Инструмент для строгального станка по металлу
Обновлено: 01.05.2024
Приспособления для строгальных станков значительно расширяют возможности использования станков ЧПУ подобного типа. Ниже приведен перечень устройств для выполнения различных операций при обработке заготовок разной формы.
Приспособление строгальных станков для обработки цилиндрических поверхностей
Для строгания вогнутых цилиндрических поверхностей, профилированных по дуге окружности, можно использовать простое приспособление для строгальных станков, состоящее из радиальной тяги 3, соединенной шарнирами 2 с кронштейном 1 и с салазками суппорта (рис. 1). Винт вертикальной подачи суппорта отсоединен от салазок. При работе с такой наладкой каретка суппорта перемещается по поперечине обычным образом, а благодаря одновременному вертикальному перемещению салазок суппорта, осуществляемому радиальной тягой 3, резец строгает цилиндрическую поверхность.
Рис. 1. Приспособление для строгания криволинейных поверхностей: 1 - кронштейн; 2 - шарниры; 3 - радиальная тяга.
Приспособление строгальных станков для нарезания винтовых канавок
Винтовые канавки с очень большим шагом нарезать на обычных фрезерных станках нельзя. Пользуясь простым приспособлением для строгальных станков, показанным на рис. 2, α, такие канавки можно изготовить на продольно строгальном станке.
Приспособление состоит из настольных центров 1, стержня 3, нагруженного на одном конце и скрепленного другим концом с обрабатываемой заготовкой 2, и наклонной планки 4. Верхний конец последней прикреплен к стойке станка, нижний привернут к станине. Шаг нарезаемой канавки зависит от наклона этого стержня. Резец выбирают соответственно форме нарезаемой канавки. По мере движения стола стержень 3, опиравшийся Вначале на нижнюю часть планки 4, постепенно поднимается, скользя По планке, и поворачивает обрабатываемую заготовку на нужный угол по часовой стрелке.
Поворот заготовки можно осуществлять не только при помощи нагруженного стержня. На рис. 2, б показано приспособление, в котором для этой цели применена шестерня 1 с рейкой 2. Один конец рейки связан роликом с наклонной планкой 3. При движении стола рейка движется в поперечном направлении и поворачивает заготовку 4 на угол, определяемый наклоном планки.
Рис. 2. Нарезание винтовых канавок большого шага на продольно-строгальном станке.
Приспособление для строгания на станке линейчатых поверхностей
Линейчатые поверхности фасонного профиля можно строгать без разметки и с большой точностью, применяя несложное приспособление для строгальных станков - копировальный суппорт (рис. 3).
Вместо вертикального винта суппорта устанавливают гидроцилиндр с поршнем. Гидроцилиндр скрепляют с салазками суппорта 1, а шток поршня посредством установочного винта - с кареткой 2 суппорта. К салазкам суппорта крепится кронштейн 3, в котором смонтирован гидравлический щуп. Копир или шаблон 4 крепят к поперечине с помощью кронштейнов 5.
Работа копировального суппорта продольно-строгального станка отличается от работы гидравлической схемы копировально-фрезерного станка (см. Копировально фрезерный станок по металлу) периодичностью работы. Гидросуппорт продольно-строгального станка работает только в моменты поперечной подачи резца; во время рабочего хода стола салазки суппорта жестко скреплены с кареткой гидравлическим зажимом 6, которым управляет цилиндр зажима суппорта.
Рис. 3. Гидрокопировальный суппорт продольно строгального станка.
В момент реверсирования стола с обратного хода на рабочий с помощью конечного выключателя включается электродвигатель поперечной подачи (см. Продольно строгальный станок по металлу); одновременно включается электромагнит Эм1 двухпозиционного четырехходового золотника З1, который направляет поток масла от аккумулятора Ак и насоса H в штоковую полость гидроцилиндра зажима 6. Салазки суппорта освобождаются. Одновременно происходит поперечная подача каретки суппорта. Щуп гидросуппорта перемещается по шаблону и устанавливает резец на заданную высоту. В начале рабочего хода, прежде чем резец врежется в заготовку, с помощью конечных выключателей, установленных на станине, Выключается электромагнит Эм1. Масло от аккумулятора и насоса направляется в бесштоковую полость гидроцилиндра зажима; происходит зажим салазок, и начинается процесс резания. Вследствие кратковременности работы гидросуппорта и отсутствия сил резания во время его работы, а также наличие аккумулятора и автоматической разгрузки насосной станции, мощность электродвигателя насоса в несколько раз меньше, чем у аналогичного суппорта токарного станка. Зарядка аккумулятора происходит во время рабочего и обратного ходов и контролируется с помощью клапана К и золотника 32, который соединяет насос Н с баком по окончанию зарядки аккумулятора.
Приспособления строгальных станков для изготовления смазочных канавок
Смазочные канавки на направляющих станков обычно изготовляют вручную при помощи канавочника. Эту операцию можно производить с помощью приспособления на продольно строгальном станке, который оснащен прорезной головкой взамен строгального суппорта. Устройство состоит из электродвигателя 1 (рис. 4), червячного редуктора 2 и шпинделя 3 с резцедержателем 4. В резцедержателе на рычаге, плечо которого равно радиусу прорезаемой канавки, закрепляется резец 5, который при включении электродвигателя движется по окружности.
Во время прорезания канавки стол станка остается неподвижным; он перемещается на величину шага канавок только после окончания прорезки очередной канавки. Для работы на гранях V-образных направляющих с этим приспособлением для строгальных станков, головку станка поворачивают на соответствующий угол.
Рис. 4. Приспособление для строгальных станков при изготовлении смазочных канавок на направляющих: α - устройство для нарезания канавок; б - нарезанные канавки.
Строгальные станки по металлу
Строгание – процесс снятия слоёв металла с плоских поверхностей заготовок. Применяется, наряду с фрезерованием, но отличается иной кинематикой движения рабочего инструмента: если фреза совершает вращательное движение, то резец на строгальном станке – возвратно-поступательное. На таком оборудовании иногда выполняют также пазы и канавки.

Советский строгальный станок
Разновидности
Строгальный станок по металлу может быть продольно-строгальным или поперечно-строгальным. Принцип обработки заготовок на этих разновидностях принципиально различен. Продольно-строгальные станки предназначены для обработки сравнительно коротких поверхностей, поэтому в них перемещение получает стол, к которому прикрепляется обрабатываемое изделие, в то время, как резец устанавливается в резцовой головке суппорта, и относительно станины станка не движется. В поперечно-строгальном станке всё наоборот: движется резец, а установленный на столе полуфабрикат – неподвижен.
Строгальные станки проигрывают фрезерным в производительности, поскольку имеют стадию холостого хода, когда заготовка или резец перемещаются в новое положение. Зато привод не является таким энергоёмким, т.к. вращательное перемещение рабочего инструмента (как в фрезерных станках) требует от приводного электродвигателя повышенных затрат работы.
Классификация рассматриваемого металлорежущего оборудования может быть произведена и по другим параметрам:
- По типу привода. Выпускаются агрегаты с гидравлическим приводом хода стола (или инструмента), а также с кривошипно-кулисным вариантом привода. У первых скорости подвижных узлов – постоянны, а у вторых могут изменяться сообразно особенностям технологии обработки. Для этого достаточно переустановить в новое положение камень кулисного механизма.
- По количеству рабочих поверхностей, которые могут обрабатываться одновременно. Четырёхсторонние строгальные станки по металлу могут вести обработку одновременно по всем граням полуфабриката, в то время, как двухсторонние – только с противоположных сторон. Соответственно, суппорт станков первой разновидности имеет более сложную конструкцию и предназначается для установки четырёх резцов. Односторонние станки – преимущественно малогабаритные.
- По мощности привода. Малогабаритные станки ограничены в своих функциональных возможностях, но привлекают потребителя небольшой ценой и компактностью, поэтому могут устанавливаться на небольших металлообрабатывающих производствах, или даже в частных мастерских.
- По конфигурации перемещения инструмента или стола. Для сложных траекторий производятся фасонно-строгальные станки по металлу, которые снабжаются системой ЧПУ. Они находят применение в мелкосерийном производстве, при необходимости получения на изделиях сложных плоских поверхностей. Квалификация рабочего при этом особого значения не имеет, поскольку все перемещения выполняются по заблаговременно введенным в память системы координатам.
Устройство
Для качественного выполнения возложенных на него функций, строгальные станки должны иметь в своём составе следующие узлы:
- станину;
- суппорт с одним или несколькими резцедеражателями;
- раму (на крупных станках рама имеет портальную конфигурацию, на более мелких – выполняется в виде консоли);
- механизм перемещения стола и/или суппорта;
- рабочий стол с Т-образными пазами для точного позиционирования изделия;
- электродвигатель;
- насосную станцию для подачи в зону строгания смазочно-охлаждающих сред;
- поперечины, соединяющей между собой элементы рамы и придающей ей необходимую жёсткость;
- блока управления.
Для рабочих перемещений резца в продольно-строгальных станках используется кривошипно-кулисный привод. Многочисленные варианты его настройки позволяют производить операции с металлом по вертикальным, горизонтальным и даже наклонным плоскостям.

Китайская модель станка
Изменение скорости перемещения подвижных частей производится коробкой передач, в которой имеется набор нескольких шестерённых пар. Включая (вручную, либо по программе) в работу определённую пару, получают новую скорость движения заготовки или инструмента. Выбор зависит от механических характеристик обрабатываемого металла. Для менее пластичных материалов используют силовое резание, с увеличенными скоростями подачи, а пластичные заготовки строгают с уменьшёнными скоростями, чтобы исключить налипание стружки на резец, уменьшить потери на трение и снизить температурную деформацию заготовки.
Номенклатура и обозначение
Все типоразмеры строгального оборудования входят в группу станков для обработки плоских поверхностей. При этом отдельно маркируются станки общего назначения (как поперечно-, так и продольно-строгальные), специализированные и специальные.
Общий классификационный индекс для такого оборудования включает в себя буквенно-цифровое обозначение вида ХХХХ. Первый индекс – цифра – определяет отнесение станка к определённому виду. Для рассматриваемого оборудования это всегда цифра 7. Далее следует цифра, которая указывает на тип станка:
- 1 – одностоечный продольно-строгальный;
- 2 — двухстоечный продольно-строгальный;
- 3 – поперечно-строгальный;

Схемы обработки металла строганием
Последние две цифры маркировки обозначают основной технологический параметр оборудования. Как правило, это – наибольший габарит обрабатываемого изделия в дециметрах. Например, марка 7310 будет указывать на то, что данный агрегат – поперечно-строгальный, и предназначен для обработки металла с максимальной длиной плоскости до 1000 мм. Буква в обозначении (например, 7А110) указывает на модификацию базовой модели (например, наличие гидропривода, дополнительного узла прижима и т.п.). Наличие буквы Ф в обозначении отмечает, что данное оборудование снабжено системой ЧПУ.
Строгальные валы
Строганием обрабатывают металлические и деревянные заготовки. С помощью этого процесса будущей детали придают необходимую форму и качество поверхности. Рабочие валы в строгальных станках называют строгальными валами.

Классификация строгальных валов
В строгальных станках применяются следующие виды режущих валов:
- горизонтальные верхние;
- горизонтальные нижние;
- прямые;
- валы с фасонными ножами;
- шейперные;
- секционные.
По геометрическим размерам все они делятся на две категории: тонкие и толстые. К толстым относятся валы, имеющие толщину от 8 до 12 мм. Их длина составляет от 50 до 1200 мм. Наиболее часто строгальные валы изготавливают длиной 200 мм, 400мм и ножевой вал 600 мм. Ширина варьируется от 80 до 100 мм. К тонким относятся ножи с размерами: толщина 2,5-5 мм, длинна такая же, как у предыдущих, ширина равна 40 мм.
По форме они бывают круглые и квадратные. Современные производители выпускают большое количество разновидностей строгальных ножей. Это вызвано постоянным совершенствованием технологии обработки деталей, стремлением дизайнеров создавать всё боле оригинальные конструкции, борьбой за экономию ресурсов и сокращением времени на обработку.
Самые простые имеют цилиндрическую конструкцию, в которую вмонтированы специальные ножи. Таким образом, создаётся режущий инструмент для деревообрабатывающего станка.
Секционный — конструктивно выполнен в виде отдельных секций. Такая конструкция позволяет осуществлять подачу заготовок, у которых имеется различная толщина. Подобная конструкция строгального вала значительно снижает время на обработку детали.

Шейперный вал отличается от остальных тем, что сами ножи располагаются по спирали. Кроме этого они повёрнуты на небольшой угол относительно направления оси самого вала. Применение такой конструкции позволяет обеспечить плавный вход ножей в обрабатываемую деталь. Повышается качество обрабатываемой поверхности и исключается эффект надрыва поверхности деталей.

Шейперный вал «кукуруза»
Особое место занимают строгальные валы, которые имеют наименование «кукуруза». Их конструкция достаточно многообразна. Самыми простыми являются шейперные. Они представляют собой стержень, на котором нарезано специальное сечение. С его помощью осуществляют обработку детали. Более сложные, относящиеся к классу кукуруза – это режущий инструмент наборной конструкции. Отдельные детали представляют собой резцы, расположенные таким образом, что они отдалённо напоминают кукурузный початок. Если подходить более строго к терминологии, они имеют более точное наименование — фрезы.
Сегодня многие производители ножей для рейсмусов и фуганков пытаются добиться многофункциональности, высокого качества обработки и снижения уровня шума. Так ножевой вал JET «helical» относится к категории сегментированных строгальных валов. В своём составе он имеет большое количество лезвий, выполненных из твёрдых сплавов. За счёт этого удалось добиться высокого качества обработки и существенно снизить уровень шума.

Ножевой вал JET «helical»
В этом же направлении двигались разработчики ножей «Xylent». После нескольких лет научной и экспериментальной работы им удалось создать ножи с пониженным уровнем шума. Этот вал специально был разработан для рейсмусовых, фуговальных и комбинированных станков Scm.
К высококачественным строгальным ножам профессионалы относят ножи марки Tersa (Терса). Их конструкция имеет следующую особенность. Ножи устанавливаются в специальные выемки на валу, которые крепится на шпинделе станка или в головку фрезы.

Строгальный вал Tersa
Наиболее распространёнными и относительно недорогими являются строгальные валы, которыми оснащаются деревообрабатывающие станки муравей. К этому классу относиться и строгальный вал Белмаш. Он достаточно прост и оснащён тремя ножами, но показывает достаточно неплохое качество обрабатываемых поверхностей.

Ножевой вал Белмаш
Классификация станков для обработки поверхности
Подобные станки бывают трёх видов:
- односторонние;
- двухсторонние;
- четырёхсторонние.
Однако независимо от количества обрабатываемых сторон, от которого зависит точность и качество детали, основным элементом является применяемый режущий инструмент. С его помощью на деревообрабатывающем оборудовании производят: доски высокого качества, погонажные изделия (плинтусы, наличники, паркет), элементы строительной отделки. Используя различные виды такого инструмента, с хорошо заточенными ножами можно производить конечную отделку любой поверхности (горизонтальной, вертикальной, наклонной).
При изготовлении деревянных изделий применяется более подробная классификация таких станков:
- продольно строгальные;
- поперечно строгальные;
- рейсмусовые;
- фуговальные.
На современном оборудовании часто несколько операций совмещается. Это позволяет экономить время на доведение деталей до нужного качества и сократить затраты энергии.
Практическая работа №9 "Инструмент для строгальных, долбежных и протяжных станков"

Инструкционная карта по дисциплине "Обработка металлов резанием, станки и инструменты" к практической работе №9 на тему "Инструмент для строгальных, долбежных и протяжных станков" содержит необходимые теоретические сведения, задание, контрольные вопросы.
Просмотр содержимого документа
«Практическая работа №9 "Инструмент для строгальных, долбежных и протяжных станков"»
ИНСТРУКЦИОННАЯ КАРТА №9
ПО ДИСЦИПЛИНЕ «ОБРАБОТКА МЕТАЛЛОВ РЕЗАНИЕМ, СТАНКИ И ИНСТРУМЕНТЫ»
Тема 5.1 Процессы строгания и долбления
ПРАКТИЧЕСКАЯ РАБОТА №9
Тема «Инструмент для строгальных, долбежных и протяжных станков»
Цель работы: Сформировать представление об инструментахдля строгальных, долбежных и протяжных станков.
Оборудование: Инструкционная карта, раздаточный материал, чертежный инструмент.
Литература: В.А. Гапонкин и др. Обработка резанием, металлорежущий инструмент и станки: Учебник для средних специальных заведений по машиностроительным специальностям. – М.: Машиностроение, 1990
Общие сведения
Строгальные станки предназначены для обработки резцами плоскостей и фасонных линейчатых поверхностей. Станки делятся напоперечно-строгальные, продольно-строгальные и долбежные. Первые применяют при изготовлении мелких и средних по размерам деталей, вторые - для обработки сравнительно крупных или одновременно нескольких деталей среднего размера.
Поперечно-строгальные станки. Характерным размером поперечно-строгальных станков является длина хода ползуна, которая составляет 200 — 2400 мм. Станки с большим ходом ползуна (св. 1500 мм) не имеют подвижного стола, станки с длиной хода 700—1000 мм - гидрофицированы.
Продольно-строгальные станки. Размерной характеристикой продольно-строгальных станков являются наибольшие размеры обрабатываемых деталей (ширина х длина х высота). Промышленность выпускает станки от 630 х 2000 х 550 до 5000 x 12 500 x 4500 мм. Станки размером до 1600 х 6300 х 1250 мм включительно выпускаются в одностоечном исполнении. У продольно-строгальных станков подвижной частью является стол с закрепленной на нем заготовкой. В зависимости от устройства поперечины различают одностоечные и двухстоечные станки. Первые применяют для обработки крупных деталей, ширина которых выходит за пределы расстояния между колоннами станков двухстоечного исполнения.
Долбежные станки используют для обработки шпоночных пазов, канавок, фасонных поверхностей небольшой длины. Станки имеют рабочий ход, во время которого происходит рабочий и обратный ход, когда инструмент возвращается в исходное положение. Долбежные станки выпускают с наибольшим ходом ползуна 100-1600 мм, с диаметром стола 240—1600 мм. Движение ползуна осуществляется, механическим и гидравлическим приводами. Механический привод осуществляется при помощи вращательной кулисы, приводимой, в движение в большинстве случаев от многоскоростных электродвигателей.
Инструмент и приспособления для строгальных станков
Обработка металлов на строгальных станках называется строганием. Инструментами для строгания служат резцы, подобные токарным резцам. Резцы бывают черновые и чистовые. В зависимости от условий работы и обрабатываемой поверхности используют резцы разных размеров и конструкций.
По конструкции строгальные резцы бывают прямые и с отогнутыми головками. На рисунке ниже показаны основные виды строгальных резцов, применяемых для обработки различных поверхностей.
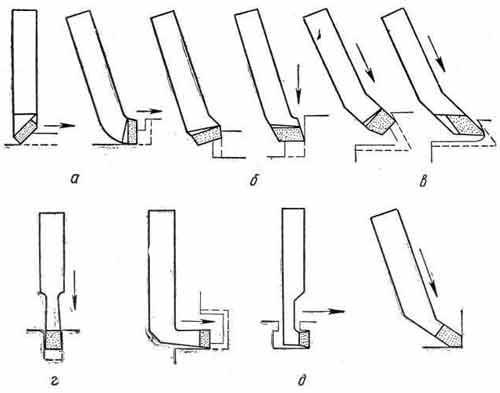
Рисунок 1 – Строгальные резцы: а — проходные; б — подрезные; в — подрезные отогнутые; г — прорезной; д — прорезные отогнутые.
В качестве приспособлений при работе на строгальных станках широко используют машинные тиски, которые бывают простые и поворотные. Наиболее распространены поворотные машинные тиски.
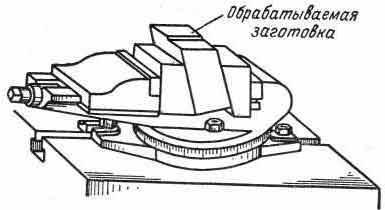
Рисунок 2 – Поворотные машинные тиски
Они удобны тем, что верхнюю часть тисков вместе с обрабатываемой заготовкой можно повернуть в горизонтальной плоскости на требуемый угол. Средние и крупные заготовки, которые нельзя закрепить в тисках, крепят непосредственно на столе при помощи планок, болтов, скоб и прихватов, струбцин и других.
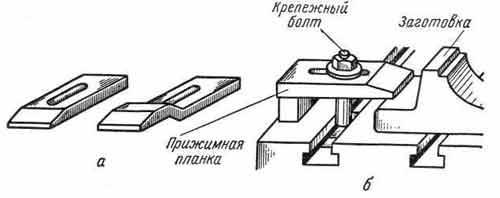
Рисунок 3 - Прижимные планки (а) и способ крепления заготовки (6)
Обработка деталей из металла на долбежном станке осуществляется за счет возвратно-поступательного движения, которое в вертикальной плоскости совершает ползун и закрепленный в нем резец. Рабочая подача заготовки осуществляется за счет движения стола, на котором она закреплена.
Долбежный станок может работать в двух основных режимах: простом и сложном. При простом режиме заготовка из металла обрабатывается в упор, и резец, перемещаясь на требуемые расстояния, создает ряд отверстий, не отличающихся своими формами и размерами. Сложный режим предполагает обработку отверстий под углом и труднодоступных поверхностей, расположенных во внутренней части заготовок. Выполнить такие операции можно только на профессиональном оборудовании. Станок, сделанный своими руками, для них не приспособлен.
Составить представление о том, как выглядят долбежные резцы для соответствующих станков, можно по фото ниже:

Рисунок 4 - Резцы долбежные
Такая технологическая операция, как протягивание, считается одним из наиболее эффективных способов обработки металлов резанием. Для ее выполнения необходимы протяжной станок и специальный инструмент, использование которого дает поверхность с шероховатостью порядка 0,32 мкм и точностью геометрических параметров, соответствующей 6 квалитету.
Протяжка – это инструмент, при помощи которого выполняется обработка металла протягиванием (одна из наиболее распространенных технологических операций по обработке металлов резанием). Такая технология применяется для деталей, используемых во многих отраслях промышленности. Протяжка состоит из множества зубьев. Каждый из них выше другого, если измерять их высоту в плоскости, перпендикулярной направлению, в котором осуществляется основное движение резки. Оснащение протяжки множеством режущих лезвий и расположение их в определенном положении позволяют использовать всего один такой инструмент для того, чтобы снимать весь необходимый объем стружки как в процессе черновой обработки поверхности, так и при ее калибровке.
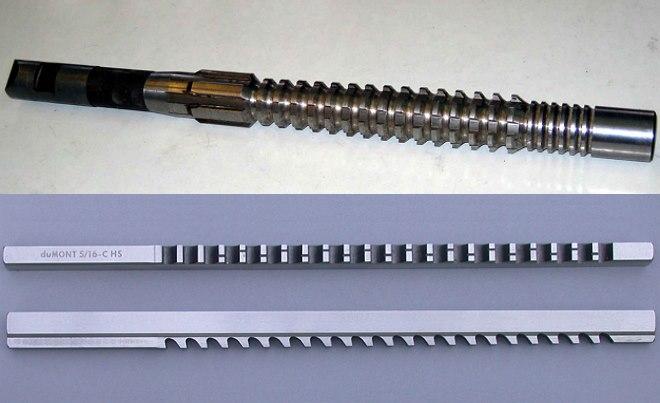
Рисунок 5 - Протяжки
Рабочая поверхность протяжек может иметь различный профиль в зависимости от назначения и типа инструмента.

Рисунок 6 - Протяжный станок
Большинство протяжных станков налаживаются под обработку однотипных деталей. Применяя протяжные станки, а также специализированный инструмент, можно обрабатывать как наружные, так и внутренние поверхности изделий различной конфигурации. При протягивании не используется движение подачи: вся обработка осуществляется за счет совершения протяжкой главного движения, которое может быть вращательным или поступательным. По похожему принципу работает инструмент для прошивания отверстий. Несмотря на всю схожесть этих технологических операций, принципиальная разница между ними заключается в том, что инструмент для прошивки работает на сжатие, а протяжка – на растяжение.
По классификационной таблице и опорному конспекту составьте схему «Станки строгальные, долбежные и протяжные».
Изучите конструкцию строгальных резцов, долбежных резцов, протяжек.
Ответьте на вопросы.
Вопросы для контроля
Как называется обработка на строгальных станках?
Что служит основным рабочим инструментом при строгании?
Какие приспособления используют при строгании?
За счет чего осуществляется обработка деталей на долбежном станке?
Что служит основным рабочим инструментом при долблении?
При помощи какого инструмента выполняется обработка металла протягиванием?
Как сделать строгальный станок по дереву своими руками
Для обработки изделий из древесины в домашних условиях лучше всего использовать собранный самостоятельно станок самодельный своими руками, который при необходимости поможет в изготовлении мебели или деревянных поделок используемых в хозяйстве. Это позволит сохранить денежные средства с учетом того, что данное оборудование применяется периодически при выполнении не больших объемов работ.

Самодельный строгальный станок
Принцип действия станка
Станок предназначен для обработки деревянных изделий. Конструктивно имеет схему, где на рабочем столе сделана специальная прорезь, в которой устанавливается рабочий вал со специальными ножами, обеспечивающими обработку деревянных изделий и имеющий привод от электродвигателя.

Конструкция строгального станка
Конструкция рабочего стола состоит из двух частей: неподвижной и подвижной. Верхняя часть стола столешница может изготовляться из листов 3 мм металла или фанеры толщиной 10-15 мм.
Неподвижная рама крепится к станине с помощью стоек, которые жестко фиксируются на раме станка.
Подвижный стол можно сделать с использованием элементов, где рамка и боковина прикреплены к столешнице. Изменение высоты стола по отношению к валу происходит за счет перемещения опорной плиты с помощью регулировочных винтов.
Деревянная заготовка при обработке регулируется с помощью направляющих, которые позволяют менять уклон стола.
За счет изменения положения столешницы регулируется толщина срезаемого слоя заготовки, согласно заданным размерам.
Станок можно сделать с одной или двумя обрабатывающими поверхностями и производить одностороннюю или двухстороннюю обработку поверхности древесины. Необходимо также учитывать, что ножи на вал могут монтироваться двух типов:
Однокромочные ножи в процессе работы требуют периодической регулировки для соблюдения точности и частоты обработки заготовок.

Самодельный рейсмусовый станок
Собираем станок своими руками
Для сборки станка своими руками необходимо исполнить чертеж с указанием всех размеров и выполнить целый ряд работ. Для использования в домашних условиях более удобен небольшой компактный аппарат по возможности оснащенной как можно большим количеством функций.
Предварительно подготовленный чертеж поможет избежать ошибок, которые часто допускаются при самостоятельном изготовлении строгального станка своими руками.
Для изготовления строгального станка своими руками могут потребоваться комплектующие:
- электрорубанок;
- шкивы;
- электродвигатель;
- привод;
- блок управления;
- рабочий вал с фрезами;
- электропроводка;
- листовой металл 3 мм;
- уголок, трубы;
- фанера 10-15 мм;
- доски строганные;
- набор крепежных болтов и гаек;
- саморезы.
Станок самодельный своими руками можно сделать, используя 2 варианта конструкции (чертеж):
- на основе электрорубанка;
- по традиционной схеме (вал имеет привод от электродвигателя).
Предварительно необходимо разработать чертеж для каждой схемы и принять окончательное решение с учетом преимуществ и наличия, комплектующих для сборки строгального станка своими руками.
Производим работы по изготовлению отдельных деталей и сборку оборудования (по чертежу):
- Изготавливаем станину, которую можно собрать из металлических труб, соединив отдельные части с помощью сварки или из деревянных брусков, с соблюдением требований к прочности конструкции.
- Сверху на станину устанавливаем рабочий стол, изготовленный из фанеры с пропилом для монтажа рубанка.
- Монтируем дополнительно 2 листа фанеры, которые будут выполнять функцию ограничивающих плит — передней и задней.
- Устанавливаем электрорубанок ножом вверх и жестко его фиксируем.
- Крепим крепежные болты с приспособлениями для регулировки положения электрорубанка относительно рабочей поверхности стола.
- Производим монтаж регулировочного упора изготовленного из фанеры.
Характеристика оборудования строгального станка
Для изготовления аппарата необходимо специальное оборудование:
- Электродвигатель мощностью 0.85-1.5 кВт со скоростью вращения вала 1500-3000 об/мин.
- Электрорубанок позволяющий обрабатывать деревянные заготовки шириной до 250 мм, длиной от 100 до 6000 мм.
- Рабочий стол, изготовленный из фанеры 10-15 мм или листового металла 3 мм.
- Набора шкивов с помощью смены, которых можно менять скорость вращения вала.
- Аппарат может оснащаться механизмом, обеспечивающим возвратно-поступательное движение стола с закрепленной заготовкой и поступательное движение резца в вертикальном или горизонтальном положении.

Конструкция самодельного строгального станка (с использованием чертежа) должна быть выполнена с соблюдением технологических норм для станочного парка по дереву и отвечать всем требованиям по технике безопасности.
Читайте также: