Инструмент для нанесения рисок на металле
Обновлено: 04.10.2024
Разметкой называют операцию нанесения на обрабатываемую заготовку или ремонтируемую деталь линий (так называемых разметочных рисок), определяющих контуры детали или места, подлежащие обработке.
Разметку деталей применяют преимущественно в мелкосерийном производстве деталей и при проведении слесарных ремонтных работ.
Для производства разнообразных разметочных работ слесарь должен располагать специальными измерительными и разметочными инструментами (линейки, рейсмасы, чертилки, кернеры и др.).
Для установки, выверки и закрепления размечаемых деталей используют набор специальных приспособлений ( подкладки, призмы, угольники и пр.).
Разметку производят на разметочных плитах, на которых и располагают все приспособления и инструмент.
1. Разметочные плиты
Разметочные плиты имеют ребристую конструкцию, что придает им жесткость при сравнительно небольшом весе.
Рабочие поверхности разметочных плит должны быть точно обработаны. Во избежание деформаций плит в процессе их эксплуатации отливки между черновой и чистовой обработкой подвергают старению (выдержке на воздухе длительное время).
На верхней поверхности разметочной плиты (рис. 1, а), при отсутствии станочных пазов, прострагивают продольные и поперечные канавки глубиной и шириной 1-2 мм так, чтобы вся поверхность плиты оказалась разделенной на квадратные участки.
Большие разметочные плиты устанавливают на специальных подставках (тумбах) с выдвижными ящиками для хранения инструмента. Разметочные плиты малых размеров помещаются на деревянных подставках и устанавливают непосредственно на верстаках.
Высота от пола до рабочей поверхности разметочной плиты малых или средних размеров составляет 800–900 мм, а плиты больших размеров – 700 мм.
Разметочная плита должна иметь свободное пространство для обхода и для возможности работать с любой стороны.
Проверку плоскостности разметочных плит осуществляют с помощью точной проверочной линейки и щупа. Для этого линейку накладывают своей рабочей поверхностью на рабочую поверхность разметочной плиты. Зазоры между этими поверхностями контролируют щупом. Толщина щупа, который проходит в щель между линейкой и разметочной плитой, не должна превышать 0,03–0,05 мм.
Правильность рабочих поверхностей шабреных разметочных плит (рис. 1, б), предназначенных для точной разметки и поверочных работ, проверяют на краску поверочной линейкой. Число пятен в квадрате 25х25 мм должно быть не меньше 12.
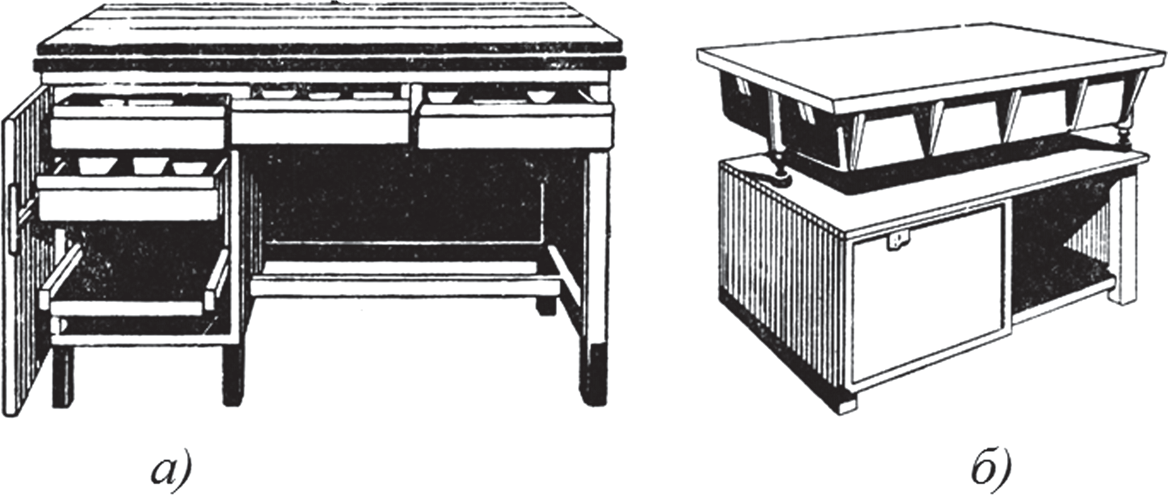
Рис. 1. Разметочные плиты
2. Оснастка
Для того чтобы установить деталь на рабочей плоскости разметочной плиты, применяют опорные подкладки, призмы, домкраты, специальные приспособления, кубики и угольники, располагающие точно обработанными призматическими и вертикальными поверхностями, перпендикулярными к поверхности плиты. Подкладки используют также для предохранения рабочей поверхности разметочной плиты от повреждения необработанными (черными) поверхностями размечаемых деталей.
Подкладки плоские (рис. 2, а) и призматические (рис. 3) располагают непосредственно на рабочей поверхности разметочной плиты.
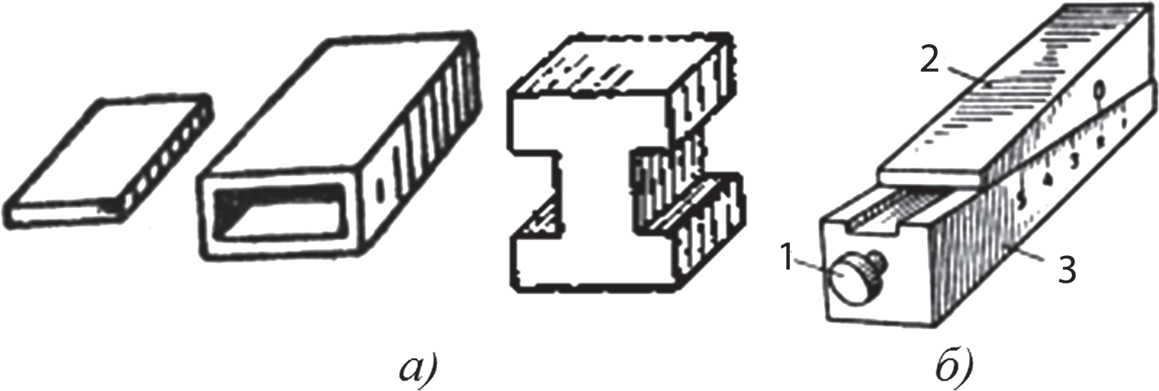
Рис. 2. Подкладки для установки детали на разметочной плите
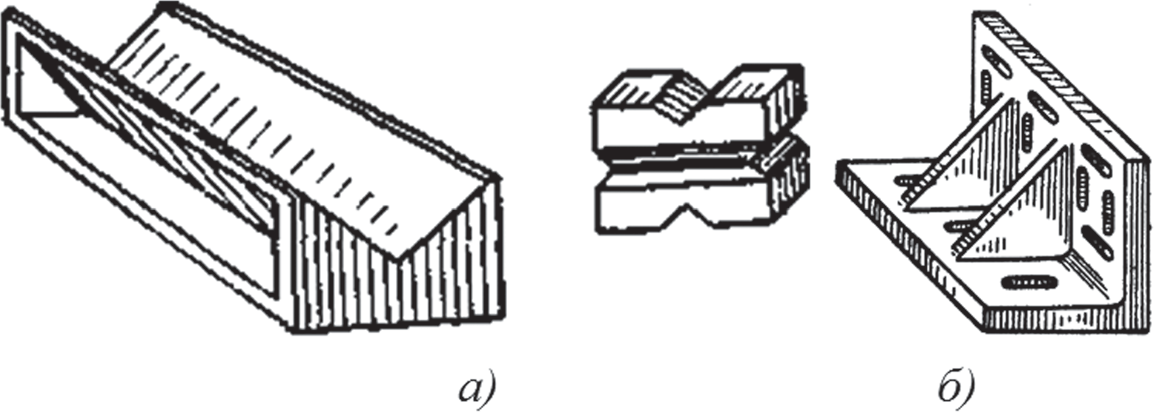
Рис. 3. Призма (а) и угольник (б) для установки деталей
Детали, имеющие плоское основание, плоский торец или три опоры, разнесенные на максимальное расстояние по габариту детали, необходимо устанавливать для разметки на трех подкладках, подобранных по высоте. Если необходимо деталь ориентировать в горизонтальной плоскости, то подбирают подкладки или набор подкладок под опоры, при которых деталь займет горизонтальное положение. В этом случае удобно также использовать регулируемые по высоте подкладки. На рис. 2, б показана регулируемая подкладка, которая регулируется по высоте вращением винта 1, который перемещает клин 2 по клину 3. На боковой поверхности нижнего клина нанесена шкала, которая позволяет более точно устанавливать высоту подкладки.
Цилиндрические детали помещают на призматических подкладках с треугольными вырезами (рис. 3, а). В наборе вспомогательных инструментов обычно имеется несколько таких подкладок с одинаковыми вырезами.
Для удобства разметки деталь может быть закреплена на угольнике (рис. 3, б), установленном на разметочной плите. На полках угольника имеются сквозные отверстия, через которые деталь можно крепить к угольнику.
3. Инструмент для разметки и методы работы с ним
Перед разметкой производят выверку установки детали на разметочной плите. Выверяют установку детали по высоте при помощи штангенрейсмаса. Штангенрейсмасы применяют для точной разметки и измерения высот. Штангенрейсмас (рис. 4) состоит из основания 1, штанги 2, рамки 3, закрепляемой на штанге винтом 8, нониуса 4, державки 6, закрепляемой винтом 7, и микрометрической подачи 5 рамки. В рамку 3 вставляют сменные ножки. Ножки имеют различное назначение: так, ножка 9 — служит для измерения высоты, 10 — для закрепления круглых чертилок, 11 — для разметки. Ножки, которые могут быть также использованы для нанесения рисок на размечаемых деталях, специально затачивают, создавая необходимые для разметки режущие лезвия. Способы отсчета размеров по штангенрейсмасу такие же, как и для штангенциркуля.
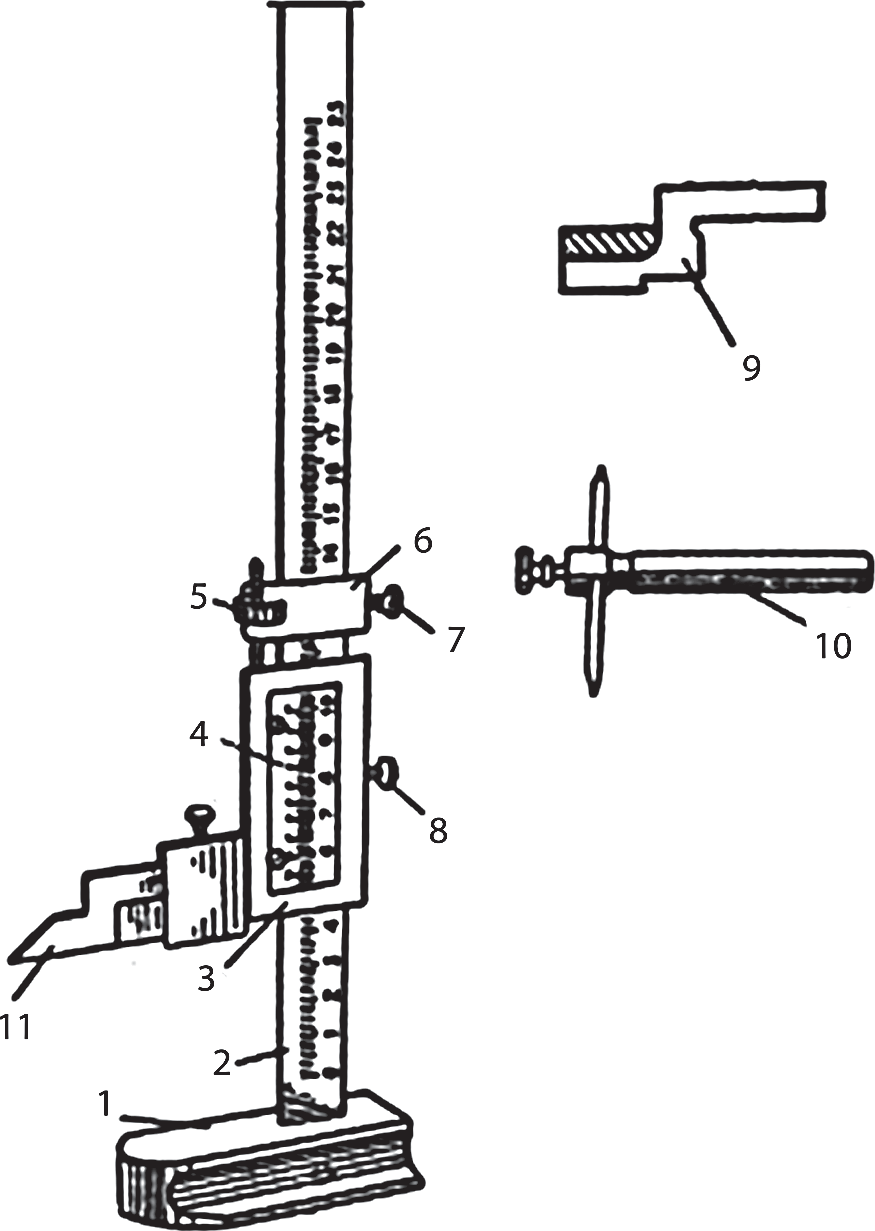
Рис. 4. Штангенрейсмас с принадлежностями (ножками)
Измерение или разметку штангенрейсмасом производят на разметочной плите. Перед измерением проверяют нулевую установка инструмента. Для этого рамку с ножкой опускают до соприкосновения с плитой или специальной базовой поверхностью (в зависимости от вида ножки). При таком положении нулевое деление нониуса должно совпасть с нулевым делением шкалы штанги.
Проверив настройку штангенрейсмаса, можно приступить к измерениям (рис. 5, а). При измерении высоты детали опускают вручную рамку с ножкой, немного не доводя ее до детали. Дальнейшее перемещение ножки до соприкосновения с деталью осуществляют с помощью гайки 5 микрометрической подачи.
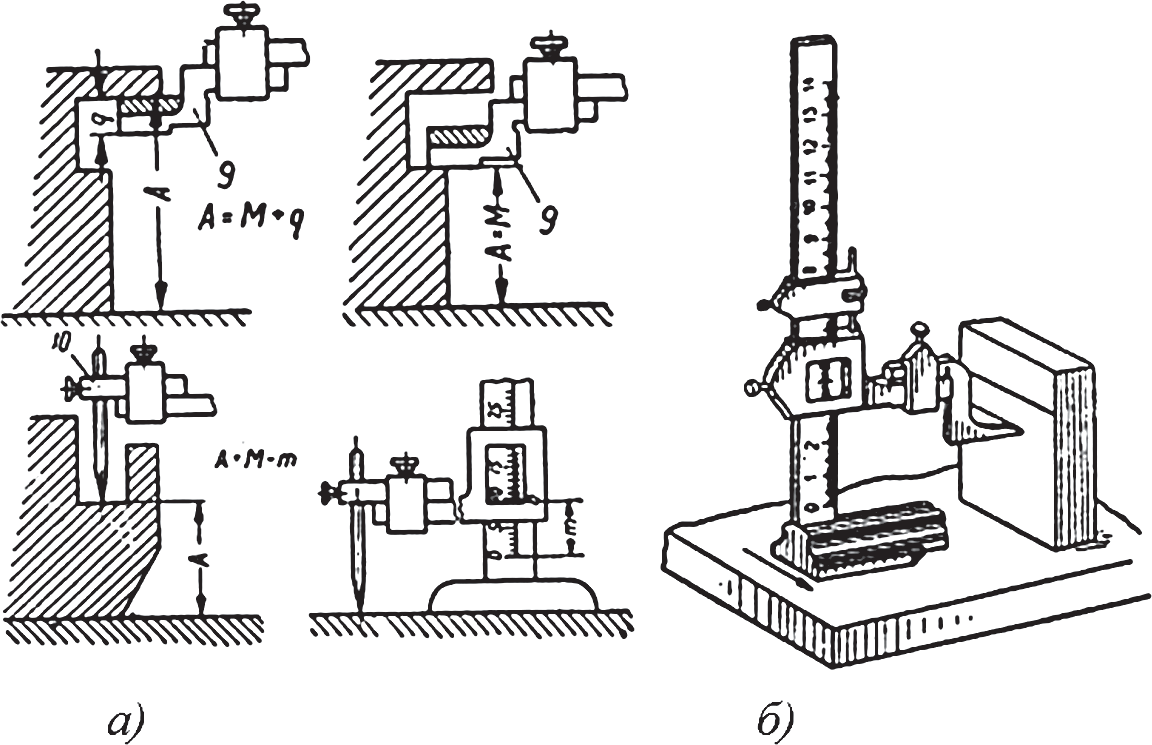
Рис. 5. Настройка инструмента на размер
Затем скользящим движением штангенрейсмаса по плите от детали выводят ножку из соприкосновения с деталью. После этого скользящим возвратным движением штангенрейсмаса по плите делают попытку поставить ножку на прежнее место. Если натяг был большой, то ножка уткнется в деталь, если натяга не было, то не произойдет соприкосновения с деталью. Если натяг был небольшой, то ножка, соприкоснувшись с деталью, станет на свое место. В этом положении рамку стопорят винтом 8.
При измерении с помощью игл (рис. 5, а) необходимо от показания штангенрейсмаса М вычесть величину m, которая соответствует такому положению рамки 2, когда острие иглы находится в одной плоскости с плоскостью основания прибора. При разметке размер устанавливают по шкалам нониуса и штанги заранее (рис. 5, б). Риску на детали прочерчивают острым концом ножки при перемещении штангенрейсмаса по плите, стараясь перемещать ножку перпендикулярно к размечаемой поверхности.
Нанесение вертикальных рисок можно производить по угольнику.
Угольники (90°) применяют для проверки (или разметки) прямых углов. Угольники (рис. 6, а) служат для проверки неточных изделий. Такие угольники изготовляются цельными, из одного куска материала, и имеют обе стороны одинаковой толщины.
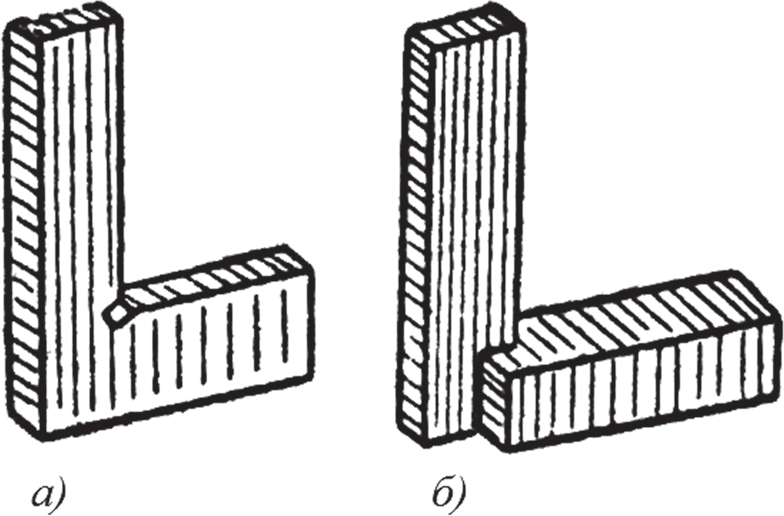
Рис. 6. Угольники
Угольники с широким основанием (рис. 6, б) отличаются тем, что короткая сторона их толще длинной. Они предназначены для проверки прямоугольности при установке изделия на проверочной плите.
Чертилка круглая является инструментом для нанесения разметочных рисок (рис. 7). Она изготовляется из круглой инструментальной стали марки У10 или У12. Рабочий конец чертилки закаливают до твердости 55–58 HRC на длине 20–30 мм и остро затачивают.

Рис. 7. Чертилки
В целях повышения износоустойчивости чертилок их концы иногда покрывают тонким слоем твердого сплава.
Для нанесения вертикальных рисок угольник устанавливается широким основанием на плиту, длинной стороной прислоняется к размечаемой поверхности в вертикальной плоскости (рис. 8, а). Выверяют положение кромки длинной стороной угольника в горизонтальной плоскости и чертилкой наносят вертикальную риску на размечаемой поверхности.
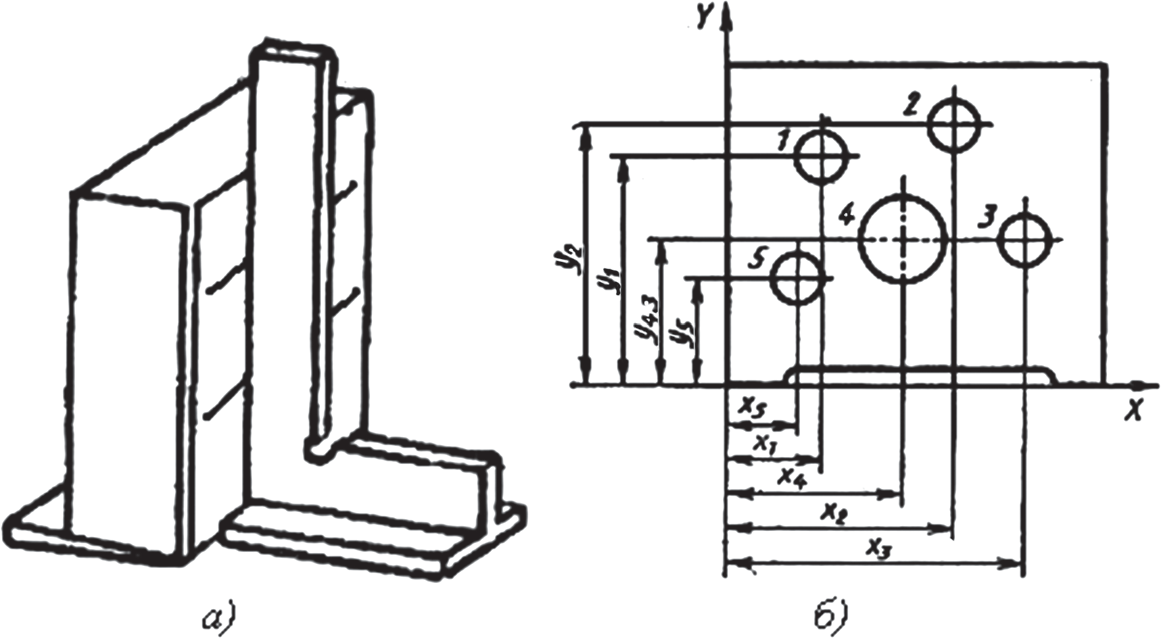
Рис. 8. Нанесение вертикальных разметочных линий
В результате повторения операций с нанесением горизонтальных и вертикальных рисок можно получить пересечение рисок, по которым впоследствии будут просверлены отверстия (рис. 8, б). Для того, чтобы взаимное расположение отверстий было более точным, необходимо их координаты наносить на плоскость от основания плиты и от боковой грани заготовки, если она вертикальна, или от произвольно проведенной вертикальной линии, но тогда необходимо пересчитать координаты положения вертикальных рисок от этой вертикальной линии.
Разметочные кернеры (рис. 9, а) служат для сохранения точности расположения отверстий при сверлении по разметке. Для этого необходимо накернить их расположение (на пересечении рисок сделать углубления, керны (рис. 9, б).
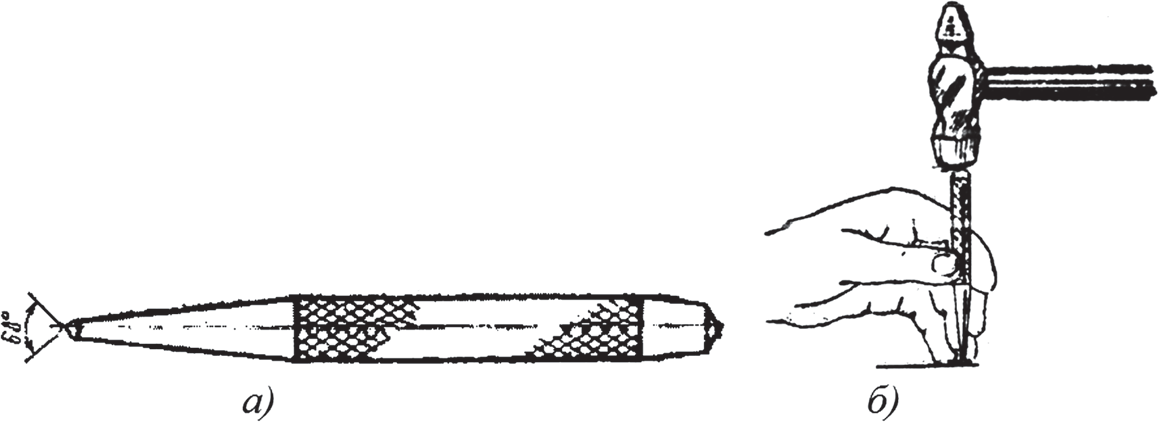
Рис. 9. Разметочный кернер (а) и накернивание (б)
Разметочные кернеры изготовляют из инструментальной стали У7А или реже У8А и подвергают термообработке. Острие кернера затачивают на конус с углом 60°.
При более точной разметке используют малые кернеры с острием, заточенным под углом 30–45°.
У кернера для наметки разметки отверстий, подлежащих сверлению, угол заострения делают равным 75°.
Во время работы разметочные риски становятся мало заметны из-за стружки, пыли, следов замасленных рук и т.п. Поэтому после нанесения рисок производят также их накернивание.
При работе кернер удерживают тремя пальцами левой руки (рис. 9, б). Опираясь на мизинец руки, кернер наклоняют в сторону от себя и совмещают его острый конец с центром перекрестия или с серединой разметочной риски. Найдя нужную точку и зафиксировав на ней мизинцем положение острия кернера, приводят кернер в положение перпендикулярное к накерниваемой поверхности, после чего правой рукой наносят резкий удар молотком по бойку кернера. Необходимо следить, чтобы в момент удара кернер и молоток находились на одной вертикали с тем, чтобы не произошло смещения острия кернера в момент удара молотком.
При ремонте часто приходится увязывать размеры сопрягаемых деталей, обрабатывая одну из деталей по другой. В таких случаях прибегают к разметке «по месту». Если, например, необходимо сместить резьбовые отверстия на корпусе под фланец, то фланец устанавливают в нужное положение, в крепежное отверстие вставляют направляющую втулку и через нее производят накернивание положения резьбового отверстия. После сверления и нарезания резьбы устанавливают фланец на место и через новое резьбовое отверстие крепят его к корпусу болтом. Затем через втулку накернивают положение остальных отверстий.
При накернивании контуров деталей центры этих углублений (кернов) должны располагаться точно на разметочных линиях, чтобы после обработки детали на ее поверхности оставалась несрезанной половина керна. На длинных рисках простого очертания керны располагают с шагом 20 ÷ 100 мм; на коротких рисках, а также в углах, перегибах и закруглениях — с шагом 5 ÷ 10 мм. На закруглениях керны располагают с меньшим шагом. На пересечениях рисок керны располагают в том случае, если это необходимо для последующей механической обработки (для сверления отверстий, сопряжения поверхностей, ограничения перемещения инструмента и т.п.).
Обработанные поверхности точных деталей обычно не накернивают либо же ставят керны на продолжении рисок — на боковых сторонах детали.
В ряде случаев на постоянном расстоянии от рабочих рисок наносят контрольные риски, которые не накернивают.
Циркули используют для разметки окружностей и дуг, деления отрезков и окружностей, а также для геометрических построений. Циркулями пользуются и для переноса размеров с измерительных линеек на деталь.
Разметочные циркули бывают различными по конструктивному исполнению, но в основном состоят из двух шарнирно соединенных ножек со вставными иглами.
Особенностью конструкции циркуля на рис. 10, а является наличие устройства 3, которое дает возможность установить расстояние между иглами циркуля непосредственно по его шкале с точностью до 0,2 мм. Микрометрические винты 1 и 2 повышают точность этой установки. Сменные иглы 4 затягиваются гайками 5.
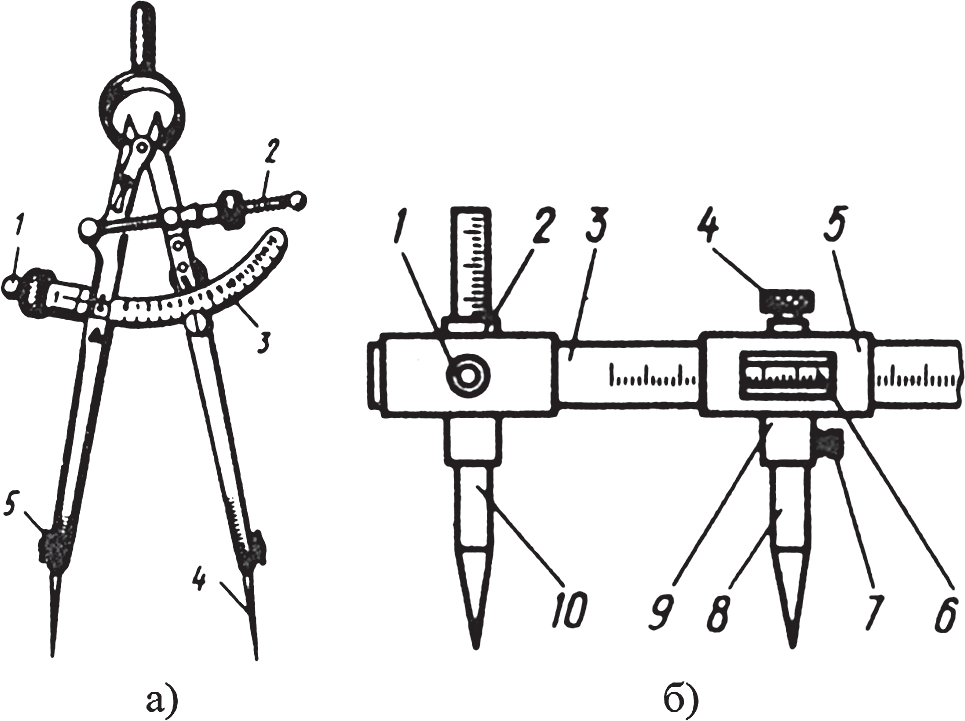
Рис. 10. Слесарные циркули: а — циркуль с измерительной шкалой; б — разметочный штангенциркуль
На рис. 10, б показан разметочный штангенциркуль, в основном предназначенный для разметки линий и окружностей больших диаметров. Он состоит из штанги 3 с миллиметровыми делениями и измерительных ножек — неподвижной ножки 2 с измерительной иглой 10, которая может устанавливаться по высоте и стопориться в нужном положении стопорным винтом 1, и подвижной ножки 9 с рамкой 5 и с нониусом 6, которая закрепляется на штанге 3 в нужном положении стопорным винтом 4. Стопорный винт 7 предназначен для закрепления вставной иглы 8 или резца.
Разметка будет более четкой, если поверхности заготовки, подлежащие разметке, окрасить меловой краской или раствором медного купороса, быстросохнущими лаками и красками. Краску берут готовую или приготовляют сами.
Меловую краску готовят из порошка мела, разведенного в воде, с добавлением небольшого количества растительного (льняного) масла и столярного клея. Для получения раствора медного купороса берут три чайные ложки купороса на стакан воды.
Меловым раствором покрывают черновые необработанные поверхности. Раствором медного купороса окрашивают только стальные и чугунные заготовки с предварительно обработанными поверхностями небольшой площади.
Разметка изделий из металла
При производстве изделий из металла исходный материал — отливки, листовой и профильный прокат — не соответствует по размерам и форме чертежу конструктора. Чтобы отрезать лишний металл, высверлить, отштамповать, сварить или другим образом обработать заготовку, на нее наносят ключевые точки чертежа. Применяясь к этим точкам и линиям, и проводят обработку.

Разметка изделий из металла
Основное понятие и типы разметки
Как правило, размечают уникальные детали и изделия, производимые малыми и сверхмалыми сериями. Для крупносерийного и массового производства заготовки не размечают, вместо этого используют специальную оснастку и управляющие программы.
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Разметку производят точками, которые называют кернами и линиями, которые называют рисками.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
Определение разметки Инструменты для разметки
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.

Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
Требования к разметке
Слесарная разметка должна отвечать следующим требованиям:
- точно передавать ключевые размеры чертежа;
- быть ясно видимой;
- не стираться и не смазываться в ходе операций механической и термической обработки;
- не ухудшать внешний вид готового изделия.
Разметка деталей должна проводиться качественным инвентарным инструментом и приспособлениями, подлежащими периодической поверке.
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
- горизонтальные;
- вертикальные;
- наклонные;
- криволинейные.
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.
Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.
Нанесение взаимно перпендикулярных и параллельных рисок Нанесение рисок под углом друг к другу
Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.
Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.
Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.
Накернивание разметочных линий
Для того чтобы точнее провести риску, в ее начале и в конце ставят керны. Это позволяет визуально контролировать положение линейки во время прочерчивания.
На рисках большой протяженности вспомогательные керны ставятся также и через каждые 5-15 см.
Линии окружностей накернивают в четырех точках — концах перпендикулярных диаметров.
Если размечают уже обработанные поверхности, то кернение применяют только в начале и конце рисок.

Накернивание разметочных линий
После чистовой обработки риски продлевают на боковые поверхности и ставят керны уже на них.
Приемы разметки
В слесарном деле применяют следующие приемы:
- По шаблону. Используется в случае мелкосерийного производства. Шаблон изготавливают из металлопроката, всю партию размечают (или даже обрабатывают) через единожды размеченные прорези и отверстия в этом листе. Для деталей сложной формы может быть сделано несколько шаблонов для разных плоскостей.
- По образцу. Размеры переносят с детали — образца. Применяется при изготовлении новой детали взамен сломанной.
- По месту. Используется при производстве сложных многокомпонентных изделий и конструкций. Заготовки размещаются на плоскости или в пространстве в том порядке, в котором они входят в конечное изделие и размечаются совместно.
- Карандашом (или маркером). Используется для заготовок из сплавов алюминия, чтобы чертилка не разрушала пассированный защитный слой.
- Точная. Делается теми же методами, но применяются измерительные и разметочные инструменты особой точности.

Приемы выполнения разметки металлических деталей
Выбор приемов проводят в соответствии с конструкторскими и технологическими указаниями.
Брак при разметке
Прежде всего, при разметке всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а также материалы, приобретенные на других предприятиях, обнаруживают:
- нарушение размеров
- искажение формы
- коробление.
Такие отливки или прокат дальнейшим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На этапе собственно разметки брак может быть вызван следующими факторами:
- Неточность чертежа. Слесарь, не задумываясь, отображает неправильные размеры на детали, и в ходе дальнейшей обработки выходит бракованная продукция.
- Неточность или неисправность инструментов. Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре.
- Неправильное использование инструмента или вспомогательных разметочных принадлежностей. Известны случаи, когда вместо мерных калиброванных подкладок для выставления уровня использовались обычные подкладки. В этом случае также возможна ошибочное нанесение углов и уклонов.
- Неточность установки заготовки на разметочный стол или плазу. Приводят к перекосам при откладывании размеров, нарушению параллельности и соосности.
- Неправильный выбор базовых плоскостей. Возможно также, что часть размеров наносилась от базовых плоскостей, а часть — от черновых поверхностей заготовки.

Брак при разметке
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
- Неправильно прочитанный чертеж. Возможно нанесение радиуса вместо диаметра и наоборот, неточное нанесение центров отверстий относительно центровых рисок и т.п. В случае возникновения затруднений слесарь обязан обратиться за разъяснениями к бригадиру или мастеру.
- Неаккуратность и невнимательность при кернении и нанесении линий.
Человеческий фактор, к сожалению, является наиболее распространенной причиной разметочного брака.
Халатность может допустить как сам слесарь, так и его руководители, не поверившие вовремя инструмент или выдавшие неподходящие разметочные приспособления.
Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.
Разметочный инструмент и приспособления
Под разметкой понимают нанесение контура детали посредством точек и линий на заготовку. Она применяется в производстве весьма обширно, несмотря на значительные трудовые затраты. По особенностям выполнения ее подразделяют на плоскостную и пространственную. Первая осуществляется в пределах одной плоскости. Пространственная разметка подразумевает увязку точек и линий на разных плоскостях заготовки. Для разметочных работ используется разметочный инструмент. Далее рассмотрены инструменты, применяемые при разметке в слесарном деле.

Разметочные приспособления
Одна из разниводностей приспособлений для разметки деталей — чертилки. Это заостренные стержни, служащие для нанесения рисок. Данный слесарный разметочный инструмент используется с направляющими инструментами. Выделяют несколько типов чертилок, среди которых наиболее распространены три следующих. Круглые варианты представлены стержнями с одним закаленным и заостренным концом и согнутым в кольцо вторым. Инструменты с отогнутым концом заострены с обеих сторон, а один из концов отогнут перпендикулярно стержню. К тому же средняя часть утолщена. Такие чертилки рассчитаны на разметку труднодоступных участков. Модели со вставной иглой по конструкции аналогичны часовым отверткам.
Рейсмасы рассчитаны на нанесение параллельных линий и проверку установки заготовки при пространственной разметки. Это приспособление представлено установленной на стойке с основанием чертилкой. Последнюю возможно расположить на стойке любым образом. Для точных работ служит штангенрейсмас со шкалой. Для обычных вариантов применяют масштабные линейки либо концевые меры длины для повышения точности.
Разметочные циркули рассчитаны на перенос на заготовку линейных размеров, создание окружностей для изогнутых деталей вроде гребных винтов, деление углов и отрезков, измерение. Данные изделия, применяемые при разметке, представлены в обычном и пружинном вариантах. Первые имеют возможность фиксации ножек на размер, а вторые позволяют осуществить точную установку. В любом случае они оснащены дугой и винтом для фиксации ножек. Последние заострены и соприкасаются концами, а иглы закалены на протяжении 15-25 мм. Как и чертилки, циркули представляют инструменты для плоскостной разметки.


На особо точную разметку и нанесение больших окружностей рассчитан разметочный штангенциркуль. От обычного он отличается наличием микрометрического винта. Включает штангу-линейку с двумя ножками, снабженными закаленными сменными иглами. Подвижная ножка оснащена нониусом, а ее игла перемещается по шкале, обеспечивая возможность нанесения окружностей в различных вертикальных плоскостях.
Выше были рассмотрены инструменты для разметки металла.
Отволока рассчитана на разметку деревянных деталей путем нанесения отметок на их края. Представлена деревянным бруском 40х5 см. На одном его конце размером в 1/5 часть установлена подвижная чертилка в виде иглы, острого штыря или гвоздя. Оставшаяся часть бруска имеет меньшую на 5-7 мм толщину.

Скоба рассчитана на разметку при создании проушин и шипов. Это деревянный брусок с выборкой в 1/4 на расстоянии в 1/3 от края с гвоздями, расположенными на взаимном удалении, равном толщине проушин либо шипов.
Вспомогательные инструменты
При нанесении разметки используется множество дополнительных инструментов вроде линеек, шаблонов, угольников и т. д.
Разметочные угольники рассчитаны на оба типа разметки, выравнивание заготовки, работы с листовым и полосовым материалом. Такой инструмент представлен бруском 20х30 мм с линейкой 5х30 мм, встроенной под прямым углом в торец. Существуют угольники-центроискатели, нацеленные на разметку торцов круглых заготовок. Они включают две соединенные под углом планки, линейку, проходящую рабочим ребром через его середину, и соединительную планку.
Аналогичным приспособлением является центроискатель-транспортир. Он имеет близкую конструкцию, включающую линейку и перемещаемый по ней угольник. Как и угольник-центроискатель, данное приспособление предназначено для нахождения центров торцов цилиндрических деталей. К тому же оно обеспечивает возможность нанесения отверстия вне центра либо под углом.
Малка представлена шаблоном с переменным углом измерения. Выполнена в виде бруска прямоугольного сечения. На одном из его концов через прорезь закреплена линейка, а другой скошен под углом 45°.
Ерунок аналогичен малке, но отличается установленной на колодке под углом 45° линейкой. Подходит для разметки 135 и 45° углов.


Нутромер рассчитан на измерение пазов, внутренних поверхностей, отверстий. Данные инструменты, функционирующие по принципу радиусометра, представлены в нескольких вариантах конструкции. Так, индикаторные модели включают измерительное устройство и индикаторную головку, представленную обычно индикатором часового типа с двумя шкалами. Микрометрический нутромер имеет конструкцию аналогичную микрометру, включающую соединенные колпачком барабан и микрометрический винт, стебель с измерительным наконечником, стопор, предохранительный колпачок.
Складной метр, представленный набором шарнирно сочлененных линеек, используется для измерения. Метр-рулетка отличается от рулетки наличием миллиметровых делений. Может быть размещена в глухой либо открытой коробке. Лента представлена желобчатой линейкой, сохраняющей при разворачивании прямолинейность.
Масштабный высотомер применяется для измерения высоты плоскостей и отверстий. Включает стойку с неподвижной шкалой, оснащенной подвижной рамкой, и подвижной шкалой. Он значительно упрощает разметку, сокращая объем расчетов.
Для построения и измерения углов применяют транспортир, представленный металлическим кругом с градусными метками и рычагом с нониусом, соединенным с его центром.
Дополнительные приспособления
По протяжению рисок наносят точечные углубления, называемые кернами. Необходимость в них обусловлена двумя факторами. Во-первых, они улучшают видимость разметки. Во-вторых, кернеры обеспечивают фиксацию инструментов при последующих работах, повышая их точность. Для осуществления кернения создан ряд специализированных приспособлений.
Основные среди них – кернеры. Данные инструменты могут иметь различную конструкцию. В простейшем варианте кернер представлен стержнем круглого сечения с заточенным 15-30 мм концом твердостью 52-57 HRC. С кернером применяют легкие 50-200 г слесарные молотки в зависимости от целевой глубины керна.
Специальный высокоточный кернер оснащен стойкой с тремя ножками. Существуют варианты, оснащенные собственным грузом для воздействия на стержень.

В качестве одного из специализированных вариантов можно рассмотреть кернер Ю. В. Козловского. Это высокопроизводительный и высокоточный инструмент, рассчитанный на кернение при делении окружностей. Данное оборудование для разметки имеет внутри корпуса боек и пружину. Для фиксации бойка при настройке установлена резьбовая втулка. Ножки смонтированы на корпусе посредством пружины и винтов. Гайка обеспечивает возможность их одновременного перемещения. На ножках гайками закреплены сменные иглы.
Кроме того, существует автоматический кернер. Его стержень находится в корпусе с двумя пружинами и ударником с сухарем. Принцип функционирования приведен далее. При нажатии стержень противоположным концом упирается в сухарь. Вследствие этого ударник, поднимаясь, сжимает пружину. Соприкасаясь с заплечником, сухарь отходит от стержня. Под влиянием разжимания пружины ударник бьет по стержню, а пружина восстанавливает начальное положение. Автоматический кернер значительно упрощает работы благодаря тому, что не требует применения молотка.
Электрический кернер в качестве специфических элементов включает катушки с проволочной обмоткой и электропроводку. Прочие компоненты – те же, что и у других вариантов. При нажатии рабочей поверхностью пружина замыкает цепь, и вследствие прохождения тока сквозь катушку создается магнитное поле. Из-за этого ударник входит в нее и бьет по стержню. При отдалении инструмента от рабочей поверхности цепь размыкается, и ударник переходит в начальную позицию.
Для кернения торцов предметов цилиндрической конфигурации разработан специализированный инструмент – колокол. Он позволяет осуществлять работы без разметки.
С целью выделения разметки ее окрашивают с применением специализированных составов. Их тип определяется материалом и свойствами поверхности. Обычно применяют такие составы, как быстросохнущие лакокрасочные материалы, водяной раствор мела, сиккатива и столярного клея, медный купорос. Материалы первого типа подходят для титановых, алюминиевых, медных сплавов с обработанными поверхностями. Для необработанных литых либо кованных деталей используют мел, либо раствор на его основе. Медный купорос подходит лишь для обработанного черного металла.
Помимо этого, для разметки требуются инструменты для монтажа и кантования заготовок по металлу.
Разметочные плиты представлены плоскими чугунными рабочими поверхностями с разделенной неглубокими канавками на квадратные фрагменты верхней плоскостью. Поверхность тщательно обработана по технологиям строжки, шлифовки, шабровки. По размеру их дифференцируют на варианты для мелких и крупных заготовок. Первые имеют размеры 1,2х1,2 м, вторые – 4х6 м. Их монтируют на подставках либо тумбочках, оснащенных ящиками. Крупноразмерные плиты размещают на кирпичном фундаменте. Для облегчения перемещения предметов и инструментов для плиты применяют порошковое графитовое покрытие.
С целью предотвращения повреждения плиты детали размещают на подкладках, разметочных ящиках либо домкратиках. Первые представлены в виде чугунных изделий различных размеров и конфигураций. Разметочные ящики являются полыми (либо с перегородками жесткости внутри для крупноразмерных вариантов) параллелепипедами с отверстиями для закрепления заготовок. Они служат для установки заготовок сложной конфигурации. Домкратики оснащены наклонными головками и обеспечивают возможность регулировки высоты установки.
Разметочные призмы имеют одну либо две выемки. Данные приспособления дифференцируют на варианты нормальной и повышенной точности. Они отличаются материалом: первые производят из сталей определенных марок, вторые – из чугуна. Для ступенчатых валов используют регулируемые призмы либо с винтовой опорой.
Для изменения высоты расположения детали служат разметочные клинья. Домкраты выполняют ту же функцию, но обычно используются для тяжелых заготовок. На основе формы опоры для детали их классифицируют на призматические и шаровые. Уровень с отвесом применяется для вертикального позиционирования деталей. Представлен приспособлением в форме прямоугольного треугольника с отвесом в вершине прямого угла.


Таким образом, для слесарных работ подходят простые разметочные и измерительные инструменты, однако более сложное оборудование упрощает их и расширяет возможности.
Керн (кернер) и чертилка. Виды и применение. Отличия и особенности
Керн (кернер) и чертилка – это специализированные слесарные инструменты, предназначенные для выполнения точной разметки по металлу. Несмотря на визуальное сходство, они имеют разное назначение, хотя в отдельных случаях и условиях могут быть взаимозаменяемыми.
Что такое керн
Кернер или керно – слесарный ударно-режущий инструмент в виде металлического стержня из каленой стали с острием на одном конце, предназначенный для разметки на металле, необходимых для позиционирования сверла. Он применяется совместно с молотком. Последним наносится удар по керну, в результате чего острие инструмента оставляет на металле вмятину, которая применяется для постановки сверла. За счет лунки исключается вероятность соскальзывания при сверлении.
Обычно керны представляют собой стержень круглого сечения. Его острие затачивается под 100°-120°. Этот угол подобран неспроста. Именно при таком уклоне вершины конус достаточно хорошо погружается в металл, при этом его наконечник деформируется по минимуму. Нужно отметить, что инструмент, рассчитанный на работу с мягкими металлами, может затачиваться под меньшим углом. За счет этого изменяется геометрия лунки, и в нее легче попасть сверлом для цветмета, у которого угол режущей кромки отличается.
Часть керна, по которой наносится удар молотком, называется затыльник или боек. Центральная область инструмента обычно делается рельефной, для более удобного удержания в руке.
Кернер изготавливается из инструментальной стали. Его острие проходит закалку на длину 20-30 мм. Термообработке поддается и его боек. При этом центральная часть обработке не подвергается, что позволяет инструменту весьма эффективно гасить удары и препятствует его слому. Запас длины закаленной стали возле острия позволяет при необходимости затачивать изношенный инструмент без риска потери рубящих качеств.
Виды кернеров
Хотя керн и очень простой инструмент, но его конструкция может отличаться в зависимости от того, для решения каких задач он сделан.
Популярные разновидности:
- Обычный.
- Колокол.
- Автоматический.
- С пружиной растяжения.
Обычный – это просто стальной прут круглого или многогранного сечения. Он используется только совместно с молотком. Хотя керно и имеет свой специфический угол заточки, его можно применять в качестве чертилки. При этом точность такой линии будет хуже, в силу специфической конусообразной структуры острия. Такой инструмент производится в различных вариациях длины. Обычно это 140 мм, но возможно ее увеличение. Инструмент стоит подбирать под руку. Если он слишком узкий, то возможно повреждение руки молотком.
Колокол очень похож на обычный кернер, но имеет дополнительный элемент в виде воронки. За счет нее он способен центрироваться на выпуклых и сферических поверхностях. Таким инструментом легко накернить металлический шар, что сложно при использовании обычного прямого керна. Окружность вокруг инструмента препятствует скольжению острия в сторону. Это весьма специфическое и узкоспециализированное керно, малопригодное для другой работы, кроме как нанесения разметки на сферы. Его юбка делается из достаточно жесткой резины. Она эффективно гасит удары, и не скользит, что способствует правильному направлению наконечника.
Автоматический керн предусматривает возможность использования одной рукой. Это полностью самодостаточный инструмент, не нуждающийся для применения совместно с молотком. Он представляет собой закаленный наконечник, заложенный в трубку с системой пружин. Для срабатывания устройства, нужно приставить острие в точку сверления и нажать. В результате происходит сжатие основной внутренней пружины, затем срабатывание механизма спуска, и ее отскок. Как следствие твердый наконечник наносит удар в поверхность. Такое устройство делает лунки одинаковой глубины, что отличает его от обычного слесарного керна.
Автоматические кернеры очень хорошо подходят для использования в труднодоступных местах, куда нет возможности подобраться с молотком. При выборе этого инструмента лучше всего обращать внимания на приборы с круглой рукояткой на месте затыльника. Это облегчает нажатие и не создает болевые ощущения в ладони после срабатывания механизма. Если делать подряд десятки лунок, то отсутствие дискомфорта будет весьма важно.
Керн очень простой инструмент, который зачастую изготавливают своими руками. Зачастую самодельные устройства не хуже покупных. Достаточно распространенной конструкцией кернера является пружинный кернер. Он представляет собой отдельный наконечник и боек. Они соединяются между собой обычной пружиной растяжения. Для срабатывания такого прибора, нужно просто оттянуть боек и отпустить. За счет эластичности пружины, он ускорившись вперед ударит в наконечник, и тот углубиться в металл. Кернер этого типа используется без молотка, но для его срабатывания нужно усилие двух рук, поэтому он не так хорошо подходит для труднодоступных мест, как автоматический покупной аналог.
Размеры кернов, какой выбрать
Острие кернера может иметь различный диаметр. При использовании тонких сверл для их центрирования важна мелкая лунка. Если она будет большой, то оно начнет соскальзывать в сторону и засверлиться будет сложно. Если же пытаться рассверлить тонкую вмятину широким сверлом, то его острие также может не зацепиться. В связи с этим в идеале иметь в наборе инструментов керны с разным диаметром наконечника.
Что касается формы и диаметра самого стержня, то они могут быть разными. От их параметра эффективность инструмента никак не зависит. Главное чтобы он удобно ложился в руку. Для людей с широкими ладонями стоит обратить внимание на более длинные керны, так как короткими можно случайно повредить пальцы при ударе молотком.
При рассмотрении стеллажей с кернами в магазине можно заметить, что острота рабочей части разных инструментов отличается. Если прибор планируется применять на стали, то чем он острее, тем лучше, но не более 120°. Для сверления мягких цветных металлов наконечник должен иметь небольшой угол заточки. Лунка от него получается более широкой, что помогает лучше центровать сверло с соответствующей заточкой под цветмет.
Особенности работы кернером
При использовании ударного кернера необходимо наличие молотка. Инструмент приставляется к точке сверления, позиционируется и выравнивается перпендикулярно к поверхности. Затем по нему наносится удар молотком. Правильно делать один сильный удар, а не несколько слабых. Это требует некоторого опыта и сноровки. В таком случае вмятина получится четкой и точной. При попытке формирования лунки парой слабых ударов, ее очертания могут сдвинуться. В таком случае сверло при сверлении окажется немного в стороне. Зачастую в слесарном деле это совершенно неприемлемо.
Если используется автоматический керн, то он также выравнивается перпендикулярно поверхности. Затем прижимается с силой до момента отскока пружины. До удара жало прибора слегка войдет в корпус. В связи с этим усилие необходимо прикладывать размеренно, чтобы не перекосить инструмент. Соблюдая перпендикулярность, можно получить наиболее четкую глубокую лунку, которая позволит правильно центрировать сверло при начале сверления.
По мере использования керн может тупиться. Хотя он и сделан из инструментальной стали и проходит закалку на наконечнике, но через несколько сотен ударов, особенно по твердым поверхностям, острота заточки теряется. В таком случае его можно обновить. Первые 20-30 мм стержня керна закалены, поэтому восстановленное острие будет такое же твердое.
Что такое чертилка
Чертилкой называют ручной слесарный инструмент для нанесения разметочных рисок по металлу. В отличие от нарисованных маркером или карандашом, они более точные за счет минимальной толщины. Разметка чертилкой особенно заметна на темной горячекатаной стали, цветных металлах, а также изделиях пораженных коррозией.
Чертилки тоньше кернов, так как они необходимы для нанесения царапин. По ним не нужно стучать молотком. Отсутствие сильного давления на инструмент меняет механику его применения, поэтому для максимальной четкости царапины чертилки затачивают под углом 15°. Нужно отметить, что ее форма не всегда такая же как у керна. Нередко можно встретить Г-образный инструмент или с кольцом на конце. Прямые чертилки в исключительных случаях вполне могут использоваться для кернения под сверление, с изгибом же для этого не подходят.
Разметочная чертилка более изящный инструмент, чем керн. Он легче и острее, поэтому ее наконечник зачастую оснащается защитным колпачком, для предотвращения травмирования.
Чертилки делают различных видов:
- Прямые.
- Стилизованные под ручку.
- Г-образные.
Обычная прямая чертилка наиболее универсальная. При крайней необходимости по ней вполне можно нанести удар молотком, чтобы сделать лунку под тонкое сверло. Нужно отметить, что от этого инструмент портится.
Стилизованная под шариковую ручку чертилка может использоваться только для черчения разметки. По ней нельзя бить, так как ее механическая прочность для этого недостаточная. Этот инструмент в особенности хорошо подходит для работы с мягкими цветными металлами.
Г-образная чертилка имеет характерный изгиб перед острием. Это делает ее удобной при обводе больших шаблонов во время переноса размеров на листовую сталь. Для черчения мелкой разметки она подходит хуже, чем прямая.
Плоскостная разметка в слесарном деле
Ответственным подготовительным этапом, который применяется при обработке металла в слесарном деле, на предприятиях машино- и станкостроения, является разметка поверхностей.
Плоскостная разметка — это слесарная операция, состоящая в построении на ровных поверхностях заготовок внутренних и контурных линий изготавливаемых деталей.

Качество ее выполнения оказывает влияние на:
- свойства готовых изделий;
- расход металла;
- образование брака и отходов;
- последующие операции металлообработки.
Особенности плоскостной разметки
Назначение любого типа разметки – это верно, грамотно и без погрешностей перенести на заготовку размеры, требуемые при изготовлении детали. Допускается погрешность при ее выполнении 0,2–0,5 мм.
Важная особенность плоскостной разметки – трудоемкость. Поэтому эту операцию целесообразно применять в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
Кроме плоскостной разметки используется пространственная разметка. Она отличается тем, что все линии вычерчиваются на нескольких поверхностях, располагающихся в разных плоскостях друг относительно друга.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной».
Разметка наносится разметочными рисками. Они представляют собой линии со специальными углублениями, выполненными методом накернивания.
Инструменты для плоскостной разметки
Работы следует выполнять на ровной и удобной поверхности. С этой целью используют разметочные столы:
Основные требования к качеству и конструкции столов:

- Прочность и устойчивость.
Для обеспечения прочности ножки стола соединяются горизонтальными брусьями. Масштабные разметочные плиты рекомендуется устанавливать на домкратах. - Достаточная площадь рабочей поверхности.
Стандартные столы имеют размеры: длина 2000–3000 мм; ширина 4000–5000 мм; высота 700–1000 мм. Площадь поверхности стола должна соответствовать размерам листов, лент, полос материала. - Удобство.
Столы оборудуются различными приспособлениями:
- грузами для фиксации листов легкого материала;
- призмами для установки труб;
- струбцинами для закрепления металлических листов;
- прямоугольными и клиновидными прокладками для установки профилей и других деталей.
Рабочее место должно быть обеспечено всеми необходимыми для плоскостной разметки инструментами. В таблице приведен перечень необходимых инструментов и некоторые рекомендации по работе с ними.
· один конец затачивается под 45 градусов, второй – согнут в кольцо;
· конец затачивается под 60 градусов;
Приемы плоскостной разметки
Обязательное условие правильного нанесения разметки на плоские поверхности – качественная их подготовка. Порядок подготовки:
- С помощью стальных щеток удалить с поверхности заготовки загрязнения, окалину, следы коррозии.
- Проверить заготовочный материал на наличие дефектов: раковин, трещин, вздутий.
- При выявлении дефектов следует их измерить и предпринять меры по их удалению.
- Если удалить дефекты не возможно, то следует составить план разметки так, чтобы они были удалены с поверхности в ходе обработки.

Перед выполнением плоскостной разметки, рекомендуется:
- Проанализировать чертеж детали, ее назначение, характеристики и размеры.
- Разработать план разметки.
- По справочникам определить припуски на обработку.
- Окрасить поверхность.
Целью окрашивания является обеспечение отчетливости наносимых рисок. При окрашивании небольшой детали, ее держат под наклоном в левой руке. Малярной кистью тонко, перекрестными движениями, наносят краску. Большие заготовки окрашиваются с помощью валика или пульверизатора.
Рекомендации по окрашиванию приведены в таблице.
Применяемая техника нанесения плоскостной разметки зависит от ее назначения, материала, на который наносятся линии, формы размечаемых деталей.
Разметочные работы могут выполняться:
- по чертежу – все элементы детали переносятся с чертежа на материал;
- по шаблону – контуры детали очерчиваются на материале по контурам заранее изготовленного лекала, шаблона или трафарета;
- по образцу – применяется, когда отсутствует чертеж и шаблон, размеры снимаются с образца заменяемой детали;
- по месту – осуществляется при сборке или подгонке по размеру сборочных единиц габаритных деталей.
Если при работе используется чертеж, то порядок выполнения разметки следующий:
- Тщательно изучить чертеж, выяснить материал детали и процесс ее изготовления.
- Установить методы и порядок нанесения на материал линий и кернов.
- Размеры, приведенные на чертеже, следует откладывать с помощью специальных инструментов для разметки и измерительных приборов. Не рекомендуется с чертежа переносить размеры циркулем, даже если чертеж выполнен в масштабе 1:1. Это обусловлено тем, что размеры бумаги, на которую нанесен чертеж, при высыхании могут измениться.
- Установить базу, от которой будет вестись разметка. В качестве базы могут быть:
- кромки размечаемого материала;
- ранее нанесенные линии, например, осевые, центровые.
- Порядок вычерчивания линий:
- в горизонтальном направлении;
- в вертикальном направлении;
- дуги, скругления, окружности;
- наклонные линии.
- Накернить линии.
- Проверить наличие всех линий с чертежа на размечаемой поверхности.



Приемы качественного нанесения разметки:
- Отметки на заготовках из стали наносятся чертилкой. На листах из сплавов на основе алюминия все внутренние линии, для избежания повреждения покрытия, прочерчиваются карандашом, линии контура — чертилкой. Для чистоты линия проводится один раз. Если риска проведена плохо, то это место следует закрасить, дать высохнуть и прочертить линию снова.
- При работе с кернером, левой рукой его устанавливают заостренным концом точно в необходимое место, наклонив от себя и прижав к намечаемому месту. После кернер следует быстрым движением привести в вертикальную позицию и слегка ударить слесарным молотком.
Нанося кернение, следует учитывать нюансы:
- центры кернеров должны располагаться четко на линиях, так чтобы после операций обработки на заготовках осталась половина лунки;
- обязательно следует накернивать места пересечения рисок и скруглений;
- на коротких рисках лунки делают через каждые 5-10 мм, а на длинных – 20-100 мм;
- окружность накернивают в месте пересечения осей;
- на обработанной поверхности лунки проставляются на концах рисок;
- на чистообработанных поверхностях линии не накернивают, они продлеваются до боковых граней, где и ставятся лунки.
- установить заготовку на плите рядом с деталью, при этом необходимо учитывать равномерность распределения на заготовке припусков;
- постепенно перенести все размеры с детали на заготовку;
- синхронно меняя положения заготовки и детали, рейсмусом переносить все размеры;
- контролировать с помощью угольника по линиям, нанесенным в предыдущем положении, соответствие установки детали и заготовки;
- закончить разметку следует накерниванием рисок.
Дефекты при нанесении плоскостной разметки оказывают негативное влияние на дальнейшие операции обработки заготовки и качество получаемых деталей. Если ошибки выявлены на ранних стадиях, то их можно устранить. В противном случае вся заготовка отбраковывается и является отходом производства.
Часто встречающиеся виды брака и причины их возникновения приведены в таблице.
· несоблюдение последовательности операций;
· неправильное использование инструментов;

Таким образом, плоскостная разметка – важная стадия производства металлических изделий. От ее точности зависит качество получаемой продукции.
Читайте также: