Гост плазменная резка металла
Обновлено: 05.07.2024
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
АППАРАТУРА ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ МЕТАЛЛОВ
Типы и основные параметры
Apparatus for plasma-arc cutting of metals.
Types and basic parameters
Дата введения 1981-01-01
Постановлением Госстандарта N 536 от 29.04.92 снято ограничение срока действия
ПЕРЕИЗДАНИЕ. Август 1994 г.
1. Настоящий стандарт распространяется на аппаратуру (совокупность плазменного резака и средств управления) для разделительной плазменно-дуговой резки металлов.
Аппаратура с водяным или воздушно-водяным охлаждением должна изготовляться в климатических исполнениях У, ХЛ и Т категории размещения 4 по ГОСТ 15150-69, но для работы при температурах от плюс 5 до плюс 35 °С.
Аппаратура с воздушным охлаждением должна изготовляться в климатических исполнениях У и ХЛ категории размещения 2 по ГОСТ 15150-69, но для работы при температурах от минус 10 до плюс 40 °С.
2. Определения терминов, применяемых в стандарте, приведены в справочном приложении.
3. Типы и основные параметры аппаратуры должны соответствовать указанным в таблице.
Тип аппаратуры в зависимости от
Номи-
наль-
ный рабочий ток, А
Номи-
нальная продолжи-
тельность включения, ПВ, %
Дли-
тель-
ность цикла, мин
Напря-
жение холостого хода, В, не более
Наибольшая толщина разрезаемого характерного металла, мм
степени автоматизации резки
ПлР - для ручной резки
Принудительное воздушное, водяное или воздушно-водяное
ПлП - для полуавтома-
тической резки
ПлА - для автоматической резки
1. ПлР - аппаратура с ручным управлением циклом резки и перемещением резака.
2. ПлП - аппаратура с автоматизированным управлением циклом резки и перемещением резака вручную или переносными машинами.
3. ПлА - аппаратура с автоматизированным управлением циклом резки и перемещением резака.
4. Плазмообразующая среда для аппаратуры типа 1 - инертные и нейтральные газы: аргон, гелий, азот и др. и их смеси с водородом (характерный разрезаемый металл - алюминий), а для аппаратуры типа 2 - активные газы: воздух, кислород, углекислый газ и др. и их смеси с другими газами (характерный разрезаемый металл - углеродистая сталь).
Пример условного обозначения аппаратуры для плазменно-дуговой ручной резки (типа ПлР-1) на номинальный рабочий ток 100 А в климатическом исполнении Т категории размещения 4 по ГОСТ 15150-69;
Аппаратура ПлР-1 - 100Т4 ГОСТ 12221-79
Определения терминов, применяемых в стандарте
Электрическая дуга с интенсивным образованием плазмы в результате принудительной продувки среды сквозь столб электрической дуги
Резка с проплавлением металла плазменной дугой и интенсивным удалением расплава потоком плазмы
Гост плазменная резка металла
Система стандартов безопасности труда
ПЛАЗМЕННАЯ ОБРАБОТКА МЕТАЛЛОВ
Occupational safety standards system. Plasma treatment of metals.
Safety requirements
Дата введения 1986-07-01
1. РАЗРАБОТАН Всесоюзным Центральным Советом Профессиональных Союзов, Государственным комитетом СССР по управлению качеством продукции и стандартам, Академией наук УССР, Министерством здравоохранения РСФСР, Министерством электротехнической промышленности, Министерством черной металлургии, Министерством химического и нефтяного машиностроения
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 05.11.85 N 3548
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
4. Ограничение срока действия снято Постановлением Госстандарта от 05.08.91 N 1318
5. ИЗДАНИЕ (март 2001 г.) с Изменением N 1, утвержденным в августе 1991 г. (ИУС 11-91)
Настоящий стандарт распространяется на процессы плазменной обработки металлов и устанавливает требования безопасности при плазменной резке, сварке (наплавке), напылении; плазменно-механической обработке; поверхностной зачистке, строжке (закалке), рафинировании (переплаве), раскатке (формоизменении с плазменным подогревом), сфероидизации.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 1).
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Плазменная обработка металлов должна выполняться в соответствии с требованиями настоящего стандарта, ГОСТ 12.3.003, строительными нормами и правилами, утвержденными Госстроем СССР, санитарными правилами на устройство и эксплуатацию оборудования для плазменной обработки материалов, утвержденными Минздравом СССР, санитарными правилами при сварке, наплавке и резке металлов, утвержденными Минздравом СССР, правилами пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства, утвержденными Главным управлением пожарной охраны МВД.
1.2. Уровни опасных и вредных производственных факторов в рабочей зоне не должны превышать установленных значений: содержание вредных веществ в воздухе рабочей зоны, температура, влажность и скорость движения воздуха - по ГОСТ 12.1.005, уровень шума - по ГОСТ 12.1.003, уровень ультразвука - по ГОСТ 12.1.001, температура поверхности оборудования и теплового излучения на рабочих местах - по ГОСТ 12.4.123.
Уровень ультрафиолетового излучения - в соответствии с санитарными нормами ультрафиолетового излучения в производственных помещениях, утвержденными Минздравом СССР, уровень магнитных полей частотой 50 Гц - в соответствии с предельно допустимыми уровнями магнитных полей частотой 50 Гц, утвержденными Минздравом СССР.
Перечень опасных и вредных производственных факторов, возникающих при процессах плазменной обработки, приведен в приложении 1.
1.1, 1.2. (Измененная редакция, Изм. N 1).
1.3. Электробезопасность при плазменной обработке металлов - по ГОСТ 12.1.019 и ГОСТ 12.1.030.
1.4. Пожаро- и взрывобезопасность при плазменной обработке металлов - по ГОСТ 12.1.004, ГОСТ 12.1.010 и типовым правилам пожарной безопасности для промышленных предприятий, утвержденным ГУПО МВД СССР.
1.5. Методы контроля выполнения требований безопасности - в соответствии с ГОСТ 12.3.003 и санитарными правилами на устройство и эксплуатацию оборудования для плазменной обработки материалов, утвержденными Минздравом СССР.
(Введен дополнительно, Изм. N 1).
2. ТРЕБОВАНИЯ К ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССАМ
2.1. При разработке технологических процессов плазменной обработки металлов следует предусматривать:
механизацию и автоматизацию процессов;
мероприятия по предотвращению поступления в воздух рабочей зоны вредных веществ;
снижение уровней шума и светового излучения;
рациональную организацию рабочих мест.
2.2. Управление оборудованием должно быть механизировано, автоматизировано и осуществляться дистанционно.
Конструкция пультов управления должна исключать возможность случайного пуска оборудования.
2.3. Оборудование, предназначенное для выполнения процессов плазменной обработки металлов, должно соответствовать требованиям ГОСТ 12.2.003, ГОСТ 12.2.049, ГОСТ 12.2.007.8.
2.4. Органы управления и контрольная аппаратура - по ГОСТ 23000, ГОСТ 12.2.064 и ГОСТ 12.4.040. Символы органов управления - по ГОСТ 12.4.040.
2.5. Плазменную обработку металлов проводят при действующей вытяжной вентиляции.
Местные вытяжные устройства максимально приближают к зоне выделения вредных веществ.
Допускается использование местных вытяжных устройств, не связанных с оборудованием и оснасткой.
2.6. При механизированной резке листового проката необходимо использовать местное вытяжное устройство от раскроечных рам, столов.
Выбор конструкции местного вытяжного устройства и объемы удаляемого воздуха определяются типом и размером раскроечной рамы, стола.
2.7. При резке труб применяют полукольцевое местное вытяжное устройство и осуществляют дополнительное удаление воздуха из внутреннего пространства трубы.
2.5-2.7. (Измененная редакция, Изм. N 1).
2.8. (Исключен, Изм. N 1).
2.9. При плазменно-механической обработке металлов на металлорежущих станках следует предусматривать полное укрытие или местное вытяжное устройство, перемещающееся синхронно с плазмотроном.
2.10. (Исключен, Изм. N 1).
2.11. При обработке крупногабаритных изделий должны применяться технологические режимы, исключающие коробление изделий, которое может служить причиной травм.
2.12. Плазменное напыление проводят в укрытиях (камерах), выполненных из негорючих звукопоглощающих материалов и оборудованных вытяжной вентиляцией.
2.13. Плазменное напыление ручным способом мелких деталей проводят в звуконепроницаемых укрытиях (камерах), передние стенки которых должны быть оборудованы светофильтрами и проемами для рук работающего, находящегося вне укрытия (камеры).
2.12, 2.13. (Измененная редакция, Изм. N 1).
2.13а. Удаляемый местной вытяжной вентиляцией воздух от оборудования для плазменной обработки металлов должен подвергаться очистке перед выбросом в атмосферу.
2.14. Эксплуатация применяемых в технологических процессах оборудования, сосудов и газопроводов, работающих под давлением, должна осуществляться в соответствии с правилами устройства и безопасной эксплуатации сосудов, работающих под давлением, и правилами безопасности в газовом хозяйстве, утвержденными Госгортехнадзором СССР.
2.15. При плазменной обработке изделий, окрашенных, облицованных или покрытых пастами, герметиком и т.п., места обработки должны быть очищены от этих материалов на 200 мм с обеих сторон от границы обработки.
Прилегающие к району обработки облицовочные материалы должны быть укрыты экранами из огнестойких материалов (асбест, стеклоткань и др.).
2.16. Засыпка и уборка порошков в бункеры установок для плазменного напыления и наплавки должны производиться с использованием местных вытяжных устройств или в специальных камерах и кабинах, снабженных вытяжной вентиляцией.
3. ТРЕБОВАНИЯ К ПРОИЗВОДСТВЕННЫМ ПОМЕЩЕНИЯМ
3.1. Производственные помещения для плазменной обработки металлов должны быть оборудованы системами приточно-вытяжной вентиляции и отопления в соответствии со строительными нормами и правилами на отопление, вентиляцию и кондиционирование воздуха, а также нормами проектирования промышленных предприятий, утвержденными Госстроем СССР.
3.2. Стены и потолки производственных помещений, где выполняется плазменная обработка, должны иметь звукопоглощающую облицовку с защитным покрытием из негорючего перфорированного материала, поглощающего ультрафиолетовое излучение.
Высота облицовки при отсутствии звукопоглощающей защиты на оборудовании должна быть не менее 2,7 м.
ДЕТАЛИ И ЗАГОТОВКИ, ВЫРЕЗАЕМЫЕ КИСЛОРОДНОЙ
И ПЛАЗМЕННО-ДУГОВОЙ РЕЗКОЙ
Точность, качество поверхности реза
Parts and workpieces made by oxygen and plasma cutting.
Cut face accuracu and quality
Дата введения с 01.07.1981
до 01.07.1986*
__________________
* Ограничение срока действия снято постановлением
Госстандарта СССР N 997. (ИУС N 9 1991 г.). -
Примечание изготовителя базы данных.
РАЗРАБОТАН Министерством химического и нефтяного машиностроения
К. В. Васильев, канд. техн. наук; О. Ш. Спектор, канд. техн. наук; Л. О. Кохликян, канд. техн. наук; Н. И. Никифоров, канд. техн. наук; А. А. Трофимов; А. К. Шишкина; Л. Я. Горштейн
ВНЕСЕН Министерством химического и нефтяного машиностроения
Член Коллегии А.М. Васильев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27 марта 1980 г. N 1390
Постановлением Государственного комитета СССР по стандартам от 27 марта 1980 г. N 1390 срок действия установлен с 01.07.1981 г. до 01.07.1986 г.*
1. Настоящий стандарт распространяется на детали и заготовки, вырезаемые механизированной кислородной резкой из листовой углеродистой стали обыкновенного качества толщиной 5-100 мм и механизированной плазменно-дуговой резкой из листовой стали (углеродистой обыкновенного качества, высоколегированной коррозионностойкой, жаростойкой, жаропрочной) и листов алюминия и его сплавов толщиной 5-60 мм.
Стандарт устанавливает точность вырезаемых деталей и заготовок и показатели качества поверхности реза.
2. Класс точности вырезаемой детали или заготовки и показатели качества поверхности реза следует определять после удаления шлака и грата с поверхности реза.
3. Классы точности и предельные отклонения размеров вырезаемых деталей и заготовок от номинальных размеров должны соответствовать указанным в табл. 1.
4. Предельные отклонения вырезаемых деталей и заготовок от .прямолинейности устанавливаются в половинном размере от норм, указанных в табл. 1.
Предельные отклонения при номинальных размерах детали или заготовки
Св. 1500 до 2500
Св. 2500 до 5000
Кислородная и плазменно-
Примечание. Детали и заготовки следует измерять с погрешностью не более 0,5 мм.
5. Качество поверхности реза определяется сочетанием следующих показателей: отклонение поверхности реза от перпендикулярности, шероховатость поверхности реза, зона термического влияния.
6. Наибольшее отклонение поверхности реза от перпендикулярности (черт. 1) устанавливается в зависимости от толщины разрезаемого металла.
- отклонение поверхности реза от перпендикулярности
Классы вырезаемых деталей и заготовок в зависимости от наибольших отклонений поверхности реза от перпендикулярности и наибольшие отклонения поверхности реза от перпендикулярности должны соответствовать указанным в табл.2.
Нормы при толщине разрезаемого металла, мм
Примечание. Радиус оплавления верхней кромки не должен превышать 2 мм.
7. Шероховатость поверхности реза (черт. 2) следует определять измерением высоты неровностей профиля по 10 точкам на базовой длине 8 мм.

При этом шероховатость поверхности реза измеряют для толщин разрезаемого металла до 60 мм в середине толщины, свыше 60 мм - в двух местах, отступая от верхней и нижней кромок на 10 мм.
Классы вырезаемых деталей и заготовок в зависимости от шероховатости поверхности реза и наибольшие значения высоты неровностей профиля должны соответствовать указанным в табл. 3
Примечание. На поверхности реза допускаются отдельные неровности, превышающие нормы шероховатости, указанные в таблице, величина и число которых устанавливается в технологической документации в зависимости от требований к вырезаемой детали или заготовке.
8. Зона термического влияния устанавливается только для плазменно-дуговой резки.
Трещины в зоне термического влияния и в зоне оплавленного металла не допускаются.
Классы вырезаемых деталей и заготовок в зависимости от наибольшего значения зоны термического влияния и наибольшие значения зоны термического влияния должны соответствовать указанным в табл. 4.
Нормы при толщине разрезаемого металла (для алюминиевых сплавов), мм
1. Значение зоны термического влияния включает толщину зоны оплавленного металла.
2. Толщина зоны термического влияния измеряется от фактически полученной поверхности.
3. Нормы для углеродистых сталей удваиваются, а для сталей аустенитного класса уменьшаются в два раза.
9. Классы вырезаемой детали или заготовки должны быть указаны в технологической документации на детали и заготовки и в нормативно-технической документации на машины для кислородной и плазменно-дуговой резки металлов и обозначены четырехзначным числом, указывающим класс точности вырезаемой детали или заготовки (табл. 1) и классы в зависимости от отклонения поверхности реза от перпендикулярности (табл. 2), шероховатости поверхности реза (табл. 3) и значения зоны термического влияния (табл. 4).
Если какой-либо показатель не определяют, то вместо его обозначения ставят 0.
Перед четырехзначным числом должно быть указано обозначение способа резки:
К - кислородная резка;
П - плазменно-дуговая резка.
Пример условного обозначения классов детали или заготовки, вырезаемой плазменно-дуговой резкой, 1-го класса точности, 2-го класса в зависимости от отклонения поверхности реза от перпендикулярности, при отсутствии требований к шероховатости реза, 2-го класса в зависимости от значения зоны термического влияния:

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДЕТАЛИ И ЗАГОТОВКИ,
ВЫРЕЗАЕМЫЕ КИСЛОРОДНОЙ
И ПЛАЗМЕННО-ДУГОВОЙ РЕЗКОЙ
ТОЧНОСТЬ, КАЧЕСТВО ПОВЕРХНОСТИ РЕЗА
ГОСТ 14792-80
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
ДЕТАЛИ И ЗАГОТОВКИ, ВЫРЕЗАЕМЫЕ КИСЛОРОДНОЙ И ПЛАЗМЕННО-ДУГОВОЙ РЕЗКОЙ
Parts and work pieces made by oxygen and plasma cutting.
Cut face accuracy and quality
ГОСТ
14792-80
Взамен
ГОСТ 14792-69
Дата введения 01.07.81
Постановлением Госстандарта № 997 от 25.06.91 снято ограничение срока действия
2. Класс точности вырезаемой детали или заготовки и показатели качества поверхности реза следует определять после удаления шлака и грата с поверхности реза.
4. Предельные отклонения вырезаемых деталей и заготовок от прямолинейности устанавливаются в половинном размере от норм, указанных в табл. 1.
Предельные отклонения при номинальных размерах детали или заготовки
Св. 2500 до 5000
Кислородная и плазменно-дуговая
6. Наибольшее отклонение поверхности реза от перпендикулярности (черт. 1) устанавливается в зависимости от толщины разрезаемого металла.
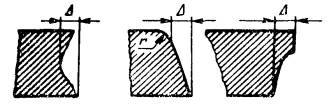
D - отклонение поверхности реза от перпендикулярности
Классы вырезаемых деталей и заготовок в зависимости от наибольших отклонений поверхности реза от перпендикулярности и наибольшие отклонения поверхности реза от перпендикулярности должны соответствовать указанным в табл. 2.
Нормы при толщине разрезаемого металла, мм
Примечание. Радиус оплавления r верхней кромки не должен превышать 2 мм.
7. Шероховатость поверхности реза (черт. 2) следует определять измерением высоты неровностей профиля Rz по 10 точкам на базовой длине 8 мм.
Классы вырезаемых деталей и заготовок в зависимости от шероховатости поверхности реза и наибольшие значения высоты неровностей профиля Rz должны соответствовать указанным в табл. 3.
Нормы при толщине разрезаемого металла (для аллюминиевых сплавов), мм
Пример условного обозначения классов детали или заготовки, вырезаемой, плазменно-дуговой резкой, 1-го класса точности, 2-го класса в зависимости от отклонения поверхности реза от перпендикулярности, при отсутствии требований к шероховатости реза, 2-го класса в зависимости от значения зоны термического влияния:


Читайте также: