Головки алмазные на металлической связке
Обновлено: 19.05.2024
Под концентрацией понимают отношение массы алмазного порошка к массе связующего материала. Чем выше этот показатель (определяются в каратах (ct)) 1 карат = 0,2 грамма.
Кроме режущей способности концентрация определяет режущие свойства и износостойкость алмазного инструмента Его способность к самозатачиванию или восстановлению.
Большое значение имеет зернистость кристаллов алмаза. Чем она выше – тем более износостойким является инструмент. Но крупные кристаллы не позволяют выполнять чистовую (финишную) отделку и шлифовку. Поэтому в арсенале мастера всегда должен находится набор одинаковых по размеру и форме алмазных инструментов имеющих различную зернистость. Соответственно обработка производится путем последовательной замены инструмента от более грубой, к более мелкой фракции алмазных кристаллов.
Правила подбора концентрации алмаза в рабочем слое
Подбирая инструмент, следует руководствоваться следующими правилами:
Если поверхность контакта рабочей поверхности и обрабатываемого материала небольшая – выбирают алмазную головку с высокой концентрацией алмазов. Этим достигается повышенная износостойкость даже при длительной обработке и высоких нагрузках (скоростях вращения);
- Большая площадь контакта приводит к сильному нагреву рабочей поверхности. Для этого необходимо принимать меры к охлаждению. Используется специальная охлаждающая жидкость. Кроме этого снижают нагрузку (скорость вращения) инструмента. Это позволяет использовать рабочую поверхность с низкой концентрацией алмазов.
Обычно концентрация выражается в % к массе связующего материала и имеет шаг в 25% (от 25% до 150%). Возможно изготовление рабочих поверхностей с болеевысокой концентрацией, но только на заказ.
Применение охлаждающих жидкостей
Алмазный инструмент позволяет производить обработку материала на высоких скоростях вращения. Поэтому, даже при небольшой поверхности контакта происходит сильный разогрев как самой головки – это может повлечь разрушение связующего слоя, так и обрабатываемой поверхности. Особенно это критично в тех случаях, когда местный разогрев может привести к разрушению обрабатываемого материала (расплавлению, появлению трещин, ожогу). Большинство видов алмазных головок предназначено для работы с охлаждением. Для этого используют охлаждающую жидкость (эмульсию в концентрации 1-5%), которая подается в рабочую зону различными способами.
Это позволяет снизить износ самого инструмента и избежать «прижогов» на обрабатываемой поверхности.
Выбор связующего материала алмаза с телом инструмента
Весь алмазный инструмент изготавливается по одному принципу – на тело инструмента различной формы наносится слой связующего вещества в котором закрепляются алмазные кристаллы.
Виды связки с поверхностью инструмента:
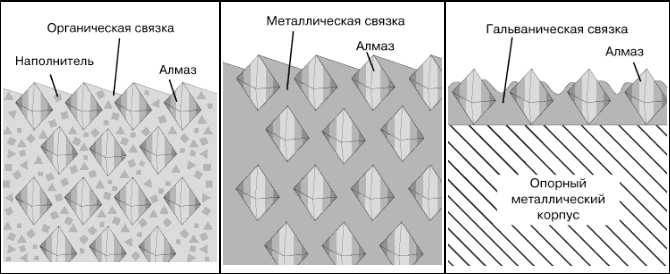
Таких связующих материала три:
- Металлическая связка – в качестве удерживающего кристаллы используется металл;
- Гальваническая – на «тело» инструмента алмазо-никелевая пульпа наносится гальваническим способом – оседает за счет воздействия постоянного электрического тока;
- Органическая – связующим компонентом выступают эпоксидные смолы, каучуки, полимеры.
Металлическая связка - характеризуется высокой твердостью связки – кристаллы удерживаются прочно. Это позволяет производить обработку на высоких скоростях вращения инструмента, со значительными физическими нагрузками. Обработка производится быстрее. За счет высокой теплопроводности металла не происходит перегрева рабочей поверхности – тепло отводится по хвостовику инструмента к зажимному патрону.
Применяют инструмент с таким видом связи в следующих случаях:
- Для съема значительных слоев обрабатываемой поверхности (грубая обработка);
- Заточки сверл из твердых сплавов;
- Резки и обработки керамики и труднообрабатываемых материалов.
Гальваническая связка - характеризуется высоким выступанием кристаллов алмаза над поверхностью опорного металлического стержня. Удерживающим элементом выступает никель, который обволакивает кристаллы алмаза и в процессе обработки уходит в стружку. Толщина никелевого слоя обычно составляет 2/3 от размера зерна алмаза. Применение инструмента с таким видом связи облегчает вывод стружки с рабочей поверхности (сжатым воздухом) и дает возможность визуального контроля обрабатываемой поверхности.
Сфера применения инструмента с гальванической связью:
Резка и шлифование элементов для полупроводников (кремния, германия, ситала технического стекла);
Фактурная (художественная) обработка камня;
Изготовления ручного инструмента (доводки штампов) из твердых сплавов;
Органическая связка – имеет самые низкие показатели прочности удержания кристаллов алмаза на рабочей поверхности. Имеет низкие показатели теплопроводности, поэтому требует охлаждения эмульсией.
Зато позволяет использовать алмазные кристаллы самой мелкой фракции. Используется для:
- Чистовой обработки поверхностей;
- Чистового шлифования;
- Доводки деталей;
- Чистовой заточки инструмента;
- Нанесения рисок , шкал на измерительный инструмент.
Уход и правка алмазного инструмента
Даже алмаз в процессе эксплуатации постепенно разрушается. Поэтому необходимо по мере снижения производительности рабочей поверхности проводит профилактические работы по восстановлению режущей способности.
Для восстановления рабочих характеристик алмазоносного слоя применяют заточку на абразивных кругах без охлаждения. При этом зернистость абразивного круга на керамической связке должны быть на 1-2 номера выше зернистости алмазного инструмента.
Учитывают характер связки используемый в алмазном инструменте.
Для инструмента на органической связке применяются абразивные круги СМ-1-М1, а для правки алмазного инструмента на металлической связке – С1-СМ1.
Для снижения износа рабочей алмазной поверхности необходимо придерживаться следующих правил:
- При стационарной установке алмазного инструмента его не следует снимать до полного износа;
- Использовать только на оборудовании (станках) которые по норме точности предназначены для использования алмазного инструмента;
- Круги на металлической и гальванической связях обязательно применяют с охлаждающей жидкостью (при промышленном производстве);
- После окончания работы обязательно очищают рабочую поверхность алмазного инструмента: на органической связи – пемзой а на металлической бруском зеленого карбида кремния с размером зерна на 1-2 номера выше зернистости очищаемого инструмента.
Виды алмазных головок
Весь алмазный инструмент, рабочая поверхность которого нанесена на опорный металлический стержень и имеет цилиндрическую форму принято называть головками. Они различаются по форме, которая и служит основанием для их классификации.
- Сферические МГАш
- Обратноконусные МГАу
- Конические МГАк
- Пламевидные МГАсв
- Цилиндрические МГАц
- Эльборовые для координатной шлифовки МГШ
- Алмазные-диски МГАд
- Линзовидные МГАл
- Гравировальные головки
- Стоматологические буры
- Головки для косметологии
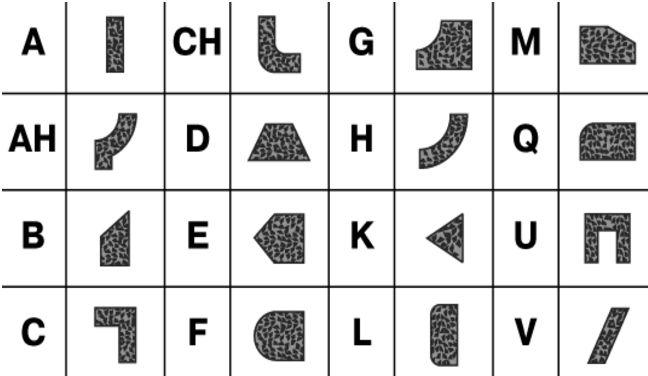
По форме режущей кромки алмазного инструмента они могут иметь иную маркировку
Маркировка по форме режущей кромки:
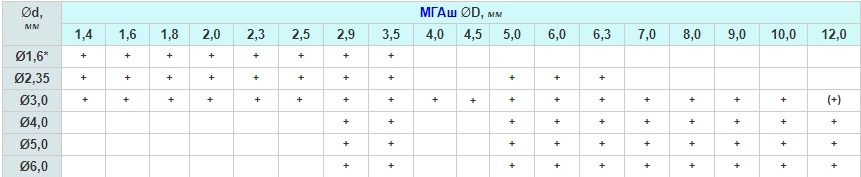
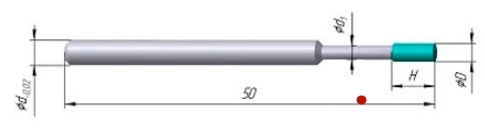
Головки алмазные сферические МГАш
Имеют форму шара.
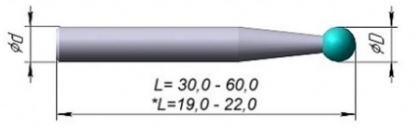
Размеры головок, выпускаемых в России, имеют следующие размеры:
Сфера применения разнообразна.
Могут применяться для:
- Небольших обычно труднодоступных отверстий и щелей;
- Стоматологические буры;
- Для быстрой (грубой) обработки заусениц, края детали;
- Применяются для обработки любых видов материала: стекла, керамики твердых сплавов, феррита, графита, чугуна, условно подходят для обработки цветных металлов.
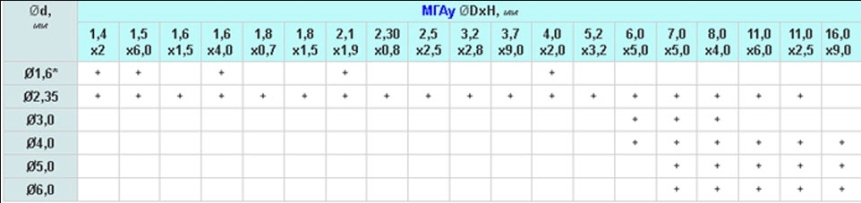
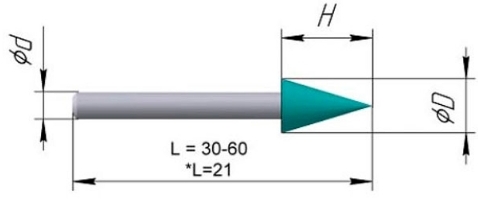
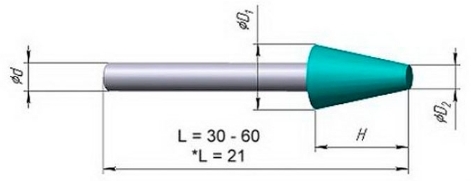
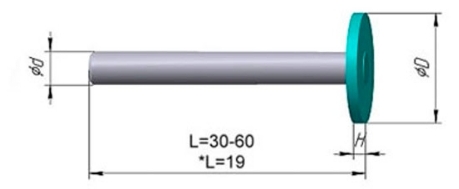
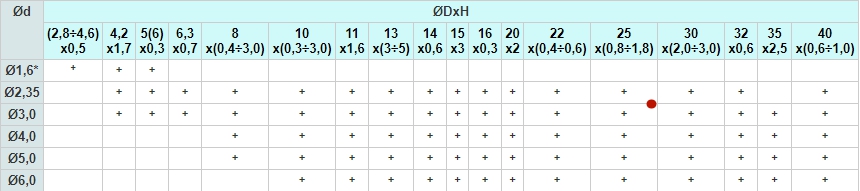
Головки алмазные обратноконусные МГАу
Характеризуются большим разнообразием форм
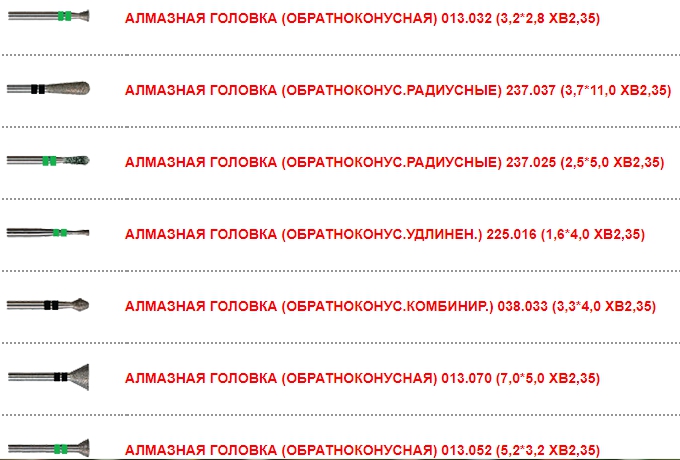
Размеры обратноконусных головок приведены в таблице:
Применяются так же, как и сферические, но могут использоваться и при других видах работ в зависимости от технологии обработки материала.
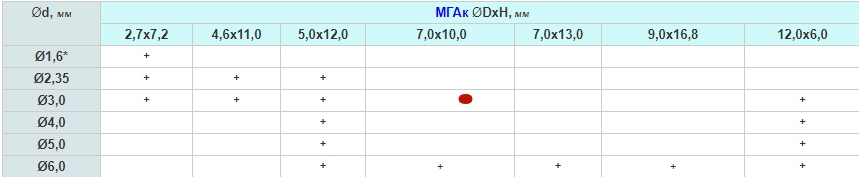
Головки алмазные конические МГАк
Могут иметь форму заостренного, усеченного или закругленного конуса.
Заостренная коническая головка
Со сферическим конусом
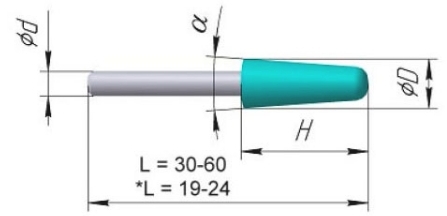
Размеры конических головок приведены в таблице:
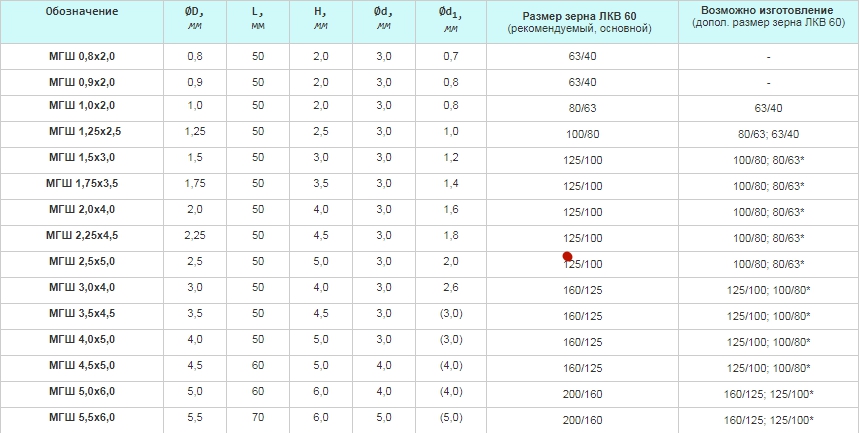
Головки эльборовые для координатной шлифовки МГШ
Алмазные-диски МГАд
Основная сфера применение – резка твердых материалов.
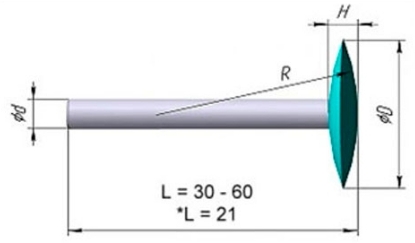
Головки алмазные линзовидные МГА
Сфера применения – обработка вогнутых и выпуклых поверхностей

Использование алмазного инструмента в различных отраслях деятельности
В стоматологии
Практически все современное стоматологическое оборудование в основе своей имеет буры и с алмазным покрытием. Они применяются для сверления и обработки поверхности самого твердого вещества в организме человека – зубной эмали. По твердости она превосходит стекло. Поэтому обработка её бурами из твердых сплавов ведет к повышенному нагреву тканей, что может привести к их омертвению, сильному болевому синдрому.
Использование алмазных буров позволяет значительно снизить время контакта эмали зуба с поверхностью инструмента, снижает износ расходных материалов (буров).
Применяются только для лечения эмали. Не применяются при препарировании дентина, удалении пломб и амальгамы.
Скорость вращения стоматологических буров в турбинных аппаратах (приводятся в движение сжатым воздухом) составляет 300-500 тыс. об/мин, а в электрических 10-70 тыс. об/мин.
Обработка стекла
Стекло относится к категории твердых, плохо поддающихся обработке материалов. Алмазный инструмент, как никакой иной, подходит для работы с ним.
Виды работ могут быть самыми разнообразными:
- Резка;
- Шлифовка;
- Гравирование;
- Сверление;
- Растачивание;
- Волочения;
- Нанесения шкал, дифракционных решеток, сеток, лимбов.
Учитывая специфику материала – стекла чаще для сверловки гравировки, гранения применяется алмазный инструмент с металлической связью. Для шлифовки и полировки – с органической связью.
В ювелирной промышленности
Обработка драгоценных камней не мыслима без использования алмазного инструмента. Это связано с тем, что твердость большинства из них –сапфира, рубина, изумруда сопоставима с алмазом. А обработка бриллиантов вообще не может осуществляться никаким иным инструментов. При этом расход алмазов, содержащихся на рабочей поверхности головки, равен 1:1 к толщине слоя, снятому в процессе обработки. Износ инструмента происходит очень быстро. Но производство «безотходное»! Образующаяся алмазная пыль собирается и в дальнейшем используется при изготовлении нового алмазного инструмента.
В основном применяется при огранке, в редких случаях – при сверловке драгоценных камней.
Только обработанный драгоценный камень раскрывает всю красоту и неповторимую игру граней в лучах света.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
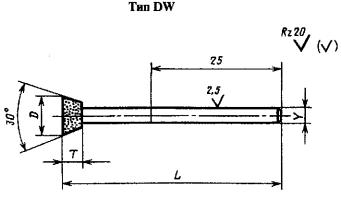
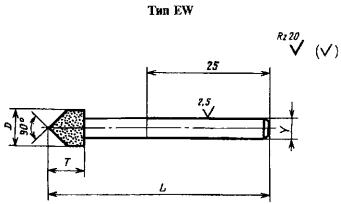
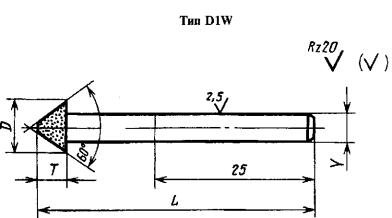
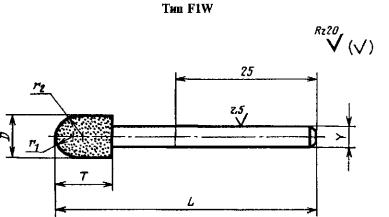
1.1. Алмазные шлифовальные головки должны изготовляться типов: AW - цилиндрические, DW - угловые, EW - конические, D 1 W - усеченные конические, F 1 W - сводчатые, FW - полушаровые.
1.2. Основные размеры головок должны соответствовать указанным на черт. 1-6 и в табл. 1-6.
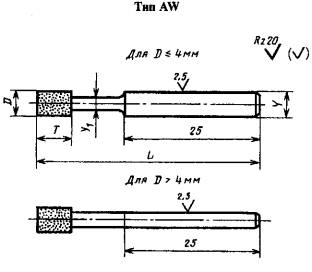
D (пред. откл. по h 14)
Y (пред. откл. по h 11)
Y 1 (пред. откл. по h 14)
1. Размеры, указанные в скобках, применять не рекомендуется.
2. По согласованию с потребителем допускается изготовлять головки с посадочным диаметром 5 мм, начиная с наружного диаметра D ≥ 5 мм.
D (пред. откл. по h14)
Y (пред. откл. по h11)
Примечание . Размеры, указанные в скобках, применять не рекомендуется.

Пример условного обозначения головки типа DW наружным диаметром D = 8 мм, высотой Н = 6 мм, посадочным диаметром d = 3 мм из микропорошка марки АСМ, зернистостью 60/40, с относительной концентрацией алмазов 100, на металлической связке марки М2-01:
DW 8 ´ 6 ´ 3 АСМ 60/40 100 М2-01 ГОСТ 17122-85
(Измененная редакция, Изм. № 2, 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Головки должны изготавливаться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Головки должны состоять из стального корпуса и закрепленного на нем алмазоносного слоя.
Зернистость алмазного порошка в зависимости от типа связки и диаметра головок приведена в приложении 1.
Допускается применение других марок и зернистостей алмазного порошка.
(Измененная редакция, Изм. № 3).
2.4. Относительная концентрация алмазов в алмазоносном слое должна быть 50 или 100. Масса алмазов в головках приведена в приложении 2.
2.5. Алмазные зерна на рабочей поверхности алмазоносного слоя должны быть вскрыты.
2.6. Зазоры и отслаивания в месте соединения алмазоносного слоя с корпусом, а также трещины и сколы на поверхности алмазоносного слоя не допускаются.
2.7. На головках диаметром до 5 мм раковины и выкрашивания не допускаются. На головках диаметром более 5 мм допускается не более двух раковин и выкрашиваний площадью не более 0,5 мм 2 .
2.8. Корпуса головок должны изготавливаться из сталей марок Р9, Р18, Р6М5 по ГОСТ 19265. Для головок на органической связке допускается изготовление корпусов из сталей марок У12А, У7А, У8А, У9А, У10А по ГОСТ 1435 с последующей обработкой до твердости HRC 3 63.
2.9. На поверхности корпуса не должно быть следов коррозии, вмятин, трещин, забоин, заусенцев.
Допускается наличие алмазоносного слоя в месте соединения корпуса с рабочей частью головки.
(Измененная редакция, Изм. № 2).
2.10. На торце алмазоносной части и корпуса головок типов AW , DW и D 1 W допускается наличие центрового отверстия глубиной не более 1,3 мм и диаметром не более 1 мм.
2.13. Эксплуатационные показатели качества головок при относительной концентрации алмазов 100 должны соответствовать указанным в табл. 7. При относительной концентрации 50 показатели режущей способности должны быть умножены на коэффициент 0,5.
Диаметр головок D , мм
Зернистость алмазного порошка
Режущая способность головок, мм 3 (мин · мм) (мм 3 /мин), не менее
Удельный расход алмазов, мг/см 3 , не более, на связках
Параметр шероховатости обработанной поверхности по ГОСТ 2789, мкм, не более, Ra
Алмазные шлифовальные головки (цилиндрические)
При работе с твёрдосплавными материалами возникает необходимость обслуживания отдельных участков с ограниченной доступностью. В этом случае приходится использовать специальные приспособления, которые имеют определённую форму и габариты. Настоятельно рекомендуем вам обратить своё внимание на продукцию предприятия «КристАл ЛТД». Среди огромного числа профильных предложений заслуживает рассмотрения головка алмазная шлифовальная.
Помимо своего высокого качества это изделие доступно и по стоимости. В современных экономических реалиях приобретение такого изделия поможет вам снизить материальные расходы на переоснащение своих рабочих мест. Алмазные шлифовальные головки, цена которых ниже, чем у конкурирующих фирм, станет достойным и практичным приобретением.
Примечание: Используются шлифпорошки АС 4, АС 6, АС 15 зернистостей 160/125, 125/100, 100/80, 80/63, 63/50, 50/40 и микропорошки ACM 60/40, 40/28, 28/20, 20/14. Применяются связки: металлическая М2-01 и органическая В2-01. Возможно изготовление головок с гальваническим покрытием.
Основное назначение: используются для обработки внутренних поверхностей твердосплавных матриц, штампов изделий из керамики.
Прайс лист на алмазные головки AW (АГЦ):

Особенности цилиндрической алмазной шлифовальной головки
Головка алмазная шлифовальная отлично показывает себя при обработке внутренних поверхностей и сквозных магистральных ходов. Прекрасно показывает себя при обслуживании матриц, выполненных из твердотельного материала. Широко используется при необходимости обработке керамических штампов. Если имеется потребность в шлифовании цилиндрических, рабочих поверхностей, то головки алмазные шлифовальные, также покажут себя с лучшей стороны.
При изготовлении алмазных шлифовальных головок цилиндрических используются специальные шлифовальные порошки, среди которых:
- AC 4, AC 6, AC 15. Для этих категории шлифовальных порошков следует учитывать зернистость – 160/125, 125/100, 100/80, 80/63, 63/50, 50/40.
Также находят своё применение МИКРОПОРОШКИ – АСМ с заявленной зернистостью 60/40, 28/20, 20/14.
В качестве фундаментальных связок используются два типа:
- связка органическая В2 – 01;
- связка металлическая М2 – 01.
При изготовлении алмазных головок шлифовальных цилиндрических соблюдается технический стандарт качества, отражённый в документе – ГОСТ 17116-71. Данный документ имеет всего одно исправление – ИУС 9-73, и действует после переиздания в 1981 году до сегодняшнего дня. Распространён этот регламент для всей группы алмазных шлифовальных цилиндрических головок с присутствующей органической/металлической связкой.
Алмазные шлифовальные головки, цена которых ниже, чем у прямых конкурентов обладают целым рядом преимуществ перед аналогами на профильном рынке:
- долгий эксплуатационный срок в условиях работы повышенной интенсивности;
- работа по загрязнённой поверхности (в том числе с наличие липидной плёнки);
- отличная теплопроводность, что позволяет работать при высоком температурном режиме очень долгое время;
- совместимость практически с любым промышленным оборудованием и инструментом, предназначенных для обработки означенных выше твёрдотельных материалов.
При возникновении любых вопросов о цене и технических особенностях алмазных, шлифовальных, цилиндрических головок свяжитесь с нами по указанному на сайте контактному телефону.
Сделайте выбор в пользу качества и надёжности!
Алмазные шлифовальные головки (цилиндрические) фото

Алмазные шлифовальные головки (цилиндрические)

Шлифовальные головки алмазные

Алмазная шлифовальная головка АГЦ тип 1
Алмазная шлифовальная головка АГЦ тип 2
Алмазный инструмент от протзводителя «КристАл Лтд» можно купить в 199 городах России!
| № | Город | Регион |
| 1 | Москва | Москва |
| 2 | Санкт-Петербург | Санкт-Петербург |
| 3 | Нижневартовск* | ХМАО |
| 4 | Омск* | Омская область |
| 5 | Пермь | Пермский край |
| 6 | Уфа | Башкортостан |
| 7 | Норильск | Красноярский край |
| 8 | Челябинск* | Челябинская область |
| 9 | Новокузнецк* | Кемеровская область |
| 10 | Череповец | Вологодская область |
| 11 | Альметьевск | Татарстан |
| 12 | Волгоград | Волгоградская область |
| 13 | Липецк | Липецкая область |
| 14 | Магнитогорск | Челябинская область |
| 15 | Тольятти | Самарская область |
| 16 | Нижнекамск | Татарстан |
| 17 | Нижний Тагил | Свердловская область |
| 18 | Екатеринбург | Свердловская область |
| 19 | Самара* | Самарская область |
| 20 | Калининград | Калининградская область |
| 21 | Выкса | Нижегородская область |
| 22 | Нижний Новгород | Нижегородская область |
| 23 | Калуга | Калужская область |
| 24 | Новосибирск* | Новосибирская область |
| 25 | Старый Оскол | Белгородская область |
| 26 | Салават | Башкортостан |
| 27 | Ростов-на-Дону | Ростовская область |
| 28 | Верхняя Пышма | Свердловская область |
| 29 | Красноярск* | Красноярский край |
| 30 | Казань* | Татарстан |
| 31 | Волжский | Волгоградская область |
| 32 | Набережные Челны | Татарстан |
| 33 | Орск | Оренбургская область |
| 34 | Всеволожск | Ленинградская область |
| 35 | Ярославль | Ярославская область |
| 36 | Кемерово* | Кемеровская область |
| 37 | Рязань | Рязанская область |
| 38 | Саратов* | Саратовская область |
| 39 | Березники* | Пермский край |
| 40 | Тула | Тульская область |
| 41 | Балаково | Саратовская область |
| 42 | Губкин | Белгородская область |
| 43 | Оренбург | Оренбургская область |
| 44 | Новотроицк | Оренбургская область |
| 45 | Братск | Иркутская область |
| 46 | Ступино* | Московская область |
| 47 | Ульяновск | Ульяновская область |
| 48 | Ижевск* | Удмуртия |
| 49 | Иркутск | Иркутская область |
| 50 | Тюмень | Тюменская область |
| 51 | Воронеж | Воронежская область |
| 52 | Междуреченск | Кемеровская область |
| 53 | Чебоксары | Чувашия |
| 54 | Каменск-Уральский | Свердловская область |
| 55 | Белово* | Кемеровская область |
| 56 | Щелково* | Московская область |
| 57 | Великий Новгород | Новгородская область |
| 58 | Тверь* | Тверская область |
| 59 | Астрахань* | Астраханская область |
| 60 | Новомосковск | Тульская область |
| 61 | Томск | Томская область |
| 62 | Прокопьевск* | Кемеровская область |
| 63 | Стерлитамак | Башкортостан |
| 64 | Саяногорск | Хакасия |
| 65 | Железногорск | Курская область |
| 66 | Невинномысск | Ставропольский край |
| 67 | Боровск* | Калужская область |
| 68 | Пенза | Пензенская область |
| 69 | Первоуральск | Свердловская область |
| 70 | Руза* | Московская область |
| 71 | Белгород | Белгородская область |
| 72 | Курск | Курская область |
| 73 | Дзержинск | Нижегородская область |
| 74 | Таганрог | Ростовская область |
| 75 | Раменское* | Московская область |
| 76 | Владимир | Владимирская область |
| 77 | Сыктывкар | Коми |
| 78 | Нефтегорск | Самарская область |
| 79 | Курчатов | Курская область |
| 80 | Чехов* | Московская область |
| 81 | Мончегорск | Мурманская область |
| 82 | Киров | Кировская область |
| 83 | Заринск | Алтайский край |
| 84 | Новочеркасск | Ростовская область |
| 85 | Костомукша | Карелия |
| 86 | Рыбинск | Ярославская область |
| 87 | Брянск | Брянская область |
| 88 | Смоленск | Смоленская область |
| 89 | Шелехов | Иркутская область |
| 90 | Саранск | Мордовия |
| 91 | Улан-Удэ | Бурятия |
| 92 | Клин* | Московская область |
| 93 | Волгореченск | Костромская область |
| 94 | Владивосток | Приморский край |
| 95 | Воркута | Коми |
| 96 | Выборг | Ленинградская область |
| 97 | Кашира* | Московская область |
| 98 | Краснотурьинск | Свердловская область |
| 99 | Сосновый Бор | Ленинградская область |
| 100 | Барнаул | Алтайский край |
| 101 | Усть-Илимск | Иркутская область |
| 102 | Курган | Курганская область |
| 103 | Йошкар-Ола* | Марий Эл |
| 104 | Королев | Московская область |
| 105 | Электросталь | Московская область |
| 106 | Мытищи* | Московская область |
| 107 | Воскресенск* | Московская область |
| 108 | Лебедянь | Липецкая область |
| 109 | Ачинск* | Красноярский край |
| 110 | Миасс | Челябинская область |
| 111 | Волгодонск | Ростовская область |
| 112 | Полевской | Свердловская область |
| 113 | Ногинск* | Московская область |
| 114 | Серов | Свердловская область |
| 115 | Орехово-Зуево* | Московская область |
| 116 | Новокуйбышевск | Самарская область |
| 117 | Подольск | Московская область |
| 118 | Нерюнгри | Якутия |
| 119 | Сатка | Челябинская область |
| 120 | Удомля* | Тверская область |
| 121 | Качканар | Свердловская область |
| 122 | Десногорск | Смоленская область |
| 123 | Наро-Фоминск* | Московская область |
| 124 | Красногорск* | Московская область |
| 125 | Верхняя Салда | Свердловская область |
| 126 | Кирово-Чепецк | Кировская область |
| 127 | Ковдор | Мурманская область |
| 128 | Алексеевка* | Белгородская область |
| 129 | Новоуральск | Свердловская область |
| 130 | Вологда | Вологодская область |
| 131 | Видное* | Московская область |
| 132 | Энгельс | Саратовская область |
| 133 | Иваново* | Ивановская область |
| 134 | Буденновск | Ставропольский край |
| 135 | Сызрань | Самарская область |
| 136 | Одинцово* | Московская область |
| 137 | Новороссийск | Краснодарский край |
| 138 | Солнечногорск* | Московская область |
| 139 | Ковров | Владимирская область |
| 140 | Серпухов* | Московская область |
| 141 | Дмитров* | Московская область |
| 142 | Октябрьский | Башкортостан |
| 143 | Покров | Владимирская область |
| 144 | Егорьевск* | Московская область |
| 145 | Хабаровск | Хабаровский край |
| 146 | Железногорск | Красноярский край |
| 147 | Россошь* | Воронежская область |
| 148 | Кострома | Костромская область |
| 149 | Ревда | Свердловская область |
| 150 | Сергиев Посад* | Московская область |
| 151 | Зеленогорск | Красноярский край |
| 152 | Тамбов | Тамбовская область |
| 153 | Великие Луки | Псковская область |
| 154 | Белорецк | Башкортостан |
| 155 | Нижние Серги | Свердловская область |
| 156 | Киселевск | Кемеровская область |
| 157 | Бор* | Нижегородская область |
| 158 | Балашиха | Московская область |
| 159 | Глазов | Удмуртия |
| 160 | Ставрополь | Ставропольский край |
| 161 | Ефремов | Тульская область |
| 162 | Новодвинск | Архангельская область |
| 163 | Мыски | Кемеровская область |
| 164 | Светогорск | Ленинградская область |
| 165 | Жигулевск | Самарская область |
| 166 | Учалы | Башкортостан |
| 167 | Орел | Орловская область |
| 168 | Елабуга | Татарстан |
| 169 | Рузаевка | Мордовия |
| 170 | Новоалтайск | Алтайский край |
| 171 | Березовский | Свердловская область |
| 172 | Тосно | Ленинградская область |
| 173 | Нововоронеж | Воронежская область |
| 174 | Коломна | Московская область |
| 175 | Рефтинский | Свердловская область |
| 176 | Аша | Челябинская область |
| 177 | Заволжье* | Нижегородская область |
| 178 | Новочебоксарск | Чувашия |
| 179 | Северск | Томская область |
| 180 | Искитим* | Новосибирская область |
| 181 | Конаково* | Тверская область |
| 182 | Обнинск | Калужская область |
| 183 | Арзамас | Нижегородская область |
| 184 | Шахты | Ростовская область |
| 185 | Златоуст | Челябинская область |
| 186 | Архангельск | Архангельская область |
| 187 | Гай | Оренбургская область |
| 188 | Березовский | Кемеровская область |
| 189 | Бийск | Алтайский край |
| 190 | Димитровград | Ульяновская область |
| 191 | Кольчугино | Владимирская область |
| 192 | Новомичуринск | Рязанская область |
| 193 | Дивногорск | Красноярский край |
| 194 | Пушкино* | Московская область |
| 195 | Полярные Зори | Мурманская область |
| 196 | Люберцы* | Московская область |
| 197 | Благовещенск | Башкортостан |
| 198 | Балахна* | Нижегородская область |
| 199 | Сарапул* | Удмуртия |
Производственное предприятие «КристАл Лтд» - изготавливает и поставляет высокоточный алмазный и эльборовый инструмент
Алмазные шлифовальные головки




Алмазные шлифовальные головки, имеют различные диаметры и служат для внутреннего шлифования цилиндрических поверхностей.
Головки алмазные шлифовальные AW на органических и металлических связках диаметрами 3, 4, 5, 6, 8, 10, 12 и 16мм и 20мм. На органической связке В2-01 на алмазных порошках АС4 и АС6, микропорошках АСН и АСМ. На металической связке М2-01 на алмазных порошках АС6, АС15 и АС20, микропорошках АСН и АСМ.
Головки алмазные шлифовальные форм AW, FW, DW, EW, D1W, F1W предлагаются на гальванической связке МЭ с алмазными порошками АС6, АС15 и АС20, микропорошках АСН и АСМ.
Цены на шлифовальные головки
| Органика | Цена | мин/кратно |
| AW 3х6х40х3 АС4 125/100 В2-01 100% 0,13 ct | 280 | 10 |
| AW 3х6х40х3 АСМ 40/28 В2-01 100% 0,13 ct | 450 | 10 |
| AW 4х6х40х4 АС4 125/100 В2-01 100% 0,27 ct | 290 | 8 |
| AW 4х6х40х4 АСМ 40/28 В2-01 100% 0,27 ct | 460 | 8 |
| AW 5х8х40х3 АС4 125/100 В2-01 100% 0,5 ct | 300 | 6 |
| AW 5х8х40х3 АСМ 40/28 В2-01 100% 0,5 ct | 500 | 6 |
| AW 6х10х60х3 АС4 125/100 В2-01 100% 1,0 ct | 310 | 6 |
| AW 6х10х60х3 АСМ 40/28 В2-01 100% 1,0 ct | 510 | 6 |
| AW 8х10х60х3 АС4 125/100 В2-01 100% 1,96 ct | 320 | 6 |
| AW 8х10х60х3 АСМ 40/28 В2-01 100% 1,96 ct | 530 | 6 |
| AW 10х16х80х6 АС4 125/100 В2-01 100% 3,91 ct | 370 | 6 |
| AW 10х16х80х6 АСМ 40/28 В2-01 100% 3,91 ct | 670 | 6 |
| AW 12х16х80х6 АС4 125/100 В2-01 100% 6,3ct | 400 | 6 |
| AW 12х16х80х6 АСМ 40/28 В2-01 100% 6,3ct | 720 | 6 |
| АW 16х20х80х8 АС4 125/100 В2-01 100% 14,1ct | 500 | 6 |
| АW 16х20х80х8 АСМ 40/28 В2-01 100% 14,1 ct | 850 | 6 |
АС4, АС6 50/40-200/160
АСМ 14/10-60/40
Цены без учета НДС
| Металлика | Цена | мин/кратно |
| AW 3х6х40х3 АС6 125/100 М2-01 100% 0,13 ct | 350 | 10 |
| AW 3х6х40х3 АСМ 40/28 М2-01 100% 0,13 ct | 550 | 10 |
| AW 4х6х40х4 АС6 125/100 М2-01 100% 0,27 ct | 360 | 10 |
| AW 4х6х40х4 АСМ 40/28 М2-01 100% 0,27 ct | 560 | 10 |
| AW 5х8х40х3 АС6 125/100 М2-01 100% 0,5 ct | 370 | 10 |
| AW 5х8х40х3 АСМ 40/28 М2-01 100% 0,5 ct | 590 | 10 |
| AW 6х10х60х3 АС6 125/100 М2-01 100% 1,0 ct | 380 | 10 |
| AW 6х10х60х3 АСМ 40/28 М2-01 100% 1,0 ct | 620 | 10 |
| AW 8х10х60х3 АС6 125/100 М2-01 100% 1,96 ct | 390 | 7 |
| AW 8х10х60х3 АСМ 40/28 М2-01 100% 1,96 ct | 660 | 7 |
| AW 10х16х80х6 АС6 125/100 М2-01 100% 3,91 ct | 430 | 7 |
| AW 10х16х80х6 АСМ 40/28 М2-01 100% 3,91 ct | 800 | 7 |
| AW 12х16х80х6 АС6 125/100 М2-01 100% 6,3ct | 470 | 7 |
| AW 12х16х80х6 АСМ 40/28 М2-01 100% 6,3ct | 850 | 7 |
| АW 16х20х80х8 АС6 125/100 М2-01 100% 14,1ct | 760 | 7 |
| АW 16х20х80х8 АСМ 40/28 М2-01 100% 14,1 ct | 1050 | 7 |
| АW 20х20х80х8 АС4 125/100 М2-01 100% 24,0 ct | 850 | 7 |
| АW 20х20х80х8 АСМ 40/28 М2-01 100% 24,0 ct | 1200 | 7 |
АС6, АС15, АС20, АС32 50/40-200/160
АСМ 14/10-60/40
Цены без учета НДС
Не нашли что искали?
Компания "Алмаз-Информ" может изготовить для Вас инструмент любой конфигурации и размера.
Изготавливаются нестандартные инструменты из алмаза и эльбора по чертежам заказчика.
Читайте также: