Гравировка на металле электричеством
Обновлено: 04.10.2024
Гравировка на стали – древнее искусство.Самым распространенным предметом для украшения гравировкой было холодное оружие. Гравюра на оружии подчеркивала его качество и достоинство, придавала ему праздничное звучание и блеск.
Электрохимическая гравировка по металлу
Гравировки делают не только на оружии. Их делают на номерках в гардеробе, на собачьих ошейниках, на надгробных памятниках. А еще вспомните о фамильных гербах, дарственных надписях.
Мы предлагаем вам попробовать себя в искусстве электрохимической гравировки по металлу, так как для этого не требуется никаких химических реактивов и особых знаний по физике и химии. Готовый рисунок не смывается, его можно удалить только шлифовкой. Можно начать с ножа.
Материалы для гравировки
– кухонный нож (тесак);
– 1-й вариант: скотч и скальпель (или канцелярский нож),
– 2-й вариант: парафин (или воск) и обыкновенная игла;
– ватная палочка (или ватка, намотанная на гвоздь);
– 2 зажима «крокодил»;
– источник постоянного тока 5-12 вольт (годится зарядник для телефона);
– лампочка от фонарика;
– переменный резистор на 100 Ом;
– раствор соли: 1 чайная ложка в 50 г воды;
– провода.

Процедура гравировки
Очищаем и обезжириваем гравируемую поверхность спиртом или бензином, одеколоном и т. п.

Суть электрохимической гравировки на металле такова. Поверхность металла закрывается какой-либо пленкой с вырезанными на ней линиями небольшой ширины. Под действием электрохимии эти линии – открытые участки металлической поверхности – чернеют и образуют рисунок. Пусть нашим рисунком будет китайский иероглиф «мясо».
Подготовить его можно в одном из двух вариантов.
1) На поверхность ножа плотно наклеиваем скотч и на нем острым скальпелем (или канцелярским ножом) вырезаем наш иероглиф. Следим за тем, чтобы края скотча вдоль линий не отошли от поверхности ножа.
2) Покрываем поверхность ножа расплавленным парафином или воском и, когда покрытие застынет, обыкновенной иглой выцарапываем на покрытии наш рисунок.

Теперь собираем простенькую электрическую цепь: последовательно соединяем источник постоянного тока, лампочку от фонарика и переменный резистор. Эту схему можно собрать, например, в мыльнице. К двум концам электрической цепи подсоединяем зажимы «крокодил».

Перед гравировкой произведем еще и электрохимическую очистку открытых участков поверхности ножа. Для этого плюсовым «крокодилом» зажимаем нож, минусовым берем ватную палочку и макаем ее в соляной раствор. Включаем источник питания и медленно 2-3 раза проводим головкой ватной палочки по рисунку.

Наконец, приступаем к самой гравировке. Меняем полюса источника питания: нож зажимаем минусовым «крокодилом», а плюсовым берем новую чистую ватную палочку и макаем ее в тот же соляной раствор. Включаем питание и медленно проводим ватной палочкой по рисунку. Линии начинают быстро чернеть, на глазах образуя рисунок. Для верности ватной головкой проводим по рисунку 2-3 раза.

Всё, гравировка на стали закончена. Очищаем нож от покрывающей его пленки.
Декоративное травление металла
Как известно, металл довольно трудно обрабатывать в домашних условиях без специальных навыков и инструментов, тем более, если это такой твёрдый металл, как сталь. Тем не менее, можно призвать на помощь химию: существует такой химический процесс – электролиз. Он протекает на электродах при прохождении электрического тока через растворы электролитов. Т.е. если в качестве электрода взять металлическую заготовку, в качестве электролита использовать обычную солёную воду, то при прохождении через неё тока металл начнёт стравливаться, проще говоря, атомы с поверхности металла начнут «улетать». Таким образом, для обработки металла не всегда нужны какие-то особые навыки и инструменты, ведь за нас всё может сделать электричество.
- Пластиковая или стеклянная ёмкость.
- Поваренная соль.
- Металлическая пластинка.
- Источник питания 5 - 12 вольт.
- Соединительные провода.
Электрохимическая гравировка на металле
Шаг 1. Из металлической пластинки вырежем прямоугольный кусочек, который на котором и будет в дальнейшем вытравлена надпись. Достать металлическую пластинку толщиной 1-2 мм можно в любом строительном магазине, я купил самую дешёвую стальную проушину.
Шаг 2. Тщательно зашкуриваем поверхности заготовки, сначала крупной наждачной бумагой, затем мелкой. Поверхность должна стать блестящей, покрытой множеством мелких царапин. Также нужно пройтись наждачной бумагой по краям и рёбрам пластинки. После зашкуривания металл необходимо обезжирить спиртом, растворителем или просто тщательно промыть горячей водой с мылом. После этого прикасаться к поверхностям жирными руками нельзя.
Шаг 3. На лазерном принтере распечатываем рисунок, который будет увековечен на металле и переносим на металл с помощью лазерно-утюжной технологии, которая не раз описывалась в интернете. Распечатывать нужно в зеркальном отображении. Если под рукой нет лазерного принтера, с тем же успехом можно нарисовать рисунок лаком для ногтей или несмываемым маркером. Закрашенная область останется нетронутой, а голый металл подвергнется электролизу, т.е. попросту стравится.
Шаг 4. Теперь, когда заготовка полностью готова к травлению, нужно взять неметаллическую ёмкость, налить в неё воды и насыпать соли. От концентрации соли сильно зависит скорость травления, чем больше соли – тем быстрее идёт процесс. При слишком большой скорости травления есть риск повреждения защитного слоя лака или тонера от принтера, рисунок получится не качественным. Оптимальное соотношение – столовая ложка соли на стакан воды.
В ёмкости нужно закрепить анод, т.е. саму металлическую заготовку и катод – простой кусок металла. Чем больше его площадь, тем выше будет скорость травления. Наглядно установка для травления показана на картинке ниже:
Плюс от источника питания (анод) подключается к заготовке, а минус (катод) в раствор. При этом желательно установить несколько минусовых контактов со всех сторон от заготовки, тогда травление пройдёт равномерно со всех сторон.
Несколько слов об источнике питания. Я использую компьютерный блок питания, а точнее его 12-ти вольтовую линию. Чем больше напряжение – тем выше скорость травления. Можно использовать и обычное зарядное для сотового телефона, на его выходе 5 вольт, этого напряжения будет вполне достаточно. Не стоит повышать напряжение более 12-ти вольт, иначе процесс будет идти слишком активно, защитный слой лака отпадёт, а раствор перегреется.
Правильно подключив все провода, включаем блок питания. От минусового контакта (катода) сразу же начнут идти пузыри, это означает, что процесс идёт. Если пузыри стали идти от заготовки, значит нужно поменять полярность питания.
После нескольких минут травления на поверхности раствора образуется пенка противного жёлто-зелёного цвета.
Минут через 30-40 заготовку можно доставать из раствора, предварительно отключив питание. Она будет вся покрыта чёрным налётом, это нормально.
Шаг 5. Теперь остаётся лишь очистить металл от налёта, стереть тонер или лак, по желанию ещё раз зашкурить поверхность. Чёрный налёт легко удаляется под струёй обычной воды, лак или тонер смывается ацетоном либо жидкостью для снятия лака. Теперь чётко видно, что буквы на металле стали рельефными, сама металлическая поверхность после травления стала матовой.
Электроискровой карандаш своими руками
Сделать надпись на металле иногда бывает интересно. Особенно на подарке близкому человеку, чтобы он радовался и, главное, не забыл кто ему подогнал подарочек и за что.
Связываться с высоким и опасным напряжением не хочется, да и опасно, а вот сделать самому устройство рабочее и не сложное приятно.

- Электромагнитное втягивающее реле на 12 В (HCNE1-0530);
- Корпус от шариковой ручки потолще;
- Металлический стержень диаметром около 2 мм.;
- Контакты типа «крокодил» для подключения к источнику напряжения;
- Сам источник напряжения на 12 В.

Делал автоматическую кормушку для кота, но оказалось, что при контакте с металлом оно отлично искрит. Для электрокарандаша - то что надо. Для нанесения красивых надписей важно иметь удобную форму карандаша. Его должно быть удобно держать в руке, а что удобнее ручки для такого дела? Берём ручку потолще, чтоб в неё уместить реле. У меня была ручка на 10 стержней. Выглядела она примерно вот так.
Ручка хорошая, но в детских руках быстро сломалась. Основное её преимущество в том, что она толстенькая. Почему я её не выкинул? Потому что в неё может влезть реле. Реле не влезло и в корпусе ручки пришлось сделать вырезы, чтобы углы прямоугольного реле встали на своё место.


К реле надо приделать стержень, который и будет непосредственно писать. Я использовал маленькую отвертку для мелких работ. Она всё равно давно провернулась в ручке и не работала. Почему я её не выкинул? Потому что её можно с небольшой доработкой использовать как стержень для электрокарандаша.

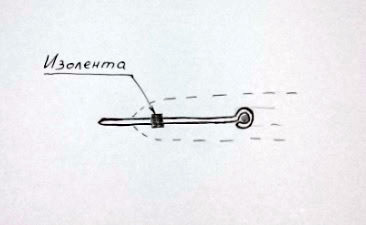
Со штоком реле доработанный стержень соединил кусочком проволоки длиной 5 мм от большой скрепки и, чтоб он не выпадал, обмотал изолентой.
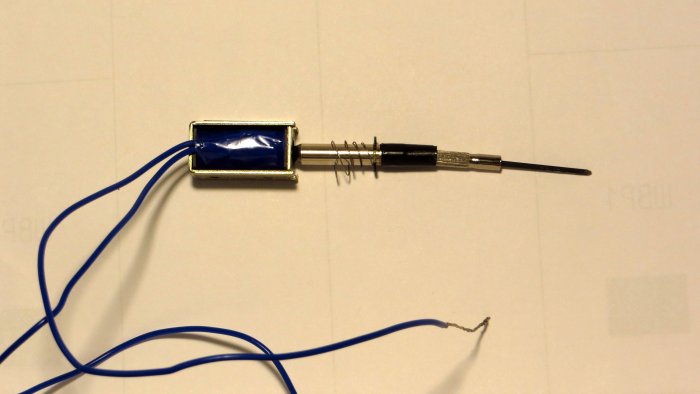
Вообще вместо отвёртки можно использовать разогнутую большую скрепку или проволоку диаметром 1,5 … 2,0 мм. Проволоку на конце загнуть колечком.
Осталось только собрать всё.
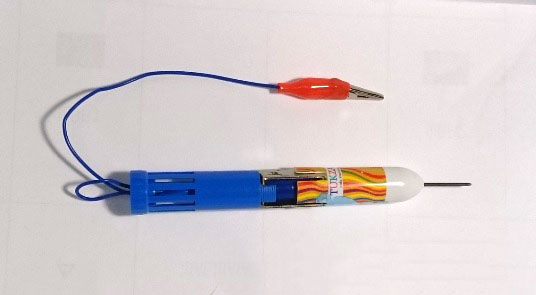
У меня реле вставилось в обе половинки довольно туго и не пришлось укреплять, но, если чуть болтается, можно всё укрепить изолентой или скотчем. Один провод присоединить к металлической части корпуса реле, а второй провод выпустить наружу и присоединить к нему «крокодил». Ах да – надо ещё чуть заточить кончик стержня и, если использовали проволоку, накрутить небольшое утолщение из изоленты.
Утолщение не даст стержню-перу слишком далеко вылезти из ручки. Стержень при полностью втянутом положении должен торчать примерно на 10 мм и вытягиваться еще на 5 мм. Как раз утолщение и не должно пролезть в носик ручки внутри.
Можно приступать к писанине. Или к рисованию, но электрокарандашу нужно напряжение и отлично подходит для этих целей аккумулятор от шуруповерта.
Погонять аккумулятор всегда полезно. Чтоб он не застаивался и не терял форму. Подключаем карандаш к аккумулятору. Второй провод от батареи присоединяем к металлическому предмету, на котором будут наши художества, и пишем.
Электромагнитное реле не имеет полярности присоединения, но для карандаша правильно присоединить плюс и минус важно.
Когда мы подключенным карандашом касаемся подключенного к другой клемме предмета возникает искра и цепь замыкается. Реле срабатывает и втягивает стержень-перо внутрь ручки. Цепь размыкается и опять с икрой. Реле отключается и пружина выталкивает перо до касания предмета. Цепь замыкается, размыкается и всё искрит и искрит. Цикл повторяется пока вы держите ручку на месте. А вы её не держите на месте, а уже пишите, пишите.

Искра — это маленькая дуга плазмы и она оставляет на металле хорошо заметную отметину. Ведёте перо медленно – надпись более выраженная, ведёте быстро – менее заметная. Минута работы и уже видимый отличный результат.

Смотрите видео
Видно как быстро и легко получается отличная стойкая надпись.
Электромаркер по металлу. Как сделать гравировку?

К числу специфических способов электроискровой обработки токопроводящих материалов относится гравировка их поверхности с применением электрического разряда малой скважности. Производимые для этих целей электромаркеры по металлу представляют собой компактные, энергосберегающие приборы, а потому широко применяются как в производственных, так и в бытовых целях.
Характеристики устройства
При пробое межэлектродного промежутка между катодом, в качестве которого выступает маркирующий инструмент (иногда называемый электрографическим пером) и анодом – поверхностью металла, происходит эрозия металла анода, в результате которой формируется совокупность лунок. Их форма и расположение определяется траекторией перемещения электромаркера по металлу и интенсивностью электрического импульса. Для того, чтобы тепловая энергия испарения металла концентрировалась в ограниченном объёме, поверхность зоны обработки смачивается жидким диэлектриком, в качестве которого используется обычное минеральное масло. Кроме того, масло снижает усилие отрыва вручную перемещаемого электрода от обрабатываемой поверхности, не допуская короткого замыкания в межэлектродном промежутке. Анод–заготовка присоединяется к общей электрической цепи устройства при помощи зажима. Нельзя для электромаркировки использовать воду, и тем более – водные растворы солей.
В результате точечной эрозии на поверхности можно сформировать рисунок, производственное клеймо или любую другую отметку глубиной до 1…2 мм. Кроме того, промаркированная поверхность отличается и визуально. Поскольку результатом единичного акта электроэрозии является лунка, где дно формируется периодическими электрическими импульсами, то обработанная поверхность всегда является матовой, а потому особенно заметна на шлифованном, полированном, либо холоднокатанном металле.

Процесс электрографической маркировки устойчиво протекает при следующих рабочих характеристиках устройства:
- Рабочее напряжение, В – 30…140.
- Ток обработки, мА – 40…300.
- Скважность, с -1 – до 100.
- Материал катода – вольфрамовая проволока диаметром до 1 мм (возможно также применение высокоуглеродистой стали типа 65Г или 60С2).
Практически потребляемая мощность устройства зависит от глубины маркировки и электроэрозионной способности металла анода, но обычно не превышает 20…50 Вт. В комплект поставки входит также вибратор, генерирующий колебания рабочей головки прибора с необходимой частотой. С целью обеспечения электрической безопасности электромаркеры по металлу снабжаются тепловыми датчиками, реагирующими на перегрев.
Принцип работы электромаркера
Поверхность металла, подлежащая маркировке, должна быть тщательно очищена от жировых загрязнений и окисных плёнок. Последние заметно ухудшают проводимость металла, что вынуждает увеличивать напряжение в межэлектродном промежутке. Разряд получается малой скважности, однако с более грубыми лунками, что ухудшает качество маркировки. Мощность искрового разряда регулируется ступенчатым переключателем.
Оптимальными для данных целей считаются следующие геометрические характеристики лунки:
- Ширина – 0,2…2,0 мм;
- Глубина – 0,15…20 мкм;
- Скорость перемещения маркера по поверхности — до 10 мм/с.
В комплект некоторых моделей электромаркеров по металлу входит также стальная плита, снабжаемая креплениями для фиксирования детали, которая подвергается маркировке.

Последовательность работы с электромаркером по металлу такова. Прибор через автономный блок питания подключается к бытовой электросети напряжением 220 В и частотой 50 Гц. Маркируемая деталь зажимом «крокодил» присоединяется к металлической плите. Вибрационное устройство с целью защиты глаз оператора закрывается специальным фильтром, после чего электрографическое перо подносится к поверхности, которая покрыта тонким (2…3 мм) слоем жидкого диэлектрика. Вначале производится пробный разряд, при котором устанавливается оптимальная скорость перемещения электрографического карандаша по поверхности изделия. По мере перемещения пера смачиваются диэлектриком новые участки обработки.
Для настройки электрографического маркера по металлу необходимо произвести следующие действия:
- Настроить частоту вибратора на требуемый режим. Для этого пользуются (в зависимости от типоразмера и производителя данных устройств) одним из следующих способов: либо оптимизируют звуковой сигнал (при снижении частоты колебаний допустимое значение межэлектродного зазора увеличивается), либо регулируют частоту путём изменения яркости сигнальной лампочки.
- Переключателем устанавливают необходимую величину тока. Обычно она максимальна для металлов с низкой теплопроводностью (большинство цветных металлов и сплавов), и меньше – для алюминия, стали или чугуна.

- Перемещением электрода-инструмента по необходимой траектории движения, производят маркировку. Габаритные размеры символов не имеют ограничений.
- При работе с электромаркером следует помнить, что увеличение, сверх необходимого, напряжения и тока электрического разряда ускоряет износ электрода, и не приводит к существенному увеличению производительности процесса. Особенно интенсивен износ в случае короткого замыкания цепи (случается при недостатке или отсутствии жидкости-диэлектрика на маркируемой поверхности изделия). Для ориентировки можно пользоваться нормативными значениями износа 0,05…0,2 мм на одно клеймение.
- Для исправления ошибочного нанесённого знака поверхность необходимо прошлифовать.
Применение электрокарандаша требует от оператора определённых навыков и опыта работы. Длительность непрерывного использования электроискрового маркера принципиально не ограничивается, хотя при продолжительности работы устройства более 30…40 минут блок генератора импульсов разогревается. Замена изношенного катода-инструмента производится при отключённом приборе. Электромаркер по металлу не должен эксплуатироваться в помещениях, относительная влажность воздуха в которых превышает 75%.
Преимущества электромаркеров и их типоразмеры
Сохранение товарного вида продукции после электромаркировки обеспечивается:
- Отсутствием искажений поверхности изделия;
- Возможностью проводить клеймение тонких поверхностей без опасности их деформирования;
- Эффективным использованием процесса относительно любых токопроводящих материалов;
- Удобством нанесения клейм, номенклатура которых ничем не ограничивается;
- При использовании вольфрамового электрода с избирательным переносом металла одновременно производится антикоррозионная обработка поверхности стальных изделий.
Модели наиболее востребованных электромаркеров приведены в таблице
Электрохимическая гравировка на нержавейке

Доброго дня, вечера, ночи, утра…в общем кому как удобно.
Решил поделиться очередным опытом, как для меня занятие довольно увлекательное, но в тоже время мытарное.
Понадобилось мне в процессе строительства очень интересного девайса сделать гравировку на панели управления этим прибором, а именно изображение и описание тех процесса.
Кто хоть раз пользовался изготовлением печатных плат в домашних условиях меня поймет. По сколько сам увлекаюсь электроникой, для меня это было привычно.
И так кому интересно, вот что нам понадобится:
1. Усидчивость
2. Терпение
3. Прямые руки
4. Усидчивое терпение
5. И прочие прилагательные…
А теперь серьезно. Я испробовал три варианта, каждый имеет право на жизнь, у каждого есть плюсы и минусы.
Первый вариант это метод ЛУТ, лазерно-утюжный.
Нам понадобится:
1 навык работы в графическом редакторе
2 лазерный принтер
3 специальная термотрансферная бумага, она при нагреве и давлении имеет свойство переносить тонер принтера на интересующую нас поверхность, в данном случае нержавеющая сталь.
3. Утюг
4. Баночка с водой или кран с водой.
5. Блок питания 10-12 вольт, 3-5 ампер.
6. Автомобильная лампочка 55 Вт
7. Кусок медного или латунного прутка, см 5-7.
8.Ватные диски
9. Баночка с раствором соли, 100 мл воды и чайная ложка соли.
Если делаем с фоторезистом нужен по хорошему ламинатор и уф лампа и прозрачная пленка ламонд или иная для шаблона.
Вроде ничего не забыл.
Далее гугл в помощь, честно описывать весь тех процесс не охотно, на Ютубе все есть.
Хочу больше рассказать о минусах такого способа. В процессе травления происходит нагрев нашего электрода, соответственно принт при нагреве заготовки может слезать, да и огрехи в виде мелких точек тоже огромный минус.
Этих минусов за исключением гемора подготовки заготовки и того же слезания при нагреве лишена фоторезистивная пленка. И конечно победитель это паяльная маска для защиты печатных плат. Она не боится нагрева, ее проще наносить, она не слезает как принт или фоторезист, но ее также сложно снять после гравировки. У меня детали по задумке шлифованные, по этому шкуркой 320ой отлично снимается, если металл зеркало то это не вариант, либо потом полировать.

Такой результат при использовании паяльной маски. Изображение очень четкое( не такое конечно как на лазерном станке, но для хенд мейда очень хорошо) и рельефное,

Нанесённая маска после затвердевания под уф лампой, под шаблоном она остаётся жидкой и смывается спиртом

Результат при ЛУТ изображение очень рельефное и четкое, но в местах где принта небыло видны глубокие рытвины…
Читайте также: