Гидроабразивная резка металла гибка металла
Обновлено: 05.10.2024
Ваш запрос успешно отправлен.
В ближайшее время наши менеджеры свяжутся с Вами.
Гибка металла – востребованная услуга. Она заключается в придании металлическому листу необходимой объемной формы посредством деформации, с применением пуансона и матрицы. По этой технологии производятся многие объемные изделия. В зависимости от условий гибки, она бывает горячей и холодной. Большее распространение получила холодная гибка, услуги которой и предоставляет наша компания.
На оборудовании ООО «ПРОМЭКС» ежемесячно:
- выполняется ≈ 2 млн. гибов;
- производится свыше 800 000 деталей;
- из них ≈ 10 000 – абсолютно уникальные.
Лучшая цена без колебаний – от 4 рублей за гиб
Мы более 7 лет удерживаем стабильно низкие цены на оказываемые услуги металлообработки. Для этого мы обновили свой парк оборудования высокоскоростными станками, внедрили в операции гибки новые технологии и оптимизировали производственный процесс. ООО «ПРОМЭКС» – крупнейший потребитель инструментов для листогибочных станков в годовом исчислении. Ежедневно мы совершенствуемся и создаем все более привлекательные условия сотрудничества.
Факторы, влияющие на сроки и стоимость гибки листового металла:
- Толщина листа. Для гибки толстых листов нужно больше усилий. При обработке толстолистового металла замедляется опускание балки станка и возрастает общее время операции.
- Длина гиба. От этого фактора зависит число применяемых гибочных инструментов. С увеличением длины гиба возрастает износ инструментов, что неизбежно влияет и на стоимость услуги.
- Масса детали - влияет на время металлообработки.
| Толщина от, мм | Толщина до, мм | Длина от 0 мм | Длина от 501 мм | Длина от 1001 мм | Длина от 2001 мм | Длина от 2701 мм | Длина от 3201 мм |
|---|---|---|---|---|---|---|---|
| 0 | 2,5 | 4,00 | 5,00 | 7,00 | 10,00 | 20,00 | 40,00 |
| 2,51 | 5 | 6,00 | 9,00 | 12,00 | 15,00 | 30,00 | 80,00 |
| 5,01 | 9 | 10,00 | 15,00 | 20,00 | 25,00 | 40,00 | 120,00 |
| 9,01 | 12 | 15,00 | 20,00 | 30,00 | 40,00 | 60,00 | 150,00 |
| 12,01 | 16 | 30,00 | 50,00 | 70,00 | 90,00 | 300,00 | |
| 16,01 | 20 | 50,00 | 100,00 | 300,00 | 500,00 | ||
| Наши цены НЕ зависят от марки материала. | |||||||
Добавочная стоимость на гибку - зависимость цены от массы детали.
| Масса от, кг | Масса до, кг | Цена, руб |
|---|---|---|
| 17 | 20 | 30,00 |
| 20 | 40 | 90,00 |
| 40 | 60 | 120,00 |
| 60 | 80 | 180,00 |
| 80 | 100 | 300,00 |
| 100 | 120 | 600,00 |
| 120 | 140 | 1200,00 |
| 140 | 160 | 1400,00 |
| 160 | 200 | 4000,00 |
Как сделать заказ
Мы выполняем холодную гибку металла. Она делится на 2 типа:
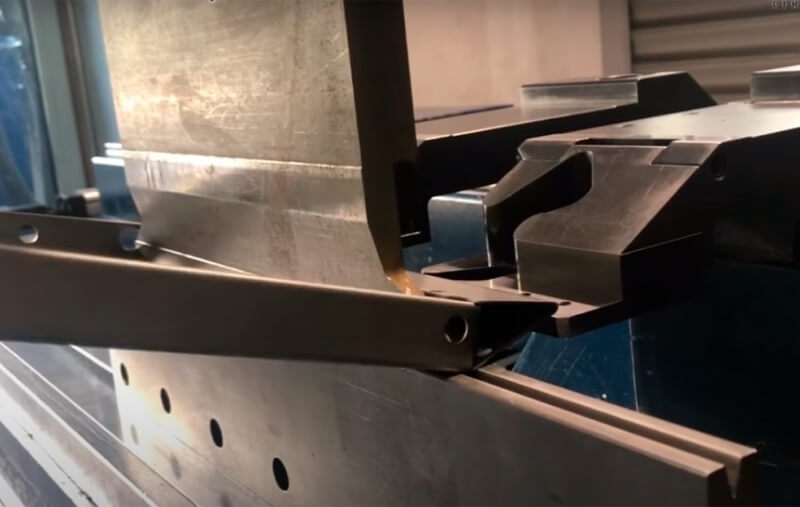
Свободная (V-образная) гибка
Этот вариант – самый популярный. Выполняется с помощью универсального инструмента: матрица обычно размещается в нижней части пресса, а пуансон фиксируется на балке. Именно пуансон оказывает давление на обрабатываемый лист металла и в тандеме с матрицей выполняет заданные гибы. При сгибании металла пуансон размещается во внутренней области угла гиба, а с внешней стороны находится матрица.
Метод свободной гибки мы применяем для металлических листов толщиной 0,5–16 мм, но точный диапазон толщин зависит от марки металла.
Доступные для этой технологии углы гиба – от 28–30 0 до 170–178 0 . Возможно получение и меньших углов, если дополнительно оснастить матрицу инструментом для плющения. Это позволяет дожать угол гиба до величин менее 28 0 . Плющению подлежит листовой металл толщиной 0,5–2,5 мм.
При мелкосерийном производстве выгодно применять свободную гибку, поэтому наши конструкторы отдают ей предпочтение при расчете заказов. Благодаря такому подходу мы устанавливаем на гибку листового металла привлекательные цены, одни из самых низких в стране.
Калибровка (штамп)
Способ калибровки менее востребован из-за более высокой стоимости услуги. Она обусловлена применением особого штампующего инструмента. Специально для выполнения конкретной операции гибки производятся отдельные матрица и пуансон. Изготовление специальной оснастки ощутимо отражается на цене изделий. Поэтому по технологии калибровки рационально производить средние и крупные серии продукции.
Преимущества этого метода:
- Возможность выполнения на 1 пресс совокупности гибов, в т. ч. получение Z-гиба с малым плечом (4–5 мм).
- Применимость на узкой области заготовки. К примеру, если нужно изготовить швеллер 30х10х30 мм, свободная гибка задачу не решит.
- Точность. Калибровка позволяет получать высокоточные детали из листового металла.
Гибка металла любой сложности
Тонкости технологии
Металлы для гибки
- Черные металлы. Повсеместно их широко используют для изготовления гибочных деталей. Причина такой популярности – в минимальной стоимости получаемой продукции. Преимущественно для гибки применяются стали низко- и среднеуглеродистых марок.
- Оцинковка. Отличается от черных металлов наличием цинкового покрытия. Нанесенный слой цинка выполняет защитно-декоративные свойства. Он оберегает материал от коррозии и придает ему привлекательный вид, позволяя обойтись без покраски.
- Нержавейка (стальные сплавы с содержанием никеля) Многие ее марки допускают гибку. Станки «ПРОМЭКС» позволяют обрабатывать листы этих марок в диапазоне толщин 0,5–12 мм. По сравнению с обработкой черных металлов, для сгибания никельсодержащих сплавов нужно прикладывать больше усилий. Поэтому есть ограничения по обработке длинных заготовок.
- Сплавы алюминия. Они сложны и требовательны в обработке, но огромный опыт наших специалистов позволяет успешно гнуть алюминиевые листы. При их обработке применяются матрицы с широкими ручьями, чтобы не допустить разрывов материала в области сгиба. Уделяется внимание и другим нюансам, включая возраст материала: чем он старше, тем сложнее гнется.
- Медь. Мы используем для гибки медь 6 видов, толщиной 0,4–10 мм.
- Латунь. Гнем листы некоторых марок, в диапазоне 0,5–10 мм.
- Титан. Преимущественно сгибаем тонкие листы, в пределах 0,5–3 мм.
«Правило 8» или формула идеальной гибки
Чтобы избежать дефектов в области сгиба, матрицу нужно брать в 8 раз толще, чем сама заготовка. Так, для листа толщиной 1 мм берем V8, для листа 1,5 мм нужна матрица V12 и т.д. При неправильном выборе матрицы, особенно при обработке цветмета, в области сгиба появляются микротрещины и разрывы.
Для некоторых материалов холодная гибка категорически не подходит. В их числе углеродистые стали 40 и 45, класс инструментальных сталей, латунь ЛС5-1, алюминиевые сплавы Д16, Д16БТ, АМг5 и АМг6.
Расположение волокон в цветных металлах
Этот фактор имеет значение при обработке медных, латунных, алюминиевых и титановых заготовок. Раскрой таких материалов нужно производить с учетом правильного направления волокон в листе. Линии будущих сгибов рекомендуется размещать перпендикулярно волокнам. Иначе возрастает риск порыва заготовок в процессе гибки.
Гидроабразивная резка металла
Раскрой металла по гидроабразивной технологии осуществляется с помощью направленной водной струи с включениями в виде частиц абразивного песка. Струя поступает под большим давлением и с филигранной точностью разрезает лист по заданным контурам.
- Мы выполняем гидрорезку металла толщиной до 500 мм, используя инновационные станки Waterjet.
- Центральный офис и производственные мощности ООО «ПРОМЭКС» находятся в Санкт-Петербурге. Но наша компания имеет представительства в Москве и регионах страны: Новосибирске, Екатеринбурге, Нижнем Новгороде, Ростове-На-Дону, Казани, Самаре и других городах.
- Доставка заказов налажена по всей стране.
Гидроабразивная резка металла по цене от 15 рублей за метр
На цену гидроабразивной резки влияют масштабы и срочность выполнения заказа, свойства обрабатываемого материала и необходимое качество реза. Мы принимаем заказы на сумму от 3000 рублей. Предлагаем вам ознакомиться с ориентировочными ценами в представленной таблице или скачать прайс-лист на резку металлов водной струей.
Стоимость раскроя алюминия и меди
| Толщина, мм. | Алюминий | Медь | ||||
|---|---|---|---|---|---|---|
| RZ20, руб. | RZ40, руб. | RZ60, руб. | RZ20, руб. | RZ40, руб. | RZ60, руб. | |
| 2 | 42,72 | 27,61 | 19,10 | 77,27 | 57,50 | 42,97 |
| 3 | 47,83 | 29,66 | 21,13 | 95,76 | 67,15 | 48,14 |
| 5 | 54,32 | 34,82 | 23,62 | 125,89 руб. | 80,69 | 54,72 |
| 8 | 102,67 | 65,82 | 44,64 | 161,05 | 103,25 | 70,03 |
| 10 | 139,10 | 89,15 | 60,47 | 237,94 | 152,52 | 103,44 |
| 12 | 178,34 | 114,35 | 77,56 | 322,22 | 206,60 | 140,12 |
| 16 | 264,68 | 169,64 | 115,07 | 413,42 | 264,85 | 179,70 |
| 18 | 311,20 | 199,60 | 135,34 | 612,86 | 393,12 | 266,63 |
| 20 | 360,22 | 230,80 | 156,58 | 721,08 | 462,12 | 313,63 |
| 25 | 491,04 | 314,87 | 213,55 | 833,75 | 535,03 | 362,83 |
| 30 | 634,24 | 406,70 | 275,81 | 1 136,93 | 728,96 | 494,69 |
| 40 | 955,13 | 611,93 | 415,14 | 1 471,32 | 941,65 | 639,30 |
| 50 | 1 316,45 | 844,31 | 572,53 | 2 211,05 | 1 419,14 | 962,02 |
| 60 | 1 725,00 | 1 105,52 | 749,44 | 3 054,96 | 1 961,76 | 1 329,56 |
| 70 | 2 175,00 | 1 389,59 | 943,87 | 4 002,00 | 2 565,38 | 1 732,46 |
| 80 | 2 668,00 | 1 702,98 | 1 156,64 | 5 002,50 | 3 227,42 | 2 186,88 |
| 90 | 3 201,60 | 2 052,31 | 1 389,59 | 6 156,92 | 3 962,38 | 2 685,91 |
| 100 | 3 775,48 | 2 425,45 | 1 640,16 | 7 411,12 | 4 764,29 | 3 227,42 |
Гидрорезка на нашем предприятии выполняется по чертежам изделий, которые вы желаете изготовить. После поступления заявки с вами свяжется менеджер, чтобы уточнить детали заказа, согласовать стоимость и сроки выполнения работ. Затем заказ без промедлений отправится на реализацию.
Прайс на гидрорезку нержавеющей и черной стали
| Толщина, мм. | Нержавейка | Черная сталь | ||||
|---|---|---|---|---|---|---|
| RZ20, руб. | RZ40, руб. | RZ60, руб. | RZ20, руб. | RZ40, руб. | RZ60, руб. | |
| 2 | 91,64 | 70,31 | 53,77 | 91,26 | 69,96 | 53,47 |
| 3 | 118,86 | 85,30 | 62,11 | 118,22 | 84,79 | 61,72 |
| 5 | 169,08 | 108,40 | 73,52 | 167,80 | 107,58 | 72,96 |
| 8 | 319,64 | 204,91 | 138,96 | 317,11 | 203,35 | 137,90 |
| 10 | 433,12 | 277,54 | 188,24 | 429,86 | 275,44 | 186,84 |
| 12 | 555,06 | 356,05 | 241,38 | 551,24 | 353,22 | 239,64 |
| 16 | 823,45 | 527,96 | 358,28 | 816,73 | 523,82 | 355,42 |
| 18 | 969,01 | 621,43 | 421,2 | 962,02 | 616,64 | 418,18 |
| 20 | 1 121,00 | 718,49 | 487,45 | 1 111,67 | 713,36 | 483,91 |
| 25 | 1 527,48 | 980,88 | 664,79 | 1 515,91 | 973,73 | 659,30 |
| 30 | 1 971,43 | 1 266,46 | 858,80 | 1 961,76 | 1 254,54 | 851,48 |
| 40 | 2 964,44 | 1 905,72 | 1 290,97 | 2 942,65 | 1 887,73 | 1 282,69 |
| 50 | 4 083,67 | 2 632,90 | 1 786,61 | 4 083,67 | 2 615,69 | 1 770,79 |
| 60 | 5 336,00 | 3 450,00 | 2 326,74 | 5 336,00 | 3 420,52 | 2 313,30 |
| 70 | 6 783,05 | 4 350,00 | 2 942,65 | 6 670,00 | 4 303,22 | 2 921,17 |
| 80 | 8 337,50 | 5 336,00 | 3 605,40 | 8 167,34 | 5 265,79 | 3 573,22 |
| 90 | 10 005,00 | 6 352,38 | 4 303,22 | 9 760,98 | 6 352,38 | 4 303,22 |
| 100 | 11 770,58 | 7 550,94 | 5 130,77 | 11 770,58 | 7 411,12 | 5 065,82 |
Выполненные работы
Резка металла гидроабразивной струей
Гидроабразивная резка (ГАР) использует в роли режущего инструмента воду с добавленным в нее абразивом – частицами песка. Водно-абразивная смесь подается со скоростью до 1200 м/с, под давлением более 4000 атм.
Преимущества резки водой:
- Универсальность. Эта технология используется для резки металлов и их многочисленных сплавов, стекла и оргстекла, гранита и других видов камня, пластиков, керамики, кожи и других материалов.
- Возможность резки хрупких материалов (от 2 мм) и толстых листов (до 500 мм).
- Механическая обработка без значительного теплового воздействия. Даже в области реза температура не превышает 90 0 С. Обрабатываемый материал не испытывает критических температурных воздействий, не плавится в месте разреза и не теряет своих исходных свойств.

Видео работы




Станочный парк ООО «ПРОМЭКС»
Для оказания услуг гидрорезки металла мы используем станки с 2 режущими головами. Их высокая производительность обеспечивает быструю реализацию заказов – сроки выполнения работ сокращаются в 2 раза.
Дополнительным преимуществом является усовершенствованная система позиционирования. Она дает возможность кроме стандартных листов металла обрабатывать заготовки сложной формы: непрямоугольной конфигурации, с имеющимися отверстиями или вырезами. Также мы обрабатываем гидроабразивом готовые детали, когда в них нужно вырезать дополнительные элементы.
| Количество гидроабразивных станков | Максимальные размеры листа | Максимальная толщина | Точность позиционирования | |
|---|---|---|---|---|
| Параметры гидроабразивного оборудования | 5 шт. | 6000 х 3000 мм | 500 мм | 0,2 мм |
Преимущества технологии
Гидроабразивная резка металла во многом превосходит более привычные технологии. Плюсами ГАР сравнительно с лазерной, автогенной и плазменной резкой являются:
Гидроабразивную резку металла

Гидроабразивная резка — процедура обработки материалов при помощи резки, где в качестве режущего инструмента, вместо резца применяется струя воды или смеси воды и абразивного материала, испускаемая под давлением, с высокой скоростью.
На сегодняшний день технология гидроабразивной резки является часто применимой и составляет серьезную конкуренцию таким традиционным способам резки как лазерная и плазменная.
Преимущества гидроабразивной резки
- Струя с абразивом по своим свойствам представляет собой высокоточный режущий инструмент, который не подвержен износу.
- Диаметр струи можно регулировать. Диаметр может составлять от 0,5 до 1,5 мм, что позволяет применять метод в изготовлении деталей любой сложности.

- Минимальное количество отходов.
- Рез можно начинать с любой точки листа.
- Благодаря отсутствию теплового и механического воздействия на металл, не изменяются его физико-механические свойства.
- Процесс пожаробезопасен, взрывобезопасен и экологичен.
- Температура в зоне реза не превышает 90 градусов, что позволяет избежать пригорания и оплавления по краю детали.
- Для определенных видов материалов, таких как сотовые и многослойные конструкции, керамика, композиты на сегодняшний день может применяться только гидроабразивная резка.
- Технология позволяет обрабатывать листы от 0,1 мм до 800 мм толщиной, в зависимости от мощности станка.
- Гидроабразивную резку можно применять при обработке большинства материалов от пружинной стали до цветных металлов.
5 причин заказать гидроабразивную резку металла в компании VT-Metall:
- Индивидуальный подход к каждому клиенту;
- Широкий спектр профессионального оборудования VT-Metall позволяет выполнить практически любую металлообработку и предложить комплексное решение поставленных перед заказчиком задач;
- Выгодные цены;
- Строгое соблюдение установленных сроков;
- Возможность выполнения заказов различных объемов.
История развития технологии
В промышленной сфере данную технологию впервые попытались применить в 30-е годы 20-го века для выемки руды, камня и угля. За тем, этот вид резки нашел применение в авиастроительной и аэрокосмической сфере.
Первоначально ученые пытались осуществить резку, используя только воду под высоким давлением. Но применение данного метода не являлось высокоэффективным и в 1979 году специалисты из США попробовали добавить в воду абразивный песок. Твердые частички песка, «отрывают» частицы металла и уносят его с собой с потоком под высоким давлением. Регулировка напора, расхода воды а так же размера и расхода твердых частиц, можно адаптировать данную технологию резки практически под любые поставленные задачи. Таким образом режущие свойства гидроабразивной резки были увеличены и в 1980 году был выпущен первый прототип гидроабразивного станка. А спустя 3 года началось серийное производство оборудования и комплектующих.

Гидроабразивная резка металла сегодня востребована во множестве сфер человеческой деятельности. Легкая и тяжелая промышленность, авиа- и машиностроение – перечислять можно до бесконечности. Уникальность процесса в том, что с его помощью можно раскроить практически любой материал.
Во многих случаях данный способ металлообработки является отличной альтернативой лазерной и плазменной резке. Иногда же это единственно возможный вариант благодаря особенностям и многочисленным преимуществам метода. Но давайте обо всем поподробнее.
Гидроабразивная резка металла: немного истории
Еще в 1947 году в СССР советский инженер-изобретатель получил авторское свидетельство на метод резки твердых материалов с помощью струи воды. Суть его – в правильном расчете силы воздействия водяной струи на материал. Поток текущей воды должен был превосходить силу соединения молекул данного вещества. Давление при этом следовало поднимать до нескольких тысяч атмосфер.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Однако американцы считают, что именно их инженер Норман Франц создал данный принцип резки. Это неверно, поскольку он начал проводить свои исследования не раньше начала 50-х годов ХХ века. Изобретатель занимался деревообработкой и вел поиски способов разделки больших деревьев на доски. Его работа была успешной, он сумел создать технологию, при которой струи воды били под высоким давлением и могли резать не только древесину, но и иные материалы. Недостатком метода оказалась небольшая продолжительность процесса. Дело в том, что Франц не сумел добиться длительного поддержания высокого давления воды.
Рекомендуем статьи по металлообработке
Так случилось, что сейчас по своему прямому назначению – для разделки древесины – водяная резка практически не используется. Уже в 1979 году американец Мохаммед Гашиш, сотрудник корпорации Flow, обновил способ, добавив в воду абразив. Это дало возможность проводить резку любого материала. И в 1980 году технологию запустили, начав обрабатывать гидроабразивной струей бетон, сталь и стекло.

Использование гидроабразивной резки началось с отраслей, где требуется обработка твердых материалов: титана, нержавейки, композитов (углеволокна) и пр. Это, прежде всего, космическая и авиационная промышленности. После чего технология стала распространяться и на другие сферы производства, где применялись не только для резки металлов. Гидроабразив использовали для обработки керамики и камня, в строительстве, для работы над созданием авиадвигателей и пр.
Технология гидроабразивной резки металла
В основу данной технологии положен принцип истирания (эрозии) металла водяной струей с абразивным веществом. Твердофазные частицы имеют высокую скорость и становятся переносчиками энергии. Они бьют по частицам обрабатываемого материала, отрывают их и убирают из зоны реза. Скорость обработки в основном зависит от массы, твердости и формы струи с абразивом, а также от ее кинетической энергии, угла удара. Большое влияние на скорость оказывают и механические свойства изделия, подвергаемого раскрою.
Насосом создается чрезвычайно высокое давление воды, которая затем подается на режущую головку. Сквозь узкую дюзу малого диаметра жидкость с огромной скоростью (около или превышающей скорость звука) попадает в камеру для смешивания с абразивными частицами. В качестве последних могут выступать зерна электрокорунда, гранатовый песок, карбид кремния и прочие материалы повышенной твердости. Полученная таким образом смесь вырывается из сопла и производит резку материала.

Есть и такие типы оборудования, где абразивное вещество поступает непосредственно в смесительную трубку. Гидроабразивную струю, производящую резку, следует гасить, то есть лишать остаточной энергии. Для этого применяют слой воды толщиной от 70 до 100 см.
Твердость абразивных веществ измеряется по Моосу и должна быть более 6,5. На их выбор влияет прочность обрабатываемого материала. Кроме того, обязательно следует помнить о более быстром износе головки при использовании твердых веществ. Гидроабразивная смесь производит резку в основном за счет частиц, а вода в большей степени транспортирует (доставляет) их к месту разъединения. Крупицы абразива выбираются такого размера, чтобы они составляли от 10 до 30 % от диаметра струи.
Зерна абразива имеют размер от 0,15 до 0,25 мм, что составляет от 150 до 250 мкм. Иногда их размер может быть от 0,075 до 0,1 мм, то есть от 75 до 100 мкм. Такое вещество выбирают, когда поверхность реза должна иметь малую шероховатость. Оптимальным специалисты называют размер абразивных частиц меньший (dс.т.– dв.с.)/2. При этом dс.т. представляет собой диаметр смесительной трубки изнутри, dв.с. – диаметр водяного сопла.
О том, как происходит гидроабразивная резка металла, смотрите на видео:
Достоинства и недостатки гидроабразивной резки металла
Рассмотрим многочисленные достоинства гидроабразивной резки материалов. Перечислим основными из них:
- Отсутствие нагрева, а следовательно, и тепловой нагрузки на металл.
- Нет выбросов вредных веществ.
- Возможен раскрой взрыво- и пожароопасных материалов.
- Уровень шума достаточно низкий.
- Небольшие отходы резки.
- Высокая скорость работы.
- Нет необходимости в дополнительной очистке поверхности реза.
- Высокая точность разреза.
- Возможность работать с большим количеством материалов.
- Изготовление изделий сложных конфигураций.
Впрочем, у гидроабразивной резки имеются и недостатки, к числу которых можно отнести:
- высокую стоимость абразива (расходного материала, например, песка);
- чрезвычайно быстрый износ режущей головки;
- весьма вероятное возникновение ржавчины на месте реза;
- низкая скорость резки тонких листов металла.
Оборудование для гидроабразивной резки металла
Станки для гидроабразивной резки являются достаточно сложными и отличающимися повышенной энергоемкостью. Машина состоит из таких элементов, как:
- Головка инструментальная, которая может поворачивать резак на определенный угол. Это дает возможность работать с поверхностями, имеющими сложную конфигурацию.
- Насос, с помощью которого происходит прокачка и фильтрация воды.
- Компрессор, подающий абразивные частицы под давлением.
- Рабочее место, снабженное аппаратурой трехкоординатного позиционирования. При работе с оборудованием небольшого размера мастер проводит данные действия сам.
- Гасящая остатки энергии ванная, наполненная водой. Она жестко связана с остовом аппаратуры.
- Специальные емкости, в которые помещается абразивное вещество и вода.
- Устройство ЧПУ либо пульт, используемый оператором для позиционирования изделия.

Самой популярной является аппаратура для гидроабразивной резки компании WaterJet Cоrp. Inc. (Италия). Фирма производит оборудование портативного и консольного типа. Последнее используется для обработки изделий небольшого размера. Портативное же, имея большую жесткость и точность, предназначено для резки толстых изделий.
Компания изготавливает силовые установки для оборудования и насосы. На ходовой портал устанавливается система автопозиционирования, которая дает возможность проводить одновременную резку различных по составу и толщине материалов. Это качество отличает его от аппаратуры термической резки.
Дополнительные узлы для станка гидроабразивной резки
В процессе выбора оборудования для гидроабразивной резки следует обращать внимание не только на основные узлы и агрегаты, но и на вспомогательные опции. Это дает возможность мастеру в случае необходимости проводить фигурный раскрой материала.
Гидроабразивная резка металла значительно упрощается, если оснастить станок лазерной либо ультразвуковой системой, проводящей сканирование реза для распознавания любых шероховатостей и неровностей, а также для стабилизации зазора. В том числе она помогает повысить точность резки.
Оборудование для гидроабразивной резки металла, цена которого немного выше среднерыночной, снабжено прибором, помогающим убирать отработанный абразив. Существует несколько особенностей этой аппаратуры:
- она обязательно включает насос и бак-отстойник;
- тип насоса – мембранный, поскольку он может быть использован в агрессивной среде;
- бак-отстойник должен иметь разъемы для крепления шлангов, которые можно быстро снять, а также должна быть возможность перемещать его погрузчиком или кран-балкой.
Управление станком для гидроабразивной резки металла
Оборудованием можно управлять посредством его интерфейса или файлов-заданий, загруженных в систему. Они представлены как чертежи и технические параметры. Файлы должны иметь параметры, соответствующие программному обеспечению оборудования. Это может быть CAD, COREL DRAW и пр.

С помощью интерфейса мастер указывает координаты движения (его начала и конца), изменяет скорость и направление резки. После ввода задание поступает в автоматизированную систему управления (АСУ) с целью его выполнения.
На следующем этапе режущая головка ставится в начало и станок начинает работать. Программное обеспечение оборудования переводит содержащиеся в файле данные в команды, которые управляют дозатором для абразива, насосом, двигателем, управляющим головкой.
Пока происходит резка, АСУ читает показания всех датчиков, проводит корректировку скорости, с которой движется головка, подачи воды, выполнения работы. Система также отслеживают плановые и аварийные ситуации, отключает станок при необходимости.
Существует оборудование, которым управляет мастер. Он следит за выставлением всех параметров, включая угол наклона, что происходит вручную. Это снижает уровень комфорта работы. Однако существует ряд преимуществ оборудования гидроабразивной резки, не имеющего модуля ЧПУ. К ним относят:
- Стоимость аппаратуры – она в 1,5 раза меньше цены станков с ЧПУ.
- Мастер, работающий на станке, может не иметь профильного образования. Управлять оборудованием настолько просто, что оно не нужно. В то же время, машина дает возможность выполнять резку изделий, которые имеют простые формы.
Расходные материалы для абразивной резки
Гидроабразивная резка металла, услуги которой предлагаются различными производствами (крупными и мелкими), требует частой замены быстроизнашивающихся частей оборудования и расходных материалов. К ним относятся:

- Абразивное вещество, используемое для резки. Его минимальный расход в самых экономичных станках составляет от 300 до 350 г/мин. С увеличением толщины материала количество абразива также увеличивается. В таком качестве выступает разбитый на мелкие фракции песок из натурального граната. Он является чрезвычайно прочным и может применяться для работы с тягучими и тугоплавкими материалами.
- Вода – она должна быть обязательно специально подготовленной и прошедшей фильтрацию. Качество реза во многом зависит от состава и качества жидкости с абразивом. Поэтому водоподготовку необходимо проводить обязательно.
Помимо вышеперечисленного, для качественной гидроабразивной резки необходимы большое количество воздуха и электроэнергии, а также своевременная и постоянная замена износившихся деталей.
Например, один раз за 50 часов следует ставить другое сопло. Направляющая трубка при этом меняется один раз за 100 часов работы. Насосная станция имеет прокладки и уплотнения, которые также часто изнашиваются. От них зависит очень важный параметр – уплотнение. Уплотнители помогают поддерживать давление. Понять необходимость их замены можно по падению рабочего давления при сохранении одинаковых производственных параметров.
От чего зависит стоимость гидроабразивной резки металла
Гидроабразивная резка это процесс обработки материалов струей воды с частицами мелкого песка. Для начала работы необходима тщательная подготовка. Требуется просеять песок с особой тщательностью, в противном случае возможна неверная резка металла. Важно, чтобы работа мастера, проводящего резку, была отточена до мелочей. Именно поэтому такие работники особо ценятся и получают немалую заработную плату.
Стоимость гидроабразивной резки во многом зависит от трех факторов, а именно от:
- вида разреза;
- качества, с которым необходимо выполнить заказ;
- параметров используемого оборудования.
По виду разреза раскрой делят на прямой и криволинейный. Качество исполнения определяет заказчик. Это может быть грубый разрез или высокого качества, обработка которого в последующем не производится. Под параметрами станка имеется в виду мощность и время, которое требуется оборудованию на выполнение работы.
Достаточно большую часть себестоимости работ составляют затраты на гранатовый песок. В настоящее время на нашем рынке его стоимость составляет 20–35 тысяч рублей за тонну. Разброс цен зависит от производителя. Оборудование расходует абразив со скоростью, которая может достигать 25 кг/час, что зависит от интенсивности процесса. Экономия материала достигается вычислением количества абразива, необходимого на резку определенного металла. В некоторых случаях сэкономить можно применением чистой воды для обработки конкретных материалов.
Итак, гидроабразивная резка с успехом используется промышленными предприятиями для эффективной обработки практически любых материалов. Не сработает метод лишь с закаленным стеклом и алмазом.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Резка металла
Компания «МеталлПроцесс» стремится к полной автоматизации в сфере резки металла. Технологические инновации с применением лазерного и гидроабразивного оборудования делают процесс быстрым, максимально экономичным и экологически чистым, гарантируют идеальное качество и точность реза.
Мы работаем в металлообработке более 16 лет. Выполняем заказы любых объемов по резке металла в Москве. Производственные мощности и профессионализм персонала позволяют гарантировать неизменное качество и подходить индивидуально к запросам и пожеланиям каждого клиента.
Лазерная резка – эффективный способ обработки листового металла

Лазерный луч позволяет быстро резать металлические изделия с минимальными тепловыми затратами. Контур реза точный, гладкий, все мелкие детали получаются тщательно проработанными.
- резать хрупкие легко деформирующиеся материалы;
- вырезать элементы из стали быстро и с высоким уровнем точности;
- работать с твердосплавными металлами;
- обеспечить идеальные кромки детали;
- прорабатывать микродетали со сложным контуром;
- уменьшить термическое воздействие;
- в режиме импульса прожигать точку глубиной до 1/3 толщины материала.
Наши возможности по лазерной резке
Стоимость резки металла лазером
| Толщина, мм | Цена, руб./м | ||
|---|---|---|---|
| Чёрная сталь | Оцинкованная сталь | Нержавеющая сталь | |
| 1 | 6,40 | 6,40 | 14,20 |
| 1,5 | 7,20 | 7,20 | 17,70 |
| 2 | 10,70 | 10,70 | 20,90 |
| 2,5 | 19,20 | 10,70 | 24,50 |
| 3 | 20,00 | 28,10 | 29,20 |
| 4 | 21,80 | 28,10 | 36,80 |
| Толщина, мм | Цена, руб./м | |||
|---|---|---|---|---|
| Алюминий | Латунь/бронза | Медь | Титан | |
| 1 | 11,70 | 41,00 | 16,90 | 58,50 |
| 1,5 | 14,70 | 64,40 | 26,00 | 70,20 |
| 2 | 18,30 | 81,90 | 48,10 | 81,90 |
| 2,5 | 21,17 | 93,60 | 56,14 | 97,40 |
| 3 | 25,60 | 99,50 | 68,90 | 117,00 |
| 4 | 34,60 | 117,00 | 91,00 | 140,40 |
Компания «МеталлПроцесс» в цифрах
Уникальность гидроабразивной резки

Технология дает возможность работать с прочной, твердой сталью и цветными металлами, легко резать материалы любой толщины. Поверхность изделия не нагревается, не выделяются частицы пыли и вредные компоненты.
Позволяет обрабатывать все стандартные и новейшие композитные материалы:
- минералы (бетонные, каменные, стеклянные и керамические поверхности);
- все виды бумажной и картонной продукции;
- вспененные пластики, полимеры, резина;
- ткань и кожу;
- легированные, углеродистые и чугунные стали;
- цветные металлы;
- высокопрочные конструкционные сплавы титана.
Наши возможности по гидроабразивной резке








Стоимость гидроабразивной резки металла
| Толщина, мм | Цена, руб./м | |
|---|---|---|
| Чёрная сталь | Нержавеющая сталь | |
| 2 | 69,50 | 69,90 |
| 3 | 80,20 | 80,80 |
| 5 | 94,80 | 95,60 |
| 8 | 179,30 | 180,60 |
| 10 | 242,90 | 244,70 |
| Толщина, мм | Цена, руб./м | ||
|---|---|---|---|
| Алюминий | Медь | Титан | |
| 2 | 24,80 | 55,90 | 69,90 |
| 3 | 27,50 | 62,60 | 80,80 |
| 5 | 30,70 | 71,10 | 95,60 |
| 8 | 58,00 | 91,00 | 180,60 |
| 10 | 78,60 | 134,50 | 244,70 |
Другие услуги по металлообработке
Главное направление нашей деятельности – технологическая обработка материалов на лазерном и гидроабразивном оборудовании. Также мы выполняем гибку и перфорацию на металле, ленточнопильную резку, координатную пробивку.
Механический метод металлообработки. Заготовка срезается резцами из более прочного и твердого металла, чем обрабатываемый. Нанашем ленточном станке можно резать металл диаметром до 500 мм, осуществлять профильную прокатку сечением 660 х 508 мм, под прямым углом.
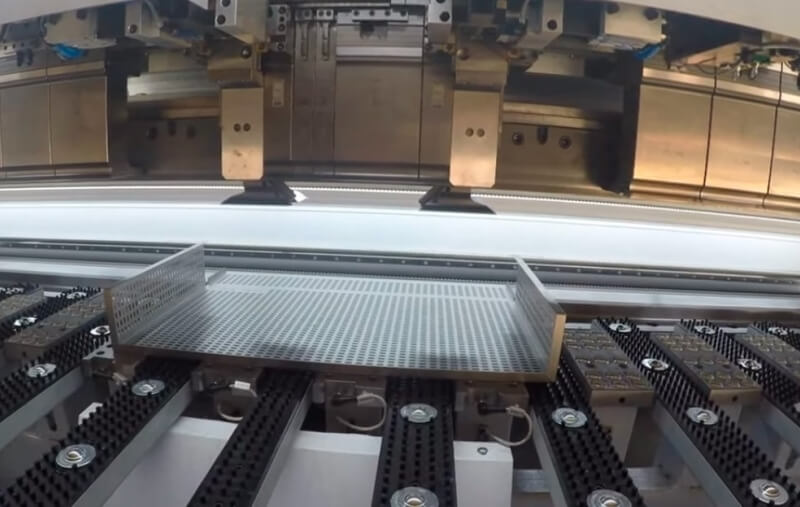
Штамповочная операция, заключающаяся в пробивании разных геометрических отверстий в любой необходимой последовательности. Нашакомпания перфорирует оцинковку, нержавеющие стали, листовые сплавы алюминия и других цветных металлов толщиной до 8 мм. Максимальные размеры листа до 1,5 х 4,0 м
Востребованная технология холодной обработки листового металла. Гибке поддаются холоднокатаный металлопрокат, нержавеющая иоцинкованная стали, а также алюминий. Мы обрабатываем металл с максимальной длиной 3230 мм с точностью 0,05 мм.
Процедура производится на специальном современном координатно-пробивном станке. Механизм позволяет получить готовую деталь сровными краями, которые не требуют дополнительной зачистки и доработки. Обработке поддаются черные и цветные металлы.
Слово директора

Компания ООО «МеталлПроцесс» образована в 2005 году. Все 16 лет компания успешно развивается и увеличивается.
Созданы конструкторско-технологический отдел, направление механической обработки, сборочный участок. За это время у нас появилось много постоянных заказчиков. Как руководитель хочу поблагодарить всех партнеров, оказавших нам доверие.
Мы готовы реализовать Ваши заказы
Наша производственная мощность позволяет справляться с заказами больших объемов. Собственный склад с металлом гарантирует бесперебойное снабжение заказчика изготовленными деталями. Высокоточное автоматизированное оборудование снижает риск брака до минимума.
Мы выполняем и небольшие разовые заказы. Для изготовления детали хватит простого эскиза с размерами. Современное оборудование и контроль за работой опытных специалистов дает возможность выполнять изделия любой сложности.
Примеры работ



Как мы работаем
Наше оборудование
Используя только современное оборудование мы не ограничены в передовых технологиях по резке и обработке металла.
TRUMPF - немецкая компания по производству промышленных машин. Один из крупнейших в мире поставщиков станков для обработки листового металла и труб. Компания почти с вековой историей преуспела в производстве станков для резки, сварки, координатной-пробивки, гибки и обработки поверхности. В нашем распоряжении имеется 2 станка холодной обработки листового металла, 5 станков лазерного раскроя TRUMPF серий 3000, 5000 7000 и 2 станка для координатно-пробивочных работ.
WATERJET - итальянская компания по производству оборудования для гидроабразивной резки, которая недавно отметила свое 30-ти летие. Стремительно завоевывает рынок благодаря постоянным научно-исследовательским работам. Является одними из самых влиятельных игроков на рынке систем гидроабразивной резки. Мы используем 2 станка этой компании WATERJET CLASSICA CL 612 и WATERJET SUPREMA DX1020.
AMADA - концерн, основанный в Японии более 70 лет назад. Специализируется на станкостоительстве, обработке листового металла, штамповке, лазерной резке, гибке и обработке металла. Преуспела в направлении холодной обработки металла. Одной из основных запатентованных разработок компании служит конструкция листогибочного пресса, которая исключает необходимость использования устройств для компенсации прогиба. В нашей компании используют листогибочную установку AMADA HFE 100-3.
Читайте также: