Холодная точечная сварка для металла
Обновлено: 25.06.2024
Современный клей, обладающий высоким уровнем прочности, необходим для многих работ в различных отраслях промышленности. Таким материалом является холодная сварка. Продукция нашла свое применение в области проведения ремонта транспортных средств и сантехники, устранения различных дефектов металлических поверхностей и восстановления резьбы.
Особенности
Состав может быть использован в любых сферах, где эффективна обычная сварка для металла, однако ряд объективных причин препятствуют работе последней. Такой метод соединения металлических поверхностей заключается в объединении элементов при помощи пластичности сварочной смеси, которая проникает в материал.
Особенностью холодной сварки также является тот факт, что для обеспечения продуктивной работы нет необходимости в покупке специализированного дорогостоящего оборудования. Этот способ можно отнести к сварке давлением, однако спайка получается за счет глубокого пластического деформирования, которое разрушает оксидный слой материала, что делает расстояние между элементами аналогичным параметрам кристаллической решетки. Именно увеличение энергетического уровня веществ благоприятствует созданию прочной химической связи.



Свойства данного материала дают возможность работать с поверхностями и конструкциями из цветных и черных металлов. Главной особенностью такого способа скрепления является тот факт, что холодная сварка представляет собой идеальный вариант для ремонта металлических изделий, чувствительных к нагреву, и обеспечивает надежное соединение между собой различных металлов.


Метод обладает рядом преимуществ.
- Продукция доступна для потребителей, продается во многих супермаркетах.
- Проводить соединения элементов в большинстве случаев можно без их предварительного демонтажа.
- Работы не отнимают много времени.
- Склеиваемые поверхности не деформируются, поскольку не подвергаются воздействию высоких температур.
- Сварочный шов отвечает требованиям эстетической привлекательности.
- Часто данный метод выступает единственной возможностью соединить детали. Это касается сварки элементов из меди и алюминия, а также емкостей, которые содержат взрывоопасные вещества.
- Технология исключает образование отходов.
- Нет необходимости прилагать максимальные усилия для проведения процесса соединения деталей.
- Материал абсолютно безвреден.
- Для работы не нужны особые навыки и специальный инструмент.
- Существуют термостойкие разновидности состава, с которыми можно работать при температуре более +1000 С.


К недостаткам материала относят несколько особенностей.
- Прочность сварочного шва все же имеет меньший показатель в сравнении с обычной сваркой, поэтому продукция не всегда годится для применения в промышленных масштабах.
- Холодная сварка не позиционируется как материал для заделывания больших дефектов.
- Поверхности, которые нужно соединить, нуждаются в тщательном очищении перед нанесением состава. В противном случае качество сцепления резко уменьшается.
Исходя из расположения соединительного шва и типа рабочих поверхностей, можно выделить несколько разновидностей холодных сварок.
- Точечная – рекомендуется для шин и кухонной посуды из алюминия и меди, крепления насадок на алюминиевые провода, благодаря чему возрастает качество соединения электрических контактов;
- Шовная – предназначена для производства корпусов различных устройств и оборудования, а также объемных герметичных емкостей;
- Стыковая – применяется для изготовления колец и соединения проводов;
- Тавровая – используется для склеивания латунных шпилек, шинопроводов электровозов;
- Сварка сдвигом – предназначена для труб, обеспечивающих подачу воды, включая отопительные системы, а также для линий передач на железной дороге.



В зависимости от клеевого состава и его густоты, сварка классифицируется следующим образом:
- Пластилинообразная, напоминающая брусок, имеющий один или два слоя (технология использования такого материала требует предварительного перемешивания и размягчения продукции);
- Жидкая, состоящая из клея и отвердителя, которые необходимо смешать перед нанесением (поэтому она называется двухкомпонентной).


Относительно целевой направленности выделяют несколько типов холодной сварки.
- Водостойкий состав, предназначенный для проведения работ в воде.
- Продукт для ремонта транспортных средств, включающий в себя наполнитель из металла. Данная сварка выпускается специально для работ с автомобильными деталями.
- Продукт, предназначенный для работы с металлами, имеющий в своем составе определенный наполнитель, благодаря которому между собой соединяются почти все виды поверхностей.
- Сварка универсального назначения. Она обеспечивает надежное соединение разных материалов (дерева, различных полимеров и т. д. ). Этот продукт является самым востребованным на рынке.
- Высокотемпературная холодная сварка. Она может использоваться при температуре от +1500 до -60 С.
Технические характеристики
Холодная сварка – это пластичный клей, выпускаемый на базе эпоксидной смолы. Двухкомпонентный состав хранится долгое время без утраты его основных свойств. Однокомпонентная продукция требует оперативного нанесения, поскольку она быстро теряет свои соединительные качества.
Чаще всего средство выпускают в виде двухслойного цилиндра. Его оболочкой выступает отвердитель со смолой и металлической пылью внутри. Подобная добавка обеспечивает прочное соединение.
Помимо основных компонентов сварка включает в себя и другие добавки, например, серу. Добавки обеспечивают уникальные качественные характеристики состава. Весь перечень используемых веществ производители, как правило, не оглашают.
Основными компонентами, которые присутствуют в большинстве холодных сварок для металла, являются следующие:
- эпоксидная смола – главный элемент (обеспечивает связывание материалов между собой);
- наполнитель, представляющий собой металлическую пыль (отвечает за прочность всей связки, делая шов термостойким);
- разнообразные добавки, состав которых формируется производителем в зависимости от типа сварки.
Температурные характеристики холодной сварки тоже зависят от состава продукции. Обычно инструкция к товару содержит информацию о параметрах, при соблюдении которых соединение будет надежным и прочным. Для большей части составов максимальным является показатель равный +260 С.
Производители
На отечественном рынке самыми популярными производителями являются иностранные компании, поскольку российская продукция имеет более низкое качество, о чем свидетельствуют многочисленные потребительские отзывы. Отечественная продукция представлена торговыми марками «Алмаз» или «Полимет», Henkel. Лидерами среди иностранных составов считаются Hi-Gear, Abro, Poxipol.





Abro Steel – американская двухкомпонентная сварка универсального назначения. Материал выдерживает воздействие разных агрессивных веществ и отлично сохраняет свои свойства вплоть до температуры +260 С.
Hi-Gear «Быстрая сталь» производится для работ с металлом, пластиком и камнем. Продукция обеспечивает прочное соединение, устойчива к механическому и химическому воздействию.


Henkel «Момент СуперЭпокси» широко используется для соединения сплавов из металла и других материалов. Свои свойства состав сохраняет до температуры +140 С.
Уругвайский Adefal Trading S. A. Poxipol – универсальная двухкомпонентная холодная сварка. Максимальной температурой для такой продукции является показатель +120 С.

Германская Wurth Liuguid Metal Fe 1 выпускается для работ с керамическими и металлическими деталями и конструкциями. Материал не горит и не содержит растворителей. Состав сварки обеспечивает ее устойчивость к агрессивным веществам. Максимальной температурой для подобной продукции считается +120 С.
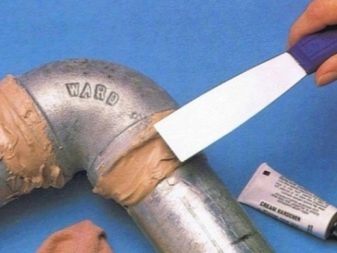
Холодная сварка для батарей и водопроводных труб Mastix лучше всех остальных составов справляется с задачей заделывания трещин и других дефектов на подобных конструкциях. Температура в трубопроводах не превышает допустимую составляющую +120 С, поэтому продукцией можно пользоваться в домашних условиях. Такая сварка позволяет создавать утраченные части и новые детали.

Металлосиликатная продукция Kerry «Термо» обладает повышенной вязкостью. Она отлично зарекомендовала себя в работе с жаростойкими сплавами из стали, чугуна и титана. Состав устойчив к механическим воздействиям, поэтому рекомендован для ремонта автомобильных деталей. Продукт выдерживает перепады температур от +900 до -60 С.


Советы
Чтобы правильно применить состав, необходимо выполнить ряд подготовительных процедур. Прежде всего, нужно убрать с поверхности пыль, жирный налет, масляные пятна и другие загрязнения. Это касается и ржавчины, ее тщательным образом счищают, чтобы обеспечить доступ к сцепляемым поверхностям. Только после того, как покрытие будет пригодно к работе, следует приступать к сварке.
Двухкомпонентные составы извлекаются из упаковки и тщательно перемешиваются. Жидкие и твердые композиции должны прийти к состоянию пластичности, за счет чего им можно задавать различную форму. Работы осуществляются только при соблюдении мер безопасности – нужно исключить риск попадания продукции на кожные покровы.



Как только состав приобретет приемлемую консистенцию, его сразу нужно применять по назначению, поскольку материал быстро сохнет.
Рекомендуется контролировать толщину слоя нанесенного материала. Первый слой не должен превышать 6 мм. При необходимости накладывается второй слой холодной сварки, но только после того, как окончательно просохнет предыдущий. Эксплуатировать конструкцию по прямому назначению можно будет, когда состав полностью затвердеет.
Многие покупатели задаются вопросом о том, какая холодная сварка лучше. Ответ на подобный вопрос дать сложно, поскольку технические характеристики состава подбираются индивидуально, учитывая целый ряд важных нюансов, которые касаются типа металлических поверхностей, условий эксплуатации и многих других принципиально значимых факторов.



Единственной рекомендацией является пожелание отдавать предпочтение известным торговым маркам, продукция которых имеет положительные отзывы. Однако в таком случае стоимость продукции окажется достаточно высокой.
Существует несколько моментов, на которые следует обратить внимание при покупке холодной сварки.
- Наличие в композиции добавок и их разновидность. Наполнитель должен соответствовать типу металла, который будет склеиваться при помощи состава, либо иметь прочность не ниже, чем у этого материала.
- Показатели минимальной и максимальной температуры, в диапазоне которой состав сохраняет свои технические показатели. Высокотемпературные составы гораздо прочнее.
- Часто принципиальное значение имеет время застывания сварки. Поэтому правильнее будет приобрести два вида продукта: для оперативного склеивания и стандартного типа. Хотя в большинстве случаев последний вид обеспечивает более надежное и качественное соединение.


О том, как работает холодная сварка, смотрите в следующем видео.
Холодная сварка металлов – никакого волшебства!
Холодной сваркой называется соединение металлов в твердой фазе, достигаемое совместным пластическим деформированием соединяемых элементов без применения нагрева. Процесс осуществляется на воздухе при комнатной температуре, которая для большинства материалов ниже температуры рекристаллизации (чаще всего – путем приложения давления). Поэтому в ГОСТ 2601 данный способ имеет следующее определение:
Холодная сварка сварка давлением при значительной пластической деформации без внешнего нагрева соединяемых частей
ВНИМАНИЕ! Если вы искали клей "холодная сварка" см. статью "Холодная сварка" – клей, но не сварка
Содержание
Холодная сварка металлов – экскурс в историю
Холодная сварка металлов известна с древних времен. Как показывают археологические исследования и исторические хроники – "Колосс Родосский" был снаружи покрыт тонкими медными листами, которые были соединены между собой с использованием холодной сварки. То есть данная технология была применена и при создании шедевров античного периода.
В Национальном музее в Дублине (Ирландия) хранятся золотые коробочки, которые по заключению экспертов, изготовлены в эпоху поздней бронзы с применением данного способа.
В 1724 году священником Дезагюлье (J. L. Desaguliers) был представлен способ соединения свинца с помощью холодной сварки. Опыт заключался в том, что два свинцовых шарика диаметром около 25 мм сдавливали вместе и вращали, в результате они соединялись. Последующие попытки разорвать данное соединение и измерить величину разрыва с помощь весов показали, что прочность соединения некоторых образцов оказалось ничем не хуже основного металла. Результаты данных опытов были опубликованы в научных журналах.
На данный способ получения соединения впервые всерьез посмотрели в 1940-х годах, именно в это время ученые обнаружили странный эффект взаимодействия нескольких кусков одного и того же металла в абсолютном вакууме – при наличии чистых плоских граней они притягиваются.
Начиная со второй половины 1940-х годов она начала применяться в промышленно развитых странах: в 1947 - 1948 гг. появилась в США, а в 1949 г. началось использование и в СССР.
В настоящее время она успешно применяется для соединения изделий из пластичных металлов, таких как медь, алюминий, свинец, олово, никель и др.

Что такое холодная сварка?
Холодная сварка – процесс, при котором происходит соединение двух твердых тел без нагрева свариваемых деталей на стыке соединения. Отличительной особенностью холодной сварки металлов является отсутствие фазы расплавления.
На первый взгляд, холодная сварка может показаться волшебством. Многие люди не могут понять, как может производится процесс соединения без нагрева, электрического тока или специальных растворов. Если посмотреть видео – у многих возникает мысль: "Это что-то магическое". На самом деле никакой магии нет.
Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают на свариваемых поверхностях хрупкую пленку окислов. В настоящее время известно, что сила сцепления от контакта может быть значительно увеличена благодаря сильному сжатию деталей между собой, увеличению времени контакта, повышению температуры деталей, а также от комбинирования вышеперечисленных факторов.
Основная трудность подготовки поверхности деталей заключается в тщательном удалении с нее органических и окисных пленок. Органические пленки – это тонкие пленки масел, жирных кислот и парафинов, покрывающие свариваемые поверхности. Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
При контакте с кислородом или другими реактивными веществами происходит образование поверхностных слоев, которые в значительной мере или полностью исключают вероятность возникновения эффекта холодной сварки. Ведь именно образующаяся из-за содержания кислорода в воздухе на поверхности металла оксидная пленка не дает соединиться свариваемым деталям в нормальных условиях. Кстати, даже при помещении в вакуум оксидная пленка не исчезает, то есть поверхность металла требует дополнительной очистки.
- Золотые самородки в природе образуются благодаря методу холодной сварки, а происходит это потому, что у золота попросту нет оксидной пленки, как всем известно – золото не окисляется.
- При возникновении механических проблем на первых моделях искусственных спутников Земли все списывалось именно на эффект холодной сварки. Однако позже было доказано, что причиной возникновения проблем стали простые недоработки в конструкции, а возникновение данного эффекта на орбите до сих пор не подтверждено (конечно же, кроме случаев, когда в определенных экспериментах он вызывался человеком преднамеренно).
При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами. Эти связи возникают между атомами при сближении поверхностей соединяемых материалов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне. Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди). Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности).
В реальных условиях нет идеально чистых и гладких металлических поверхностей. На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.
Исследования показали, что даже у самых гладких поверхностей металлических деталей есть шероховатости, и именно эти высокие точки прикасаются к противоположной детали. В процессе образования сварного шва фактически участвуют лишь несколько тысячных долей процента площади поверхности детали, но этих микроскопических участков вполне достаточно для создания мощных молекулярных соединений. Так что при соблюдении необходимых показателей гладкости свариваемых поверхностей деталей между точками соприкосновения создается мощнейшая связывающая сила.
Снижение прочности сварного соединения за счет уменьшения толщины металла в месте соединения до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза.
Виды материалов пригодных к свариванию
Применение холодной сварки ограничивается физическими свойствами материалов и пригодна для различных металлов и их сплавов, достаточно пластичных при комнатной температуре:
- алюминий
- медь
- кадмий
- никель
- свинец
- олово
- цинк
- титан
- серебро
- индий
- золото
- платина и др.
Пластичность соединяемых материалов может быть повышена подогревом до соответствующей температуры. Так, например, высокопрочные алюминиевые сплавы при температуре 300-350°С свариваются за счет соответственно направленной пластической деформации подобно чистому алюминию при комнатной температуре.
Если на металл нанести твердые пленки электролитическим способом, например на медь пленку твердого никеля, или принять меры к предотвращению загрязнения, выполняя холодную сварку сразу же после окончания обработки механической щеткой, то в этих случаях связь происходит при значительно меньших деформациях.
Свариваемость при данном способе может быть оценена максимальной остающейся толщиной металла в месте соединения, выраженной в процентах по отношению к первоначальной толщине детали до сварки.
Параметры режимов холодной сварки
Основной параметр, определяющий процесс – величина деформации в месте соединения, которая зависит от свойств металла, его толщины, типа соединения и способов подготовки поверхностей.
Основными параметрами режима холодной сварки являются:
- удельное давление
- глубина вдавливания пуансона
- величина вылета деталей из цанг (при стыковом способе)
- диаметр пуансона
- степень деформации
Величина удельного давления выбирается в зависимости от физико-механических свойств свариваемых материалов. Рекомендуемое удельное давление при стыковой холодной сварке:
- алюминиевых деталей: 180-250 кг/мм 2
- медных деталей: 650-800 кг/мм 2
- для разнородных металлов, например, алюминий – медь: 500-650 кг/мм 2
Усилие зажатия образцов в зажимах с насечкой должно превышать усилие осадки для алюминия более чем на 50%, а для меди – более чем на 80%
| Металл | Относительная глубина вдавливания пуансона, % |
|---|---|
| Алюминий | 55 – 60 |
| Алюминиевые сплавы | 75 – 80 |
| Медь | 85 – 90 |
| Олово | 85 – 88 |
| Титан | 70 – 75 |
| Серебро | 82 – 86 |
| Армко-железо | 85 – 92 |
| Свинец | 80 – 85 |
| Никель | 85 – 90 |
| Индий | 10 – 15 |
Величина вылета стержня составляет:
- для алюминия 1-1,2 диаметра стержня
- для меди 1,25-1,5 диаметра стержня
- для разнородных металлов алюминий – медь: вылет медного стержня должен быть на 30-40% больше, чем алюминиевого
Степень необходимой деформации при холодной сварке разнородных материалов определяется свойствами того из свариваемых металлов, при соединении которого требуется меньшая деформация. Этим пользуются при необходимости сварить малопластичные материалы, применяя прокладки из пластичных металлов.
Предварительные исследования свариваемости показывают следующие результаты:
| Металл | Свариваемость в % |
|---|---|
| Алюминий особо чистый | 40 |
| Алюминий технически чистый | 30 |
| Дюралюминий | 20 |
| Кадмий | 16 |
| Свинец | 16 |
| Медь | 14 |
| Никель | 11 |
| Цинк | 8 |
| Серебро | 6 |
Из этих данных видно, что наилучшие результаты холодной сварки дают алюминий и алюминиевые сплавы, удовлетворительные результаты дает медь. Довольно удовлетворительную свариваемость дает никель, имеющий высокую температуру плавления (1450°С).
Условия получения надежного сварного соединения
Надежное сварное соединение холодной сваркой может быть получено при соблюдении следующих условий:
- тщательная подготовка поверхности свариваемых изделий. При точечном и роликовом способах поверхность рекомендуется зачистить механическими щетками, торцы деталей при стыковом способе для соединения проводов сравнительно небольшого диаметра – с помощью специальных ручных кусачек или механического ножа, а торцы деталей большого сечения подвергают механической обработке. При этом необходимо обеспечить параллельность свариваемых поверхностей обеих деталей и отсутствие на них жировых загрязнений;
- одновременная пластическая деформация соединяемых деталей;
- значительное и симметричное относительно центра зоны соединения растекание металла в плоскости соединения. Данное растекание вызывает разрушение оксидных или иных пленок, вытеснение их обломков из зоны соединения. Одновременно, растекание создает условия для интенсивного движения дислокаций с образованием активных центров на соединяемых поверхностях. Симметричное растекание необходимо для более полного удаления пленок из зоны сварного шва;
- сжатие заготовок на заключительной стадии образования сварного соединения, что требует значительных давлений в зоне контакта;
- очистка кромок соединяемых заготовок от загрязнений (промывка растворами, бензином, спиртом) и окисных пленок. Применение абразивного инструмента недопустимо, так как шаржированные в поверхность заготовок абразивные зерна затруднят получение сварного соединения;
- предварительная подготовка поверхностей заготовок (шероховатость – Rz не более 10 мкм; неплоскостность поверхности не более 0,1 мм).
Виды холодной сварки
В зависимости от способа приложения давления и схемы деформации определяют следующие виды:
1 – пуансон; 2 – свариваемые детали; Р – усилие сжатия
1 – пуансоны; 2 – свариваемые детали; Р – усилие сжатия
Области применения холодной сварки металлов
Как мы уже писали в статье данным способом успешно соединяют металлы, обладающие хорошими пластическими свойствами. Этот способ нашел применение главным образом в приборостроении, для соединения алюминиевой оболочки кабелей, при изготовлении корпусов полупроводниковых приборов, при изготовлении бытовых приборов из алюминия – чайников, подставок, каркасов, в электромонтажном производстве для соединения проводов и шин внахлестку и встык при монтаже сетей связи, троллейбусных проводов, электропроводки в домах. В летательных аппаратах встык варят шпангоуты. В последнее время достигнуты успехи в соединении полупроводниковых материалов.
Одним из направлений применения данного способа является его сочетание с обработкой давлением: прокаткой, высадкой, штамповкой, вытяжкой и т.п. С помощью последней, например, получают биметаллические переходники из алюминия и коррозионно-стойкой стали, которые затем используются в бесфланцевых соединениях трубопроводов летательных аппаратов.
Последние исследования открывают широкие возможности применения в процессе производства на микроуровне и наноуровне. Кроме того, экономически оправдано её применение при соединении небольших деталей из мягких, пластичных металлов, а также тонких металлических пленок, использующих полимеры в качестве подложки.
Холодную точечную сварку можно выполнять на любых прессах: гидравлических, эксцентриковых и т. п. Если сваривается несколько точек за один ход пресса, то требуются прессы усилием 500-1000 кг. Для холодной сварки одной точки достаточно пресс усилием 50-100 кг.
Аппарат для холодной сварки — особенности, устройство, разновидности, полезные советы
Сварка — это многофакторной процесс соединения металлов и других пластичных материалов. Методик процесса сегодня очень много, от самых распространенных до весьма специфических и редких. Одним из способов соединения металлов является холодная сварка, которая производится не за счет расплава кромок соединяемых деталей, а с использованием их пластической деформации.
Есть и другие методы, которые принято называть холодной сваркой, хотя они принципиально отличаются от стандартных методик. Оборудование для этого метода также отличается от стандартных конструкций, поскольку режим процесса требует создания определенных и весьма специфичных условий. Рассмотрим этот вопрос подробнее.

Аппарат для холодной сварки
Разбираемся в терминологии
Холодная сварка — это понятие, определяющее разные процессы и материалы:
- клеевой состав под названием «холодная сварка», используемый для заполнения трещин или соединения деталей, не предназначенных для приложения значительных усилий;
- способ точечного соединения листовых мягких металлов внахлест;
- режим обычной сварки.

На заметку! Нередко при рассмотрении этих методик возникает некоторая путаница, поскольку под одним и тем же названием подразумеваются совершенно разные процессы. Поэтому часто приходится сначала уточнять, о чем именно идет речь, иначе собеседники попросту не поймут друг друга.

С точки зрения оборудования, используемого для реализации процесса холодной сварки, могут рассматриваться только методика пластичной деформации или вариант обычной сварки. Клеевой состав наносится вручную, и никакое оборудование здесь не нужно.



Суть принципа такой сварки
Классическое определение холодной сварки говорит, что это процесс соединения двух металлов методом пластической деформации. На практике этот метод реализуется в виде точечного соединения двух пластин внахлест, при котором на участках контакта создается значительное деформирующее усилие. Принцип соединения заключается в максимально плотном прижиме деталей, при котором их кристаллические решетки вступают в молекулярное взаимодействие.


Важно! Возникает точечный участок с монолитной структурой. Принципиальным отличием является отсутствие расплава на границе двух деталей, нет смешивания металлов с изменением их свойств или состояния.
Оборудование для выполнения холодной сварки представляет собой разновидность пресса, где усилие на соединяемые детали передается с помощью двух рабочих элементов — пуансонов. Методика достаточно проста и обладает массой преимуществ.
Достоинства:
- нет необходимости в использовании электрических преобразователей;
- соединение производится максимально щадящими методами;
- нет теплового воздействия, сохраняются все рабочие свойства материалов;
- при соединении деталей не требуется последующей декоративной обработки точек контакта;
- можно соединять разные металлы, что невозможно при выполнении обычных сварочных работ.
Недостатки:
- возможно соединение только пластичных металлов (твердые сплавы подобным способом не соединить);
- большой припуск на создание нахлеста соединяемых пластин.

Использование этого метода на практике ограничено специализированными промышленными цехами. В мелкосерийном производстве этот метод встречается реже, так как его обычно можно заменить другими технологиями.
Холодный режим
Существует еще один вид технологии, который чаще всего имеют в виду, говоря о холодной сварке (Cold welding). По сути, это режим обычной сварки с заданным временем горения дуги и регулируемым интервалом между импульсами. Он обеспечивает минимальный нагрев и деформации соединяемых материалов.


Его особенность заключается в подаче коротких импульсов с довольно большими паузами между ними, что позволяет исключить перегрев соединяемых деталей.
- отсутствие температурных деформаций соединяемых деталей;
- нет изменений кристаллической решетки, изменяющих структуру металлов;
- можно соединять очень тонкие листовые металлы, не деформируя и не меняя их состав;
- для соединения не требуется нахлест, что дает немалую экономию металлов и позволяет значительно упростить технологию сборки;
- можно работать с твердыми металлами.
- для выполнения работы нужно специальное оборудование;
- требуется подключение к сети электропитания;
- качество соединений в значительной степени зависит от уровня квалификации сварщика.

Оборудование для работы в режиме холодной сварки представляет собой модификацию обычного сварочного инвертера. Есть совсем простые модели, представляющие собой набор конденсаторов. Они дают разряд через определенные промежутки времени. Более сложные модели позволяют регулировать и частоту, и длительность разряда. Это позволяет расширить возможности процесса, корректировать режим сварки исходя из особенностей металла или детали.
Область применения
Методика холодной сварки (оба вида, и стыковочный и импульсный) используется для соединения относительно тонких листовых металлов. Чаще всего эти технологии встречаются в машиностроении или в производстве бытовой техники (при сборке металлических корпусов духовых шкафов, электрических щитков, прочих изделий подобного типа).

Аргонная и холодная сварка
При этом холодная сварка как режим используется гораздо чаще. Поэтому в большинстве случаев речь идет именно об этой технологии. Большое количество возможностей и отсутствие ограничений по конфигурации соединяемых деталей (возможность соединять их в тавр или под углом) обеспечивают максимальную востребованность методики в самых разных областях промышленности, декоративных или оформительских работ, прикладных видах деятельности.
Обратите внимание! Методика высоко ценится у авторемонтников, производителей кузовных работ и прочих видов обслуживания автомобилей.
Оборудование
Поскольку холодная сварка представлена в двух технологических разновидностях, оборудование для нее также имеет разную конструкцию и принцип действия. Поэтому рассматривать их надо по отдельности.
Установки для стыковочной сварки
Стыковочные установки являются чисто механическими устройствами, оснащенными силовым блоком и штампом (иногда его называют пуансоном). Кроме этого, они имеют схему и аппаратуру управления. Существует несколько конструкционных видов:
- машины общего назначения, способные выполнять работы разного характера и предназначенные для соединения металлов в определенном диапазоне толщины и конфигурации;
- узкоспециализированные модели, предназначенные для выполнения конкретной технологической операции.
Первые модели выпускались серийно, вторые — только по спецзаказу. Как правило, это гидравлические прессы с устройствами для подготовки поверхностей под соединение. Они являются либо элементами технологической цепочки, либо самостоятельными установками широкого применения.

Различные формы пуансонов при холодной сварке
На заметку! Необходимо учесть, что сегодня выпуск подобного оборудования прекращен, и в эксплуатации имеются модели, выпущенные еще в советские времена. Поэтому рассматривать конкретные модели нецелесообразно — все равно приобрести их негде, а самодельные конструкции требуют отдельного и специализированного описания.
Устройства для импульсной холодной сварки
Устройства для импульсной технологии (электросварки) являются вариантом конструкции обычного сварочного инвертера. Большинство из них представляют собой универсальный прибор, способный обеспечить несколько рабочих режимов. Холодная сварка — лишь один из вариантов, предназначенных для соединения самых тонких листов. Еще недавно это были сплошь импортные устройства, но сегодня в ассортименте торговых организаций преобладает продукция отечественных производителей.

Наибольшей известностью пользуется продукция следующих фирм:
- Сварог. Российская компания, выпускающая широкий ассортимент сварочного оборудования;
- Зубр. Еще одна российская компания, выпускающая огромное количество ручных электроинструментов и приборов;
- Fubag. Немецкая компания, изготавливающая практически весь ассортимент сварочного оборудования, расходников и комплектующих;
- Riland. Ведущий китайский производитель сварочного оборудования, с 2012 года являющийся совладельцем бренда Aurora.
- Andeli. Китайская компания, выпускающая различные виды электротехнического оборудования. Сварочные аппараты — лишь одна из позиций среди огромного множества видов продукции.


Рассматривать конкретные модели нецелесообразно — они выпускаются сравнительно малыми партиями, ассортимент постоянно расширяется и модернизируется. Поэтому пользователям рекомендуется внимательно рассматривать показатели приборов, имеющихся в продаже на текущий момент.
Вопросы и ответы
Холодная сварка — это технология, которую принято считать новой. Однако опытные специалисты знают ее уже давно, хоть и под другим наименованием. У неподготовленных пользователей может возникнуть большое количество вопросов, на которые правильнее ответить сразу. Это даст возможность правильнее понять особенности методики и определить, насколько она подходит для реализации задуманных проектов.
Цены на сварочные аппараты весьма разнообразны. Какой уровень стоимости соответствует максимальному качеству оборудования?
Рассматривать качество аппарата, руководствуясь его ценой, неправильно. Необходимо анализировать его технические характеристики, функционал, рабочие качества. Цена не является показателем, поскольку она во многом зависит от внешних факторов. Однако, если это имеет значение, рекомендуется интересоваться приборами средней ценовой категории.
Современные технологические линии позволяют получать высокое качество продукции независимо от страны-производителя. Поэтому надо руководствоваться техническими показателями и не смотреть на географию производства.
Нет, не влияет. Как правило, качество работы определяется наличием опыта и навыков. Нужно знание используемого оборудования, опыт его эксплуатации и общая подготовка сварщика. При этом, мастера предпочитают оборудование с расширенным функционалом — оно позволяет решать задачи разного типа и степени сложности.
Любое оборудование подобного типа поддается ремонту достаточно хорошо. Покупая аппарат, следует сразу узнать адрес сервисного центра и изучить условия действия гарантийного договора — иногда самовольные действия владельца могут стать причиной отказа в бесплатном обслуживании.
Да, можно. Аргон нужен для сварки цветных металлов и чугуна, а для обычной стали он бесполезен.
Читайте также: