Горячий прокат металла это
Обновлено: 04.10.2024
Большая часть стальных изделий с которыми мы сталкиваемся в повседневной жизни производится из материалов полученных в результате горячекатаного или холоднокатаного проката. Каждому из методов обработки присущи ярко выраженные особенности технологического процесса. Они требуют разных объемов вложения денежных средств. Конечные изделия, произведенные из такой стали, обладают различными свойствами.
В чем выражаются отличия горячекатаного металла от холоднокатаного?
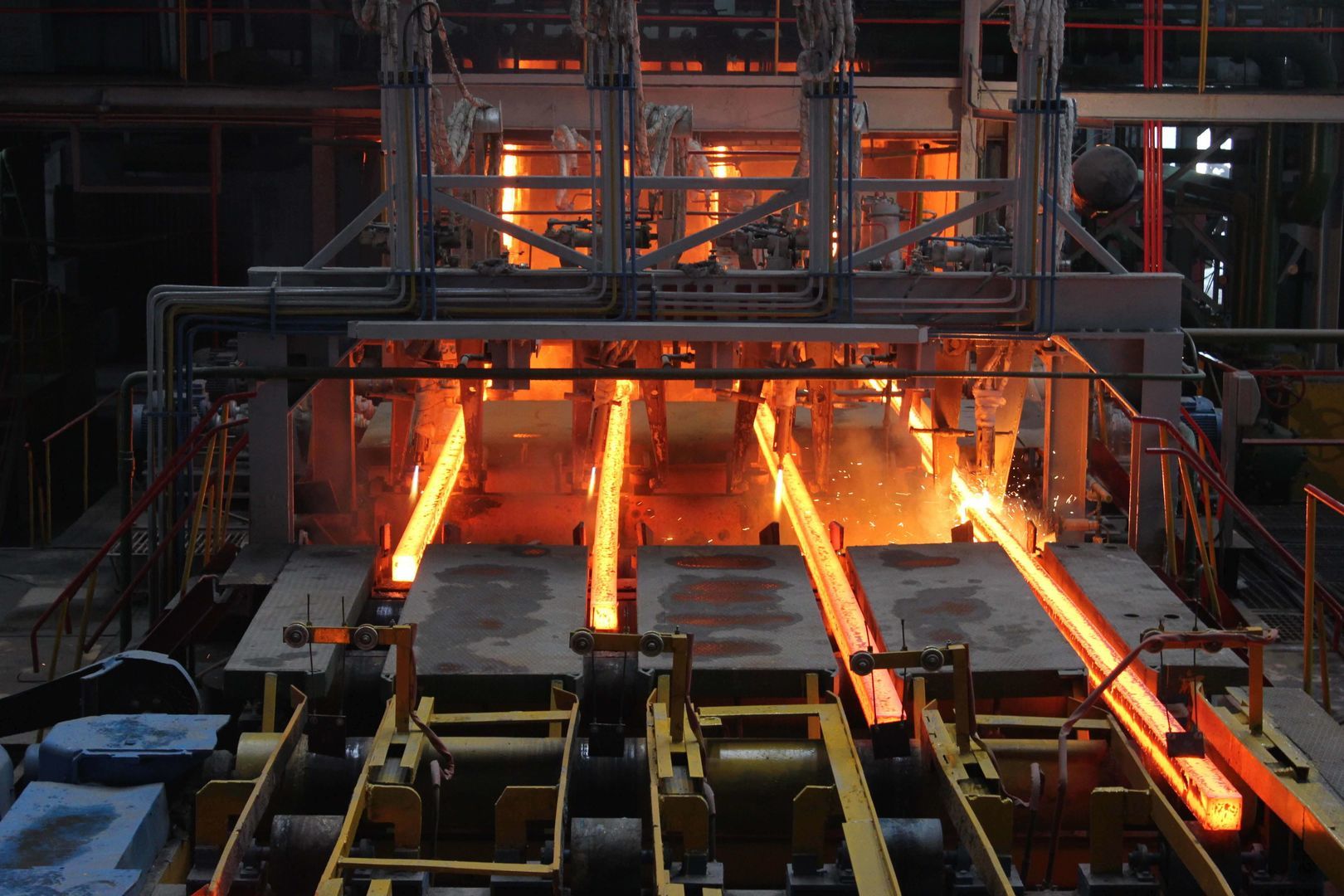
Первый тип стали производится при обработке заготовок на прокатном стане под воздействием высокой температуры. При нагреве металла до 1000 C°, он теряет жесткость и приобретает достаточную пластичность. Благодаря этому стали можно придать практически любую форму, а также изготовить изделия различных размеров.
Второй тип металла представляет собой дополнительно обработанную горячекатаную сталь. Заготовка подвергается точечной деформации при комнатной температуре, а затем производится ее конечный обжиг. Такое воздействие применяется если нужно получить продукт с точными допусками размеров и высоким качеством обработки поверхности металла.
Основные преимущества горячекатаного и холоднокатаного прокатов
Горячий способ производства считается самым распространенным (около 80% всей продукции). Изделия такого типа чаще всего применяются в строительстве и возведении габаритных сооружений. Можно выделить следующие плюсы подобной стали:
- Небольшая стоимость и высокая скорость производства — так как формовка осуществляется за один цикл требуется меньше временных и денежных затрат.
- Высокие показатели пластичности и прочности металла — изделия подходят для изготовления сложных деталей.
- Возможность производства изделий с разнообразной толщиной (до 20 см).
- Высокая износоустойчивость конечных продуктов.
Горячекатаная продукция активно используется в судостроении, производстве авиационной техники и машиностроении. На ее базе возводятся конструкции с применением сварных, клепанных и болтовых соединений. Выстраиваются несущие перекрытия, а также прокладываются магистральные трубопроводы.
Что касается холоднокатаного способа производства, то он предполагает дополнительные финансовые вложения. Однако только благодаря ему можно получать изделия обладающие привлекательным внешним видом, а также отвечающие высоким стандартам качества и прочности. Среди главных преимуществ такой стали:
- Отсутствие рисков при проведении сварочных работ по материалам металлопроката.
- Возможность изготовления высокоточных изделий, обладающих четкими формами и размерами.
- Высокое качество обработки поверхности продукции — повышение ее эстетических и эксплуатационных свойств.
- Возможность выпуска тонколистовых изделий.
С помощью данного метода обработки металла производятся корпусные части автотранспорта, оцинкованные и профилированные листы, эмалированная посуда, консервные банки и другая продукция, требующая дополнительной обработки.
Основные недостатки горячекатаной и холоднокатаной стали
Металлические изделия, произведенные под воздействием высоких температур обладают и рядом отрицательных свойств:
- Необходимость дополнительной обработки такой продукции для избавления от окалины.
- Неравномерность толщины конечного продукта из-за сужения металла в процессе остывания.
- Шероховатость поверхности изделия.
Учитывая особенности сферы применения такой стали, данные минусы оказываются незначительными. Это же касается и материалов, обработанных методом холодного проката. К числу их недостатков относятся:
- Высокая стоимость — из-за необходимости применения заготовок высокого качества и сложности производственного процесса.
- Низкая пластичность металла.
- Необходимость дополнительной антикоррозийной обработки конструкций из такого материала.

Особенности готовой продукции
Зачастую оба метода используются для выпуска листовой стали. Основные отличия холоднокатаного листа от горячекатаного заключаются в их размерах и качественных характеристиках. Обработанный высокими температурами металл будет иметь скругленные неточные углы. При этом кромка может как обрезаться, так и оставаться нетронутой. Габариты нарезки таких листов регламентируются ГОСТ 19903-2015. В связи с ним толщина будет равна 0,4-160 мм. Если же продукт будет сворачиваться в рулоны, его толщина составит 1,2-12 мм.
Что касается отличий холоднокатаной трубы от горячекатаной — они заключаются прежде всего в разнице толщины стенок. К первому типу относятся изделия с тонкими стенками, а зачастую и с меньшим диаметром самой трубы. Они производятся по ГОСТ 8734-75 и 8733-74, а минимальные показатели толщины составляют 0,06 мм.
Кроме того, помимо стандартного сечения, холодный прокат позволяет реализовывать квадратное, овальное или иное сечение при изготовлении труб. Диапазон колебания их диаметров может составлять от 0,3 до 450 мм.
Горячекатаные трубы изготавливаются в соответствии с ГОСТ 8732-78 и 8731-74. Их диаметр — от 28 до 530 мм, а толщина стенок — от 2,5 до 75 мм. Они применяются для прокладки трубопроводов, на которые не предполагается воздействие избыточной нагрузки.
Холодный и горячий прокат металла: особенности и отличия

Листовой металл - самый популярный тип металлопроката. Его производят двумя способами:
методом горячего проката;
В зависимости от способа производства лист получает набор свойств и характеристик. От метода проката зависит также сфера применения листового металла. Человеку, который далек от металлургии, обе технологии могут показаться одинаковыми.
Горячий прокат
Горячий прокат металла - технология изготовления листовой стали. Заготовку сначала нагревают при температуре около 1000 градусов, а потом прокатывают валками. Прогретый металл становится более пластичным, в результате процесс требует меньше времени. Лист горячекатаный может иметь окалины из-за контакта раскаленной стали с воздухом. После изготовления прокат необходимо обработать, убрав все дефекты с поверхности.
Лист железа, изготовленный таким способом, подходит для тех сфер, где к изделиям не предъявляют строгих требований. Он имеет несколько преимуществ:
- солидную толщину;
- достаточно ровную поверхность;
- экономичность.
Недостатком проката является недостаточно ровная для некоторых сфер применения поверхность. После прогрева характеристики заготовки стали неоднородны. Именно поэтому невозможно обеспечить идеально гладкий лист, используя горячий прокат металла. Кроме того, на поверхности остаются следы окалины, и листы требуют дополнительной обработки.
Холодный прокат

Лист холоднокатаный пропускается между катками без предварительного прогрева. Это более тяжелая работа, процесс занимает много времени. Лист железа при этом обладает однородной структурой с низкой пластичностью. В результате получается идеально гладкая поверхность. Чтобы устранить напряженность в металле, готовый лист обжимают и обжигают - это уже никак не влияет на его потребительские свойства.
Лист холоднокатаный пользуется спросом в строительстве, космической отрасли, машино- и судостроении. Он отличается превосходными внешними характеристиками и высокой прочностью. Таких свойств у горячекатаного листа нет. В продаже сложно найти толстый лист, выпущенный методом холодного проката - на него практически нет спроса. Одновременно производители редко выпускают горячекатаные тонкие листы.
Среди преимуществ материала:
- идеальные геометрические характеристики;
- внутренняя однородность;
- ровная и плоская поверхность.
Холодный прокат металла используют также для выпуска стальных листов, которые потом будут использованы в производстве современной мебели. Мебель из такого материала выпускают и для медицинских целей, химической промышленности, лабораторий. Тонкий холодный прокат используют при изготовлении красивой кухонной утвари.
Где применяют горячий и холодный прокат
Лист горячекатаный подходит для сферы ЖКХ, строительных нужд, автомобилестроения. Однако используют материал уже для других целей. Они применяется там, где можно отказаться от эстетики и сэкономить. Например, в автомобильной технике листовой металл используют для внутреннего каркаса авто.
Горячий прокат пользуется неизменным спросом среди покупателей. Если необходимо изготовить лестничные пролеты на производственных участках, создать наклонные поверхности для тележек или сделать стальную площадку, то предприятия закупают горячекатаные листы.
Фасонные и профилированные изделия производят из горячекатаной стали. Она полностью отвечает требованиям покупателей. От фасонных изделий не требуется однородная структура и эстетичность - они выполняют другую функцию.
Лист холоднокатаный больше применяется для облицовки. На заводах столы контролеров имеют столешницы из такого материала - он обеспечивает идеальную точность при измерениях с минимальными колебаниями. Листовой металл можно дополнительно обработать, сделав его поверхность еще более гладкой, тогда погрешности будут исключены.
Какой лист выбрать?
Выбирая листовой металл, надо учитывать сферу его применения. Для изготовления черновых строительных конструкций можно выбрать горячекатаные листы, которые не отличаются эстетичностью, зато обеспечивают высокую прочность фасонных изделий. Для производства стальной плитки или мебели из стальных листов лучше использовать изделия холодного проката, которые не имеют окалины и других дефектов.
Если нужен толстый лист железа холодного проката, то партию материалов можно заказать индивидуально. Компании крайне редко производят такую сталь серийно - покупатели заказывают толстые листы в основном для изготовления профиля и черновых конструкций.
Прокатка стали: разница между технологиями горячей и холодной прокатки

По температуре обработки стали бывает горячекатаный прокат (металл нагревается выше температуры рекристаллизации, до уровня 80% температуры его плавления) и холоднокатаный прокат (30% и меньше от температуры рекристаллизации). В свою очередь, рекристаллизация – это образование и рост кристаллических зёрен материала (металла) за счёт существующих кристаллических зёрен. При горячей прокатке нагрев превышает 920 градусов. Например, для низкоуглеродистой стали температура горячей прокатки должна быть не ниже 1169 градусов.
Получение любого проката возможно 2-мя способами. При первом, на сегодня уже устаревшем, используются стальные слитки (отлитые в специальные формы-изложницы), перерабатываемые в готовый прокат в 2 стадии. Полученные слитки нагреваются и прокатываются в заготовку на обжимных станах, а после удаления дефектов поверхности (закатов, трещин и т.п.) выполняется повторный нагрев и финальная прокатка в горячекатаный лист или фасонный прокат.

При втором способе разливка в изложницы заменяется разливкой на машинах непрерывного литья (МНЛЗ), откуда заготовка также поступает на прокатные станы. Подобным образом исключается такое технологическое звено, как слябинги и блюминги, повышается качество, устраняются потери металла и ресурсов производства при обрезке слитка. В Украине большинство металлургических компаний имеет МНЛЗ и литейно-прокатные модули, а на остальных предприятиях имеются планы по внедрению такого оборудования.
По взаимному положению полосы металла и осей валков прокатка бывает продольная (полоса перпендикулярна валкам), поперечная (полоса параллельна валкам) и поперечно-винтовая или «косая» (валки под углом друг к другу и к оси полосы). Это позволяет получать продукт различной формы. Главные типы проката по форме и размерам – это горячекатаный лист, рулон или жесть и сортовой (простой или фасонный).
Сравнение горячекатаного и холоднокатаного проката
Сегодня в мире горячей прокаткой получают около 80% общего объёма металлопроката. Она требует меньше производственных усилий и, следовательно, меньше электроэнергии. Повышенная пластичность при такой прокатке позволяет за один передел получать значительное сокращение площади поперечного сечения заготовки. Слитки, в значительной мере неоднородные структурно и химически, могут быть обработаны только горячими.
Для горячекатаной (г/к) продукции во многом применяется марка стали 09Г2С, для холоднокатаной (х/к) – 08ПС. Холоднокатаная сталь проходит более длинный путь обработки – подвергается травлению, и лишь затем передаётся на стан. Поэтому, например, толщина х/к листа – не более 5 мм, а его поверхность намного ровнее.

Х/к лист обычно одинаковой толщины по всей площади, без окалины, которую не нужно сбивать перед покраской. Кроме того, при холодной прокатке поверхность металла упрочняется, а это улучшает его механические свойства; х/к лист при сгибании не трескается, более прочен на растяжение и разрыв. Тогда как г/к лист толщиной 3 мм и более обладает довольно большой погрешностью по толщине на площади листа, имеет неровную поверхность, а после термообработки его коробит, и требуется рихтовка.
ТАБЛИЦА. Сравнение свойств х/к и г/к листа
Ровная, поэтому используется там, где в конечном продукте это имеет значение, в т.ч. для металлоизделий (метизов) и в приборостроении
Неровная, чаще всего середина листа «опускается», поэтому в основном применяется в строительстве и сварке металлоконструкций
Напряжение в листе
Равномерное. Это важное свойство металла любого назначения, особенно для приборо- и автостроения
Неравномерное. Тем не менее, используется в машиностроении
Обычно делается из низкоуглеродистой стали и имеет высокую пластичность (можно неоднократно и сильно гнуть)
Делается из углеродистой, низколегированной стали. Для производства котлов и сосудов под давлением используют также легированную сталь
- авто- и судостроение
- в строительстве (для получения профнастила, кровельных листов)
- строительство (в основном в виде несущих покрытий)
- машиностроение, в т.ч. судо- и авиастроение
В Украине значительная часть прокатных мощностей металлургических предприятий нуждается в модернизации с точки зрения как производственной эффективности оборудования, так и доступного сортамента.
Производство горячекатаного проката
«Горячие» станы способны производить плиты толщиной 50-350 мм, листы 3-50 мм и полосы (сматываемые в рулоны) толщиной до 20 мм. Станы для толстого листа включают 1-2 клети типа «дуо» или «кварто» (т.е. с одной или двумя парами валков), иногда с дополнительными вертикальными клетями для обжатия боковых кромок. Для полос применяются станы из 10-15 клетей «кварто» и клетей с вертикальными валками.
На выходе из валков ставятся выходные рольганги и другое вспомогательное оборудование для дальнейшей обработки: у толстолистовых станов – правильные машины, ножницы, термические печи и др., у полосовых – моталки для сматывания в рулоны, конвейер для рулонов, оборудование для их разматывания, правки, резки.
В свою очередь, сортовые станы довольно различны по своим свойствам. Основные их типы – это
- универсальные станы для широкополочных балок, обычно из 3 или 5 последовательных клетей;
- рельсобалочные станы ступенчатого типа из 2 или нескольких линий с клетями «трио» и «дуо»;
- крупносортные станы ступенчатого и полунепрерывного типа из 2 или нескольких линий с клетями «трио» и «дуо»;
- среднесортные станы ступенчатого типа в 2 или 3 линии;
- мелкосортные станы (непрерывные или полунепрерывные);
- непрерывные проволочные станы.

Обзор спецификаций горячекатаного проката
Г/к прокат подразделяется, среди прочего, на:
- «толстый лист» из углеродистой стали, а также из конструкционной качественной стали;
- тонкий лист из стали повышенной прочности;
- лиcт из углepoдиcтой, низкoлeгиpoвaнной или лeгиpoвaнной стали для кoтлoв и cocудoв пoд дaвлeниeм;
- лист для холодной штамповки из конструкционной качественной стали;
- для судостроения;
- низколегированный конструкционный для мостостроения;
- сортовой стальной горячекатаный (круглый, квадратный, шестигранный);
- сортовой и фасонный из нелегированной стали;
- сортовой из конструкционной нелегированной или легированной стали для холодной объемной штамповки;
- сортовой из прецизионных сплавов с высоким электрическим сопротивлением.
Г/к лист может классифицироваться по точности (А – повышенной точности, Б – нормальной точности), по плоскостности (ПО – особо высокой, ПВ – высокой, ПН – нормальной плоскостности), по характеру кромки (НО – с необрезной кромкой, О – с обрезной кромкой) и др.
Преимущества горячекатаного проката, общие применения
Основное преимущество г/к проката – стоимость, что позволяет использовать более значительные его объёмы в сферах, где качество поверхности или внешний вид не столь важны. Например, при строительстве крупных объектов «красота» несущих металлоконструкций не принципиальна, то же самое касается крупных внутренних узлов машин и оборудования. Соответственно, г/к сталь используется прежде всего в таких «тяжёлых» секторах, как строительная индустрия, тяжелое машиностроение.
Производство холоднокатаного проката
«Холодные» станы бывают листовые (для поштучного листа), широкополосные (для рулона), лентопрокатные (для сматываемой ленты толщиной от 1 мкм до 4 мм и шириной от 20 до 600 мм), фольгопрокатные (для полосы толщиной менее 0,1 мм), плющильные (для обжатия проволоки в узкую ленту), для холодной прокатки труб.
При рулонной прокатке с обеих сторон рабочей клети устанавливаются намоточно-натяжные барабаны – моталки, для разматывания рулона перед подачей в валки и сматывания при выходе из них. Самые эффективные листовые станы – это непрерывные.
Обзор спецификаций холоднокатаного проката
Х/к прокат подразделяется, в частности, на:
- тонкий лист из углеродистой стали качественной или обыкновенного качества общего назначения;
- тонкий лист из низкоуглеродистой качественной стали для холодной штамповки;
- тонкий лист из электротехнической изотропной или анизотропной стали;
- лента из коррозионно-стойкой и жаростойкой стали, из углеродистой стали, из термобиметаллов и др.
Преимущества холоднокатаного проката, общие применения
Достоинством х/к металла являются прочностные характеристики и внешний вид. На нём нет окалины. Напряжение в листе распределяется равномерно, что принципиально важно для проката любого назначения. Чаще всего делается из низкоуглеродистой стали и имеет высокую пластичность (т.е. можно неоднократно и сильно сгибать). Поэтому используется в различных сферах машиностроения (включая авто- и судостроение), в приборостроении, строительстве (профнастил, кровельный лист, отделочные материалы). Именно х/к лист подвергается оцинковке и покраске для получения металла с покрытием, который имеет улучшенные защитные свойства.
Выбор между г/к и х/к прокатом (и их различными видами) зависит от запросов потребителя: строительство ли это несущих конструкций или же, напротив, отделочный материал для внешнего фасада, изготовление крупных тяжёлых машин – или производство точной электроники. Горячекатаная сталь выигрывает по цене и многообразию вариаций, холоднокатаная – по качеству и «внешности». При этом обратим внимание, что сортовой прокат является горячекатаным, тогда как сходные между собой типоразмеры листа могут быть как горяче-, так и холоднокатаными.
После выплавки стальная заготовка-сляб может проходить ряд дополнительных обработок, чтобы материал получил нужный вид. Одним из вариантом обработки слябов является горячекатаная технология, с помощью которой можно получить металлический лист средней толщины. Горячекатаный лист используется в различных сферах — производство труб, каркасов, навесных конструкций, лестничных пролетов, запчастей. Какими должны быть листы горячекатаные согласно ГОСТ? Как их производят? Какими физическими особенностями они обладают?

Краткие сведения
Лист горячекатаный (Г/К) — плоское металлическое изделие небольшой толщины, которое получают методом прессования разогретой горячей заготовки. Технология горячего проката и прессования обычно применяется для изделий из стали. Иногда эта технология пригодна для обработки некоторых других металлов (медь, латунь, алюминий, вольфрам, хром и другие). Г/К-листы имеют вид больших металлических полос, которые для удобства упаковывают в промышленные мотки. Лист стальной горячекатаный обладает хорошей прочностью и упругостью, а также средней толщиной (от 2 до 50 миллиметров). Ширина изделий может быть любой, однако на практике встречаются листы шириной 2-5 метров.
Горячий прокат обладает не слишком приятным внешним видом, поэтому его редко используют для внешней облицовки. Основная сфера применения — производство деталей и сложных конструкций, к которым не предъявляется жестких требований относительно внешнего вида. Основные примеры — детали автомобилей, паровозов, пароходов, запчасти для военной техники, подземные трубы, навесные конструкция для промышленных цехов и другие. Производство Г/К-изделий осуществляется на промышленных цехах, а домашняя выплавка подобных объектов является затруднительной с технологической точки зрения. Основными производителям Г/К-изделий являются Китай, Индия, Россия, США, Великобритания и некоторые южноамериканские страны.

Сортамент листов, получаемых горячей прокаткой
- Толстолистовая котельная и топочная сталь толщиной 4-160 мм – ГОСТ 5520-79. Исходные материалы: углеродистые, низколегированные и легированные стали. Продукция поставляется в горячекатаном и термообработанном (нормализация или закалка+отпуск) состоянии. Служит для изготовления сосудов и котлов, эксплуатируемых при минусовых, нормальных и повышенных температурах.
- Прокат нормальной и повышенной прочности для судостроения, согласно ГОСТу 5521-93. Толщина листов – 4-60 мм. Исходный материал – углеродистые стали и марки с повышенным содержанием марганца.
- Толстолистовой прокат для мостовых конструкций обычного и северного исполнения, согласно ГОСТу 6713-91. В данной категории используют три основные марки стали: малоуглеродистую 16Д и низколегированные 15ХСНД и ЮХСНД. Толстолистовой прокат из конструкционных легированных сталей, предназначенных для мостовых сооружений, производят по ГОСТу Р 55374-2012. Изделия из этой металлопродукции предназначены для эксплуатации в регионах с обычным и холодным климатом и допустимой сейсмической активностью до 9 баллов. Для проката, используемого в обычном климате, могут использоваться углеродистые стали обыкновенного качества (ГОСТ 380-2005).
- В автомобилестроении используют горячекатаные углеродистые конструкционные стали толщиной до 14 мм, которые поставляют термически обработанными и в травленом виде.
- Для авиастроения поставляют горячекатаные углеродистые стали толщиной до 30 мм, легированные марки – до 20 мм. Листы реализуют в травленом или термически обработанном виде.
- Заготовки для локомотивных рам могут иметь толщину до 100 мм.
Толстолистовой горячекатаный прокат толщиной 4-160 мм регламентируется ГОСТом 14637-89, тонколистовой прокат толщиной до 3,9 мм – ГОСТом 16523-97. Также выпуск горячекатаной стали толщиной 0,4-160 мм регламентируется ГОСТом 19903-74, взамен которого разрабатывается ГОСТ 19903-2015, еще не вступивший в законную силу.
Физические особенности
Согласно ГОСТ лист горячекатаный обладает следующими физическими свойствами:
- Хорошая прочность, пластичность, надежность. Материал хорошо переносит длительные механические нагрузки без появления трещин, сколов, деформации. Механические нагрузки не приводят к растягиванию материала в любом из направлений. Толщина изделия сохраняется постоянной как при стандартной нагрузке, так и при кратковременном ударе или локальной деформации.
- Минимальный риск коррозии. После остывания на горячекатаной полосе образуется тонкая оксидная пленка, материал становится химически инертным (то есть он не вступает в контакт с водой, жидкостями, кислотами, щелочами).
- Небольшая или средняя толщина. Толщина горячей стали находится в пределах от 2 до 50 миллиметров в зависимости от степени обработки материала. Обратите внимание, что получить горячекатаную полосу толщиной менее 2 миллиметров крайне сложно из-за особенностей температурного расширения железа при нагревании.
- Посредственные эстетические свойства. Во время термической обработки на поверхности заготовки оседают небольшие частички пыли, которые ухудшают эстетические свойства материала. Избавиться от налета сложно, поэтому горячекатаные листы обычно применяют для изготовления деталей или материалов, которые не будут располагаться на поверхности объекта.

Технология производства
Горячекатаный лист отличается простотой производства (в сравнении с изготовлением похожих материалами). Для обработки заготовки и получения плоского изделия не нужно сложное металлургическое оборудование. Домашняя кустарная выплавка на практике применяется редко в связи со сложностью решения некоторых инженерных задач (удаление окалины, организация производственной линии, синхронная работа роликовых прессов). Основных этапов обработки три — предварительная обработка, прессование, финальная зачистка. Ниже мы рассмотрим каждый из этапов более подробно.
Предварительный этап
Для изготовления листа используются толстые стальные слябы-заготовки, которые выплавляют в мартеновских печах. На предварительном этапе слябы поступают в прокатный цех, где они сперва помещается в печь для нагрева. Для эффективной обработки слябы нужно нагреть до температуры 700-1000 градусов в зависимости от состава стального сплава (количество легирующих добавок и углерода влияют на тугоплавкость стали). Во время нагрева сляба происходит активное образование окалины на поверхности материала. Чтобы удалить окалину, применяются две методики дополнительной обработки:
- Механическая очистка. Удаление окалины может осуществляться на вспомогательной линии, где установлено дополнительное оборудование для очистки. Пример подобного оборудования — небольшие специальные прессы, которые выполняют легкий обжим и деформацию материала, что приводит к растрескиванию окалины с последующим ее удалением. Еще один вариант механической очистки — применение установок-окалиноломателей, которые удаляют окалину с поверхности в полуавтоматической или автоматическом режиме.
- Кислотные ванные. Для удаления окалины могут также применяться погружение материала в ванные, куда налиты сильные кислоты (серная, соляная, азотная) или их смеси. Стальной сляб помещается в кислотные ванны на небольшой промежуток времени, поскольку в противном случае железо, углерод и легирующие добавки могут начать вступать в активные реакции с кислотами.
- Обратите внимание, что на практике методы механической и кислотной очистки часто применяются в комплексе. Сперва материал очищается от окалины с помощью прессов или окалиноломателей, а потом он помещается в кислотные ванные для окончательной нейтрализации вредоносных веществ. На первом этапе происходит удаление 80-90% окалины, а кислоты устраняют оставшиеся вредные вещества (10-20%). Комплексная обработка повышает стоимость работ, однако она позволяет получить более надежный горячекатаный лист.

Прессование
После нагрева материала и удаления окалины лист стальной горячекатаный поступает на основную конвейерную линию. Конвейер состоит из серии двухвалковых катков, у которых ширина зазора постепенно уменьшается. При прохождении разогретого металла через каток происходит продольная деформация листа, что приводит к уменьшению его ширины. При прохождении через несколько катков ширина сляба уменьшается многократно (обычно в 5-10 раз). Некоторые особенности прессования горячих листов стали:
- Сталь, разогретая до температуры 700-1000 градусов, становится очень пластичной, поэтому ее обработка происходит просто. Роликовым прессам не нужно обладать большой мощностью, поскольку разогретый металл легко деформируется по всей своей длине. Это упрощает и удешевляет производство горячекатаных полос.
- Скорость работы горячекатаного конвейер зависит от качества обработки, температуры нагрева листа, интенсивности очистки поверхности от окалины. На практике скорость работы конвейера обычно составляет 10-25 метров в минуту, что является хорошим показателем.
Финальный этап
На финальном этапе может выполняться дополнительная обработка листов — отжиг, финальное травление, закалка. Дополнительная обработка позволяет улучшить физические свойства материала и избавиться от остатков окалины. Обратите внимание, что горячекатаные полосы можно собрать в мотки, однако делать это нужно только после полного остывания материала в цеху. Это же правило распространяется на случай маркировки полос — проставление отметок и штампов нужно делать также после остывания. Маркировка должна осуществляется в соответствии с правилами ГОСТ.

Горячекатаная и холоднокатаная сталь — в чем разница?
Помимо горячекатаных также существуют холоднокатаные стали, которые имеют с ними много общего. Холоднокатаные (Х/К) изделия изготавливают в виде длинных листов, которые для удобства собирают в большие мотки. Х/К-изделия изготавливают из металлических сплавов, а самым популярным материалом является сталь (хотя бывают также медные, алюминиевые, латунные и другие полосы). Х/К-изделия также в основном применяются в трудоемких отраслях промышленности — производство запчастей для самолетов, автомобилей и поездов, изготовление труб, создание навесных конструкций.

Основные различия
- Для изготовления Г/К-изделия металлическую заготовку-сляб нагревают до температуры 700-1000 градусов — потом она прессуется с помощью валковых устройств-клетей. Для получения холоднокатаного объекта берется уже готовое Г/К-изделия — оно очищается от окалины и проходит прессование с помощью валковых клетей. Дополнительный нагрев заготовок не осуществляется.
- Технология Г/К является грубой, поэтому она позволяет получить полосы толщиной не менее 2 миллиметров (это ограничение появляется из-за особенностей расширения металлов при нагреве). Однако для изготовления одной полосы требуется минимум времени и оборудования, поэтому стоят такие объекты дешевле. Технология Х/К является более точной. С ее помощью можно уменьшить лист до толщины 0,35 миллиметров. Однако обработка является более трудоемкой, поэтому Х/К-полосы будут стоить на порядок дороже.
- Во время нагрева заготовки-сляба образуется большое количество окалины, которая попадает внутрь металлического сплава. Механические способы удаления позволяют избавиться лишь от части окалины. Поэтому Г/К-изделия будут отличаться хорошей, но не идеальной прочностью. В случае применения Х/К-технологии образования окалины можно избежать. С помощью финальной закалки можно улучшить качество сплава за счет рекристаллизации. Поэтому Х/К-изделия будут отличаться более высокой прочностью, надежностью.
- Из-за активного образования окалины при нагреве также большое количество гари и мусора оседает на поверхности горячекатаного проката. Во время изготовления холоднокатаной стали происходит зачистка и обработка внешней поверхности листа. Поэтому холоднокатаные объекты полосы будут обладать более высокими качествами (металлический блеск, отсутствие гари, равномерный цвет).
- Листовая горячекатаная сталь применяется для производства изделий и запчастей, к которым не предъявляются высокие требования относительно вида. Скажем, этот материал можно применять для изготовления внутренних деталей авто, поездов и кораблей. Тогда как Х/К-лист выглядят более красиво, поэтому их можно использовать для изготовления внешних облицовочных материалов (каркасы автомобилей, жестяные банки, профлисты).

Сводная таблица
| Категория | Сталь горячекатаная листовая | Сталь холоднокатаная листовая |
| Технология производства | Нагрев металлической заготовки-сляба с последующим прессованием | Прессование и обжимка заготовки без термического нагрева |
| Толщина | Маленькая и средняя — от 2 до 50 миллиметров | Очень маленькая и маленькая — от 0,35 до 5 миллиметров |
| Вид | Блеклый вид, возможно наличие гари и накипи на поверхности | Приятный вид, естественный металлический блеск |
| Прочность | Высокая | Очень высокая |
| Стоимость | Низкая | Средняя или высокая |
| Сферы применения | Производство корпусов для поездов, вагонов и кораблей, изготовление транспортных запчастей, создание подземных труб | Производство каркасных корпусов для автомобилей, поездов, самолетов, изготовление посуды и жестяной тары, создание облицовочного профлиста |

Сферы применения
Деление на преимущества и недостатки горячекатаного и холоднокатаного стального листа условно, поскольку каждый из них подходит для определенных целей. И тот, и другой широко применяются в самых разных областях.
Горячекатаный лист:
- В строительстве все виды листового металлопроката – это основа для создания различных по масштабу и назначению металлических конструкций, в частности, тех, от которых требуется усиленная несущая способность;
- Из «горячих» листов делают товарные вагоны, кузова самосвалов и прочие детали;
- Стальные горячекатаные листы подходят для изготовления сварных труб, гнутых профилей и многих других изделий.
Холоднокатаный лист:
- Применяется в автомобилестроении – из него делают кузовные детали легковых машин и кабин грузовых автомобилей;
- Используют для производства кровельных материалов, таких, как металлочерепица, профлист;
- Из «холодного» листа делают корпуса электроприборов и различного оборудования, даже посуду и другие предметы быта.
И горячекатаные, и холоднокатаные листы находят свое применение в самых разных сферах. Главное – использовать каждый из видов этого металлопроката по назначению. При соответствующей обработке и эксплуатации они будут одинаково устойчивы к коррозии и прослужат максимально долго.
Особенности стального горячекатаного проката

Металлопрокат бывает горячекатаный и холоднокатаный. Между этими двумя методами существенная разница не только в технологическом процессе, но и в экономичности. Изделия, которые получают тем или другим способом, приобретают разные свойства, но по прочности и срокам эксплуатации большой разницы не имеют, если нет дополнительных эксплуатационных условий.
Технология изготовления изделий металлопроката
Для получения металлопроката применяют углеродистые и легированные стали. Углерод в составе сплава придаёт прочность, а легирующие добавки отвечают за ковкость, хрупкость, пластичность и внутреннее напряжение.
Предварительно заготовки металла зачищают от окалины и других загрязнений. Затем металл поступает в обработку.
Прокат стальной горячекатаный

Если нет принципиальной разницы в применении элементов металлопроката — зачем переплачивать? Горячекатаные изделия дешевле холоднокатаных, так как требуют меньших затрат при изготовлении. Оптимальный выбор в этом случае будет в сопоставлении цены со свойствами приобретаемого металла. Но иногда отличия одного вида проката от другого принципиальны.
Горячекатаный прокат изготовляется после разогрева металла до температуры пластичности материала, выше 920 градусов. Температурный режим поддерживается по всему параметру до конца процесса проката. Это наиболее экономичный метод, так как металл легче поддаётся обработке в горячем состоянии.
Готовые горячекатаные изделия имеют шероховатую поверхность синевато-серого цвета. Горячая обработка заготовок позволяет делать более глубокие деформации металла — это позволяет расширить сортамент.
Главные отличия горячекатаных изделий
- из горячего металла легче получить пруток меньшего диаметра и более тонкий лист;
- возможность использования низкосортного металла;
- при высоких температурах металл окисляется и покрывается окалиной;
- деформация, возникающая после охлаждения металла, существенно влияет на геометрию элемента: толщину изделия, края листов;
- допуски размеров готовых изделий горячекатаных выше, чем холоднокатаных.
Крупные изделия горячего проката применяются в конструкциях, где важно выдерживать большие несущие нагрузки, и в армировании, для усиления бетонных сооружений.

Технология его более дорогостоящая. Требуется больше усилий, чтобы раскатать холодный металл. Заготовка многократно пропускается под валками, становясь тоньше и тоньше. Мощность оборудования выше, чем в случае получения горячекатаны хэлементов.
Только дорогостоящий металл с высокими пластичными свойствами можно подвергать холодному прокату. Чтобы снять возникающее внутреннее напряжение в металле, готовые изделия нагревают, затем производят медленное охлаждение. Все это приводит к удорожанию элементов металлопроката.
Холодный прокат позволяет выдержать точные размеры изделий. Поверхность получается идеально гладкая и ровная, поэтому не требует дальнейшей обработки или сводит её к минимуму.
Изделия при таком способе изготовления имеют однородную структуру, прочные и твёрдые, хорошо работают на растяжение, разрыв и изгиб.
Так как процесс проходит при температурах, близких к нормальным, увеличивается прочность листа на 20 процентов. Это называется деформационным упрочнением. Поверхность изделий гладкая, серого цвета.
Существует ограничение толщины стального холоднокатаного листа. Если требуется раскатать лист тоньше 0.5 миллиметра, то применяют метод горячего проката.
Если потребителю важен внешний вид и равномерная толщина по всей поверхности изделия, то после горячего проката применяют холодный.
Вывод: если на первый план выступает цена изделия, выбираем горячекатаный металлопрокат, а там, где требуется прочность, твёрдость, хороший внешний вид, отдаём предпочтение холоднокатаному.
Сортамент горячекатаного проката

Горячекатаный прокат бывает двух видов:
- тонколистовой, с толщиной листа до 3.9 мм, отпускается лист в рулонах при толщине листа от 1.2 мм или листами с обрезными краями толщиной от 0.4 мм;
- толстолистовой, с толщиной 4−160 мм, отпускается также в рулонах до 12 мм и листах.
Горячекатаные листы бывают легированные и конструкционные.
Для сварных конструкций в строительстве и промышленности применяются листы низколегированные из низкоуглеродистой стали. Изделия относительно дешёвы и широко используются в лёгкой и тяжёлой промышленности, где нет повышенных требований к изделиям. Из них изготовляют шовные трубопроводы и клёпаные мостовые металлоконструкции.
Из легированной углеродистой стали делают конструкционный металлопрокат, который идёт на изготовления деталей машин и конструкций, где требуется высокая ответственность.
Горячекатаный прокат имеет большой сортимент, легко сваривается, не подвержен коррозии, оптимален по соотношению «цена — качество», требует минимальной обработки, имеет устойчивость к механическим повреждениям и высоким температурам.
Круглый горячекатаный стальной прокат

ГОСТ круг стальной ГОСТ 2590–2006 определяет диаметр круглого горячего проката в пределах 5−270 мм. Это изделие универсальное и широко используется во многих отраслях промышленности.
Согласно ГОСТу элементы круглого металлопроката бывают особо высокой точности с маркировкой АО 1; высокой точности — А1, А2, А3; повышенной точности — Б1; и простой обычной точности В1, В2, В3, В4, В5. По длине классифицируются как мерные, мерные с немерной длиной, кратной мерной длиной и кратной мерной с немерной длиной, в рулонах. По кривизне круглый прокат классифицируется как I, II, III, IV.
В гражданском строительстве при возведении монолитно-каркасных высотных зданий круглый стальной металлопрокат используется при армировании конструкций.
Металлические прутья идут на изготовление каркасов, ворот, пружин и рессор, используются в судостроении, космической и военной промышленности, в автомобилестроении.
Элементы круглого горячего проката имеют вид прута заданного диаметра. Если диаметр изделия до 9 мм, то отпускается в мотках, свыше 9 мм — в прутках.
Если прокат изготовлен из низкоуглеродистой стали обыкновенного качества или низколегированной стали, изделия отпускаются длиной от 2 до 12 м. Если сталь качественная углеродистая или легированная, длина отпускаемых изделий — от 2 до 6 м. При изготовлении проката из высокоуглеродистой стали длина прутка от 1 до 6 м.
По требованию покупателя прокат могут отпускать немерной длины от 3 до 13 м, при этом допускается 10 процентам изделий иметь меньшую длину, но не короче 75% минимальной.
Читайте также: