Инструмент для шабрения металла
Обновлено: 04.07.2024
Шабрение, которое также называется шабрование или шабровка, — это технологическая операция, позволяющая выполнять обработку поверхностей металлических деталей с высокой степенью точности и качества. Совершенно не случайно специалисты считают такую операцию одной из самых сложных и трудоемких, так как она практически не поддается механизации, а ее выполнение требует от исполнителя соответствующих навыков и достаточного опыта работы.

Шабрение стальной пластины
Особенности операции и инструменты
Шабрение поверхностей — это финишная слесарная операция, смысл которой состоит в том, чтобы используя специальный инструмент, называемый шабер, соскоблить с детали тонкий слой материала. Толщина материала варьируется в интервале 0,005–0,07 мм. При помощи такой операции преимущественно обрабатываются изделия из металла, достаточно редко — детали из пластика и древесины.
Так как шабрение является финишной операцией, ее используют для выполнения обработки деталей, поверхность которых уже имеет невысокую степень шероховатости.
Такой технологический процесс просто идеально подходит для обработки частей, которые в дальнейшем будут сопрягаться и перемещаться относительно друг друга. В подобных подвижных соединениях, сформированных из деталей с идеально обработанными плоскостями, надежно удерживается смазочный материал, и обеспечено плотное прилегание элементов, что является необходимым условием точного функционирования узла. Используя операцию шабрения, выполняют обработку:
- деталей приборов различного назначения;
- элементов подшипников скольжения;
- наружной части измерительных инструментов и контрольных приспособлений: поверочных плит, линеек, угольников и др.;
- направляющих элементов различных станков: токарного, сверлильного и др.;
- плоских и криволинейных поверхностей любого другого назначения, к которым предъявляются повышенные требования по степени их шероховатости и точности взаимного расположения.

Шабровка деталей токарного станка
Процесс шабрения, как уже говорилось выше, практически не поддается механизации. Выполняют такую технологическую операцию при помощи ручного инструмента, который называется шабером. На сегодняшний день используются следующие виды инструментов для выполнения шабрения:
- классифицирующиеся по конфигурации своей режущей части на плоские, фасонные и трехгранные;
- подразделяющиеся по своей конструкции на цельные и составные;
- одно- и двухсторонние инструменты, отличающиеся количеством режущих частей.
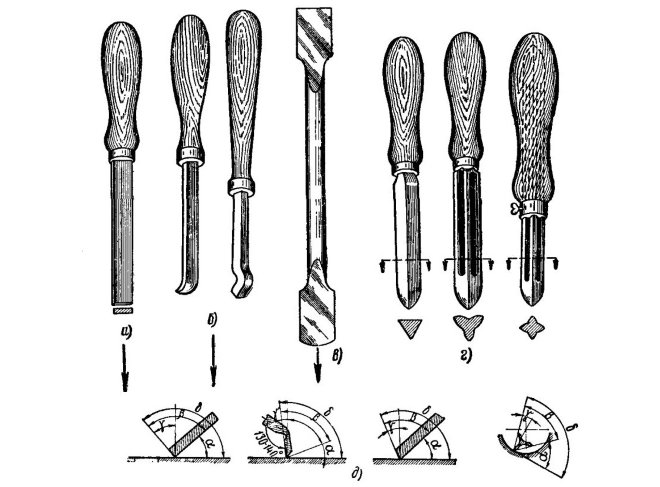
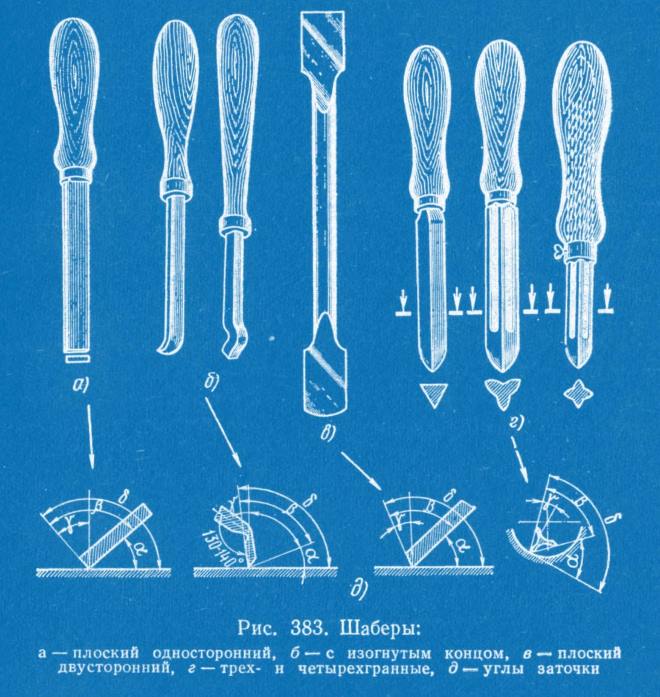
Конструкции шаберов: а — односторонний плоский, б — с загнутым концом, в — двусторонний плоский; г — многогранные; д — углы заточки
При производстве инструментов, предназначенных для выполнения шабрения, в качестве основного материала используется инструментальная сталь. В тех случаях, когда инструмент имеет составную конструкцию, его рабочая часть может быть оснащена твердосплавными пластинами или режущими элементами, изготовленными из быстрорежущей стали.

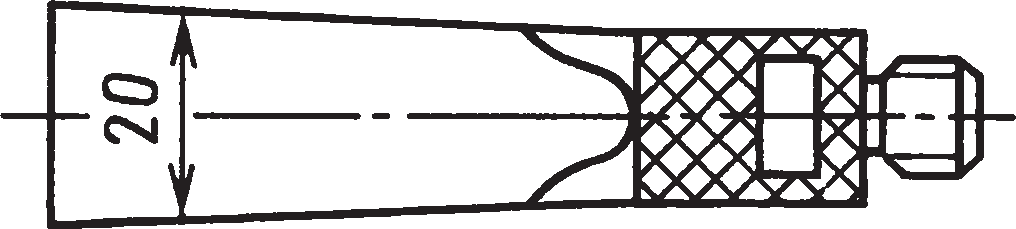
Державка шаберной пластины
На геометрические параметры инструментов, при помощи которых выполняется шабровка, оказывает влияние ряд параметров:
- материал изготовления детали, которую предстоит обрабатывать;
- угол, под которым инструмент располагается по отношению к поверхности детали;
- характеристики поверхности, необходимые для получения в процессе выполнения обработки.
Шабрение плоских поверхностей преимущественно выполняется при помощи одно- и двухстороннего инструмента, режущая часть которого может иметь прямолинейную или криволинейную конфигурацию. В зависимости от типа обработки, торцевой участок инструмента затачивается под различным углом по отношению к его оси:
- при выполнении черновой обработки — 75–90°;
- для выполнения обработки отделочного типа — 90–100°;
- шаберы для выполнения финишной чистовой обработки — 90°.
На параметры данного угла оказывает влияние и твердость металла, поверхность которого необходимо подвергнуть обработке. Так, шабрение деталей, изготовленных из мягких материалов, производится инструментом, торцевая часть которого заточена под углом 35–40 градусов по отношению к оси инструмента, изделий из стали — 75–90 градусов, из бронзы и чугуна — 90–10°градусов.
Важными параметрами инструмента, при помощи которого выполняется шабровка, являются длина режущей кромки инструмента и радиус ее закругления.
На величину таких параметров основное влияние также оказывает твердость обрабатываемого металла и тип обработки. Те, кто профессионально занимается слесарным делом, наверняка знают, что более твердые металлы обрабатываются инструментом с узкой рабочей частью и минимальным радиусом закругления режущей кромки. В зависимости от типа обработки и требований, предъявляемых к степени шероховатости обрабатываемой детали, ширина режущей кромки шабера выбирается в следующих пределах:
- черновая обработка — 20–30 мм;
- чистовое шабрение — 15–20 мм;
- отделочная обработка — 5–12 мм.
Ручная доводка шабера
Шабрение криволинейных поверхностей
Шабрение плоских деталей
Операция шабрения поверхностей деталей, имеющих плоскую форму — наиболее распространенная технологическая операция, алгоритм выполнения которой уже хорошо отработан на протяжении нескольких десятилетий. Таким способом, в частности, выполняют обработку элементов станины, направляющих токарного и станков любого другого типа.
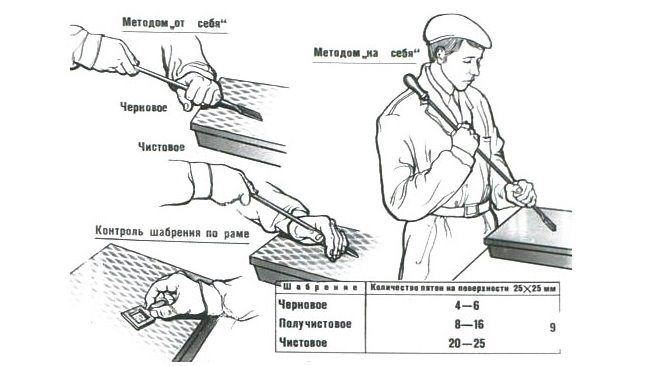
Инструмент, при помощи которого выполняется операция шабрения, может перемещаться вручную «на себя» или «от себя». Практически все специалисты слесарного дела подтверждают, что более производительным шабрение получается в том случае, если инструмент двигается «на себя». Очень важным моментом для выполнения качественной обработки является правильная подготовка поверхности, которая ей будет подвергаться.
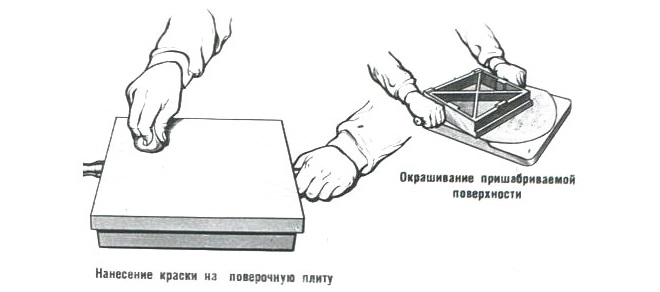
Неотъемлемым элементом данного технологического процесса является краска, необходимая для более качественного выполнения шабрения. Такая краска, представляющая собой смесь машинного масла с суриком, лазурью или синькой, изначально наносится на поверочную плиту, с которой затем посредством круговых движений переносится на поверхность обрабатываемой детали. При помощи нанесенной таким образом краски специалист выявляет на поверхности детали наиболее выступающие участки, подлежащие шабрению в первую очередь.
Подготовка к шабрению
Алгоритм, по которому выполняется шабрение с движением шабера «на себя», выглядит следующим образом:
- деталь, которую предстоит обрабатывать, фиксируют в тисках;
- шабер берут обеими руками в средней его части и подводят его режущую часть к поверхности детали, следя за тем, чтобы угол наклона по отношению к поверхности изделия составлял порядка 80°;
- режущая кромка инструмента, при помощи которой будет выполняться операция шабрения, подводится к границе окрашенного пятна, затем оно соскабливается;
- выполняется непосредственно шабрение, сначала черновое или предварительное, а затем — чистовое.
Последовательность шабрения методом «трех плит»
Естественно, габаритные элементы токарного или любого другого станка, которые не представляется возможным снять и зафиксировать в тисках, обрабатываются по месту. При выполнении шабрения, как и любых других слесарных работ, следует строго придерживаться требований техники безопасности.
Контроль качества выполненного шабрения осуществляется при помощи специальной рамки с прозрачным окошком, размеры которого составляют 25 на 25 мм. В таком окошке, если операция шабрения выполнена качественно, должно явно просчитываться 12–16 пятен краски, распределенных равномерно по всей его площади. Техника выполнения такого контроля выглядит следующим образом:
- рамку с окошком помещают на поверхность обработанной детали;
- считают количество пятен краски на площади поверхности, ограниченной окошком рамки;
- данную процедуру повторяют в нескольких местах поверхности детали;
- высчитывают среднее арифметическое количества пятен краски в окошке и сравнивают его с нормативным показателем — 12–16 пятен.
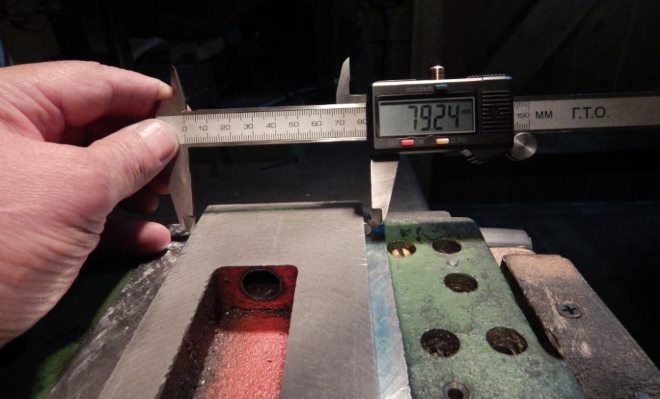
Поверка плоскостей с помощью цифрового штангенциркуля
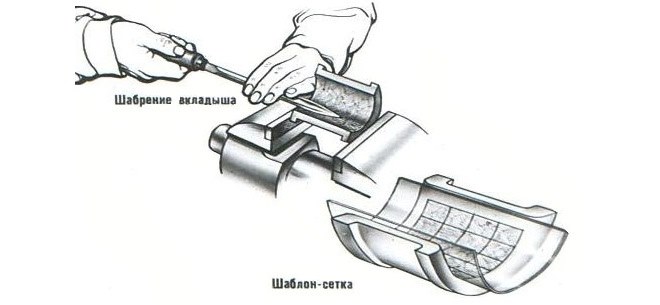
Такое приспособление, как рамка с окошком, не подходит для проверки качества обработки криволинейных поверхностей. Поэтому для таких целей используют гибкую полимерную пленку, на которую нанесена сетка с размерами 25 на 25 мм. Удобство использования такой пленки состоит в том, что ей можно с легкостью придать ту конфигурацию, которую имеет поверхность обработанной детали. Удовлетворительно проведенной обработка считается в том случае, если на 75-ти участках поверхности детали количество пятен краски в окошке соответствует нормативному значению.
После операции шабрения, как правило, проводится процедура притирки, которая позволяет выровнять обрабатываемую поверхность с точностью до 0,0001 мм. Выполняется этот процесс не только при помощи инструмента различного вида, но и с применением абразивных материалов: порошков и паст.
Технологические операции по финишной обработке поверхности деталей после шабрения, о которых говорилось выше, несмотря на свою сложность и массу нюансов по их выполнению, могут быть достаточно успешно и быстро освоены по обучающим видео роликам, размещающимся на просторах сети интернет.
Шабер слесарный: назначение и виды инструмента для шабрения
Шабер хорошо известен специалистам по слесарному делу. При помощи этого инструмента для финишной обработки поверхности деталям из металла можно придать минимальную степень шероховатости, а их геометрическим параметрам – высокую степень точности.

Шабрение направляющих задней бабки токарного станка
Как выполняется шабрение
Само слово «шабрение», которое можно перевести как «скобление», пришло к нам из Германии. Оно очень точно соответствует сути технологической операции, которую обозначает. В процессе выполнения такой операции с поверхности детали соскабливаются неровности, что позволяет сделать ее максимально гладкой.
Шаберы, при помощи которых выполняется такая операция, изготавливаются из инструментальной стали. Конструкцию этого инструмента составляют рукоятка четырех- или трехгранной формы и режущая часть. Чтобы придать рабочей части шабера требуемую степень твердости (64–66 единиц по HRC), ее подвергают закалке.
Шаберы изготавливают преимущественно стандартной длины (20–40 см), а ширина их режущей кромки зависит от типа выполняемой операции. Так, черновое шабрение выполняется инструментом, ширина рабочей части которого составляет 20–30 мм, для чистового этот интервал равен 15–20 мм.
Тип выполняемого шабрения оказывает влияние и на то, какой величины угол заострения наконечника должен быть сформирован на инструменте. Специалисты по слесарному делу рекомендуют использовать следующие углы заточки режущего наконечника:
- 75–90° – для черновой обработки;
- 90° – для чистового шабрения;
- 90–100° – для отделочных операций.
Следует иметь в виду, что угол заострения режущей кромки шабера измеряется относительно его оси.
Заточка зависит от формы рабочей части шабера
Геометрические параметры инструмента для выполнения шабрения не регламентируются никаким ГОСТом, хотя многие по незнанию стараются найти такие данные в стандарте под номером 1465-80. Между тем ГОСТ 1465-80 относится к напильникам и никакого отношения к шаберам не имеет. Что касается самих шаберов, в соответствующих ГОСТах можно найти только требования к металлу для их изготовления, а также к правилам приемки такого инструмента, относящегося к слесарной группе.
Виды инструментов для выполнения шабрения
На сегодняшний день специалисты используют различные виды шаберов, отличающиеся друг от друга по нескольким параметрам. Одним из таких параметров является форма режущей части инструмента, в зависимости от которой среди шаберов выделяют плоские, трехгранные и фасонные. В отличие от инструмента плоского и трехгранного типа, фасонные шаберы имеют рабочую часть, полностью повторяющую форму поверхности обрабатываемой детали.

Шаберы с различными рабочими частями

Шабер трехгранный с деревянной рукояткой
Инструментом, рабочая часть которого имеет несколько граней, преимущественно обрабатываются поверхности цилиндрической и вогнутой формы, а плоские шаберы успешно справляются с обработкой различных канавок и пазов. На практике часто используются дисковые и изготовленные в форме кольца шаберы. При помощи первых выполняется обработка деталей с широкими поверхностями, а вторыми осуществляют шабрение изделий, имеющих круглую форму.
По конструктивному исполнению шаберы бывают цельными и разборными, одно- или двухсторонними. Более долговечными являются двухсторонние шаберы, которые отличаются от односторонних тем, что у них есть две рабочие части, расположенные по обеим сторонам рукоятки.

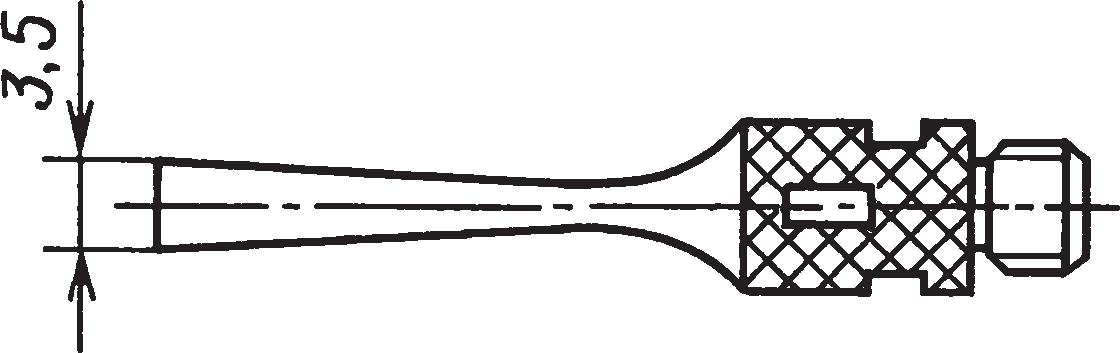
Устройство составного шабера
Рабочая часть инструмента для шабрения по своему расположению относительно рукоятки может быть плоской или изогнутой. Шаберы, рабочая часть которых имеет изогнутую форму, наиболее удобно использовать для обработки мягких металлов, а также деталей, имеющих острые углы.
Относительно недавно в слесарном деле использовались только ручные шаберы, а сегодня многие производители предлагают инструмент, оснащенный приводом пневматического или электрического типа. Манипулировать таким инструментом все равно приходится вручную, но для этого требуется прикладывать значительно меньше усилий, чем при использовании ручного шабера.

Универсальный шабер BIAX
Сферы применения шаберов
С помощью шабера специалист снимает с обрабатываемой детали тончайший слой металла, толщина которого может варьироваться в пределах 0,005–0,7 мм, что позволяет довести степень шероховатости поверхности до требуемого уровня. При помощи такой технологической операции часто выполняют обработку деталей, которые будут в дальнейшем сопрягаться и перемещаться относительно друг друга. Наиболее распространенными деталями, для финишной обработки которых применяют различные типы шаберов, являются:
- детали станков и высокоточных приборов;
- элементы подшипников скольжения;
- различные измерительные инструменты и приспособления для осуществления контрольных операций;
- лезвия режущих инструментов (для их заточки используется так называемое точило-шабер).

Шабрение — доводка направляющих суппорта токарного станка
Одно из преимуществ шаберов – универсальность, поэтому область их применения вышеперечисленными пунктами не ограничивается. При помощи таких инструментов выполняют гравировочные работы на поверхности мягких материалов, обрабатывают кромки деталей, удаляют старое покрытие. Они нашли применение и в косметологии, с их помощью свои манипуляции совершают мастера маникюра.
Используемые для решения различных задач шаберы можно отличить друг от друга даже по фото, поскольку они имеют разную конструкцию и геометрические параметры. Так, миниатюрный маникюрный инструмент выполнен в форме лопаточки с удобной ручкой, а приспособления для шабрения габаритных заготовок могут выпускаться в форме твердосплавных пластин. Догадаться о том, что такая пластина является шабером, неспециалисту достаточно сложно, даже если он увидите ее вживую, а не на фото. Чтобы задействовать этот инструмент, нужен специальный фиксатор, оснащенный удобной рукояткой для выполнения слесарных манипуляций.
Технология шабрения зависит как от размеров и конфигурации обрабатываемой детали, так и от твердости материала, из которого она изготовлена. Специалист, собирающийся выполнять такую технологическую операцию, должен правильно выбрать угол заточки рабочей торцевой части шабера по отношению к его оси. Этот угол при обработке разных материалов должен находиться в следующих пределах:
- при шабрении мягких металлов – 35–400;
- при обработке поверхностей деталей из стали – 75–900;
- при выполнении шабрения деталей из чугуна и бронзы – более 900.
Несколько рекомендаций по использованию шаберного инструмента
Чтобы инструмент для выполнения шабрения прослужил вам как можно дольше и позволял получать качественные поверхности, необходимо соблюдать несложные рекомендации по его эксплуатации. Основной из таких рекомендаций, конечно, является правильный выбор инструмента.
У многих специалистов слесарного дела имеются целые наборы шаберов, из которых они выбирают оптимально подходящий для решения конкретной технологической задачи. Можно поступить иначе и приобрести универсальный инструмент со сменными пластинами, которые быстро заменяются на необходимые в определенной ситуации.

Самодельная голова для шаберных пластин
Не следует сразу приступать к шабрению, если на поверхности детали, которую требуется обработать, имеются крупные царапины и другие дефекты значительной величины. Такую деталь необходимо предварительно подвергнуть более грубой обработке, для чего можно использовать фрезерный станок или другое оборудование.
После того как поверхность подготовлена к шабрению, необходимо выявить на детали участки, которым следует уделить особое внимание. Для этого надо нанести тонкий слой специальной краски на поверочную плиту и провести по ее поверхности обрабатываемую деталь. В результате такой несложной манипуляции все имеющиеся на поверхности обрабатываемой детали выступы окрасятся. С них и следует начать шабрение. Использовать поверочную плиту с краской нужно неоднократно, после окончания каждого цикла обработки.
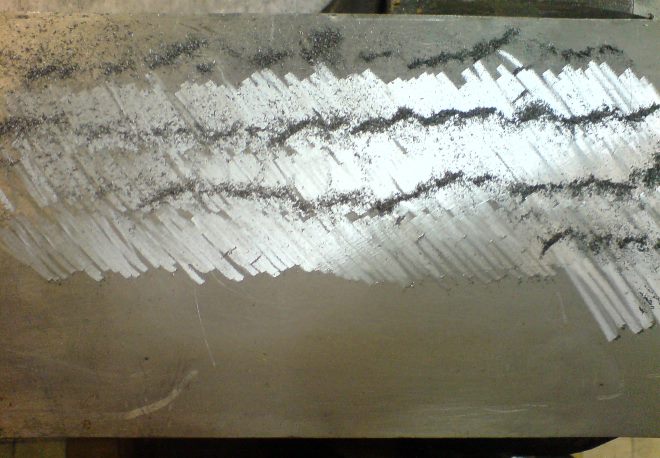
Черновое (обдирочное) шабрение служит для снятия с плоскости нагортованного верхнего слоя
Для выполнения шабрения деталь надежно фиксируется в тисках, а крупногабаритные изделия обрабатываются по месту. Сам инструмент при этом держат двумя руками в средней части рукоятки и перемещают по направлению к себе. Очень важно выдерживать угол наклона шабера по отношению к обрабатываемой поверхности (он должен составлять порядка 800).
Приступая к шабрению, следует иметь в виду, что в первую очередь обрабатываются самые выпуклые участки.
Шабрение, притирка, доводка и полирование при слесарных работах
Шабрение является окончательной слесарной операцией для снятия тонкого слоя металла с обрабатываемых поверхностей специальными режущими инструментами — шаберами. Шабрением обеспечивают герметичное и плотное прилегание поверхностей разъема соединяемых деталей, улучшают прилегание поверхностей в подшипниках скольжения. Шабрят предварительно обработанные поверхности.

Поверхности деталей при шабрении контролируют «на краску» или всухую — «на блеск» с помощью чугунных поверочных плит или угольников. В качестве краски применяют сажу или синьку, разведенные в индустриальном масле. Краска должна быть жидкой, но не расплываться на поверочной плите. Контроль на краску осуществляют по числу пятен касания в квадрате со стороной 25 мм и по равномерности их распределения. Шабрением достигается высокая точность: отклонения от плоскостности и прямолинейности до 0,002 мм на длине 1 м и до 30 пятен на площади поверхности 25 × 25 мм. Виды шабрения в зависимости от назначения приведены в табл. 11.
При шабрении металл срезают с выпуклых участков, соприкасающихся с поверхностью, к которой пригоняется данная деталь. Постепенно эти участки становятся все мельче и мельче, а их количество увеличивается до достаточного числа пятен соприкосновения. Выпуклые участки определяют контролем на краску.
Таблица 11. Виды шабрения
При шабрении плоских поверхностей рукоятку шабера упирают в ладонь правой руки, большой палец располагают вдоль рукоятки, остальные пальцы обхватывают рукоятку снизу. Ладонь левой руки накладывают на шабер посередине, обхватывая инструмент пальцами. В рабочем положении угол наклона шабера относительно обрабатываемой поверхности должен составлять 30…40°. Движениями шабера вперед и назад на длине 10…15 мм срезают окрашенные места. Движение вперед является рабочим ходом, при котором необходимо делать нажим левой рукой. В конце рабочего хода нажим на шабер ослабляют, чтобы избежать появления заусенцев. После каждого перенесения краски на пришабриваемую деталь следует изменять направление движения шабером.
Шабрить поверхности целесообразно под углом к рискам и следам, оставшимся от предыдущей обработки. Распространен шахматный способ шабрения. Попеременное шабрение в разных направлениях чередуют с проверкой по контрольной плите. Шабрение заканчивают при появлении заданного числа пятен на площади 25×25 мм при равномерном их расположении. При шабрении плоских параллельных поверхностей и плоских поверхностей, расположенных под углом, контроль осуществляют с помощью призмы с индикатором.
Цилиндрические поверхности шабрят для удаления рисок и подгонки внутренней поверхности вкладышей подшипников по шейке вала. Вкладыши обрабатывают трехгранным шабером с углом заострения 60° и острозаточенными режущими кромками. При этом окрашенную шейку вала укладывают на нижний вкладыш подшипника, а сверху налагают верхний вкладыш с крышкой, затягивают гайками подшипник и поворачивают вал влево и вправо. Вынимают вкладыши и зажимают их в тисках. Перемещая режущую кромку шабера по поверхности вкладыша вправо и влево, средней частью режущей кромки шабрят места, покрытые краской. Шабрение чередуют с нанесением краски до покрытия 2/3 поверхности вкладыша равномерными пятнами.
Заготовки из чугуна шабрят всухую, а для заготовок из стали или других металлов применяют мыльную эмульсию или керосин. Для повышения производительности иногда шабрение сочетают с притиркой. В этом случае после предварительного шабрения поверхности на притир наносят слой грубой пасты ГОИ, разведенной в керосине, затем поверхность притирают, проверяют на краску и шабером разрезают получившиеся пятна.
В зависимости от формы обрабатываемой поверхности шабрение осуществляют с помощью шаберов различного типа (табл. 12).
При больших объемах шабровочных работ в основном используют шаберы со вставными пластинами. Шаберы из сталей У12А, Р6М5, ШХ15, Р18 затачивают на станках с корундовым кругом зернистостью не более 25 и твердостью СМ1 и СМ2, а шаберы с пластинами из твердого сплава Т15К6 — кругами из карбида или алмазными кругами. Твердость рабочей части шаберов на длине пластины 50 мм составляет не менее 60…65 HRC. Рабочую часть шаберов доводят. Рекомендуемые углы заострения и резания при шабрении в зависимости от материала заготовки приведены в табл. 13.
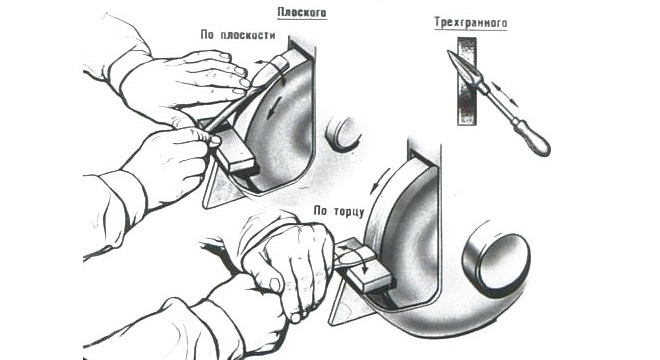
Плоский шабер затачивают с двух установок; сначала режущую кромку с торца, а затем плоскую поверхность. Заточку торцовой поверхности шабера проводят абразивным кругом малого диаметра. Торцовая поверхность получается вогнутой, что облегчает ее доводку на бруске. Шабер берут правой рукой за рукоятку, а левой обхватывают его как можно ближе к рабочему концу. Опираясь плоской гранью шабера на подручник заточного станка, плавно подводят торцовый конец к кругу. Положение шабера должно быть горизонтальным.
Таблица 12. Основные типы шаберов
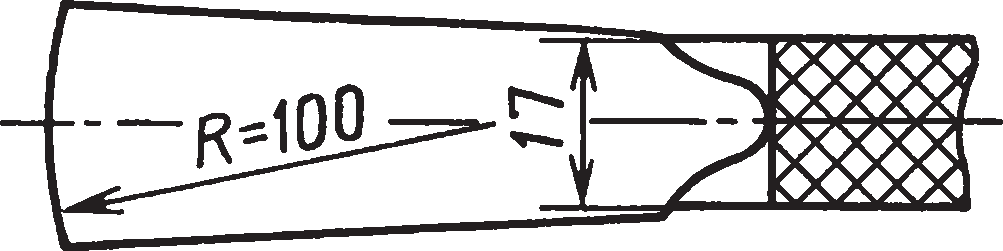

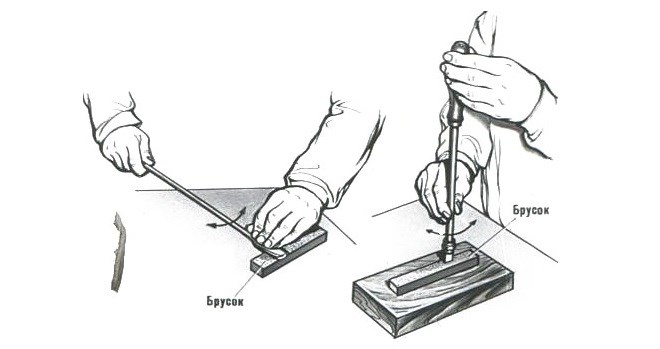
Большую кривизну придают для чистового шабрения, а меньшую — для чернового. При заточке шабера по плоской поверхности его конец плавно накладывают на вращающийся круг и слегка поджимают к нему. В результате заточки за один прием образуется участок поверхности сложной формы, которая облегчает доводку режущей кромки. В процессе заточки шабер необходимо охлаждать водой. Заправку или доводку шабера осуществляют вручную на мелкозернистых брусках. Для чистового шабрения окончательную доводку выполняют пастой ГОИ, наносимой на чугунную плиту. Для облегчения заточки и заправки на боковых поверхностях трехгранных шаберов делают продольные канавки.
Таблица 13. Рекомендуемые углы заострения β и резания γ при шабрении заготовок, °
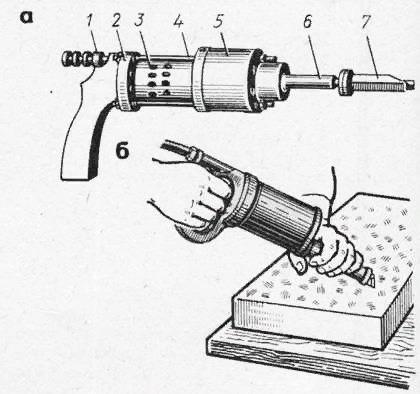
Процесс шабрения механизируют путем применения специальных шабровочных станков и головок, электро7 и пневмошаберов. Последние особенно эффективны, так как плавно работают при изменении направления движения и позволяют регулировать число двойных ходов шабера в минуту. Механизированные шаберы применяют для чернового шабрения, а окончательное шабрение выполняют вручную.
Притирка является чистовой отделочной операцией, более точной, чем шабрение. Поверхности притирают после окончательной механической обработки: шлифования, точного точения, фрезерования, развертывания и шабрения. При этом параметр шероховатости не должен превышать Ra = 2,5…0,63 мкм. Припуск на притирку оставляют не более 0,03…0,05 мм. Детали могут быть как термообработанными, так и нетермообработанными. Притиркой и доводкой достигается точность размеров до 0,005 мм при параметре шероховатости Ra = 0,014…0,008 мкм.
Притирку применяют в процессе сборки для получения точных размеров деталей или плотного прилегания поверхностей, обеспечивающего гидравлическую непроницаемость соединения. Притирке подвергают поверхности арматуры, пробок и корпусов кранов, а также других деталей. Широко распространены притирка и доводка рабочих поверхностей инструмента. Операция притирки заключается в механическом или химико-механическом удалении частиц металла абразивными материалами. Относительное перемещение детали и операция притирки вызывают вращение зерен абразива, которые внедряются как в притир, так и в деталь, срезая с ее поверхности микронеровности; при этом происходит окисление поверхностей и возникает явление их наклепа.
Существует два способа выполнения притирки. Первый состоит в том, что сопрягаемые детали притирают одну по другой. На поверхности деталей наносят абразивные материалы в виде порошков и паст. Таким образом притирают, например, клапаны к седлам, пробки к корпусам кранов. Второй способ заключается в притирке каждой из двух сопрягаемых или одной несопрягаемой детали по специальной детали — притиру, поверхность которого шаржируют абразивным материалом. Так притирают плиты, крышки, фланцы, линейки, шаблоны, калибры и т.п.
В качестве притирочных материалов используют твердые (выше твердости закаленной стали) и мягкие (ниже твердости закаленной стали) абразивные материалы (табл. 14).
К твердым относят шлифовальные порошки зернистостью 12, 10, 8, 6, 4 и микропорошки зернистостью М63…М5 из корунда, нормального электрокорунда, белого электрокорунда, легированного электрокорунда, зеленого карбида кремния, карбида бора и синтетических алмазов. Мягкими являются абразивные порошки оксида хрома, оксида железа, венской извести. Из мягких абразивных материалов (65…80 % оксида хрома) изготовляют пасты ГОИ трех сортов (табл. 15).
Таблица 14. Абразивные материалы
Таблица 15. Состав паст (%) на оксид хрома
Пасты ГОИ применяют для притирки как твердых, так и мягких металлов.
Материал притиров должен быть мягче материала обрабатываемой детали. Зерна абразивного порошка вдавливаются (шаржируются) в поверхность притира и удерживаются в нем как небольшие резцы в своеобразной оправе. Материалом для притиров служат чугун перлитной структуры, бронза, медь, стекло, фибра и твердые породы дерева.
Притирку поверхностей начинают с подготовки притира и обрабатываемых поверхностей. Притир протирают керосином, наносят на него абразивный порошок и смазочный материал или пасту со смазкой и шаржируют, катая по его поверхности стальной термообработанный валик.
Другой способ подготовки притира заключается в покрытии его слоем смазочного материала и абразивного порошка. Притирка подразделяется на предварительную (черновую) и окончательную (чистовую). Предварительную притирку плоских деталей выполняют на плите с канавками, а окончательную — на гладкой плите. Притираемую деталь круговыми движениями перемещают по всей поверхности притира (плиты), периодически добавляя смазочную жидкость. Во время притирки нужно правильно распределять нагрузку на деталь, так как могут произойти завал поверхности и изменение формы притира. Периодически притираемые поверхности проверяют лекальной линейкой. Притирку заканчивают, когда вся обрабатываемая плоская поверхность будет ровная и матовая. Притирку узких плоских и фигурных поверхностей, например шаблонов, угольников, лекальных линеек, проводят с помощью специальных направляющих брусков, кубиков, призм и т.п. Притираемую деталь прижимают к бруску и вместе их перемещают по притирочной плите.
Притирку цилиндрических и конических поверхностей выполняют в аналогичной последовательности.
Для механизации притирки применяют электрические и пневматические ручные машины с вращательным движением рабочего органа, а также специальные станки. Во всех случаях притирам или притираемым деталям сообщается сложное движение для того, чтобы следы притирки не накладывались друг на друга.
Таблица 16. Материалы для притирки клапанов и уплотняющей арматуры
Притирка подвижных конусных сопряжений осуществляется преимущественно без притира. Одной из деталей придается возвратно-вращательное движение с периодическим ее подъемом. Притирку цилиндрических деталей удобно выполнять на токарном станке. Внутренний диаметр притира-кольца регулируют специальными винтами. Притирку ведут с окружной скоростью 6…10 м/мин.
После тщательной предварительной обработки для достижения малой шероховатости в некоторых случаях осуществляют притирку алмазными пастами. Притиры при этом могут быть чугунные, стальные или медные.
Доводка — окончательная стадия притирки с получением точной формы обрабатываемых поверхностей. Достигаемая точность размеров до 0,1 мкм; поверхность зеркальная. Припуск на доводку должен составлять не более 2…5 мкм. Для предварительной и окончательной доводки применяют абразивные микропорошки и пасты. С целью получения зеркальной поверхности используют тонкую пасту ГОИ, оксид хрома или алюминиевую пудру, разведенные в бензине. Приемы доводки аналогичны приемам притирки. При доводке необходимо правильно распределять прилагаемые силы и не делать мощного нажима на деталь, выполняя движение с малой скоростью, что обеспечивает получение поверхности с малыми параметрами шероховатости.
Полирование — отделочная операция, которую выполняют с целью снижения параметра шероховатости поверхности без устранения отклонения формы. Припуск на полирование составляет не более 0,01 мм.
Процесс полирования осуществляют абразивными инструментами на мягкой основе, которая обеспечивает давление резания 0,03…0,2 МПа независимо от конфигурации обрабатываемых поверхностей. Заданные параметры шероховатости поверхностей достигаются последовательным полированием (табл. 17). В качестве абразивного инструмента при полировании применяют эластичные круги (табл. 18) и шкурки.
Обычно полирование выполняют на специальных станках, а в условиях монтажа или укрупнительной сборки применяют ручные электрошлифовальные и электросверлильные машины. На рабочую поверхность эластичного круга, вращающегося со скоростью 30…50 м/с, наносят полировальную мастику, состоящую из вяжущего вещества (смеси парафина, вазелина и керосина) и полировального порошка (оксидов алюминия, железа или хрома).
Таблица 17. Последовательность переходов при полировании
Таблица 18. Круги на эластичной связке и область их применения
Для фасонного полирования применяют шкурки из электрокорунда и карбида кремния на тканевой и бумажной основе зернистостью М8…М40 и М20…М14 для получения соответственно шероховатости Ra = 0,32…0,08 и 0,16…0,04 мкм.
Суть шабрения металла, основные приемы и инструменты
Шабрение – это технологический процесс, который представляет собой высокоточную обработку поверхности. Узнайте об основных приемах обработки поверхности, используемых шабровочных инструментах далее.

Шабрение – это технологический процесс, который представляет собой высокоточную обработку поверхности. Как правило, выравниванию подвергают металлические детали, хотя некоторые отрасли производства применяют метод для работы с деревом или пластиком. Шабрение поверхностей выполняется специальными слесарными инструментами, называемыми шаберами.

Описание технологии и назначение шабрения
Процесс шабровки является финальной стадией обработки, которой обычно предшествуют обработка напильником или прочие способы механической шлифовки. Шабрение металла сопровождается соскабливанием поверхностного слоя заготовки, толщина которого не превышает 0,01 мм. Известно всего два приема проведения работ, которые отличаются направлением движения инструмента:
- От себя. Давление на поверхность оказывается при движении от работника.
- На себя. Когда усилие прилагается к возвратным движениям.

Второй метод пользуется большей популярностью ввиду явного недостатка первого метода – большого количества дефектов (зазубрин, шероховатостей), которые остаются после обработки.
В зависимости от требований к обрабатываемой поверхности различают несколько методов очистки:
- Черновая. Инструмент может двигаться в произвольном направлении. Длина скобления составляет 2–3 см. Исходя из названия считается начальным этапом подготовки. Ширина шабера не имеет значения.
- Получистая. Характеризуется применением шаберов с незначительной шириной, что положительно влияет на качество работы. Длина хода шабера не должна превышать 1 см.
- Финишная. Наиболее качественная обработка. Применение данного метода отличается использованием узкого инструмента – до 12 мм, а также малым шагом скобления – до 0,5 мм.
- Комбинированная. Отличается от прочих методов тем, что в данном случае применяется паста ГОИ, которая позволяет повысить качество работ.
Алгоритм действий при обработке детали с плоской поверхностью выглядит следующим образом:
- Выявление неровностей. Для этого применяют специальную пластину со слоем краски, которая выявляет все дефекты поверхности. Степень неровности определяют за счет интенсивности окрашивания.
- Черновая обработка. Окрашенные участки подвергают шабровке, начиная от края поверхности. При этом участки, имеющие форму круга, обрабатывают в два захода, а овальные – за несколько подходов.

- Повторная проверка плоскости.
- Чистовая обработка.
- шабрение элементов метрологического оборудования;
- обработка подшипников скольжения;
- подготовка плоскостей различных приборов;
- шабрение элементов станочного оборудования (особенно деталей, которые выполняют направляющие функции);
- ремонт двигателей внутреннего сгорания автомобилей и специальной техники;
- обработка прочих деталей и заготовок, к которым применяются жесткие требования по точности взаимного расположения и шероховатости плоскости.
Виды шабрения металла
В первую очередь следует определиться с назначением работ. Разделяют размерное и декоративное шабрение. Первый метод призван получить идеально ровную плоскость, а второй влияет лишь на визуальные качества изделия.
Шабрение и притирка улучшают характеристики детали, хотя результаты обработки имеют значительные различия: притирка абразивными материалами не способна придать тех свойств, которые дает шабровка. Это следствие воздействия абразивных частиц, которые остаются на поверхности, понижая износостойкие качества.
Добиться ровной плоскости можно несколькими способами:
- Пришабривание к контрольной измерительной поверхности (плите).
- Совмещение граней.
- Метод трех плит.
Метод пришабривания к контрольной плите
Считается наименее точным способом шабровки. Его применение дает возможность получить поверхность третьего класса точности. Ключевым способом проверки качества обработки является специальная краска, которую наносят на плиту. По отпечаткам следов на плоскости определяют проблемные участки, требующие первоначальной шабровки. Обработка считается законченной при полном отпечатке краски на плоскости заготовки.
Метод совмещения граней
Применим для подготовки элементов призматической формы. Метод заключается в пригонке и совмещении между собой двух рабочих граней. Для этого нерабочие грани изделия подлежат предварительной обработке. Качество пригонки определяется с помощью контрольной плиты, принцип действия которой был рассмотрен выше.
Применение данного метода гарантирует, что угол наклона к боковым плоскостям будет составлять ровно 90º. При параллельной пригонке используются не боковые, а параллельные плоскости с применением двух контрольных плит.
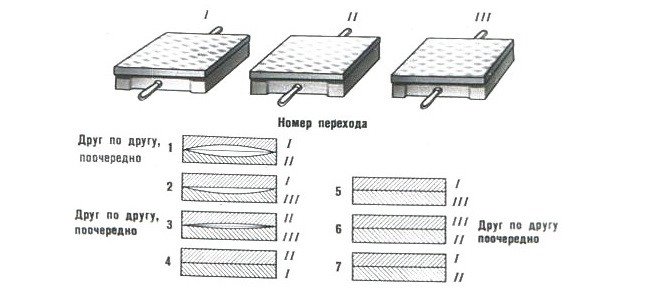
Метод трех плит
Современная технология, которая позволяет достичь наилучших результатов даже при отсутствии измерительных приборов. Суть метода заключается в использовании трех плит, каждой из которой присваивается собственный порядковый номер. Две плиты пригоняются друг другу без выравнивания плоскости. Скорее всего, одна будет иметь выпуклую форму, а вторая – вогнутую. Для устранения данных дефектов используют контрольную плиту с постепенным устранением всех недостатков.
В последнее время приобретает популярность метод доводки плоскости, при котором на рабочий участок наносят притирочную смесь из керосина и пасты ГОИ. После этого выполняют притирку в несколько этапов, до получения идеальной поверхности. Рабочим инструментов в данном случае будет служить чугунная плита.
Способы шабрения
Существует ручное и механическое шабрение. В первом случае для обработки используют ручные инструменты. Второй способ связан с использованием различного оборудования, для работы с которым необходимы специалисты высокой квалификации. Независимо от способа требуется надежная фиксация заготовки.
Распиливание и припасовка – это технологический процесс, напоминающий шабровку. Припасовкой называют сопряжение деталей с замкнутым или полузамкнутым контуром. Рабочим инструментом в данном случае служит мелкий напильник.
Основные плюсы
Главным достоинством шабрения является высокая износостойкость обработанной поверхности. Отсутствие абразивных частиц положительно влияет на целостность структуры металла. Обработанная поверхность обладает низким коэффициентом трения, что увеличивает срок эксплуатации смазочных материалов.
Определить качество шабрения можно без применения дорогостоящих контрольно-измерительных приборов. Индикатором в данном случае будет являться обычная краска, по количеству пятен которой можно говорить о степени обработки плоскости.
Используемые инструменты и станки
Ручное шабрение подразумевает использование режущих инструментов, которые называют шаберами. По конструктивным особенностям инструмент может быть цельным или составным. В первом случае шабер представляет собой неразъемную конструкцию. Инструменты второго типа оснащены съемными рабочими элементами, которые можно менять в зависимости от типа работ.
Рабочая поверхность может иметь плоскую, цилиндрическую или призматическую форму с одной или несколькими режущими кромками.
Механизация шабрения имеет свои особенности. Инструмент может обладать как электрическим, так и механическим приводом. Отличаются низкой точностью обработки по причине отсутствия возможности регулировки давления на плоскость, но высокой производительностью работ.
Краска для шабрения используется в качестве контрольного материала независимо от способа обработки поверхности.
Виды станков для шабрения
Режущие элементы станков, которые применяют для шабрения, изготавливают из инструментальной стали, которая отличается низким содержанием углерода и наличием легированных добавок. Как было сказано выше, в качестве привода станка может быть использовано электричество либо сжатый воздух.
Пневматические аппараты применяют в качестве средства механизации шабрения стальных и чугунных деталей. Применяются только на предприятиях металлообрабатывающей и тяжелой промышленности. Устройства оснащают механизмом регулировки длины шабера для изменения степени шабрения.
Электромеханические инструменты для шабрения также используются в крупных мастерских. Электрический двигатель соединен с редуктором, который посредством гибкого вала передает крутящий момент на кривошип. Последний является приводным механизмом аппарата.
Широко известны стационарные шабровочные головки, которые отличаются простотой конструкции и небольшой мощностью.
Процесс механизации шабрения протекает не очень стремительно. Это связано с низким качеством обработки поверхности по сравнению с ручным шабрением.
Шабрение поверхности – это ответственная процедура, которая требует не только значительных физических качеств, но и квалификации специалистов. Высокая трудоемкость процесса и отсутствие качественного механизированного оборудования негативно влияют на популярность технологии: к ней прибегают только в крайнем случае.
А вы сталкивались с шабрением на производстве? Поделитесь своими впечатлениями в блоке комментариев.
Шабрение металла

Шабрение металла представляет собой такую технологическую обработку поверхностей, при которой достигается высочайшая гладкость. Такая операция показана для деталей, подвергающихся постоянному перемещению относительно друг друга.
Например, без шабровки не обойтись при изготовлении измерительного оборудования, контрольных приборов, подшипников, ДВС и т. п.
Шабровка относится к самым сложным и трудоемким процедурам, поскольку не всегда удается доверить ее роботизированным станкам. Если же процедура выполняется вручную, она требует от исполнителя высочайших навыков и достаточного опыта работы.
Давайте же подробнее поговорим про шабрение металла и то, как оно помогает сэкономить на смазке трущихся деталей.
Особенности шабрения металла
Шабрение металла – это завершающая операция в цикле слесарных работ, позволяющая при помощи специального инструмента или шабера удалить с детали слой материала толщиной в пределах 0,005–0,07 мм.
Данный подход обычно используют при работе с металлическими заготовками, но в некоторых случаях он может применяться для деревянных и пластмассовых изделий. Стоит отметить, что шабрению подвергаются поверхности с невысокой степенью шероховатости.
Интересующий нас метод зарекомендовал себя как идеальный для обработки элементов изделий, сопрягаемых и перемещаемых относительно друг друга в процессе эксплуатации.
Подвижные соединения, состоящие из деталей с идеально ровными поверхностями, имеют ряд преимуществ. К ним относится способность хорошо удерживать смазку, плотное прилегание элементов. Последняя особенность считается обязательным условием для точной работы всего узла.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Для чего прибегают к шабрению металла?
Метод применяют при обработке:
- компонентов приборов различного назначения;
- деталей подшипников;
- наружной поверхности измерительных инструментов, контрольных приспособлений, таких как поверочные плиты, линейки, угольники, пр.;
- направляющих токарных, сверлильных и прочих видов станков;
- плоских, криволинейных поверхностей вне зависимости от назначения, если для них действуют высокие требования по шероховатости и точности расположения.
Инструменты для шабрения металла
Шабрение металла почти невозможно механизировать, поэтому операция проводится ручным инструментом, то есть шабером.

Специалисты выделяют такие виды шаберов:
- плоские, фасонные, трехгранные;
- цельные и составные – в зависимости от особенностей конструкции;
- одно- и двухсторонние, обладающие разным числом режущих частей.
Для изготовления шаберов применяют инструментальную сталь. У инструментов составной конструкции рабочая часть может быть снабжена твердосплавными пластинами, режущими элементами из быстрорежущей стали.
Геометрические параметры инструментов, используемых для шабрения металла, зависят от следующих параметров:
- материала, требующего обработки;
- угла между инструментом и поверхностью заготовки в процессе работы;
- свойств, которые нужно придать обрабатываемому изделию.
С точки зрения точности выполнения принято говорить о таких видах шабрения металла:
Первый позволяет обеспечить идеально ровную поверхность, тогда как второй является грубой полировкой металла.
Шабрение может выполняться разными способами, поэтому выделяют:
- механическое, то есть с использованием специальных станков;
- ручное.

Механическое шабрение предполагает наличие у мастера большого опыта в слесарном деле и навыков работы со сложным оборудованием. Зато такой подход позволяет упростить задачу и сократить время, необходимое для достижения требуемого эффекта.
Но данный вид обработки считается неприемлемым для изделий сложной конструкции плоского и криволинейного очертания.
Для ручного шабрения необходим специальный инструмент, состоящий из основной и рабочей части. Первая позволяет мастеру удерживать шабер, а вторая применяется для удаления неровностей с обрабатываемого металла.
Режущая часть может иметь разную форму, которая подбирается на основании таких факторов, как:
- материал изделия;
- наклон инструмента относительно плоскости заготовки;
- точность выполнения обработки.
В соответствии с правилами шабрения металла, данную операцию производят в хорошо освещенном теплом проветриваемом помещении. Причем свет должен падать на плоскость обрабатываемой детали под прямым углом.
Плюсы и минусы шабрения
Данный метод металлообработки обладает рядом достоинств:
- Высокая износостойкость материала, что обеспечивается благодаря отсутствию остатков абразива на поверхности изделия.
- Низкий коэффициент трения деталей, так как шаброванная поверхность отлично смазывается, сохраняя смазочные материалы в течение продолжительного отрезка времени.
- Простота оценки качества работы.
- Доступность проверки – качество шабрения металла замеряется по числу пятен краски на единицу площади.
Однако, помимо плюсов, у метода есть и минусы. Речь идет об одном из наиболее сложных и трудоемких подходов к обработке металла, ведь технология мало механизирована и почти не предполагает задействования станков.
Методы шабрения металла
Существует несколько способов, позволяющих сформировать идеально ровную плоскость.

Метод пришабривания к контрольной плите предполагает наименьший уровень точности: поверхности присваивается третий класс точности. Чтобы убедиться в качестве проведения работ, на плиту наносят специальную краску.
Ее отпечатки на плоскости позволяют выявить проблемные зоны, которым требуется первоначальная шабровка. Работа признается завершенной, когда удается получить целый отпечаток краски на изделии.
Метод совмещения граней используется для заготовок, имеющих призматическую форму. В рамках данного способа шабрения металла мастер совмещает друг с другом пару рабочих граней.
Чтобы выполнить эту процедуру, нерабочие стороны предварительно обрабатывают. Проверить качество пригонки, как и при использовании первого способа, позволяет контрольная плита.
Благодаря этой технологии формируется угол наклона к боковым плоскостям в 90°. Если осуществляется параллельная пригонка, то задействуются не боковые, а параллельные плоскости с применением двух контрольных плит.
Метод трех плит представляет собой современный способ шабрения металла. И его назначение состоит в том, чтобы обеспечить наилучшие результаты даже без измерительных приборов. Здесь используются три плиты, причем каждой из них присваивается порядковый номер.
Подгонка двух плит осуществляется без выравнивания плоскости. Высока вероятность, что одна из них будет выпуклой формы, а вторая – вогнутой. Избавиться от подобных недостатков помогает контрольная плита с постепенным устранением любых дефектов.
Технология шабрения плоских металлических изделий
Обработка по данной технологии плоских изделий считается наиболее простым видом работ по металлу, поэтому очень активно используется на практике. Определить объем необходимых работ позволяет специальный краситель, такой как:
- берлинская лазурь;
- голландская сажа;
- типографская краска.
Сухое красящее вещество растирают металлическим бруском либо валиком, добавляя в него машинное масло, чтобы получить жидкую консистенцию. Готовым составом покрывают металл, который требует шабрения.
Краску наносят тканевым тампоном или резиновым валиком для малярных работ, причем во втором случае удается создать более тонкий и равномерный слой. Тогда как использование тампона приводит к образованию неравномерного и утолщенного красочного покрытия.

На небольших деталях расположение участков, требующих шабрения металла, определяют по такой схеме:
- Краску наносят на поверочную плиту.
- Проверяемую сторону заготовки аккуратно опускают на плиту.
- Деталь передвигают по плите, совершая круговые движения.
- Обрабатываемое изделие аккуратно убирают с поверочной плиты.
Для шабрения деталей, имеющих большой вес и площадь, применяют иной подход:
- Краской покрывают идеально ровную контрольную плитку.
- Плитку прикладывают к обрабатываемому металлу и перемещают по заготовке круговыми движениями.
Характер распределения красителя по изделию позволяет оценить число и место нахождения неровностей.
Особенности и размер дефектов поверхности проверяют по цвету и количеству пятен:
- темные – являются признаком участков наибольшей глубины;
- серые – говорят о присутствии меньших углублений;
- белые – обозначают выпуклости металла, которые должны быть подвергнуты шабрению.
Перед дальнейшей обработкой снимаемый слой краски убирают растворителем, после чего изделие насухо вытирают. Далее можно накладывать новый слой красителя.
Проверить обработку плоских изделий позволяет контрольная рамка со сторонами 25х25 мм. Ее устанавливают на поверхность металла и замеряют число темных пятен на выделенной площади. Далее для оценки используют такую шкалу:
- грубое качество – в пределах 5 пятен;
- чистовое – 6–10 пятен;
- получистовое – 11–14 пятен;
- точное – от 15 до 22 пятен;
- тонкое – свыше 22 пятен.
Криволинейные поверхности после шабрения металла проверяют при помощи специальных шаблонов-сеток.
Шабрение абразивными материалами
Если требуется сверхтонкое выравнивание, при котором удаляется слой металла в пределах 0,0001 мм, используют притирку абразивными материалами. Данная операция выполняется вручную либо на станках. Используются такие абразивы:
- твердые: кремень, алмаз, кварц, корунд, синтетический альбор;
- мягкие, то есть составы, обладающие консистенцией пасты.

Первые применяют во время притирки чугунных и стальных деталей, тогда как вторые позволяют обрабатывать методом шабрения металла медные, алюминиевые, оловянные заготовки, а также изделия из прочих мягких металлов.
Процесс начинают с того, что на рабочую часть притира наносят абразив. Если шабрение осуществляется на станке, то шаржирование полностью автоматизировано. Притиры с плоской поверхностью рабочей части шаржируют при помощи стального валика, бруска.
Рекомендуем статьи
В случае с круглыми, цилиндрическими притирами, инструмент располагают между парой брусков.
Для притирки плоских деталей на плитах или станках выполняют круговые движения. Аналогичную операцию с цилиндрическими заготовками осуществляют вручную с помощью воротка или коловорота.
В последнее время достаточно активно используются притирочные станки, позволяющие механизировать этот этап шабрения металла.
Стоит подчеркнуть, что одним из ключевых направлений деятельности металлообрабатывающей промышленности в нашей стране на ближайшие годы является модернизация станков и развитие технологии шабровки.
Шабрение металлов активно задействуется в строительстве, на производствах и даже для выполнения бытовых задач. Например, этот метод позволяет подготовить стены к дальнейшей покраске, наклейке обоев.
Поскольку речь идет о непростой задаче, для ее выполнения на рынке инструментов представлены удобные многофункциональные приборы. Они позволяют качественно оскоблить поверхность или разную по форме и виду деталь, не требуя больших временных затрат.
Сегодня шаберы являются многофункциональными инструментами, имеющими разнообразные насадки. Они выполняют свою функцию благодаря колебаниям режущей кромки насадки. Таким образом, удается произвести грубое снятие материала либо создать практически идеально ровную поверхность.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: