный диаметр которых не превышает 120 мм. Управлять промышленными станками можно посредством автоматического или полуавтоматического программного правления.
Трехвалковая гибка. Оборудование подходит для обработки по радиусу заготовок из любых металлов и сплавов. Кроме того, оно без проблем справится как с заготовками, имеющими круглое или прямоугольное сечение, так и с уголками или плоскими пластинами. Многофункциональность аппаратуры обусловлена возможностью использования валков разных размеров с различными рабочими поверхностями. Показывает высокую эффективность при работе с длинными заготовками, имеющими одинаковый большой радиус закругления на всем протяжении.
Многое ручное и абсолютное большинство промышленного трубогибочного оборудования оснащается гидравлическим приводом.

Такая аппаратура характеризуется:
- бесступенчатой подачей привода к обрабатываемой трубе;
- возможностью развития значительных статических усилий в процессе возвратно-поступательного движения, достичь которых невозможно в устройствах с электроприводом;
- небольшими габаритными размерами основных узлов;
- высоким быстродействием;
- надежностью и долговечностью;
- отсутствием трущихся узлов и хорошей смазываемостью.
Гибка круглой или профильной трубы по радиусу своими руками
Если вы впервые планируете осуществить гибку труб по радиусу, следует прислушаться к советам профессионалов:
- Заготовки диаметром более 10 см нуждаются в предварительном разогревании для придания металлу податливости. С этой целью выполняется их отжиг. В обязательном порядке необходимо использовать наполнитель (к примеру, сухой мелкофракционный песок), который минимизирует риск возникновения вмятин, трещин и др. В качестве заглушек можно воспользоваться глиной или деревом.
- Не стоит забывать, что в процессе нагревания в трубе возникают газы, поэтому для предотвращения ее разрыва в заглушках следует сделать небольшие отверстия (диаметром 3-4 мм), через которые будут выходить газы.
- Выполнять гибку рекомендуется по радиусу, равному диаметру трубы, умноженному на 3.
- При разогреве заготовки необходимо ориентироваться на изгиб, т. е. на участок, который будет подвергаться деформации, остальные части трубы прогревать не требуется.
- Для разогрева используется газовая горелка или паяльная лампа. Металл необходимо прогревать до бордово-красного оттенка. Если же он нагреется слишком сильно, то его охлаждают с помощью воды.
- При обработке труб со швами важно контролировать их отсутствие на деформируемом участке. Оптимально, если стык располагается выше места изгиба.
- Для удаления наполнителя необходимо вынуть заглушки, простучать по трубе и высыпать песок.
- Для придания эстетического вида готовому изделию его необходимо зачистить от возникших окалин.
- При гибке трубы малого радиуса (не более 4 см) необходимости в разогреве может не возникнуть. Заготовка просто фиксируется в трубогибочном устройстве и обрабатывается.
Гибку по радиусу профильных труб необходимо выполнять с учетом:
- диаметра рабочего элемента (влияющего на технологию гибки);
- толщины стенок (от нее зависит используемое оборудование – большая величина поперечного сечения стенок требует приложения больших усилий при гибке);
- материала изготовления профильных труб (с учетом этого показателя определяют минимальный радиус гибки);
- показателя будущей окружности.

Несмотря на кажущуюся сложность, процесс такой обработки металла достаточно прост. Однако соблюдение техники безопасности является одним из ключевых требований. Тем, кто впервые решил попробовать свои силы в такой работе, стоит попрактиковаться на старых трубах, так как не всегда можно добиться нужного радиуса с первой попытки. Однако лучшим решением станет обращение в специализированную компанию, тем более что цены на гибку профильных труб по радиусу на сегодняшний день достаточно демократичны.
Станок для гибки профильной трубы: как соорудить трубогибочный станок своими руками
В домашнем хозяйстве станок для гибки профильной трубы используется не настолько часто, чтобы покупать дорогое оборудование заводского изготовления.
При возникновении такой необходимости, несложный трубогиб вполне можно сделать в частном порядке, предварительно определившись с тем, какой вид этой конструкции подойдет для выполнения поставленной задачи.
В этой статье подробно разобраны разновидности станков для гибки труб, описаны принципы их работы и способы сооружения.
Виды станков для гибки профильной трубы
Существует много модификаций оборудования для изменения конфигурации профильных труб. Связано это с минимальным радиусом изгиба. Если пренебречь этим важным параметром, в месте изгиба произойдет изменение прочностных характеристик материала в худшую сторону. Также нужно знать некоторые технологические тонкости гибки металлических труб и учитывать их во время работы.
При выборе конструкции к учету берут материал заготовки, диаметр, толщину стенок.
Классификация гибочных станков по типу привода
В зависимости от типа привода станки, предназначенные для гибки любых труб, бывают ручными, электромеханическими и гидравлическими.
Ручные. Это предельно простые механизмы, доступны для самостоятельного изготовления даже человеку, не посвященному в тонкости работы с металлом.

Ручной, изготовленный своими руками, станок для гибки профильной трубы — незаменимый помощник при изготовлении каркасов, декоративных элементов, самостоятельном монтаже системы вентиляции
Электромеханические. Такой станок имеет привод в виде электродвигателя — шагового или обычного, подключенного через нижний редуктор. Последнее решение обеспечивает высококачественный изгиб за счет правильного распределения напряжений.
Устройство механизма непростое, чтобы его изготовить, нужны специальные знания и хоть немного профессионализма.

Профилегибочный станок с электроприводом в большинстве случаев имеет вид 3-валовой конструкции. Профильную трубу пропускают между роликами. Элемент, находящийся по центру, может менять свои координаты по вертикали. При вращении центрального вала профилированная труба меняет свою геометрию
Гидравлические. Привод в этой модели ручной. В отличие от простой ручной конструкции, здесь в схему включен гидроцилиндр, что значительно снижает, прикладываемые при гибке, мускульные усилия.
Вальцы дают возможность гнуть профильную трубу в любом нужном направлении. Ручной профилегиб с гидравликой при своем небольшом весе может согнуть трубный сортамент шириной до 10 см.

Гидравлический цилиндр профилегибочного станка оказывает давление на поверхность трубы путем механического воздействия. Это заставляет двигаться шток цилиндра. В результате возникающей нагрузки, изделие деформируется. Давление в поршне может повышаться двумя способами — вручную и при помощи электронасоса
Виды трубогибов по способу установки
Существует деление профилегибов и в зависимости от способа установки. Различают оборудование стационарное, переносимое и носимое. Стационарные станки могут иметь вид как простой бетонной плиты со стержнями, так и солидного оборудования.
У компактных переносимых трубогибов имеется опорная стойка, а у носимой модели опоры нет, ее подбирают каждый раз во время использования оборудования.
Классификация станков по методу изгиба
От способа изгиба будет зависеть конструкция профилегиба и его производительность. Существует 3 основных метода гибки. Первый — выдавливание, когда геометрию профильной трубы меняют при помощи деформирующего ролика, выполняющего роль пуансона. Матрица в этом случае отсутствует.
Для выполнения операции требуются 2 прочные опоры с противоположных сторон изгиба, которые и выполняют роль матрицы. В качестве таких опор используют поворотные башмаки или ролики.
Поскольку усилие нарастает постепенно и постоянно имеет перпендикулярное направление по отношению к трубе, способ дает возможность получить хороший конечный результат. Применим метод только для работ в небольшом объеме.
Второй — прессование. Для получения гиба используют принцип слесарных тисков — отрезок трубы размещают между матрицей и пуансоном.
Профили последних для получения качественного изгиба должны в точности повторять геометрию детали. А также в расчете необходимо учесть остаточную деформацию металла. В домашних условиях этот способ применим, когда большой точности не требуется.

Станок для изменения формы профильной трубы способом прокатки состоит из трех цилиндрических валиков, цепи, привода и основы. Диаметр валиков должен соответствовать параметрам деформируемой профильной трубы
Третий — прокатка — универсальный способ, применяемый для гибки как тонкостенных, так и толстостенных труб. Гиб получают путем протягивания заготовки между роликами — одним вращающимся и двумя опорными.
Кроме упомянутых выше, гибка труб может также осуществляться следующими методами:
Сгибание трубы осуществляется при помощи трех вращающихся роликов. При этом радиус изгиба определяет их расположение по отношению друг к другу
При сгибании трубы арбалетным трубогибом она упирается в два ролика, а шаблон который располагается на штоке устройства сгибает ее между опорами
Принцип работы этого трубогиба заключается в сгибании трубы в холодном состоянии путем ее обкатки роликом вокруг гибочной колодки
При помощи зажима труба плотно фиксируется к ролику устройства. Проходя между роликом и шаблоном труба приобретает необходимую форму
Независимо от выбранной конструкции, при самостоятельном изготовлении станка для гибки труб, необходимо учитывать рекомендации специалистов. Выбирая материал для станины, нужно исходить из того, что толщина металла должна составлять не меньше 1/6 ширины профилированной трубы.
Так, если предстоит гнуть трубу, имеющую в сечении прямоугольник с параметрами 50 х 25 мм, то чтобы избежать деформации станины в процессе гибки, нужно взять швеллер или уголок толщиной не менее 10 мм. Опорная плита и пуансон с матрицей по толщине должны быть в 2 раза больше.
Оптимальный диаметр роликов — минимум утроенные размеры сечения. Полка швеллера и уголка, взятых для изготовления станины, должна быть в 2 и 3 раза больше ширины трубы соответственно. Если предстоит работа по гибке профильных труб прямоугольного сечения 50 х 25 мм, нужен швеллер 100 х 10 или уголок 150 х 10.
Изготавливаем гидравлический трубогиб
Рассмотрим схему станка с гидравлическим приводом, где изгиб происходит за счет продавливания профильной трубы по центру пуансоном, зафиксированным на поднимающемся штоке. В результате тесного контакта заготовки, опирающейся на два стационарных ролика, с подвижным пуансоном, последняя принимает его очертания.
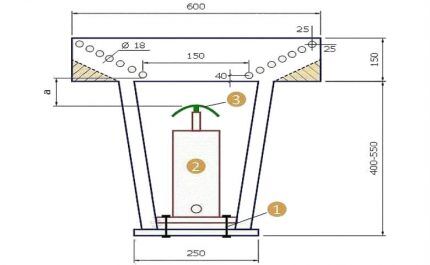
Такой станок называют арбалетным из-за схожести очертаний пуансона с формой арбалета. Основные его детали — основание (1), гидравлический домкрат (2), пуансон (3) и крепеж в виде болтов. Компоновку узлов станка выполняют согласно эскизу
Для разметки рабочей поверхности прокладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси, отмечают место нахождения нижних отверстий. Затем отмечают точки расположения верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией центра этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут находиться на пересечении сделанных отметок с наклонной осью. Отверстия на рабочей поверхности нужны для возможности регулирования радиуса изгиба профильной заготовки. Так как рабочая поверхность состоит из двух зеркально расположенных деталей, вторую размечают так же.
Высоту станка определяют параметры домкрата и расстояние, обозначенное на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм этот промежуток в нерабочем состоянии домкрата примерно должен равняться 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сконцентрировано в верхней его части. В результате такого воздействия наружный радиус трубы подвергается растяжению, что может вызвать истончение стенки, а в отдельных случаях и разрыв. Поэтому для деформации тонкостенных заготовок этот станок использовать не рекомендуют.
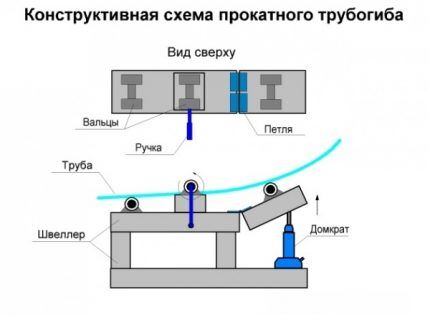
Прокатный трубогиб своими руками
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В условиях домашней мастерской проще изготовить 3-роликовую конструкцию с ручным приводом. Рассмотрим два варианта подобных станков.
Вариант станка с поворотной платформой
Принцип устройства такого станка для гибки труб с сечением, отличным от круглого, следующий:
- Основная станина связана через шарнирное соединение с поворотной платформой, которая и задает угол загиба.
- Платформу приводит в движение домкрат, упирающийся в нее рабочим штоком.
- Протяжка профиля осуществляют путем вращения рукоятки, находящейся на промежуточном валу.
Для изготовления основания станка и стоек потребуется швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве обойм для подшипников, основы вальцев, подойдет стальная труба с внутренним диаметром равным внешнему диаметру подшипников, которую делят на 6 коротких отрезков.
Поворотная платформа не единственный вариант регулирования параметров изгиба профильной трубы, это можно осуществить при помощи крайних вальцов. Для этого в опорных пластинах и швеллере проделывают отверстия, чтобы элементы были подвижными. Подымать крайнюю платформу можно любым домкратом, который найдется в хозяйстве
Из швеллера выполняют основу и две платформы. Отступив от одной из сторон около 0,5 м, приваривают вертикальную стойку из того же швеллера. Для этого два отрезка спаривают, чтобы стойка получилась прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее, берут отрезок профильной трубы и наращивают ограничители высотой не меньше, чем толщина профильной трубы, деформацию которой предполагают выполнять на изготавливаемом станке.
Направляющую платформу соединяют с основной станиной посредством дверных петель. На наращенные ограничители и края обеих платформ посредством сварки монтируют подшипники и усиливают конструкцию уголками. Валы вставляют в подшипники, а к среднему крепят ручку.
Под краем направляющей платформы устанавливают домкрат и закрепляют его на основе при помощи болтового соединения.
Сборку трубогиба с поворотной платформой осуществляют в следующей последовательности:
Для изготовления трубогиба понадобятся такие материалы: труба, швеллер - 2.5м, подшипники, домкрат, петли, вальцы
Необходимо разрезать швеллер на две части - одна из них будет основной платформой, а вторая - направляющей. Их соединяют при помощи металлических петель
На следующем этапе необходимо нарезать 6 кусочков трубы шириной 2 см и выгнуть их для крепления подшипников
Отрезав вальцы необходимой длины их нужно соединить с подшипниками и приварить конструкцию к рабочей платформе
Далее путем сварки изготавливаем основу для нашего трубогиба. Она должна быть немного больше, чем рабочая поверхность станка
Читайте также: