Художественная обработка металла литье
Обновлено: 02.05.2024
Литье бронзы в художественном стиле является настоящим произведением искусства. Это направление работы с металлом зародилось еще до нашей эры, но при этом оно не забыто и сейчас.
Постепенно технология художественного литья из бронзы совершенствовалась. Создавать причудливые изделия из бронзы специалисты могут как в домашних условиях, так и на заводском производстве.
Литые из бронзы конструкции ассоциируются с аристократическим убранством Средних веков.
Пик популярности бронзовое литье получило в эпоху европейского барокко и классицизма. Мастера того времени создавали роскошные и изысканные композиции из бронзы, которыми люди любуются и по сей день.
Сейчас бронзу используют в различных целях, в большинстве случаев для изготовления скульптур и сувениров, лестничных ограждение и решеток, элементов интерьера, люстр и бра, заборов и ворот.
Общая характеристика металла
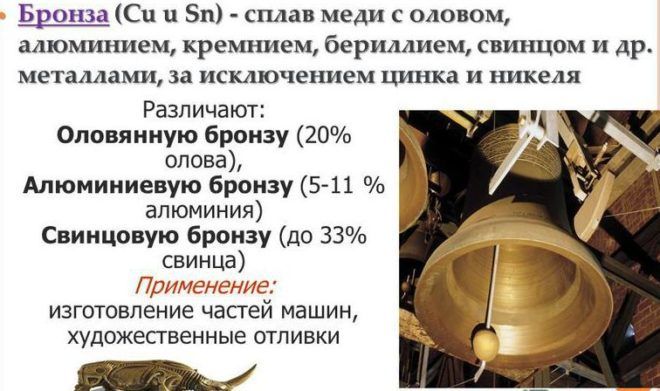
Бронза – это сплав меди в сочетании с оловом, реже в качестве дополнительного элемента используется кремний, свинец или алюминий. В зависимости от процентного соотношения металлов бронза приобретает различный цвет.

Базовые показатели этого материала обусловили его широкое применение в различных направлениях. Бронза отличается следующими свойствами:
- высокая прочность;
- износостойкость;
- низкий уровень коррозии;
- простота обработки;
- паростойкость;
- высокая тепло и электропроводность;
- устойчивость к различным повреждающим факторам. К ним относится и влияние окружающей среды.
По сравнению с другими аналогичными сплавами бронза отличается особой прочностью и стойкостью. Температура ее плавления 1000–1100 градусов.
Специалисты по работе с металлом используют два варианта бронзы: с содержанием олова и без него. Ко второй группе относятся такие типы бронзы:
- свинцовый – обладает высоким уровнем стойкости и устойчивости;
- бериллиевый – этот сплав характеризуется наибольшей стойкостью и прочностью, превосходя показатели стали;
- кремниецинковый – обладает наиболее высокой текучестью в расплавленном состоянии;
- алюминиевый – наиболее стоек перед различными раздражителями, особенно химическими.
Несмотря на хорошие показатели, оловянный тип бронзы получил самое широкое распространение. Особенностью бронзового литья является небольшой процент усадки, поэтому его часто используют для изготовления деталей, требующих точного соблюдения размера.
Поэтому такие изделия после отливки нуждаются в минимальной обработке, так как они имеют гладкую поверхность и четкие контуры. Это качество металла проявилось и в художественном литье, а также в отрасли машиностроения для изготовления различных деталей.
Технология изготовления художественных изделий из бронзы
Художественное литье из бронзы является популярным способом изготовления различных предметов интерьера:
- статуэток;
- сувенирных часов;
- гербов;
- письменных наборов.

Процесс литья бронзы трудоемкий и многоэтапный, но изделия из него отличаются хорошим внешним видом и качеством и поэтому пользуются популярностью.
Перед тем как изготовить то или иное изделие необходимо создать эскиз будущей конструкции. Эта работа выполняется художником и дизайнером. Разработанный ими рабочий чертеж является основанием для изготовления отливной модели, по которой будет формироваться опечатка будущего изделия.
Модели, используемые для художественного литья из бронзы и латуни, изготавливаются из таких материалов, как дерево или слоновая кость. Пластик или гипс для этих целей используется реже. Поверхность деревянной или слоновой модели обязана быть обработана шпаклевкой и грунтовкой.
После наносится специальный лак в несколько слоев. Такие манипуляции необходимы для того чтобы добиться максимально ровной и гладкой поверхности.
По типу конструкции выделяются следующие типы моделей:
- неразъемные – это монолитные изделия, которые применяются для ручного литья при домашних условиях;
- разъемные – это сборная конструкция, состоящая из отдельных разъединяющихся элементов;
- специальные – это шаблоны, которые применяются для литья сложных конструкций.
После изготовления подходящей модели начинается производство литейной формы. Это довольно трудоемкий и долгий процесс, для выполнения которого необходимы формовочные композиции, специальный инвентарь и приспособления.
Сами литейные формы являются как одноразовыми, так и многоразовыми. Они наполняются расплавленным металлом, который после остывания принимает форму, идентичную будущей модели изделия.
Технология литья бронзы состоит из таких этапов:
- изготовления формы;
- расплавление металла;
- заливка;
- выбивка;
- очистка и окончательная обработка отливок.
Особенности работы с бронзой в домашних условиях
Сегодня множество красивых изделий изготавливается на основе сплава бронзы. Если есть желание и возможность заниматься этим в домашних условиях, необходимо прежде всего учесть особые характеристики этого материала.
Нужно обзавестись следующими вспомогательными устройствами:
- форма для заготовки;
- щипцы;
- горн;
- тигель;
- древесный уголь;
- печь, которая обеспечит нужную температуру плавления.

Для достижения желаемого результата нужно соблюдать строгую последовательность в выполнении процесса литья бронзы.
Сначала необходимо поместить тигель на печь и заложить в него куски металла. Установив регулятор нагрева, достигается температура плавления, бронза меняет форму. Затем с помощью крючка тигель вынимается из печи, и сплав заливают в специально подготовленную форму.
Так как температура плавления бронзы относительно невысокая специальную печь специалисты рекомендуют заменить паяльной лампой или автогеном.
Одной из наиболее трудоемких процессов в этой работе является формовка – изготовление специальной формы для литья. Для этих целей используются специальные формовочные смеси из глины или кварцевого песка. Важность этого этапа определяется тем, что от него будет зависеть идеальная форма будущего отливаемого изделия.
Рекомендации
Литье бронзы в домашних условиях требует специально оснащенного помещения, где будут храниться не только все инструменты, но и средства личной защиты. Рекомендуется обязательно обзавестись рабочим огнетушителем.
Кроме этого, в целях безопасности в мастерской не должны храниться материалы и вещества, которые легко воспламеняются. Для литья бронзы технология важна еще и потому что это занятие довольно травмоопасное.
Если требуется выполнить отливку тонких металлических изделий, то предпочтение необходимо отдать сплаву из латуни, поскольку она легче плавится.
После полного расплавления металла в печи нужно сразу же заполнить форму. Эта процедура занимает несколько минут. Если на этом этапе будет нарушена технология, то в отливке могут образоваться дефекты в виде недолива, шлаковых раковин.
Если литье осуществляется в домашних условиях, то заполнение формы производится специальным металлическим ковшом. Управление ковшом производится вручную.
После того как отливка охладилась до необходимой температуры необходимо ее выбить. Это манипуляция выполняется с помощью клещей и молотка. Если использовалась одноразовая форма, то нужно просто разломать ее.
На промышленном производстве часто используются многоразовые формы. В этом случае выбивка проводится через разъединение элементов формы. После выбивки проводится обрубка, эта процедура заключается в устранении дефектов с поверхности отливка.
Заключительная обработка
После извлечения из литейной формы изделия, как правило, имеет непрезентабельный вид. Оно имеет различные поверхностные дефекты. Чтобы придать изделию из бронзы нормальное состояние и его нужно очистить шлифовальной машинкой или металлической щеткой.

Помимо очистки, потребуется и чеканка, хотя бронза имеет неплохую текучесть и при заполнении формы с легкостью проходит во все углубления. Тем не менее для того чтобы добиться на изделии четкого рисунка не обойтись без чеканки. Этот этап работы часто занимает долгое время, особенно если изделие имеет ажурные элементы.
Чеканка является наиболее творческим этапом литейной процедуры, и от ее качества будет зависеть окончательный внешний вид изделия. Готовые изделия часто покрывают серебром или позолотой, хромом или никелем. Часто дополнительным слоем покрываются статуэтки.
Изделия, отличающиеся сложностью конструкции, могут отливаться отдельными частями, а не целиком. После, элементы изделия соединяются специальными замками. Рекомендуется маркировать каждую часть, чтобы не спутать замки при сборке.
Особенности различных способов художественной обработки металла
Художественная обработка металла – древнее мастерство, которое продолжает оставаться на плаву, невзирая на прогресс, полную автоматизацию производства, уменьшение доли ручного труда, и значительное снижения стоимости готовой продукции.
Виды и особенности металлов
Залог удачно проделанной работы — знание особенностей и качеств материала, его технологических и рабочих свойств. Так, при работе с металлами используется как чистое, без дополнительных примесей сырье, так и различные сплавы. Попадающие в производство материалы делятся на две основные группы:

Основные виды используемых материалов:
- Углеродистая сталь — упругий металл со способностью к закаливанию. Сталь хорошо куется и режется, и производится как сортовой продукт. При изготовлении изделий из стали методом художественной обработки, используются сорта У8 и У10. — мягкий, поддающийся ковке, красноватый материал, легко обрабатывается, но несколько вязок. Медь хорошо паяется, проводит электричество и тепло, и часто используется для производства художественных изделий.
- Бронза — соединение меди и олова. Применение бронзы практикуется в литье и инкрустации.
- Латунь — сплав цинка и меди, более твердый и менее ковкий материал, чем медь. Латунь легко обрабатывается, и пригодна для инкрустации и чеканки.
- Цинк — белый с синеватым оттенком металл. Материал плохо куется, но удобен для паяния и несложен в обработке. Цинк часто используется при гравировке и в литье.
- Олово — мягкий, белый материал. Олово используется для лужения и инкрустации, и входит в множество сплавов.
- Алюминий — легкий, хорошо поддающийся обработке материал.
- Свинец — мягкий, плохо окисляющийся металл, часто используется для литья. Оксид свинца чрезвычайно ядовит.
- Серебро. Вне сплавов, используется редко из-за излишней мягкости, поэтому в готовых изделиях, чаще всего, присутствует сплав серебра и меди. Также серебро применяется при проведении инкрустационных работ.
Характерные особенности металлов
Качества, которые присущи металлам:
- Хрупкость материала — качество противоположное пластичности, что на практике означает способность к быстрому саморазрушению, при внешнем механическом воздействии. Так, перекаленная сталь, чугун и бронза легко раскалывается на куски.
- Упругость — особенность, означающая восстановление формы и объема, при прекращении внешнего воздействия. В наибольшей мере данные свойства присущи отдельным сортам стали.
- Плавкость — способность металла переходить в жидкое состояние при нагревании. Плавкость широко используется как в промышленном, так и кустарном производстве изделий из металла.
Операции по обработке металла
Обработка металла — механическое воздействие, позволяющее изменить физическое состояние материала. Главная цель обработки — производство необходимых в повседневной жизни изделий, а также предметов роскоши или произведений искусства.
Художественная обработка, в отличие от промышленного производства металлических изделий — мастерство изготовления вещей, удовлетворяющих эстетическое, творческое начало в человеке. В процессе производства изготавливается продукция, обладающая изысканностью, выразительностью и художественной ценностью.

Видами художественной обработки металлов принято считать:
- литье;
- ковку;
- чеканку;
- металлопластику;
- гравировку;
- травление;
- филигрань;
- эмалирование.
Литье — древний метод обработки
Метод литья связан с плавкостью металла, качеством, возникающим при термическом воздействии на материал. Полученный, в результате плавления, жидкий материал, разливается в нужные, заранее заготовленные формы. После охлаждения, отливки используют, как готовую продукцию, или как составную часть основного изделия.
Форму для отлива готовят до начала основных работ. Если выливаемый продукт обладает сложной конструкцией, готовят несколько форм, а полученные в результате отлива детали соединяют между собой.
- по металлу отлива — чугун, медь, серебро или золото.
- по устройству и материалу форм. Временные формы — песок, земля; оболочковые. Стационарные формы из воска, гипса или металла.
- по методу литья: центробежное, под давлением, стандартное.
Плавится металл в особых печах. Поскольку температура плавления у разных материалов отличается, при отсутствии механизма фиксации температуры, необходим визуальный контроль над процессом. После плавления металл разливают по формам, дают заготовкам остыть, затем чистят и шлифуют.
Как осуществляется ковка металлических изделий
Ковка — древний метод обработки металла. Суть процесса — придание заготовке нужной формы при помощи ударов молота. Под ударами молота деталь деформируется и постепенно принимает желаемую форму.
Свойство металла, обеспечивающее «правильную» деформацию, без трещин и разрывов, называется ковкостью. Ковкость, в большинстве случаев, присуща драгоценным металлам, обладающим пластичностью и вязкостью.

Особенности холодной ковки
История художественной обработки металла сообщает о методе «холодной ковки», повсеместно использовавшемся в Киевской Руси. Посредством «холодной ковки», мастера по золоту, выковывали из слитков драгметалла чаши, ковши и т. д.
Задача кузнеца, на первом этапе работ, состояла в уплотнении изделия под ударами молота. На втором — обработанный металл подвергался отжигу, шлифовки и т. д. В наше время данный способ используется только в ювелирном деле.
Разновидностью холодной ковки считается дифовка, что означает художественную обработку листового металла толщиной до 2 мм. Данный метод применялся, в Древней Греции, величайшим скульпторам античной эпохи Фидием, создававшим золотые одежды для статуй богов.
Как осуществляется чеканка
Чеканка — создание рельефного изображения, на тонком листовом металле, при помощи молотка и специального стержня. Ударяя «разгонным» молотком по стержню, чеканщик оставляет следы на листе и постепенно придает ему объемный вид. Используя короткие и частые удары, мастер выстукивает металл до получения нужной формы. После чего, предварительный этап считается законченным и начинается, непосредственно, процесс чеканки или выбивка декора.
Для выбивки декора используют стержни — чеканы определенного профиля. Наиболее ценными считаются изделия, изготовленные из цельного куска заготовки.
Чеканка по твердой модели — метод, применявшийся в древности для выделки фигур. Тонкий лист, из драгоценного металла, «разгоняли» по железной модели, а затем снимали получившийся рисунок.
Виды работ по чеканке
Художественная чеканка по металлу делится на два вида работ, качественно отличающихся друг от друга:
- чеканка по листу;
- чеканка по литью (оброну).
Чеканка по листу — это создание нового произведения, при помощи специальных инструментов.
Второй случай — доведение до нужного уровня заранее отлитой, или вырезанной методом оброна, формы. Чеканка литья применяется для придания форме четкости и ясности. Подвергаются подобной чеканке отливки, полученные в земляных формах.
Особенности металлопластики
Металлопластика — метод художественной обработки металла, отдаленно напоминающий чеканку, однако, имеющий ряд существенных отличий.
Для данного способа характерно:
- тонкие, не более 0,5 мм листы металла, по сути, являющиеся фольгой.
- использование скульптурных стеков как рабочих инструментов.
- особенности процесса обработки более похожи на лепку, с ее плавностью линий и движений.
- Первый этап работы — отжиг изделия и охлаждение.
- Затем предварительно созданный рисунок, на прозрачной бумаге, прикладывают к фольге и обводят специальным приспособлением, до тех пор, пока рельеф не отобразится на поверхности.
- Процедура продолжается до получения нужного результата.

Как осуществляется гравировка
Гравировка — популярный и распространенный метод обработки изделий, предполагающий нанесение рисунка или рельефа на заготовку. Рисунок наносится специальным инструментом — резцом.
Гравировка делится на два вида:
Плоскостная гравировка означает финальную стадию декорирования предмета. Это нанесение контурного рисунка, узоров, тонов, надписей.
Обронная гравировка подразумевает нанесение рельефного рисунка, то есть речь идет о работе в трехмерном пространстве.
Травление кислотой или щелочью
Травление считается разновидностью гравировки. Техника данного метода состоит в покрытии металлического изделия воском, и нанесении рисунка на покрытую воском поверхность. Далее, следует помещение заготовки в кислоту или щелочь, где происходит протравливание изображения и, соответственно, потускнение остальной поверхности.
Для каких изделий применяется филигрань
Филигрань — оригинальный способ обработки металла, применяющийся в ювелирном деле. Изготовление филигранных изделий — исключительно ручная работа, выполняемая специальными инструментами.
Существует множество разновидностей филигранной техники, таких как:
- напайная;
- рельефная;
- напайная с эмалью;
- ажурная;
- рельефная;
- объемная.
Тиражирование изделий из филиграни происходит методом литья и гальванопластики. Использование штампов допускается только для воспроизведения фоновой филиграни.
Художественное эмалирование
Эмалирование — это взаимопроникновение двух различных структур — металла и стекла. В результате процесса изделие остается таким же прочным, но приобретает блеск и стойкость к химическим веществам.
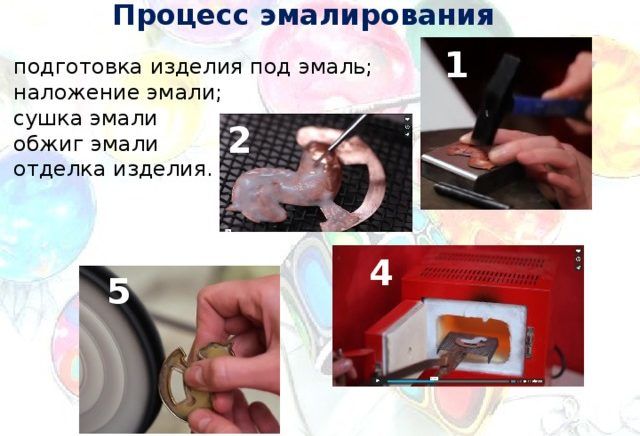
Художественное эмалирование — недорогой и быстрый способ цветового обогащения изделия из металла. Материалом для эмалирования, чаще всего, служит медь и драгоценные металлы. Так производят вазы, бижутерию, картины.
Сама по себе эмаль — это нанесенный на металл тонкий, расплавленный слой массы, обладающей физическими свойствами стекла. Производят эмаль, подвергая термической обработке легкоплавкое стекло.
Художественные эмали делятся на:
- прозрачные;
- фондон;
- непрозрачные;
- опаловые.
Эмаль производится в промышленных масштабах в виде плиток или порошка, и имеет соответствующую, цветовую маркировку. Однако, окончательный цвет изделия, определяется характером обжига и качественными показателями металла, его реакцией на эмаль при обработке.
Декоративная отделка
Декоративная отделка изделий включает определенный набор характеристик элементов художественной обработки, таких как:
- Матирование. Матированной считается отличная от полированной декорированная поверхность изделия. . Сплав из серебра, меди, свинца и серы — чернь, накладывают на заготовку, с предварительно выгравированным рисунком. Поверхность заготовки, не подвергающаяся чернению, должна быть отполированной и не иметь дефектов.
- Оксидирование. Серебряные или посеребренные изделия подвергают оксидированию химическим или электрохимическим методом. Бесцветное оксидирование происходит при контакте с растворами или электролитами, в состав которых входит двухромовокислый калий. При цветном оксидировании изделиям придаются различные оттенки. Прошедшую процедуру продукцию, для придания блеска, полируют мягкими щетками.
В каких случаях применяется гальваническое покрытие
Гальваническое покрытие — тончайшая металлическая пленка, наносимая на поверхность предметов, для увеличения их износостойкости, прочности, долговечности.
Гальваническое покрытие широко используется и в ювелирной промышленности, где материалами для него служат редкие и драгоценные металлы: золото, серебро, родий.
Особенности литья металлов
Литье металла – это востребованный технологический процесс, который позволяет изготавливать металлические изделия нужной формы. Проводится отливка из разных сплавов, обладающих той или иной степенью жидкотекучести в расплавленном состоянии.
Такой способ выполнения позволяет выпускать качественную продукцию без применения громоздкого оборудования и огромного количества работников. На современном рынке эта технология пользуется огромным спросом, а также входит в десятку самых эффективных и применяемых в мире.
Общие сведенья
В процессе производства проводится заливка расплавленного материала в специальные формы. После охлаждения он принимает нужную форму и подвергается последующей обработке. Используются такие изделия в различных отраслях экономики:
- автомобилестроение;
- авиационная промышленность;
- машиностроение;
- стоматология;
- ортопедия;
- ювелирное производство.






Для разных видов сплавов используется определенная технология литья, позволяющая добиться нужных качеств в готовом изделии и избежать брака. Для литейного производства используются разные виды компонентов. Они обладают высоким показателем жидкотекучести. Это свойство сплава определяется:
- химическим составом;
- структурой металлического сплава;
- температурой плавления.
Наиболее востребованными в промышленности являются металлы, имеющие низкую температуру плавления, так как их производство менее затратное. Чем ниже температура плавления материала, тем легче производится его отливка.
Металлы для заливки
В нужную форму специалисты могут отлить любой подготовленный сплав в расплавленном состоянии. Проблема состоит в том, что каждый вид материала имеет свою особенную температуру плавления и разную степень жидкотекучести. Чаще всего в промышленном литье используются металлы с низкой температурой плавления.
Компоненты, пригодные для литья, разделяют на черные, цветные и редкоземельные.

К черным относятся сталь, литейный и ковкий чугун. Все остальные сплавы относят к цветным и редкоземельным.
Для каждого вида сплавов используются специальные методы литья, позволяющие изготавливать изделия из следующих материалов:
- стали;
- чугуна;
- алюминия;
- меди;
- латуни;
- золота;
- серебра;
- платины;
- никеля;
- титана;
- бронзы;
- магния.
За все время существования литейного производства было разработано много разных технологических решений с разными условиями отливки.
При отливке изделий из черных металлов используют 5 видов стали с разным содержанием углерода. Изделия с повышенной прочностью отливают из легированной стали.

Это самый распространенный материал, который используется для промышленной заливки.
Методы литья деталей
Для производства деталей станков и иной продукции высокоточного машиностроения используется обычный ковкий чугун и чугун перлитный, обладающей хорошей пригодностью к обработке.
Литейный чугун, который используется в разных сферах производства, делят на четыре вида:
- белый;
- серый;
- отбеленный;
- половинчатый.
Его отливка отличается низкой себестоимостью, сам материал имеет небольшую прочность и обрабатывается при помощи обычного резания.
Более прочным материалом для оливки считается чугун, в состав которого входит шаровидный графит.

Широко применяются для заливки сплавы цветных металлов, прежде всего медь и алюминий. Они отличаются высокой устойчивостью к коррозии и стоят недорого.
Самой дорогой считается технология производства титанового сплава, требующая соблюдения особенных условий заливки и остывания. Такой редкоземельный сплав используется для высокотехнологичных отраслей экономики, таких как авиакосмическая индустрия или медицина.
Сплавы драгоценных металлов используются при отливке ювелирных, медицинских изделий или деталей для электроники.
Литьё металлаСпособы отливки изделий из металлических сплавов
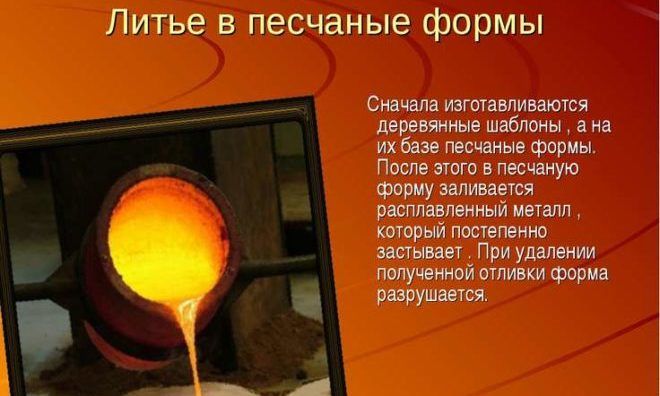
Современное литейное производство кроме традиционной технологии заливки жидкого металла в песчаные формы применяют и другие высокотехнологичные, производительные способы литья:
- вакуумный;
- центробежный;
- под давлением;
- центробежный;
- оболочковый;
- многократный;
- ртутный;
- по выплавляемым моделям;
- электрошлаковый.
Высокотехнологичные виды литья позволили создавать металлические изделия с определенными качествами при высокой производительности труда и минимальном браке.
Чаще всего сегодня в промышленных масштабах используются следующие технологии производства:
- в металлические формы (коколь);
- статическое литье;
- отливка под давлением;
- в оболочковые формы;
- в выплавляемые модели.
При выполнении статической заливки используются неподвижные формы, в которые разливают жидкий металл. Готовые изделия достают после того, как они остынут в неподвижной модели.
Производство титана
Для изготовления высокопрочных сплавов из титана и стали применяют вакуумную отливку, позволяющую снизить в металле содержание газов. Таким способом создают более плотную структуру металлического сплава с помощью плавления в вакууме. Затем горячий металл разливают в многократные емкости, в которых он остывает.
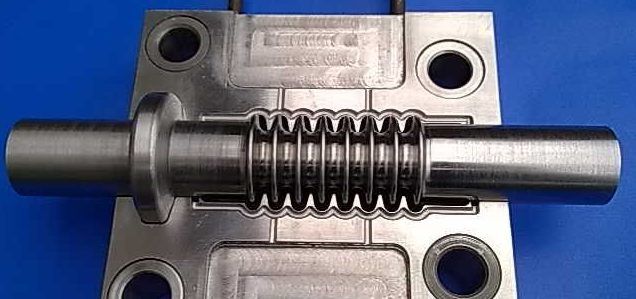
При введении технологии отливки под давлением применяется специальное оборудование, с помощью которого заполняют пресс-формы жидким металлом. Он подается под высоким давлением в диапазоне 7–700 МПа.
Такой способ производства выполняется машинами горячего или холодного прессования.

Выполняется эта технология для заливки алюминиевых, медных, цинковых и оловянно-свинцовых сплавов. Все эти металлы обладают низкой температурой плавления, что увеличивает технологические характеристики изделий из них.
Холодные и горячие способы литья под давлением позволяют получать изделие с идеально точными размерами и ровной поверхностью, которую не нужно после завершения процесса дополнительно обрабатывать.
Такая технология позволяет повысить производительность труда. А также она сокращает время всего технологического цикла, упрощает изготовление металлического изделия. У нее имеются также недостатки, к которым относится невозможность производить продукцию сложной конфигурации, так как они могут при вынимании из пресс-формы деформироваться. Таким способом производят только металлическую продукцию, имеющую небольшой диаметр.
При центробежном литье применяются специальные вращающиеся в горизонтальной или вертикальной плоскости формы.

Действие центробежных сил обеспечивает равномерное заполнение всех полостей в отливочной форме. Внедряется такая технология отлива при производстве труб, втулок или металлических дисков. А также ее применяют при отливке ажурных ювелирных изделий.
Издержки процессов
Для уменьшения убыточности процесса обычные способы литья в одноразовые модели были модернизированы с созданием высокопрочных полимерных составов. Для этого стали производить отливку в оболочковые емкости, изготовленные из термореактивного порошкообразного полимера. Он при воздействии температуры превращается в твердую оболочку, формирующую жидкий сплав.
Таким способом отливаются радиаторы водяного и парового отопления, узлы автомобилей, станков, самолетов и других видов высокотехнологичных механизмов. Эта технология позволяет получать детали большого размера и любой сложной модификации.
Традиционной считается отливка в кокиль, когда используется прочная форма.

Из нее вытаскивается деталь после отвердения металла. Таким способом производят простые стальные изделия небольшого размера. Чаще всего в кокиль отливаются медные и алюминиевые сплавы с невысокой температурой правления.
Модель для них делается из жаропрочной стали или чугуна, имеющих боле высокую температуру плавления чем медь или алюминий.
К преимуществам такой технологии следует отнести:
- невысокую себестоимость производственного процесса и возможность его недорогой автоматизации;
- простоту исполнения;
- сохранность отливочных форм, которые используются неоднократно;
- точность параметров изготовленных изделий;
- качественную структуру металла, в которой не будет неметаллических частиц;
- гладкую поверхность изделия, которая получается при таком способе отливки.
Традиционная технология отливки по выплавляемым моделям сегодня усовершенствовалась благодаря появлению новейших материалов.
Если раньше модель для заливки сплава делали из дерева или иной органики, которая могла быть разрушена высокими температурами при выжигании, то сегодня используются легкоплавкие материалы, такие как парафин и стеарин.

Отливка по выплавляемым моделям применяется при отливке художественной продукции со сложной конфигурацией. Это затратная технология отлива, которая используется при создании памятников или иных художественных изделий.
Стальную емкость для такой заливки делают на основе моделей из легкоплавких материалов, она имеет точные размеры, а ее поверхность тщательно полируют.
Виды отливочных форм
Для литья металлов пускают в ход разные емкости, которые разделяют на песочные, применяемые только один раз во время оливки, а также многократные. Многоразовые отливочные емкости делают из разных материалов:
- чугуна;
- жаропрочной стали;
- огнеупорной керамики;
- графита.

Широко распространены чугунные кокили и изложницы. При изготовлении продукции из алюминия, меди и других цветных сплавов выполняют металлические формы из чугуна, меди и латуни.
Такое решение было принято давно, оно позволяет легко проводить подготовку материалов к основному процессу. Сам процесс длится недолго, модели выходят высокого качества. При выполнении этой технологии привлечение большого количества рабочих не требуется.
Металлические отливочные емкости бывают открытыми и закрытыми. Открытые – это изложницы, а закрытые – кокили. В закрытых емкостях имеется полость, повторяющая размеры выплавляемой детали. Заливка жидкого металла в них проводится через специальное отверстие.
Оболочковые отливочные емкости используются при заливке сплавов цветных и драгоценных металлов, а также изделий из стали. Для отливки сплавов цветных металлов их делают из порошкообразного диоксида кремния или гипса.

При изготовлении продукции из золота, платины и серебра пресс-форму делают из легкоплавкого материала, который заполняется ртутью, парафином или пластмассой, что позволяет создавать продукт сложной конфигурации небольшой толщины.
Настолько щепетильная работа требует от всего персонала высокой точности и квалификации. Каждый этап производства проводится в оптимальных условиях, способствующих выходу только качественной продукции.
Разновидности художественной обработки металла

Художественная обработка металла
Современные технологии позволили в значительной мере автоматизировать все процессы по обработке металлических изделий и свели к минимуму ручной труд, однако, для мелкосерийного производства и изготовления уникальных продуктов все еще широко используются ручные способы, благодаря которым осуществляется художественная обработка металла. При этом не исключается замена многих трудоемких процессов на автоматизированные.
Литье

Форма должна быть из металла температура плавления которого выше чем у сырья
Те металлы, которые имеют высокую степень плавкости, легко можно видоизменять, применяя формы. Этот способ называется литьем, он один из древнейших, но и сегодня остается актуальным и часто применяемым. Еще до нашей эры люди освоили и широко использовали литье.
Перед началом работы нужно изготовить форму. Выбор материала может быть любым удобным, например, из воска, песка, если предполагается изготовление нескольких одинаковых деталей форму можно использовать много раз. В том случае, когда будущее металлическое изделие будет иметь сложную конструкцию, целесообразно сделать несколько форм для разных деталей, а затем соединить их друг с другом посредством пайки.
Литье можно классифицировать по металлу отлива:
По конструкциям и материалам форм:
- временные формы – земля, песок;
- оболочковые;
- постоянные – восковые, гипсовые, металлические.
По способу литья:
- центробежное;
- под давлением;
- классическое.
После подготовки форм нужно привести металл к жидкой форме – расплавить. Сделать это можно в специальной печи, в древности металл плавили в котлах на костре. Температура плавления у разных металлов отличается, поэтому если нет автоматизированной фиксации нагрева, необходимо следить за процессом и после того, как металл станет жидким, его заливают в форму.
Литьё металла в домашних условияхКогда материал затвердеет можно вынимать изделие из формы, для достижения идеально ровных поверхностей заготовку зачищают и шлифуют.
На этапе нагрева и плавления металла можно соединять различные компоненты, для получения улучшенных характеристик, например, медь с оловом образуют более прочный сплав – бронзу.
Ковка
Обработка разогретого металла с помощью молотка – это ковка, она также является старейшим методом. Под равномерными ударами молота металлическая заготовка постепенно приобретает необходимый вид, однако, разные по составу сплавы ведут себя при ковке неоднозначно – появляются трещины, разрывы.

Горячая ковка — деформация раскаленного металла молотком
Степень податливости металла такой обработке измеряется в величине ковкости. В зависимости от этого параметра различают холодную ковку и горячую.
Драгоценные и цветные металлы (золото, серебро, медь) являются достаточно мягкими, поэтому их можно обрабатывать холодной ковкой.

Таблица температуры плавления самых распространенных металлов
Железо и сплавы на его основе поддаются ковке только в разогретом состоянии. Нагрев происходит в специальной печи до температуры 1000 о С, затем металл можно деформировать, гнуть, в общем, придавать нужную форму.
На основе принципов ковки была выработана техника художественной обработки – просечка. Она заключается в придании листу металла ажурного вида.
Холодная ковка – изменение формы изделия посредством ударов молотка различной силы. В результате этого металл быстро утрачивает пластичность, уплотняется и появляется наклеп. Следующим этапом является отжиг, который используется для удаления образованного наклепа.
В современных условиях холодная ковка часто используется в ювелирной отрасли.
Ручная художественная ковка металлаЧеканка
Выбивание рельефа на металлическом листе небольшой толщины или пластине называется чеканкой. Этот процесс осуществляется с помощью молотка и специального стержня. Вследствие ударов молотка по стержню он оставляет на пластине след или придает ей объемный вид. Молотки называются разгонными, а метал предварительно подвергается холодной прокатке, чтобы получилась нужная толщина.

Художественная чеканка изделий требует высокой точности из-за сложности форм, соответственно, нужен материал, хорошо поддающийся обработке
Это начальный этап, подготовительный, по его окончании приступают непосредственно к художественному декорированию. Это очень тонкая и кропотливая работа, для нее используют целый набор стержней различной формы и величины, они называются чеканы. Намного проще выполнять чеканку на нескольких небольших пластинах, которые потом можно соединить в единый объемный предмет способом пайки.
Еще в древности был придуман способ чеканной выделки фигур. Он состоит из нескольких процессов, вначале тонкие листы металла, в основном драгоценного, разгоняются по жестяной или бронзовой модели, затем с помощью чеканов придается форма или рисунок, по окончании листы аккуратно снимаются с формы и спаиваются между собой.
Часто художественная обработка металла чеканным способом может сочетать в себе процессы гравировки, литья и резьбы.
Техника чеканки бывает трех видов:
- из листового металла;
- по оброну или литью;
- тиснением.
Традиционный способ чеканки – по тончайшему листу стержнями, а завершают обработку и дополняют художественную форму литым изделиям двумя другими способами. Современные техники литья позволяют добиться идеальных форм и рисунков изделия, однако, часто могут возникнуть различные дефекты:
- раковины;
- наросты;
- неслитины;
- перекос;
- шероховатость.
Тиснение представляет собой процесс чеканки с использованием матричных досок, которые называют басменными, от них и другое названия технологии – басма. Процесс тиснения осуществляется следующим образом: подготавливается деревянная матрица, которая будет отображать рельеф будущего изделия.

Басменная доска
Тонкий золотой или серебряный лист накладывается на матрицу, сверху покрывается более толстым свинцовым листом. Удары, наносимые молотком, приходятся на свинцовую подушку, которая уплотняется и приобретает рельеф матрицы, повторяя все контуры, объемы и рисунки. Точно такую же форму принимает и металл, зажатый между свинцовой прокладкой и матрицей.
Когда процесс тиснения окончен, свинцовую подушку убирают и аккуратно снимается слой металла – басма, она имеет более мягкие черты рисунка, чем у матрицы, как бы сглаженные. Чем толще будет слой листа, тем более сглаженным получится изображение, поэтому не рекомендуется использовать для басмы металл более 0,3 мм.
Басму, как технологию чеканки, используют для оковки изделий, таких как иконостасы, рамы, переплеты книг, ларцов, для создания портретных изображений.
Технология чеканки по металлуМеталлопластика
На первый взгляд, этот метод художественной обработки металла напоминает чеканку, но все же имеет ряд отличительных признаков:
- во-первых, используется более тонкие листы металла – фольга, толщиной не более 0,5 мм, а для чеканки используют в основном от 0,5 до 1,5 мм.
- во-вторых, использование скульптурных инструментов – стеков, для чеканки используются молотки;
- в-третьих, технология металлопластики напоминает лепку, плавные линии и движения, а чеканка более грубые деформации в результате силы удара.
Металлопластика была придумана еще в средневековье, в России изделия, выполненные по этой технологии, вошли в моду в начале XX века. Способ металлообработки стал настолько популярен, что его ввели в учебную программу для школьников. С помощью металлопластики изготавливались рамы, иконостасы, нательные крестики и прочие украшения.
Для начала работы необходимо отжечь металл, оловянные листы не требуют отжига, цинковые достаточно нагреть один раз, а латунь, медь и жесть иногда нужно нагревать несколько раз. После отжига металл медленно охлаждается. Предварительно подготавливают эскиз – нарисованный на прозрачной бумаге рисунок будущего изделия.
Затем этот эскиз прикладывают к листу металла и специальным инструментом обводят, надавливая, таким образом, отпечатывается рельеф на фольге. Данная процедура повторяется с обеих сторон листа до тех пор, пока не получится нужная форма. Для удобства под низ заготовки подкладывается резина или другой мягкий, но упругий материал.
Гравировка

Плоскостная гравировка
Одним из основных способов, применяемых для художественной обработки различных металлических изделий, является гравировка. Она предполагает нанесение рельефа или линейного рисунка на заготовку с помощью резца. Гравировка может быть двух видов:
- плоскостная – двухмерная гравировка, предусматривающая обработку поверхности изделия;
- обронная – создает трехмерное изображение рельефа, скульптуры.
Наиболее распространенная плоскостная гравировка, ее назначением является завершающая стадия декорирования различных изделий. Результатом такой обработки будет создание контурного рисунка, узоров, тоновой композиции, надписей, шрифтовых работ.

Обронная гравировка с выборкой металла
Совершенствуя гравировочную технологию, в XVII веке уже использовали машины, для которых прототипом стали токарные станки по обработке дерева.
Очень интересная техника гравирования для чернения, рисунок прорезается более глубоко, а затем его чернят специальным веществом, в итоге получается оригинальное изображение, которое эффектно выделяется на изделие.
Обронная гравировка представляет собой создание объемного рельефа или скульптуры из металлического листа. Оно бывает выпуклое, рисунок получится возвышенным над фоном и углубленное, когда рисунок врезается внутрь заготовки и располагается ниже фона.
Травление
Одним из подвидов гравировки является травление. Его техника проста: металлическое изделие необходимо покрыть воском или смолой, затем по этому покрытию процарапывается рисунок, надпись или прочий декор. Далее, изделие помещается в раствор кислоты или щелочь, под действием которой процарапанные изображения протравливаются, а поверхность тускнеет.

Химическое травление нержавеющая сталь,природный цвет металла
Эта техника нашла широкое применение в XVI веке и наиболее часто использовалась для надписей на кубках. В современных условиях многие мастера стали ее активно использовать из-за оригинальности и необычности, когда необходимо сделать вещь в винтажном стиле, искусственно состарить ее.
Декоративная обработка металла
Для того чтобы придать металлу, отличную от оригинального цвета и тона, окраску используют различные способы:
- чернение;
- матирование;
- оксидирование.
Чернение, наиболее часто используют для художественного декора серебряных, медных и золотых изделий. Для начала наносят гравюру, затем заполняют канавки чернью – сплавом свинца, серы или олова. Готовое изделие подвергают отжигу, излишки черни убираются, а поверхность вокруг рисунка полируется, чтобы создать контраст.
Матирование или создание фактуры поверхности металлических изделий – это создание отличного от полировки эффекта. Фактура поверхности изделия может быть мелкоштриховой, мелкоямочной или матовой. Эти эффекты достигаются с помощью использования различных техник:
- шлифовка;
- травление;
- обработка молотой пемзой;
- кварцевание.
Часто поверхность изделия после литья покрыта коркой, ее также можно зачистить и получить матовый эффект.
Оксидирование используют для серебра, его обрабатывают химическими веществами, иногда применяя электролитические способы. Технология проста: серебряное изделие погружают в раствор, чаще используют двухромовокислый калий, это электролит, подключают ток и под таким воздействием серебро меняет цвет.
Электрохимическое оксидирование стали в растворе щёлочиСпособы украшения изделий из металла
Украшение изделий из драгоценных металлов также в некоторой степени сродни обработке, наиболее распространены филигрань и эмалирование.

В зависимости от замысла ажурный узор может напаиваться на металл, может приобрести рельефную форму
Филигрань достаточно древняя техника. Сам термин состоит из двух латинских коней – «филюм» – означает нить, а «гранум» – переводится как зерно. Филигрань – совокупность переплетенных между собой тонких нитей, украшенных горошинами. Эта техника впервые была использована еще в древнем Египте во втором тысячелетии до нашей эры.
С тех времен и по сегодняшний день филигрань является исключительно ручной работой. Различают множество техник, они названы в честь городов или местности, где получили широкое распространение. Но обобщенно их можно классифицировать следующим образом:
Напайная филигрань – простейший способ украшения металлических изделий. Она представляет собой проволочный узор, с декоративными элементами, который припаивается к листу металла, он будет выступать как фон. Может использоваться и просечная (выпильная) филигрань, когда после спайки основание удаляют, выпиливая его.
Может быть эмалированная филигрань, когда после спайки узора с основанием пространство заливается эмалью. Ажурная техника представляет собой спайку элементов проволоки между собой, без использования фона, таким образом, изделие становится похожим на кружево.
Объемная филигрань представлена в таких изделиях, как вазы, кубки коробки, ларцы и прочее. Чтобы получить такой предмет сначала подготавливают элементы, которые затем соединяются между собой спайкой или крепятся к основанию.
Эмаль представляет собой вещество, получаемое в процессе расплавления стекла или иных неорганических материалов, которые имеют окисный состав. Эмаль наносят на металл в жидком состоянии и оставляют застывать.
Разнообразие цветовой гаммы и возможность рисовать на эмали делают эту технику востребованной и популярной вот уже многие века. Изделия с добавлением эмали встречаются наиболее часто в ювелирном искусстве, а также в предметах домашнего интерьера.
Видео: Высокотехнологичная обработка металла
Читайте также: