Гильотина для металла электрическая схема
Обновлено: 19.05.2024
Гильотина НК3418 представляет собой листовые кривошипные ножницы с наклонным режущим инструментом. Она предназначена для резки металла в листах с пределом прочности до 500 МПа.
1 Ножницы гильотинные НК3418 – технические характеристики
Данная гильотина является установкой последнего поколения с инновационной кинематической схемой работы и новой конструкцией. Она активно используется на авиа-, машино-, сельхозмашино- и судостроительных предприятиях, а также в иных сферах современной промышленности.
Эти гильотинные ножницы могут в автоматическом режиме выставлять зазор между задним механизированным упором и режущими ножами, что дает возможность оператору устанавливать требуемые параметры отрезаемых изделий со своего рабочего места при помощи счетчика цифрового вида, смонтированного на передней части агрегата.
Гильотина имеет следующие ключевые технические характеристики:
- 17500 кгс – максимальное усилие реза;
- 6,3 мм и 2000 мм – соответственно, наибольшая толщина и ширина разрезаемого металлического листа с сопротивлением (временным) не более 500 МПа;
- 920 мм – дистанция от верхней части ножа (неподвижного) до пола;
- 700 мм – максимальная длина полосы, которую можно отрезать при использовании заднего упора гильотины;
- 1 градус 30 минут – угол наклона ножа (подвижного);
- 4250 кг – масса агрегата;
- 1620 мм – высота над уровнем пола.
Габаритные параметры машины в плане таковы:
- 1600 мм – без удлинителя спереди-назад;
- 2065 мм – с удлинителем спереди-назад;
- 2780 мм – слева-направо.
Электрооборудование, установленное на гильотинных ножницах, имеет следующие технические параметры:
- число электродвигателей – 2;
- ток сети и электропривода – трехфазный переменный;
- напряжение – 380 В (силовая цепь), 110 В (цепь управления), 24 В (цепь для освещения линии обработки металла);
- частота – 50 Гц;
- число точек освещения – 3;
- принцип функционирования привода заднего упора – толчковый;
- мощность двигателя: основного привода – 8,5 кВт, заднего упора – 0,37 кВт, совокупная – 8,87 кВт.
Электропривод ножниц работает в таких режимах: толчковый, непрерывные и одиночные ходы, проворот вручную.
2 Кинематическая схема гильотины НК3418
Конструкция установки состоит из трех сборочных единиц, каждая из которых располагает автономным управлением и индивидуальными приводами:
- задний упор;
- главная цепь;
- поддерживатель листа.
Главная цепь включает в себя электродвигатель, соединенный с маховиком передачей клиноременного типа, а также с входным валом цилиндрического двухступенчатого редуктора (через специальную муфту-тормоз). Эксцентриковый вал жестко соединяется в ножницах с колесом редуктора (выходным). Шатуны, установленные на эксцентриковом валу, взаимодействуют с ножевой и прижимной балкой через рычаги. Эти три элемента формируют сборочную отдельную единицу, которая крепится на эксцентриковых осях станины посредством шарниров.
При включении муфты-тормоза и двигателя указанная единица (ее обычно называют механизмом реза) перемещается как одно целое по заданной траектории вплоть до контакта балки (прижимной) с горячекатаным или холоднокатаным листом, подвергающимся раскрою. После этого ножевая балка начинает двигаться прямолинейно по направляющим, зазор между ножами выставляется устройством в автоматическом режиме в зависимости от того, какую толщину имеет лист. При контакте металла с режущим инструментом отмечается повышение его усилия, часть которого (около 25 %) передается посредством рычагов на прижимную балку.
Цепь заднего упора состоит из электрического двигателя, связанного с червячным редуктором (с его быстроходным валом) клиноременной передачей. На редукторе также установлены две звездочки. Одна из них связана цепной передачей с указателем ширины полосы, которую необходимо отрезать, вторая – с валом, вращающим ходовые винты, соединенные с упорной балкой. Последнюю можно выставить по нужному размеру полосы более точно, если использовать ручной поворот (при помощи маховичка) вала двигателя.
Поддерживатель листа гильотинных ножниц серии НК имеет пять флажков поворотного вида, которые крепятся на оси. Ее при потребности можно поворачивать в требуемом направлении. Привод поддерживателя выполняется реверсивным пневматическим цилиндром, функционирование которого осуществляется пневматическим распределителем.
3 Важные элементы гильотины – краткий обзор
К основным узлам рассматриваемого нами устройства для резки металла относят следующие элементы конструкции:
- Станина. Она выполняется цельносварной, состоит из траверсы, двух стоек, стяжки и стола. На этом узле крепятся все агрегаты и сборочные единицы гильотины. Составной неподвижный нижний нож размещен в выемке стола, главный вал – в стойках станины. Через склиз удаляются отрезаемые изделия, а механизм реза крепится к станине при помощи проушин.
- Редуктор. Крепится на ведущем валу (используются подшипники качения). В редукторе установлены диски из алюминиевого материала, входящие в пазы бесконтактных путевых выключателей.
- Привод ножниц. Он смонтирован на траверсе. Его задача состоит во включении двигателя, на валу которого расположен шкив, соединяющийся с маховиком клиновыми ремнями.
- Устройства реза. Данный механизм состоит из стяжки, ножевой и прижимной балки, специальной стойки. В направляющих этого устройства находится составной нож.
- Муфта-тормоз. Располагает ведущими дисками, с помощью которых ее соединяют с кронштейном и маховиком. Смонтирована муфта на ведущем редукторном валу (на самом его конце, где присутствует шлицевая эвольвентная нарезка).
- Задний упор. Крепится к ребру балки четырьмя болтами, конструкционно состоит из двух кронштейнов. В них смонтированы ходовые винты (между собой они соединены коническими шестернями и промежуточным валом), задача которых заключается в регулировке зазоров.
- Передний упор. Располагает роликами и удлинителями, по пазам коих происходит движение упорной планки, что и позволяет выполнять качественный и эффективный роспуск металлических холодно- либо горячекатаных листов.
- Боковой упор. Он необходим для упора и направления (параллельного) заготовки в область реза. Если одновременно применять боковой и зданий упор, точность обработки материалов существенно увеличивается.
4 Как управлять гильотиной – электрооборудование ножниц
Управление установкой производится при помощи панели переключателей, находящейся в отдельно стоящем специальном ящике, и пульта управления. При этом в ящике монтируется вся без исключения регулировочная, защитная и пусковая аппаратура. Шкаф управления позволяет выбрать один из режимов работы гильотины:
- "Одиночный ход";
- "Толчок";
- "Непрерывный ход";
- "Ручной проворот".
Отметим, что работа гильотинных ножниц с поддерживателем листа возможна исключительно при включении "Одиночного хода".
Для защиты оборудования в гильотине устанавливаются микропереключатели, которые автоматически блокируют функционирование машины при:
НА3121 Ножницы гильотинные с наклонным ножом для листового металла
Схемы, описание, характеристики

Изготовителем и разработчиком ножниц НА3121 является Шимановский завод кузнечно-прессового оборудования г. Шимановск Амурской области.
Станки, выпускаемые Шимановским заводом кузнечно-прессового оборудования
НА3121 Ножницы кривошипные листовые гильотинные с наклонным ножом для обработки листового металла. Назначение, область применения
Гильотина НА3121 разработана в 1983 году и серийно выпускалась с 1984 года. Разработчик Шимановский завод КПО г. Шимановск.
Ножницы кривошипные гильотинные НА3121 выпускались по ТУ2-041-1068—83, ГОСТ 6282-76 и заменили устаревшую модель Н3121.
Ножницы гильотинные механические НА3121 с наклонным ножом для листового металла предназначены для продольной и поперечной резки листового материала. Применяются в заготовительных цехах машиностроительных предприятий.
Особенности конструкции кривошипных гильотинных ножниц НА3121
Ножницы НА3121 выполнены с верхним приводом.
Вращение от электродвигателя через клиноременную передачу, муфту-тормоз, цилиндрический редуктор передается на эксцентриковый вал и далее через кривошипно-шатунный механизм — ножевой балке.
Станина ножниц представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
На стойки опирается стол, к которому винтами крепятся нижние ножи. Горизонтальным перемещением стола регулируется зазор между верхними и нижними ножами. К столу крепятся передний и боковой упоры.
Ножевая балка — сварной конструкции Г-образной формы, усиленная ребрами. На ножевой балке крепятся верхние ножи.
Пневматические уравновешиватели служат для компенсации массы ножевой балки, а также для снижения динамических нагрузок при работе ножниц.
Пневматическая многодисковая фрикционная муфта-тормоз жесткосблокированная и расположена на левом конце приводного вала.
Для мерной резки полос ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки. Установка заднего упора производится с помощью винтового механизма, приводимого от маховичка вручную.
Лист при резке прижимается прижимной балкой, работающей согласованно с ножевой балкой. Необходимые усилия прижима обеспечивают пружины, которые размещаются в стаканах прижимной балки.
Электросхема обеспечивает работу ножниц на одиночных и автоматических ходах.
Управление ножниц кнопочное и от педали.
Смазка основных механизмов комбинированная.
Гильотинные ножницы с наклонным ножом. Общие сведения
Синонимы: ножницы гильотинные, ножницы листовые, ножницы механические, ножницы кривошипные, ножницы гидравлические, shears for sheet metal working, guillotine shears, crank shears.
Гильотинные ножницы - ножницы с наклонным ножом предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее - по заднему или боковому упорам.
В зависимости от типа привода верхнего ножа гильотинные ножницы бывают:
- механическими (кривошипными)
- гидравлическими
Гидравлические гильотинные ножницы являются наиболее мощными, длина реза у них достигает 8 и более метров, толщина разрезаемого материала - до 60 миллиметров.
Гильотинные ножницы с механическим приводом во многом схожи с гидравлическими ножницами, основным отличием является система привода: оба движения лезвия (и вверх и вниз) обеспечиваются кривошипным механизмом.
Ножницы с механическим приводом не обладают высокой мощностью и применяются для резки материалов максимальной толщиной 3 - 8мм. Однако скорость реза у этого класса гильотин достаточно высока – до 56 резов в минуту (для сравнения, у гидравлических ножниц количество резов варьируется от 3 до 18 в минуту).
Гильотинные ножницы различают, также, по конструкции привода верхнего ножа:
- ножницы с прямым ходом верхнего ножа
- ножницы с поворотной (качающейся) балкой - консольные
У гильотинных ножниц с прямым ходом верхнее лезвие закреплено на раме, которая за счет кривошипа или 2-х гидроцилиндров перемещается вниз по прямым направляющим, расположенным на внутренней поверхности боковых стенок машины.
У гильотинных ножниц с поворотной балкой перемещение верхнего ножа происходит за счет вращения балки вокруг центров, находящихся на боковых стенках в задней части станка. Поскольку система привода поворотной балки находится внутри корпуса машины - ножницы с поворотной балкой более компактные.
При относительно низкой стоимости ножниц с поворотной балкой, компактности и простоте их исполнения, у них все же имеется определенный недостаток: угол резки не изменяется, оставаясь равным установленному производителем, вне зависимости, режутся ли толстые или тонкие листы.
НК3418 Ножницы гильотинные с наклонным ножом для листового металла
Схемы, описание, характеристики

Изготовителем ножниц НК3418 является Стрыйский завод кузнечно-прессового оборудования.
Станки, выпускаемые Стрыйским заводом КПО
НК3418 ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные нк3418 разработаны в 1977 году и серийно выпускались с 1979 года. Разработчик Азовский ПО КПО, Донпрессмаш г. Азов.
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НК3418 предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм 2 ) и с наибольшими размерами поперечного сечения 6,3 х 2000 мм.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НК3418 находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности, так как обладают более высокой производительностью, чем ножницы серии "НД", за счет отсутствия подготовительного времени на переналадку механизма реза на разную толщину отрезаемого металла и механизации заднего упора.
Основны параметры машины для резки листового металла НК3418:
- Наибольшие размеры разрезаемого металла - 6,3 х 2000 мм
- Частота хода ножа - 50 мин -1
- Механическое перемещение заднего упора - 0..700 мм
- Тип муфты - пневматическая фрикционная многодисковая
- Тип тормоза - пневмо-пружинный дисковый
- Мощность электродвигателя - 8,5 кВт
- Вес ножниц полный - 4330 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим - толчковый ход
Величина зазора между ножами и усилие прижима автоматически устанавливается пропорционально усилию реза в зависимости от толщины разрезаемого листа.
Задний упор ножниц механизирован, что позволяет устанавливать заданный размер отрезаемых заготовок с рабочего места оператора по цифровому счетчику, установленному на лицевой стороне ножниц.
Станина ножниц цельносварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Ножницы кривошипные листовые с наклонным ножом для обработки листового металла. Общие сведения
Ножницы предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее - по заднему или боковому упорам.
Ножницы гильотинные с качающейся (консольной) балкой

Преимущества принципа «качающейся» (консольной) балки:
- Высокая точность перемещения балки
- Надежность конструкции и простота в обслуживании, так как она содержит меньше движущихся частей, чем гильотинные ножницы другого исполнения
- Роликовые подшипники большого размера в шарнирах, на которых поворачивается «качающаяся» балка, способствуют точной настройке зазора между ножами. Не требуется в дальнейшем корректировать зазор из-за износа, как на других моделях
- Нет направляющих, которые требовалось бы регулировать и смазывать
- Взаимное геометрическое расположение заднего упора станка и режущей балки позволяет отрезанным частям листа свободно выпадать, не застревая в станке
- Нижний нож станка имеет 4 режущие кромки, в то время как верхний — только 2
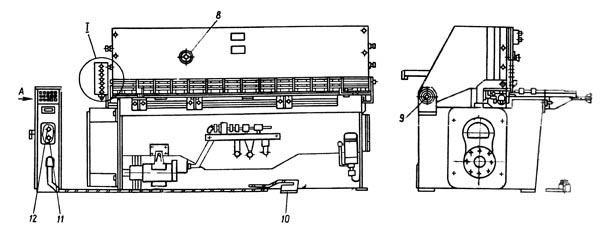
Общий вид гильотинных ножниц НК3418

Фото гильотинных ножниц НК3418
Расположение составных частей гильотинных ножниц НК3418
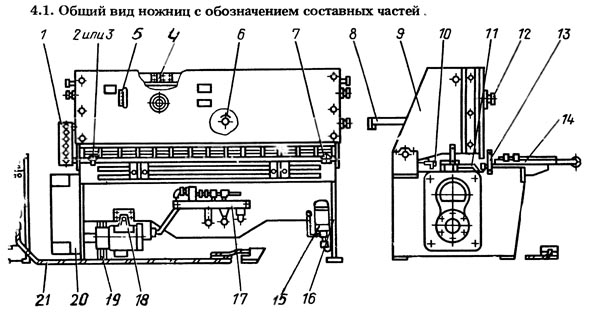
Расположение составных частей ножниц нк3418
Спецификация составных частей ножниц НК3418
Расположение органов управления гильотинными ножницами НК3418
Расположение органов управления гильотинными ножницами нк3418
Пульт управления гильотинными ножницами НК3418
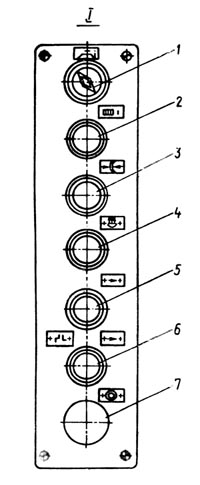
Пульт управления гильотинными ножницами нк3418
Перечень органов управления на пульте ножниц НК3418
- Переключатель — выключение освещения линии реза
- Пуск главного электродвигателя
- Ручное управление муфтой-тормозом
- Стоп автоматических ходов
- Включение привода заднего упора назад
- Включение привода заднего упора вперед
- Общий стоп
- Маховик ручного проворота привода заднего упора
- Эксцентрик установки исходного зазора между ножами
- Педаль электрическая управления ножницами
- Переключатель управления
- Переключатель режимов работы
- Вводной автомат
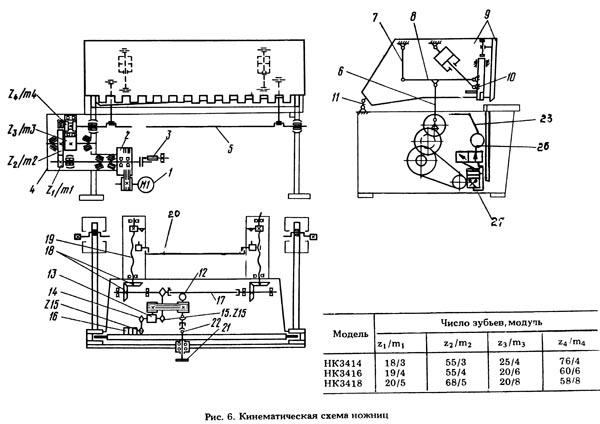
Кинематическая схема гильотинных ножниц НК3418
Кинематическая схема гильотинных ножниц нк3418
Схема резки с автоматической установкой зазора ножниц НК3418

Схема резки с автоматической установкой зазора ножниц нк3418
Описание кинематической схемы ножниц НК3418
Конструкция гильотинных ножниц НК3418 включает в себя три кинематические сборочные единицы, имеющие индивидуальные приводы движения и автономное управление:
- главная кинематическая цепь
- задний упор
- поддерживатель тонкого листа
Главная кинематическая цепь состоит из электродвигателя 1 (Ml), клиноременной передачей связанного с маховиком 2 и через муфту-тормоз 3 с входным валом двухступенчатого цилиндрического редуктора 4. Выходное колесо редуктора жестко связано с эксцентриковым валом 5, на котором смонтированы шатуны через рычаги 7, 8, взаимодействующие с прижимной балкой 9 и ножевой балкой 10. Ножевая балка смонтирована в прямолинейных направляющих Рычаги 7, 8 совместно с прижимной балкой 9 и ножевой балкой 10 образуют отдельную сборочную единицу (механизм реза) шарнирно закрепленный в станине на эксцентриковых осях 11.
При включении электродвигателя M1 и муфты-тормоза 3 механизм реза движется по траектории А (рис. 7) как единое целое, поворачиваясь вокруг осей 11 (см. рис. 6), до соприкосновения прижимной балки с разрезаемым листом (или столом при отсутствии листа). После остановки прижимной балки ножевая балка с точки В (рис. 7) начинает прямолинейное движение по направляющим. При этом в зависимости от толщины разрезаемого листа между ножами автоматически устанавливается необходимый зазор. Так при резке листа толщиной „t" зазор между ножами будет А. При резке листа большей толщины t1 > t прижимная балка остановится от поверхности стола выше и, соответственно, ножевая балка начнет прямолинейное движение с точки С. Зазор между ножами будет равен A1 причем A1 > А. На каждый миллиметр толщины листа увеличение зазора составляет ~ 0,04—0,05 мм.
При отсутствии листа зазор между ножами устанавливаете с помощью осей 11 равным 0,02—0,03 мм (рис. 6).
При встрече верхнего подвижного ножа с листом (начало реза), возрастает усилие, часть которого через рычажную систему передается на прижимную балку, обеспечивая усилие прижима 25 % от усилия реза,
Кинематическая цепь заднего упора включает в себя электродвигатель 12 (М2), клиноременной передачей связанный с быстроходным валом червячного редуктора 13. На тихоходном валу редуктора смонтированы две звездочки 14, 15
Первая — цепной передачей связана с указателем ширины отрезаемой полосы 16, а вторая также цепью — с валом 17, через две пары конических шестерен 18 приводящим во вращение ходовые винты 19, с которыми кинематически связана упорная балка 20, перемещающаяся при вращении винтов. Для точной установки балки 20 до размеру отрезаемой полосы предусмотрен ручной поворот вала электродвигателя М2 маховичком 21 через карданную передачу 22
Поддерживатель тонкого листа. Механизм поддерживателя предназначен для поддерживания отрезаемой части листа с целью получения более точных заготовок за счет провисания листа при работе с задним упором.
Гильотина для металла электрическая схема

Ножницы кривошипные листовые с наклонным ножом (рис. 1) предназначены для резки листового материала Q 150 кг/мм2.
Поперечная резка листа толщиной 12,5 мм и шириной 2000 мм производится за один ход ножа.
Продольная — при длине реза более 2000 мм. — производится рядом повторных урезов при продвижении "листа вдоль линии реза.
Резка может производиться как по разметке, так и с помощью заднего упора.
Ножницы могут быть использованы на складах и цехах различных предприятий, где требуется резка листовой стали.
При резке стали с пределом прочности больше или меньше 50 кг/мм2 для расчета максимальной толщины реза необходимо пользоваться формулой, указанной в разделе «Регулировка ножниц:». При этом твердость разрезаемого листа не должна превышать 35 единиц Роквелла по шкале «С».
Кинематическая схема

Станина
Станина является базовым узлом, на котором крепятся все остальные узлы ножниц. Станина представляет 'собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
На стойки опирается стол, к которому винтами крепятся нижние ножи.
Для регулировки зазора между ножами стола и ножевой балки стол перемещается болтами, ввернутыми в торцы станины при расслабленных болтах крепления стола. Установка ножа по высоте, при переточках, производится подшлифовкой прокладок, расположенных под ножами.
На столе имеются удлинители с Т-образными пазами.
На правом крае стола имеется зафиксированный штифтами удлинитель, в Т-образном пазу которого крепится упор поперечной резки. Для осуществления продольной резки этот упор снимается.
Привод и валы приводные
Привод ножниц осуществляется от электродвигателя через клиноременную передачу на маховик, через зубчатые колеса и муфту включения на коленчатый вал (см. рис. 3).
Электродвигатель крепится к подмоторной плите, шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками ушкового болта.
Муфта включения

На левом конце коленчатого вала в ступице зубчатого колеса установлена шпоночная муфта включения.
Втулки 1, 2, 3 неподвижно посажены в ступице зубчатого колеса. Остальные детали соединены с коленвалом. Поворотные (рабочая и запорная) шпонки муфты включения включаются пружинами 6 и, поворачиваясь, захватываются полукруглыми пазами втулки 2.
Втулки 8 и 9, имеющие полукруглые пазы, дополняют гнезда для круглых концов шпонки. Правый конец рабочей шпонки снабжен легкоотъемным хвостовиком 4, который при работе ножниц отключает шпонки, соединенные между собой рычагами 5. При включении шпонок угол поворота их ограничивается пазом ведущей втулки 8.
Балка ножевая
Ножевая балка представляет собой сварную конструкцию Г -образной формы, усиленную ребрами. К ножевой балке крепится задний упор.
Усилие от коленвала на нож передается двумя шатунами, б верхнем положении балка удерживается пружинами-уравновешивателями, шарнирно-соединенными с балкой, а при ремонте фиксируется в верхнем положении двумя штырями диаметром 25, вставленными в отв. направляющих ножевой балки.
Прижим и решетка защитная
Во время работы ножниц разрезаемый лист прижимается к. столу прижимной балкой. При движении ножевой балки вниз прижимная балка под действием пружин опускается и прижимает лист, причем вначале осуществляется прижим листа, а затем начинается рез. Это достигается за счет установки балки на высоту 24 мм, а ножевой — 26 мм от поверхности стола.
Подъем прижима осуществляется упорами ножевой балки, упирающимися в платики прижима.
Регулировка усилия прижима осуществляется гайками, сжимающими пружину прижимной балки.
К направляющим прижимной балки прикреплена защитная решетка, предохраняющая руки рабочего от попадания . под прижим. При работе ножниц решетка опущена при этом: винт М8Х40 слева нажимает на шток микропереключателя, а винт справа ограничивает поворот решетки к прижиму.
В случае необходимости решетка может быть поднята «вверх, при этом включение ножниц невозможно — разомкнуты контакты переключения. В опущенном и поднятом положении рещетка удерживается пружиной 2X16.
Упор задний
Задний упор устанавливается с тыльной стороны ножевой балки и служит упором для листа при поперечной резки. Задний упор состоит из двух цилиндрических резок, перемещаемых вручную маховичками, сидящими на валах шестерен, находящихся в зацеплении с рейками. Перемещая рейки, устанавливают упорную линию на необходимое расстояние от кромки ножа, чем достигается мерная резка листа с помощью заднего упора.
Уравновешиватель
Уравновешиватель служит для удержания ножевой балки в верхнем положении после каждого одиночного хода — при ремонте ножниц или смене ножей. Состоит из двух наборов пружин, установленных в стаканах, приваренных к верхнему швеллеру станины. Штоки шарнирно соединены осями с ножевой балкой. При опускании балки, во время реза, штоки сжимают пружины. При обратном ходе пружины, разжимаясь, способствуют поднятию, ножевой балки. Оба набора пружин рассчитаны на усилие 1,0 тонны при верхнем положении балки.
Тормоз
На правом конце коленчатого вала насажен тормоз периодического действия. Периодичность торможения достигается за счет эксцентрического расположения шкива по отношению к оси коленвала.
Торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под
действием сил инерции.
Электрическая схема

Электросхема предусматривает возможность работы ножниц в режимах! «Одиночный ход»; «Автоматические ходы».
Выбор режима работы осуществляется путем переналадки ножниц (регулировкой тяги электромагнита) и установкой переключателей режимов работы ПР и ПУ в нужное положение, расположенных в закрываемом на замок пульте управления. При переустановке переключателей ПР и ПУ электродвигатель необходимо отключать кнопкой 2КУ.
РЕЖИМ «одиночный ход»
В этом режиме возможна работа кнопкой и педалью. Переключатель ПР ставится' в положение «Одиночный ход». Механически регулируется тяга электромагнита.
Переключатель 11У устанавливается в положение «Кнопка». При нажатии на кнопку «Пуск привода» (2КУ) по цепи 1_9—7 15 19—23—3—2 включается магнитный пускатель 1К, который включает электродвигатель главного привода (1Д).
Через нормально закрытые контакты кнопки 4КУ и магнитного пускателя 2К. по цепи 19—17—115—21—2 получает питание реле 1РП, становится на самопитание и своим нормально открытым^контактам (цепь 25—31) подготавливает к включению магнитный пускатель 2К, включающий электромагнит. При нажатии на кнопку 4КУ происходит включение пускателя 2К, а следовательно электромагнита Э. Пускатель 2К, включаясь, разрывает своим нормально закрытым контактом цепь 21—115, 1 ПР -выключается и отключает своим н. о. контактом цепь 25—31. Зтим осуществляется отключение электромагнита Э., т. е. электрическая блокировка от сдваивания ходов.
6) Управление педалью.
Переключатель режимов ПУ устанавливается в положение «Управление педалью». При нажатии на кноцку «Пуск привода» (2КУ) включает электродвигатель главного привода 1Д.
При нажатии на педаль происходит включение магнитного пускателя 2К и электромагнита Э.
Электрическая блокировка от сдваивания ходов осуществляется также как и при управлении кнопками.
РЕЖИМ «АВТОМАТИЧЕСКИЕ ХОДА»
Механически регулируется тяга электромагнита для автоматических ходов. Переключатель режимов работы ПР устанавливается в положение «Автоматические хода», а переключатель ПУ в положение «Кнопки».
При нажатии на 4КУ магнитный пускатель 2К срабатывает и отключает электромагнит Пускатель 2К своим н. о. контактами 25—105 становится на самопитание, происходят автоматические хода до тех пор, пока не будет нажата кнопка ЗКУ.
Ножницы гильотинные, кривошипные Н-3118

Гильотинные ножницы Н3118 выполнены с верхним приводом. Для мерной резки полос гильотина ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки.
ножницы кривошипные Н3118 листовые с наклонным ножом
- Пульт управления
- Электрошкаф
- Педаль
- Освещение
- Лазерный указатель
- Электромагнитное управление
устройство и работа составных частей ножниц Н3118
Кинематическая схема ножниц гильотинных кривошипных Н3118&
Станина ножниц кривошипных Н3118
Станина – это базовый узел крепления прочих узлов и механизмов ножниц кривошипных Н3118, представляющий собой сварную конструкцию из двух стоек (1) и (3), связанных между собой уголками (2).
На стойки опирается стол 4, к которому винтами крепятся нижние ножи 5.
Для регулировки зазора между ножами стола и ножевой балки стол можно перемещать болтами 11, предварительно отпустив болты 9 и 10, которые после регулировки требуется снова затянуть.
Установка ножа по высоте при переточках производится подгонкой прокладок 6.
На правом крае стола имеется упор 7 поперечной резки, для осуществления продольной резки этот упор снимается.
Станина имеет направляющие, к которым крепятся текстолитовые накладки 8, по которым перемещается ножевая балка.
Привод и валы ножниц кривошипных Н3118
Привод ножниц кривошипных Н3118
Приводной и коленчатый валы ножниц кривошипных Н3118
Привод ножниц Н3118 осуществляется от электродвигателя (1) через клиноременную передачу на маховик (4), через зубчатые колеса (5,6) на коленчатый вал (7). Электродвигатель крепится к подмоторной плите (2,) шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками (3).
Муфта включения ножниц кривошипных Н3118
На левом конце коленчатого вала в ступице зубчатого колеса установлена шпоночная муфта включения. Втулки 1, 2 и 3 неподвижно посажены в ступице зубчатого колеса. Остальные детали соединены с коленвалом. Поворотные (рабочая и запорная) шпонки 6 муфты включения включаются пружинами 5 и, поворачиваясь, захватываются полукруглыми пазами втулки 2. Втулки 8 и 9, имеющие полукруглые пазы, дополняют гнезда для круглых концов шпонки. Правый конец рабочий шпонки снабжен легкоотъемным хвостовиком, который, ударяясь об палец, отключает шпонки. Соединенные между собой рычагами. При включении и выключении шпонок угол поворота их ограничивается пазом ведущей втулки.
Балка ножевая и прижим ножниц кривошипных Н3118
Ножевая балка представляет собой сварную конструкцию Г-образной формы, усиленную ребрами 5.
К ножевой балке винтами кренятся ножи 6 и задний упор. Усилие на ножевую балку от коленчатого вала передается посредством двух шатунов 7 (см рис. 7). В верхнем положении балка после подъема удерживается пружинами, при ремонте фиксируется в верхнем положении штырем, вставленным в отверстие 20 ножевой балки и станины с левой стороны.
Во время работы ножниц разрезаемый лист прижимается к столу ножниц прижимной балкой 1,связанной выступами 2 с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и согласованно с движением ножевой балки. Усилие нажатия прижима регулируется пружинами 3, вмонтированными в стаканы на прижимной балке. В нижней части прижимной балки установлена предохранительная решетка 4.
Задний упор ножниц кривошипных Н3118
Установленный с тыльной стороны ножевой балки задний упор ножниц кривошипных Н3118 служит упором для листа при поперечной резке и состоит из упорной линейки и двух цилиндрических валов, перемещаемых вручную. При резке полосы шириной более 500 мм задний упор снимается.
Тормоз ножниц кривошипных Н3118
На правом конце коленчатого вала насажен тормоз периодического действия. За счет эксцентричного расположения шкива (2) по отношению к оси коленчатого вала (1) достигается периодичность торможения. Торможение ножниц кривошипных Н3118 происходит в момент нахождения ножевой балки в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Ограждение ножниц кривошипных Н3118
Ограждение ножниц выполнено из листовой стали и состоит из 3-х кожухов, закрывающих шкивы клиноременной передачи, шестерни привода и тормоз ножниц.
Электромагнитное управление ножницами Н3118
Для получения одиночных резов переключатель ставится в положение «одиночный ход», положение «кнопки» или педаль. При нажатии на кнопку или педаль включается электромагнит, якорь которого поворачивает вилку с пальцем, освобождая зацепляющийся с ним хвостовик, связанный с рабочей поворотной шпонкой. После того под действием пружин шпонки поворачиваются и включают коленчатый вал. Происходит одиночный рез.
Если оператор не отпустит кнопку или педаль в режиме «одиночный ход», блокировка магнитного пускателя по цепи размыкают эту цепь.
Для повторения рабочего хода кнопку или педаль следует отпустить. Для осуществления автоматических ходов переключатель ставится в положение «автоматический ход», положение «кнопки».
Нажатием на пульте пускатель ставится на самопитание и включается электромагнит. Машина работает в режиме «автоматический ход».
Смазка ножниц гильотинных кривошипных Н3118
- Основные трущиеся поверхности смазываются от рычажного шприца для густой смазки через масленки.
- Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и в стаканы подшипников.
- В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников. Выступающую из зазоров смазку нужно вытирать.
- Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно их прочищать.
- Не реже одного раза в три месяца смазочные отверстия промывать чистым керосином.
Точки смазки ножниц Н3118
Опоры коленчатого вала
Шатунные шейки коленчатого вала
Направляющая ножевой балки
Режим смазки ножниц Н3118
| Способ смазки | Шприцевание |
| Режим смазки | Периодически во время работы |
| Марка смазочного материала | Солидол марки УС-2 ЦИАТИМ-201ГОСТ 6762-59 |
Настройка ножниц гильотинных кривошипных Н3118 и режим работы
- Настройка ножниц Н3118 для резки полос заданной ширины производится перемещением заднего упора.
- Расстояние заднего упора от режущей кромки нижнего ножа определяется по шкале линеек, укрепленных на штангах заднего упора.
- Электросхема предусматривает возможность работы машины в режимах «Одиночный ход», «Автоматический ход» и «Ручной проворот».
- Резка листов максимальной толщины и ширины, указанных в паспорте ножниц, недопустима на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 50% хода.
Регулировка зазора между ножами ножниц Н3118.
- При резке листов зазоры между ножами должны быть установлены в пределах 1/20 — 1/30 толщины разрезаемого листа.
- Прямолинейность линии разреза зависит от правильности регулировки зазора.
- Регулировка зазора между ножами производится передвижением стола (см. описание узла «Станина»), не допускается резка листов максимальной толщины и ширины из материала, с пределом прочности болееσВ=50 кгс/мм 2 .
- В случае резки листа, предел прочности которого свышеσВ=50 кгс/мм 2 , максимально допустимая толщина его определяется по формуле:
- σХ - максимально допустимая толщина листа из материала, предел прочности которого более 50 кгс/мм2.
- σ- максимально допустимая для резки толщина листа, указанная в характеристике данных ножниц;
- σВХ- предел прочности материала листа, который необходимо резать.
НЕ ДОПУСКАЙТЕ РЕЗКИ ЗАТУПЛЕННЫМИ НОЖАМИ!
Ножи выполнены с четырьмя режущими кромками, поэтому при затуплении одной кромки ножки необходимо периодически поворачивать.
Смена и регулировка ножей ножниц Н3118.
- Снять прижимную балку.
- Отвернуть гайки винтов, крепящих ножи к ножевой балке, и поочередно снять ножи.
- Проверить ножи и их опорные поверхности в ножевой балке, повернуть каждый нож другой режущей кромкой и установить его на прежнее место. Крепить и устанавливать ножи необходимо, начиная с левого ножа.
- Снять нижние ножи, повернуть и установить второй режущей гранью и закрепить винтами. При переточке ножей необходимо сменить прокладку под нижним ножом и установить режущую кромку заподлицо с верхней плоскостью стола.
- После смены ножей регулируются зазоры между верхними и нижними ножами. Для этого необходимо ослабить болты и гайки, которыми стол крепится к стойкам станины, подвинуть стол назад с помощью регулировочных болтов так, чтобы верхний нож по отношению к нижнему был установлен с зазором.
При установке ножей необходимо между лезвиями выдерживать следующие зазоры:
- толщина разрезаемого листа, мм 1,5-3 3-6,3
- зазор между ножами, мм 0,15 0,35
После установки зазора между ножами следует затянуть болты, крепящие стол к станине.
Первоначальный пуск гильотинных кривошипных Н3118 и режим работы
Подготовка ножниц Н3118 к первоначальному пуску
Для подготовки ножниц гильотинных Н3118 к первоначальному пуску необходимо снять антикоррозийное покрытие, нанесенное перед упаковкой ножниц на обработанные поверхности, заполнить смазкой все устройства, перечисленные в спецификации, по схеме смазки.
Все указания, изложенные в разделах «Электрооборудование» и «Смазка» должны быть выполнены. Ножницы должны быть заземлены.
Первоначальный пуск ножниц Н3118
- При первоначальном пуске ножниц гильотинных Н3118 необходимо предварительно выполнить все указания по подготовке к первоначальному пуску, изложенные в разделах «Подготовка ножниц к первоначальному пуску», «Электрооборудование», «Смазка», затем переключатель SA2 ставится в положение «Ручной проворот».
- Первый ход ножевой балки осуществляется поворотом маховика с помощью штыря. Если после первого хода не встретится никаких ненормальностей в работе ножниц, то таким же образом совершается еще 2- 3 хода.
- После этого электросхема подготавливается к работе на одиночных ходах, а затем на автоматических.
Особенности разборки и сборки ножниц Н3118
- Прежде чем приступить к разборке ножниц, необходимо отключить их от электросети.
- Осуществляя разборку и сборку ножниц, необходимо соблюдать правила техники безопасности.
- При снятии прижимной балки необходимо предварительно освободить штоки от действия пружин прижима, а затем отвинтить направляющие планки прижимной балки, поддерживая балку краном.
- Перед снятием ножевой балки и шатунов следует зафиксировать балку в верхнем положении, установив в отверстие в верхней части направляющей станины фиксирующий штырь.
- При разборке отдельных механизмов следует руководствоваться приведенными в настоящем руководстве рисунками узловых чертежей.
Порядок установки ножниц гильотинных кривошипных Н3118
Ножницы Н3118 поставляются заказчику в собранном виде. После вскрытия частичной упаковки проверить состояние ножниц, наличие принадлежностей и технической документации согласно контрольно-комплектовочной ведомости. При транспортировке ножницы необходимо стропить согласно приведенной схеме
Фундамент ножниц выполняется согласно рисунку:
Глубина заполнения фундамента «Н» принимается в зависимости от грунта. Горизонтальность установки на фундаменте достигается с помощью клиньев и проверяется уровнем, установленным на столе. Точность установки ножниц в поперечном и продольном направлениях должна быть выдержана в пределах 0,2 мм на длине 1000 мм.
После установки и выверки необходимо очистить ножницы от антикоррозийной смазки и пыли и смазать обработанные поверхности тонким слоем масла.
Горизонтальность стола ножниц необходимо проверять периодически не менее одного раза в месяц.
Электрооборудование кривошипных гильотинных ножниц Н3118
Род тока: переменный, 3-х фазный.
Напряжение 380; 50Гц.
Напряжение цепей управления:
- Неременного тока – 110В; 50Гц;
- Напряжений цепей сигнализации – 24В; 50Гц.
- Напряжение цепей освещения – 24В; 50Гц.
На лицевой стороне ножниц размещены: конечный выключатель – блокировка решетки; пульт управления (показан на рисунке 13).
Шкаф управления установлен на левой стойке станины. На правой стенке шкафа установлены: переключатель режимов работы и педаль. На левой стенке шкафа установлен вводный автомат.
Схема электрическая ножниц Н3118
Автомат АЕ2046МП 1н=63А, отс=12, 660В
Автоматический выключатель ВА47-29, 16А
Автоматический выключатель ВА47-29, 10А, 6А
AD-22DS, 24В (красный)
AD-22DS, 24В (зеленый)
Пускатель магнитный ПМЛ-1100, 10А, 110В
Пускатель магнитный ПМЛ-4100, 63А, 380В
Двигатель 18,5кВт, 1500 об/мин, 380В 50Гц
Конечный выключатель ВПК 2112
ВК43-21 11110 1з+1р – красный
ВК43-21 11110 1з+1р – черный
Пульт управления ножницами гильотинными Н3118
- лампочка – электросеть подключена
- лампочка – двигатель включен
- переключатель – местное освещение
- кнопка – пуск двигателя
- лампочка – автоматические циклы
- кнопка – пуск циклов (одиночных, автоматических)
- лампочка – одиночные циклы
- кнопка – стоп циклов
- лампочка – педаль
- кнопка – стоп общий
- ключ-бирка
Описание работы ножниц Н3118
Электрическая схема ножниц предусматривает следующие режимы:
- отключено;
- ручное управление;
- педальное управление;
- автоматический цикл.
- Символы органов управления показаны на рисунке 6.
Выбор режимов осуществляется переключателем SА, установленным на правой стенке шкафа.
Ручное управление
Переключатель режимов SA ставится в положение «Ручное управление», при нажатии кнопки SB4 происходит одиночный цикл: включаются контакторы KМ2, КМ3 которые включают электромагнит YA.
Педальное управление
Переключатель режимов SA ставится в положение «Педальное управление», и при нажатии педали SB5 происходит одиночный цикл.
Автоматический цикл
Переключатель режимов SA ставится в положение «Автоматический цикл», и при нажатии кнопки SB4 включается KМ2, КМ3 и становится на самопитание, электромагнит YА постоянно включен, происходят непрерывные хода (циклы) ножевой балки. Отключение производится кнопкой SB3.
Защита и блокировка
Защита схемы осуществляется автоматическими выключателями. Тепловая защита двигателя осуществляется тепловым реле. Электросхемой предусмотрена блокировка – невозможность работы ножниц, если решетка снята, то есть конечный выключатель SQ должен быть нажат.
Сигнализация и местное освещение
Электросхемой предусмотрена следующая сигнализация:
- наличие напряжения HL1;
- двигатель включен HL2;
- автоматические циклы HL3;
- одиночные циклы HL4;
- педаль HL5.
Для освещения линии реза предусмотрена лампа местного освещения.
Меры безопасности при работе на гильотинных кривошипных ножницах Н3118
- Запрещается производить ремонт ножниц гильотинных Н3118 при включенном электродвигателе.
- Наладка, регулировка, чистка, смазка и отладка ножниц Н3118 на ходу запрещается.
- Работать на ножницах со снятыми ограждениями шестерен, маховика, тормоза категорически запрещается.
- Во время работы ножниц необходимо следить за тем, чтобы ножевая балка останавливалась в крайнем верхнем положении, что достигается правильной регулировкой тормоза и диска, управляющего работой бесконтактного выключателя в цепи электромагнитного управления
Читайте также: