Художественная обработка металла чернение
Обновлено: 07.07.2024
Чернь — древний способ декорирования художественных изделий из драгоценных металлов (серебра и золота). При раскопках Гнездовских могильников близ Смоленска, относящихся к X в., были обнаружены серебряные изделия, украшенные чернью. Прекрасный черневой орнамент украшает турий рог из Черной могилы близ Чернигова, который академик Б. А. Рыбаков также относит к X в. Особого расцвета эта техника достигает в XV и XVI вв. Впервые подробная технология этого вида искусства была описана в трактате о ювелирном искусстве Бенвенуто Челлини (1500—1571), в котором указаны состав и приемы приготовления черни.
В настоящее время существует много рецептов черни, отличающихся по составу и цвету, начиная от серебристо-серых тонов и кончая черно-бархатными, Существуют варианты и в технологическом процессе ее приготовления, наложения и обжига. Технология черневого процесса состоит из следующих операций.
Приготовление черни. Чернь состоит из серебра, меди, свинца (или олова) и серы, сплавленных в различных пропорциях; для лучшего ошлаковывания и предохранения от окисления в процессе варки добавляют флюс. Существует несколько способов приготовления черни. Один из них очень древний, другие разработаны и оименяются теперь. Несмотря на то что имеется очень много рецептов и методов, не все они дают хорошие результаты.
Первый способ (применяется в ГДР ): 1 ч. серебра и 2 ч. меди с добавлением небольшого количества буры сплавляют обычным способом. Одновременно в стальном тигле или аналогичном сосуде расплавляют 3 ч. свинца, чтобы добавить его к сплаву серебро,медь. Жидкий свинец медленно выливают в серебряно-медный сплав и хорошо перемешивают. Высокий тигель наполняют до половины желтой порошкообразной серой и подогревают; на 1 ч. сплава берут 1,2—1,5 ч. серы (по объему). Полученный тройной сплав при постоянном помешивании выливают в нагретый серный порошок. Тигель держат подогретым, чтобы смесь не застыла. Сера частично сгорает, ее нужно потом добавить в состав. Энергичным смешиванием достигают хорошего взаимодействия частей. Благодаря этому серебро и медь образуют черные, хрупкие соединения с серой.
Затем смесь выливают в воду. Полученная чернь должна быть твердой и хрупкой, как стекло. Если ее куски еще можно сгибать, то следует ее еще раз расплавить. Однако как перегрев (по температуре), так и слишком длительное держание в печи может привести к выгоранию серы; поэтому нужно обжигать осторожно и при необходимости добавлять серу.
В горячей дистиллированной воде растворяют порошок хлористого алюминия, который служит как флюс. Его добавляют к кускам черни и тонко растирают в фарфоровой ступке в необходимом количестве, так как только свежую влажную черневую хлористоаммо-ниевую кашу можно наносить на изделие. Если масса засохнет и ее снова увлажнить, могут возникнуть дефекты.
Второй способ (применялся в России до революции). Сначала расплавляют в тигле необходимое количество серебра и меди, затем туда вводят свинец и небольшое количество флюса (буры) для предохранения от окисления.
С расплавленной металлической части шихты снимают шлак и небольшими порциями в нее добавляют серу. Сплав все время размешивают деревянной или глиняной мешалкой. Затем вновь добавляют флюс, еще раз хорошо перемешивают, вторично снимают шлак и готовую чернь выливают на чугунную сковороду. Остывшую и затвердевшую чернь дробят на куски и вновь переплавляют с добавлением серы и флюса. Плавку ведут с перемешиванием и удалением шлака. Эту операцию переплавки для улучшения качества черни повторяют до трех раз. Готовую чернь измельчают в ступках и просеивают через мелкое сито.
По третьему (современному) способу, разработанному в Московском институте цветных металлов и золота под руководством проф. А. Г. Спасского, сначала готовят отдельно сернистое серебро, сернистую медь и сернистый свинец, а затем сплавляют их вместе в определенных пропорциях.
Для приготовления сернистого серебра на 97,8 г чистого серебра а виде измельченной стружки берут 20 г серы в порошке, их смешивают и постепенно нагревают в графитовом тигле до 300—400°С. Сера диффундирует в металл и образует сернистое серебро. Таким же приемом получают сернистую медь и сернистый свинец. Для этого на 800 г меди берут 250 г серы, а на 400 г свинца 75 г серы.
Затем эту смесь насыпают в холодный графитовый тигель, сверху засыпают сухим древесным углем и помещают в муфельную печь, нагретую до 800°С, через 30—40 мин, когда чернь в тигле нагреется до 600—650°С, в тигель добавляют хлористый аммоний из расчета 284 г аммония на 1 кг черни. Затем тигель закрывают графитовой крышкой и после полного расплавления выливают в чугунную подогретую до 300°С изложницу, в которой сплав медленно остывает. Существуют и другие приемы приготовления черни. В качестве флюса в современных условиях применяют хлористый аммоний, поташ с поваренной солью и буру. Она дает лучшие результаты по сравнению с хлористым аммонием.
Наложение и обжиг черни. Перед наложением черни поверхность изделия тщательно шлифуют: на ней не должно оставаться случайных царапин и рисок, в которые могла бы попасть чернь и исказить рисунок. Края изделия и места пайки, а также участки поверхности, на которых не должно быть черни, обмазывают огнеупорной глиной, размешанной в воде. Глина предохраняет места пайки от выгорания припоя и, кроме того, не дает черни расплываться. Глину немного просушивают.
Существует два приема наложения черни: сухой и мокрый.
Сухой способ заключается в том, что поверхность, подлежат чернению, смачивают водным раствором поташа, буры и оваренной соли и на нее насыпают тонко измельченный и просеянный через сито порошок черни; затем изделие осторожно просушивают. Чернь, случайно попавшая на места, не подлежащие чернению, лаляют. В таком виде изделие поступает в обжиг, который проводят в муфеле при температуре 300—400°С.
Мокрый способ отличается тем, что чернь на изделие накладывают в виде сметанообразной кашицы, разведенной водой; при этом очень важно, чтобы углубления были чистыми, свободными от жира. Сырую тонкопорошковую смесь черни, разведенную на хлористоаммониевом растворе, кисточкой или шпателем наносят в углубления. Смесь кладут по возможности густо и слегка утрамбовывают шпателем. Углубления должны быть заполнены до краев; при тонких гравированных рисунках всю поверхность следует покрыть черневой смесью. Заготовку оставляют на некоторое время стоять, чтобы испарилась вода.
Средневековые ювелиры плавили чернь в угольной печи, теперь же, как и при эмалировании, лучше применять электрический муфель. Это гарантирует хорошие результаты, так как контролируется температура. Свежеприготовленное изделие с чернью ставят для предварительной подсушки на печь. Как только вода испарится, заготовку, как при эмалировании, задвигают в печь.
При накаливании чернь размягчается, расплавляется, заполняет углубления и покрывает предмет. При перекаливании частицы серы сгорают и слой становится не гладким, появляются поры, губчатость и пятна. Маленькие поделки можно расплавлять паяльным пистолетом, причем нагревать их следует с обратной стороны. Если расплавленная чернь неравномерно заполнила углубления, ее добавляют на недостающие места и снова нагревают. Таким образом исправляют брак.
Удаление излишков черни и отделка изделий. После оплавления чернь прочно соединяется с металлом изделия и не отстает от него даже при деформации предмета. Ответственной операцией является удаление излишков черни, которая заливает после оплавления значительную часть поверхности изделия, выходя за рамку или край рисунка. Излишки черни удаляют шабровкой или опиливанием напильником (выснимка) до появления рисунка. Эту работу производят аккуратно, чтобы не захватить и не спилить рисунок. Затем изделие шлифуют; в процессе этого окончательно проявляется весь рисунок и, если нужно, изделие полируют. Часто фон изделия дополнительно обрабатывают резцом (гравируют) или канфарником (рис. 1).
При окончательной отделке изделия иногда золотят. В современных условиях золочение осуществляют в гальванических ваннах. Следует иметь в виду, что чернь в отличие от эмали хорошо проводит т°к, поэтому поверхности, покрытые чернью, необходимо тщательно изолировать защитным лаком, иначе они окажутся вызолоченными.

Изделия под чернение могут быть изготовлены различной техникой: гравировкой, тиснением, чеканкой, штамповкой, оброном, литьем. Необходимым условием является наличие углублений, подлежащих заполнению чернью, глубина которых должна быть не меньше 0,2—0,5 мм.
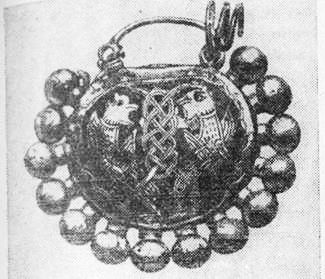
В черневом искусстве можно выделить приемы применения черни, влияющие на восприятие художественной композиции как белого на черном или, наоборот, черного на белом. Например, на ранних образцах (рис. 2) домонгольской русской черни (X—XII вв.) углубленный фон заполнялся чернью, тогда светлый рисунок четко выступал на черном поле. Начиная с XIII в. применяется другой способ, наоборот, углубляется и заполняется чернью сам рисунок (контурный или сплошной); при этом черный рисунок читается на светлом фоне (рис. 2).
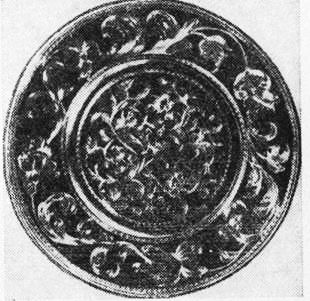
В произведениях XVI и XVII вв. между черным и светлым изоЬ-ражением рисунка достигается тонкое гармоничное сочетание. Примером может служить черневая тарелка из Оружейной палаты XVII в. (рис. 3).
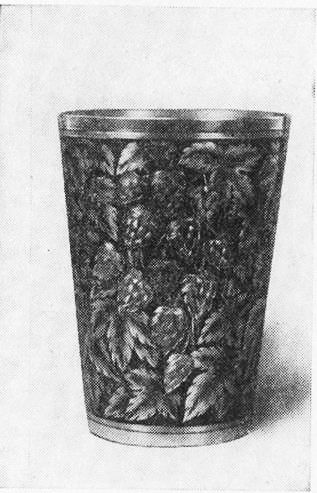
Рис. 6. Серебряный кувшин с чернью Художник Шильниковский. Государственный Истори- Художник Г. Магомедов
В черневом искусстве, так же как и в гравюре, возможна передача светотени, объемов, пространства и планов, например, в работах мастеров XVII и XVIII вв. Великого Устюга. Это своеобразие характерно и для современных изделий артели «Северная чернь», продолжающей художественные традиции прошлого (рис. 5). Своеобразной художественной трактовкой отличаются черневые изделия аула Кубачи в Дагестане (рис. 6).
Художественное чернение
Чернением называется украшение изделий из серебра и золота рисунками из черни, по внешнему виду напоминающую черную эмаль. Рисунки бывают орнаментальными и сюжетными.
Чернь является древним способом декорирования художественных металлов – золота и серебра. Особого расцвета эта техника достигла в 15 веке.
Существуют много видов черни, которые отличаются по составу и цвету, начиная от серебристо-серых тонов и кончая черно-бархатными. Существуют варианты и в технологическом процессе ее приготовления, наложения и обжига.
Технология черневого процесса содержит такие операции, как приготовление черни, наложение черни, обжиг черни.
Чернь состоит из серебра, меди, свинца или олова и серы, сплавленных в различных пропорциях. Для лучшего ошлаковывания и предохранения от окисления в процессе варки добавляют флюс. Существуют несколько способов приготовления черни.
Способ первый. Сначала расплавляют в тигле необходимое количество серебра и меди, затем вводят свинец и небольшое количество буры в качестве флюса для предохранения от окисления.
С расплавленной металлической части шихты снимают шлак и небольшими порциями добавляют серу.
При этом сплав постоянно размешивают деревянной или глиняной мешалкой. Затем еще раз добавляют флюс, хорошо перемешивают, вторично снимают шлак и готовую чернь выливают на чугунную сковороду. Остывшую и затвердевшую чернь дробят на куски и вновь переплавляют с добавление серы и флюса.
Плавку ведут с перемешиванием и удалением шлака. Эту операцию переплавки для улучшения качества черни повторяют трижды. Готовую чернь измельчают в ступках и просеивают через мелкое сито.
Способ второй. Медь плавят с серебром, взятым в необходимых количественных отношениях по весу. Затем к ним добавляют соответствующую долю свинца и перемешивают. Горячий сплав выливают в другой тигель с расплавленной серой, взятой из расчета на одну часть металлического сплава 1,2 – 1,5 частый серы (по объему). Иногда серу предварительно не плавят, а горячий металлический сплав выливают в тигель, наполненный до половины сухой мелкоистолченной серой, и тщательно перемешивают.
Готовую смесь выливают на железную сковороду, дают ей остыть, измельчают и вновь переплавляют без добавления серы. Готовую охлажденную чернь толкут в порошок, который перемешивают с водным раствором буры до сметанообразного состояния.
Способ третий. Сначала готовят отдельно сернистое серебро, сернистую медь и сернистый свинец, затем в определенных пропорциях сплавляют их вместе.
Для приготовления сернистого серебра на 97,8 г чистого серебра в виде измельченной стружки берут 20 г серы в порошке; их смешивают и постепенно нагревают в графитовом тигле до 400°С. Сера проникает в металл и образует сернистое серебро. Таким же образом получают сернистую медь и сернистый свинец. Для этого на 800 г меди берут 250 г серы, а на 400 г свинца – 75 г серы.
Полученные сернистые соединения измельчают и смешивают в следующих весовых отношениях для получения 1 кг черни: сернистое серебро – 111,2 г; сернистая медь – 466,6 г; сернистый свинец – 422,2 г.
Полученную чернь насыпают в холодный графитовый тигель, сверху засыпают сухим древесным углем и помещают в муфельную печь, нагретую до 800°С. Через 35 минут, когда чернь нагреется до 650°С, в тигель добавляют хлористый аммоний из расчета 284 г аммония на 1 г черни. Затем тигель закрывают графитовой крышкой и после полного расплавления смесь выливают в чугунную емкость (изложницу), нагретую до 300°С, в которой сплав медленно остывает.
Существуют и другие способы приготовления черни. В качестве флюса применяют хлористый аммоний, поташ с поваренной солью и буру. По мнению специалистов, бура дает лучшие результаты по сравнению с хлористым аммонием.
Перед наложением и обжигом черни всю поверхность изделия тщательно шлифуют от царапин, рисок, в которые могла бы попасть чернь и исказить рисунок. Края изделия и места пайки, участки поверхности, на которых не должно быть черни, обмазывают огнеупорной глиной, размешанной в воде. Глина предохраняет места пайки от выгорания припоя и не дает черни расплываться.
Существует два способа наложения черни – сухой и мокрый.
Сухой способ заключается в том, что поверхность, подлежащая чернению, смачивается водным раствором поташа, буры и поваренной соли и на нее насыпается тонко измельченный и просеянный через сито порошок черни. Затем изделие осторожно просушивается. Чернь, случайно попавшая на места, не подлежащие чернению, удаляется. В таком виде поступает в обжиг, который проводят в муфеле при температуре 300°С.
Мокрый способ отличается тем, что порошок черни смешивают с крепким раствором хлористого аммония (нашатыря) или смеси поташа и буры и в сметанообразном состоянии накладывают специальной деревянной лопаточкой на изделие, просушивают и обжигают, внимательно следя, чтобы не перегреть. Как только чернь расплавится и зальет все углубления, нагрев прекращают.
После оплавления чернь прочно соединяется с металлом изделия и не отстает от него даже при его деформации. Важной операцией является удаление излишков черни, которая заливает после оплавления значительную часть поверхности изделия, выходя за рамку или край рисунка. Излишки черни удаляют шабровкой или опиливанием напильником до появления рисунка.
Работу эту делают аккуратно, чтобы не захватить или не спилить рисунок. Затем изделие шлифуют. В процессе шлифовки проявляется весь рисунок, который, если есть необходимость подвергают полировке. Часто изделие дополнительно обрабатывают резцом – гравируют.
При окончательной отделке иногда золотят. Золочение осуществляют в гальванических ваннах. Следует знать, что чернь, в отличие от эмали, хорошо проводит ток, поэтому поверхности, покрытые чернью, нужно тщательно покрывать защитным лаком, иначе они окажутся вызолоченными.
Изделия под чернение могут быть изготовлены различной техникой – гравировкой, чеканкой, тиснением, штамповкой, литьем, оброном. Главным условием является наличие углублений, которые должны быть заполнены чернью. Глубина их должна быть не менее 0,5 мм.
В черневом искусстве, так же как и в гравюре, возможна передача светотени, объемов, пространства, планов.
Особой художественной трактовкой отличаются черневые изделия дагестанского аула Кубачи.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Гравирование под чернение
Гравирование под чернение Этот метод применяют для того, чтобы выгравированное на металле изображение стало более контрастным. Применяют этот метод преимущественно при гравировании изделий из серебра. При гравировании под чернение делают углубления с помощью штихелей
Художественное травление металла
Художественное травление металла Художественное травление металла издавна известно оружейных дел мастерам. Оно заменило один из трудоемких процессов – ручную гравировку, не опустив при этом планку качества.Техникой травления сравнительно легко можно на любом
Художественное литье
Художественное литье Литье является одним и самых древних способов обработки металлов путем заливки расплавленного металла в специальные формы. Археологические раскопки подтверждают, что уже за 5000 тысяч лет до нашей эры люди умели отливать металл. Памятники античной
Художественное травление металла Мастерам оружейных дел художественное травление известно издавна. Оно заменило один из трудоемких процессов – ручную гравировку, не утратив при этом прежних художественных качеств. Техникой травления довольно легко можно на любом
Мастерам оружейных дел художественное травление известно издавна. Оно заменило один из трудоемких процессов – ручную гравировку, не утратив при этом прежних художественных качеств. Техникой травления довольно легко можно на любом металле воспроизвести рельефный или углубленный орнамент, текст, сюжет.
При таушировании (тауширование – насечка) травлением образуются канавки для запрессовки проволоки или металлических контрастирующих полосок. Требуется только небольшая доводка, которая заключается в расширении днища канавок, что значительно экономит время по сравнению с выполнением этих углублений техникой гравировки.
Художественное травление бывает химическим и гальваническим. Гальванический способ более эффективен и менее вреден, так как раствор электролита не выделяет ядовитых газов, которые при химическом способе неизбежны.
Сущность технологического процесса изготовления художественных изделий методом химического травления в том, что металлическое объемное изделие или пластину местами покрывают кислотоупорным лаком, а затем опускают в травильную ванну, где под действием травителя на открытых участках изделия образуется углубленный рисунок.
Процесс химического травления несложен, но художественное исполнение гораздо труднее, так как требует тщательной, кропотливой работы по созданию композиции рисунка и четкого его переноса на подготовленное изделие.
Подготовка изделия к химическому и гальваническому травлению существенно не отличаются. Перед травлением поверхность изделия зачищают, шлифуют, полируют, обезжиривают, промывают и просушивают. Обезжиривание производят в подогретом до 50°С 10 процентном растворе едкого натра в течение 5 минут. Затем изделие на 1 – 2 минуты переносят в 15 процентный раствор серной кислоты и хорошо промывают в горячей воде, чтобы покрывной лак прочно держался на поверхности металла и в процессе травления не отслаивался. В качестве покрытия применяют битумный лак или специальную покрывную смесь, состоящую из 1 части белого воска, 2 частей мастики, 1 части битума. Компоненты при постоянном перемешивании сплавляются в металлической банке до образования однородной массы. Затем остывшую смесь разрезают на небольшие кусочки и заворачивают в прочную чистую ткань. Получаются своеобразные тампоны для покрытия заготовок. Металлическую пластину перед травлением слегка подогревают на электрической плитке и водят по нагретой поверхности заготовки тампоном. Расплавленная смесь, просочившись через ткань, распределяется по пластине тонким равномерным слоем.
При травлении очень важно, чтобы слой покрытия был однородным, имел повсюду одинаковую толщину и плотность.
На покрытую лаком и остывшую заготовку наносят тонкий слой белой гуаши, дают ей высохнуть и отточенным твердым карандашом переводят рисунок или текст.
Затем острой чертилкой или гравировальной иглой аккуратно процарапывают рисунок, соскабливая лак. Качество готового изделия зависит от тщательности операции прорезания рисунка.
Второй способ нанесения рисунка заключается в следующем: на чистую поверхность заготовки кисточкой наносят разогретую жидкую смесь или лак, т.е. сразу переводят рисунок, а после затвердения смеси или лака ретушируют и уточняют чертилками, иглами и иным инструментом. Затем заготовку помещают в травильную ванну с приступают к травлению. Для химического травления мастерская должна быть оборудована кислотоупорными ваннами и вытяжными шкафами. Кроме них необходимы защитные средства при работах с кислотами и агрессивными растворами.
В качестве травителей чаще всего применяют разбавленные кислоты, чтобы металл медленнее растворялся. Если металл растворяется быстро, кислота проникает под слой покрытия и рисунок утрачивает четкий контур. При этом повышение интенсивности действия кислоты приводит к разрушению покрывной смеси на больших участках изделия и приводит к браку. Кроме того, очень сложно надежно контролировать глубину травления.
Скорость травления определяют по интенсивности выделения пузырьков газа, которые поднимаются от мест травления. При бурном выделении пузырьков в травильный раствор нужно добавить дистиллированной воды.
В процессе травления на поверхности изделия оседают пузырьки, которые могут задерживать процесс травления. Их необходимо удалять чистым гусиным пером.
Для проверки глубины травления в ванную одновременно с изделием помещают контрольный образец и рисунком из того же материала. Образец вынимают, промывают в проточной воде и замеряют глубину рисунка. По ней судят о глубине и времени травления. Если необходима различная глубина травления, то изделие время от времени извлекают из ванны, промывают, просушивают и покрывают лаком те места, которые достаточно протравились. Затем травление продолжается. По окончанию процесса, изделие вынимают из ванны, хорошо промывают в воде, растворителем удаляют лак, и окончательно полируют. Если по замыслу необходима декоративная отделка, используют эмали, чернь и др.
Для химического травления применяют следующие составы разбавленных травильных растворов:
1. для изделий из золота – разбавленная "царская водка";
2. для изделий из железа и стали – азотная кислота 1 ч., дистиллированная вода – 2 ч.;
3. для изделий из цинка – азотная кислота 1ч., дистиллированная вода – 4 ч.;
4. для изделий из латуни, бронзы, меди – хлорид железа 400 г, дистиллированная вода 1 л;
5. для изделий из стекла, эмали – плавиковая кислота: для изделий из алюминия – хлорид железа 1 ч., дистиллированная вода 3 части.
Для гальванического травления должен быть источник постоянного тока напряжением 4 – 10 В и ванны из изолирующего материала для электролита (насыщенный раствор железного купороса – для стали, железа; медного купороса – для меди, латуни, бронзы), дистиллированная вода.
Подготовленное изделие подвешивают к штанге с клеммой "плюс" (анод) и помещают в электролит. К клемме "минус" (катод) присоединяют пластинку из любого металла и подключают ток.
Анодное травление происходит вследствие электролитического растворения металлов и механического открывания с поверхности изделий пленки окислов выделяющимися пузырьками кислорода. Поверхность протравленных участков изделия приобретает слегка шероховатую, чистую поверхность.
Химические и гальванические (электрохимические) способы отделки изделий из металла из металла
Для повышения художественной ценности, выразительности, антикоррозийной стойкости и износостойкости изделий, а также для придания изделиям законченного вида применяют целый комплекс отделочных операций, которые могут быть химическими, электрохимическими (гальваническими) и механическими.
Наводкой называется золотая или серебряная, является древним способом нанесения слоя драгоценного металла на изделия из меди, бронзы, железа и других металлов.
Этот способ называется также золочением или серебрением. Для его осуществления приготовляют золотую или серебряную амальгаму , т.е. раствор соответствующего металла в ртути. Для наводки применяют только свежеприготовленную амальгаму. Для приготовления амальгамы в графитовом тигле накаливают докрасна тонко прокатанные и мелко нарезанные листочки чистого золота или серебра и заливают их нагретой до 300°С ртутью, взятой в девятикратном количестве по весу. Эту смесь перемешивают графитовым стержнем до полного растворения.
Золотая амальгама, а также серебряная представляют собой тестообразную массу. Полученную золотую амальгаму выливают в воду и после остывания отжимают лишнюю ртуть через замшу. Затем медной проволочной кистью ее наносят на подготовленное изделие, после чего нагревают. Ртуть при этом испаряется, а восстановленное золото прочно соединяется с изделием.
Для того чтобы золото приобрело яркий желтый цвет, его намазывают специально приготовленным окрасом и нагревают.
Окрас при этом сгорает. Изделие промывают, просушивают и, если нужно, полируют.
Состав окраса, содержит по одной части уксуснокислой меди, калийной селитры, железного купороса, поваренной соли, хлористого аммония (нашатыря) и разводится хлебным квасом до густоты сметаны.
Данный способ золочения очень прочен и в прошлом широко применялся для золочения элементов архитектуры и декоративно-художественных изделий. Однако при этом способе расход золота на единицу поверхности значительно выше, чем при других способах золочения, например гальваническом, и он вреден для здоровья, так как пары ртути ядовиты.
Раньше применяли технику золотой и серебряной наводки по красной меди с применением черного лака. Однако в настоящее время успешно применяют обычный способ серебрения и золочения в гальванических ваннах, помня при этом, что при долгом нахождении изделия в золотом горячем цианистом электролите лак начинает разрушаться и отслаиваться.
При серебрении в холодном электролите лак держится хорошо. Хорошие результаты получены также с использованием лака. После нанесения лака на изделия из латуни и выскабливания рисунка чистая поверхность латуни, хорошо гармонирующая своим золотистым тоном с теплым черным фоном изделия, закрывалась бесцветным или слегка золотистым нитролаком. Выполненный такой техникой рисунок (без золочения) напоминает древнюю золотую наводку.
Золочение и серебрение – это гальваническое покрытие стойкими металлами менее стойких металлов для придания изделиям нарядного вида и защиты от коррозии. В настоящее время, как правило, золочение и серебрение производят электролитическим способом. Процесс заключается в осаждении на поверхности изделий слоя металла из водного раствора его соли. В ванну, наполненную раствором соли осаждаемого металла (электролитом), подвешивают изделие, подлежащее золочению или серебрению, пропускают через ванну постоянный ток, и из раствора, находящегося в ванне, выделяется металл (золото или серебро), который осаждается на поверхности изделий.
Слой золочения или серебрения может быть различным в зависимости от вида изделия и его назначения. Например, для брошей, серег, медальонов, изготовленных из серебра, толщина слоя золочения составляет 1 мкм или 0,001 миллиметра, для цепочек – 2 мкм.
Предметы для сервировки стола (ложки, вилки, молочники, совочки для сахара и др.) изготовленные из мельхиора и нейзильбера, имеют слой серебрения 24 мкм.
Для создания твердых, химически стойких и блестящих поверхностей изделий применяют также родирование.
Родированием называется осаждение на поверхности изделий тончайшего слоя родия – 0,25 мкм. Слой родия, нанесенный на серебряные изделия, предохраняет их от потускнения, происходящего обычно на воздухе.
Гальванопластикой называется осаждение металла из гальванических ванн на снятую с оригинала форму для получения металлической копии. При этом с абсолютной точностью воспроизводятся все подробности оригинала.
Процесс изготовления гальваноскопий состоит из нескольких операций: изготовления формы, нанесения электропроводящего слоя на форму и зарядка, загрузка форм в гальванованну и процесс наращивания.
Формы для снятия гальванопластических копий изготавливаются из различных материалов. Они должны давать точный отпечаток, иметь минимальную усадку, не растворяться в электролите и не загрязнять его, легко связываться с электропроводящим слоем.
Формы могут быть гипсовыми, восковыми, полимерными, металлическими. Гипсовые формы изготовляют обычным приемом, но перед завешиванием в ванну тщательно просушиваются и затем пропитываются специальным составом из воска и парафина с добавкой канифоли. Гипсовые формы легко снимаются с глиняных и с пластилиновых оригиналов. В этом их преимущество, однако в работе они не очень прочны, так как в электролите часто размокают и разрушаются. Восковые формы можно снять только с металлических изделий и сырых гипсовых моделей. Наименьшую усадку при затвердевании дает состав, состоящий из канифоли – 70%, пчелиного воска – 20%, парафина – 10%. Температура плавления воскового состава – 80°С.
При снятии формы, модель тщательно очищают от пыли и, смочив слегка водой, укладывают ее на ровную поверхность. Окружив модель рамкой или невысоким бортиком из металлической полоски, ее заливают растопленным воском, дав ему предварительно слегка остыть. При заливке струю направляют не на модель, а рядом, чтобы избежать в форме пузырей. Готовую форму снимают с модели еще теплой.
К формам из полимеров относятся пластмассы, каучуковый латекс, хлорвинил и некоторые другие материалы. Они эластичны, легко снимаются со сложных оригиналов.
При наращивании укладываются в гипсовые кожухи. Их можно использовать многократно. Некоторые формы изготовляют путем тиснения или прессовки с невысоких рельефов. Металлические формы обычно изготовляют из листового свинца путем тиснения, а также из листовой латуни или меди методом чеканки. С металлического оригинала можно снять также гальванопластическую форму.
Материалы, из которых изготовляются формы (гипс, воск, пластмассы) являются диэлектриками.
Они не проводят ток и для того, чтобы сделать их электропроводными, нужна их специальная обработка, которая состоит в механическом натирании форм из этих материалов графитом или металлическим порошком – медным, серебряным, либо химическое нанесение – осаждение или выделение металлического слоя меди, серебра или других металлов из солей на форму.
Зарядка форм состоит в снабжении их проводниками, имеющими контакт с электропроводящим слоем и катодной штангой.
Проводниками для зарядки форм служит мягкая, отожженная медная или латунная проволока диаметром 0,15 – 0,5 мм. Сечение проволоки не должно быть очень малым, так как такие провода нагреваются при максимальных плотностях тока. Контактирующие провода прокладываются на расстоянии 0,5 – 1 см от границ готового изделия. Это позволяет легко удалять облой и производить обработку готового изделия.
Подвески для форм делают из одножильных изолированных проводов с крючком на одном конце для соединения ее с катодной штангой. Другой конец соединяется с проводником. В сложных формах делают дополнительные проводники для увеличения площади соприкосновения токоведущих проводников с электролитом и ускорения процесса осаждения металла на форму.
Формы с проводящим слоем из серебра загружают в ванную под током. Формы, обработанные графитом, можно опускать в ванну без тока, а затем его включать.
При загрузке нужно следить, чтобы в поднутрениях не оставались пузырьки воздуха. Для этого изделия загружают медленно, чтобы воздух успел выйти из них или формы смазывают спиртом.
Ванны могут быть разных размеров из различных материалов. В основном применяют стальные сварные ванны, обложенные листовой резиной или виниловым пластиком.
В качестве материала для ванн применяют также керамику, стекло, свинец. Источником тока обычно служит купоросный или селеновый выпрямитель, обеспечивающий напряжение от 3 до 12 в и плотность тока от 1,5 до 2 а/дм2.
Медные электролиты имеют следующий состав и режимы отложения: медный купорос – 200 – 250 г/л; плотность тока 1,5 – 2 а/дм2; серная кислота 35 г/л; температура 18 – 20°С.
Анодом является чистая красная медь (М0 и М1); недопустимо присутствие в анодах таких примесей как мышьяк и сурьма, так как от них осадок становится хрупким.
При наращивании возможны такие недостатки, как неровный осадок, при котором поверхность покрыта шишками – дендритами, что говорит о том, что электролит загрязнен графитом, анодным шламом и т.д.
Для устранения этого недостатка электролит необходимо профильтровать. Осадок темно-бурого красноватого цвета, рыхлый и хрупкий указывает на недостаток кислоты. В этом случае ее нужно добавить. При осадке красного цвета на углах и краях нужно уменьшить плотность тока.
Равномерное отложение меди на сложных, сильно профилированных формах является трудной задачей.
Даже на ровной плоской поверхности толщина слоя не бывает одинакова, он бывает толще по краям, на ребрах, углах, выступах, а в середине и в углублениях – тоньше. Главное в технологии гальванопластики – равномерное осаждение металла по всей поверхности формы. Для этого могут применять различные экранные кассеты, цель которых изменить направления силовых линий и тем улучшить процесс осаждения, сделать его более равномерным. Можно также применять периодическое измерение направление постоянного тока при помощи реле времени.
Гальванопластика применяется для создания копий художественных изделий, а также различных художественных моделей, чеканных рельефов и др.
Химическая отделка изменяет и обогащает однообразный цвет металлов. Под действием различных химических веществ на поверхности металла происходит реакция с образованием новых химических соединений, которые прочно соединяются с основным металлом и придают ему различные оттенки или новый цвет. В большинстве случаев образующиеся соединения являются окислами (кислородные соединения) или другими химическими образованиями (сернистые и хлористые соединения). Процесс кислородного соединения называют оксидированием, а процесс образования сернистых и хлористых соединений – патинированием. Химической отделкой получают защитные пленки, обладающие декоративно-антикоррозийными качествами и значительно расширяющее цветовой тон изделий.
Читайте также: