Инструмент для завальцовки металла
Обновлено: 12.05.2024
Вальцовка, или вальцевание, как еще называют эту технологическую операцию, подразумевает пластическую деформацию металлических заготовок для формирования из них изделий требуемой конфигурации. При этом может выполняться как вальцовка труб (для изменения формы их поперечного сечения), так и обработка листового металла, в процессе которой создаются изделия цилиндрической, конической и овальной конфигурации.

Формовка профиля на трехвалковом станке
Вальцовка выполняется на специальном оборудовании, оснащенном валками, которые и отвечают за пластическую деформацию заготовок из металла в нужном направлении, поэтому данная технологическая операция и получила такое название.
Проходя прокатку между вальцами, размеры и расстояние между которыми подбираются в зависимости от геометрических параметров заготовки и готового изделия, обрабатываемая деталь приобретает требуемые размеры и форму. В отдельных случаях вальцевание металла может предполагать не только прокатку заготовок из него, но и их ковку.
Вальцевать можно не только заготовки, изготовленные из металла, но и изделия из полимерных материалов и резиновых смесей, которые также отличаются высокой пластичностью. Если говорить о металле, то вальцовке можно подвергать заготовки, изготовленные из:
- отдельных марок нержавеющей стали;
- меди, алюминия и сплавов данных металлов;
- углеродистых стальных сплавов;
- оцинкованной стали.
Кроме вальцовки, различают такие технологические операции, как развальцовка и завальцовка кромок, в результате которых пластической деформации (и, соответственно, изменению геометрической формы) подвергаются концы трубок, изготовленных из различных металлов. Для этого используется инструмент, в конструкции которого вальцы могут отсутствовать. С помощью развальцовки и завальцовки выполняется подготовка концов трубок для их дальнейшего соединения. Рабочие вальцы миниатюрного размера можно увидеть в инструменте, который используется для завальцовки трубы, то есть уменьшения ее изначального диаметра.
Завальцевать трубу можно и с помощью токарного станка. Видео с примером выполнения такой операции можно посмотреть ниже.
Основные инструменты
Хотя это и не совсем верно, под понятием вальцовки металла часто подразумевают целый перечень технологических операций, при помощи которых осуществляют изменение формы металлической заготовки. К таким операциям, в частности, относятся:
- формирование из узкой металлической полосы трубного изделия круглого, квадратного или прямоугольного профиля (при помощи данного метода производят трубопрокат сварного типа; по похожей технологии выполняется вальцовка металлического уголка);
- изменение формы поперечного сечения, наружного диаметра и толщины стенок готового трубного изделия – вальцовка труб (по такой технологии обработке могут подвергаться как бесшовные, так и сварные трубные изделия);
- формирование на отдельных участках трубного изделия изгибов с требуемыми параметрами – гибка труб;
- изготовление из листового металла изделий цилиндрической (вальцовка обечаек), конической (вальцовка конусов) и овальной формы;
- увеличение диаметра (расширение) обрезанного конца металлической трубы – развальцовка (при помощи данной технологии выполняется подготовка металлических изделий к их соединению между собой; в частности, именно таким образом подготавливают к монтажу трубки для кондиционеров);
- уменьшение диаметра (сужение) обрезанного конца трубного изделия – завальцовка труб.

Вальцовка профильной трубы на трубогибочном станке
Для завальцовки мягких медных трубок могут быть использованы обычные клещи, а для их развальцовки – инструмент, рабочим органом которого является конусный элемент, разжимающий конец трубы на требуемую величину. На самом деле называться вальцовкой могут только те технологические операции, которые выполняются при помощи оборудования и инструмента, в конструкции которых присутствуют вальцы.
В зависимости от типа заготовки и результата, которого необходимо добиться, для выполнения вальцовки может использоваться различное оборудование и инструменты, которые чаще всего являются достаточно универсальными.

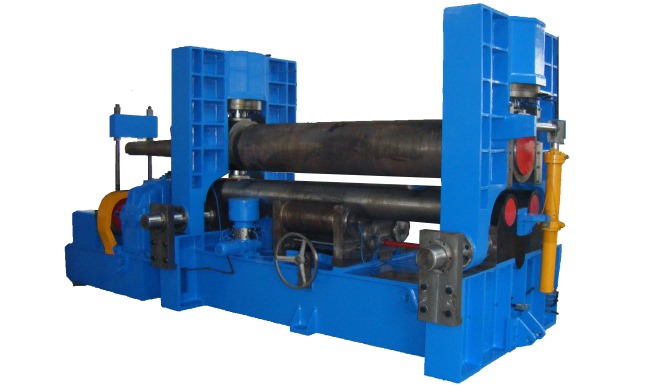
Промышленная вальцовочная машина способна изгибать листовой материал больших размеров с высокой точностью
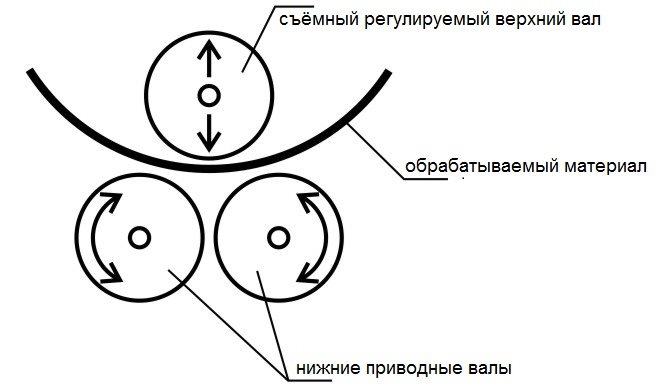
Процесс вальцевания металлических листов, в результате которого из них формируют изделия цилиндрической, конической или овальной формы, осуществляется на специальном оборудовании, оснащенном двумя, тремя или даже четырьмя рабочими валками. Обработка на станке трехвалкового типа заключается в том, что металлический лист, прижимаясь к двум вращающимся нижним валкам третьим – упорным, также начинает вращаться вокруг него, постепенно превращаясь в изделие цилиндрической формы. Регулировать радиус изгиба металлического листа при вальцовке позволяет подбор валков соответствующего диаметра, а также расстояния между нижними рабочими элементами. Поскольку валки в процессе работы испытывают значительные механические нагрузки, для их изготовления используют высокопрочные сорта стальных сплавов.
Для гибки труб, которую часто называют вальцовкой, применяется оборудование, также оснащенное системой валков. Огибаясь вокруг рабочих валков в процессе вращения, изделие приобретает требуемый угол или радиус изгиба. На таком оборудовании, которое отличается высокой универсальностью, можно также выполнять вальцовку уголка.

Станок трехвалковый предназначен для вальцовки профильных труб по дуге любого радиуса
Назначение и методы
Обработка трубопроката методом вальцовки, как уже говорилось выше, может выполняться с целью изменения формы профиля поперечного сечения, а также для того, чтобы изменить начальные параметры готовой трубы – наружный и внутренний диаметры, толщину стенки, форму конечной части. Для изменения формы поперечного сечения выполняют прокатку через систему валков специального оборудования, которые, оказывая значительное давление на стенки трубы, формируют требуемый профиль.

В предназначенном для вальцовки оборудовании используются различные типы валков, которые формируют заданную форму и определенный размер заготовки
Если для расширения конечной части мягких трубок для кондиционеров эффективны простейшие приспособления, то для вальцовки трубных изделий, изготовленных из стальных сплавов, необходимо применение специальных инструментов. Последние в зависимости от параметров и материала изготовления трубопроката, который необходимо подвергнуть вальцовке, делятся на следующие категории:
- Т – для обработки труб с внутренним диаметром в диапазоне 5,6–12,5 мм (особенностью инструмента данной серии является то, что с его помощью вальцевать можно на ограниченную глубину);
- СТ – для вальцовки сварных изделий, внутренний диаметр которых находится в интервале 6–11 мм (также имеет ограниченную глубину вальцевания);
- Р – для обработки трубопроката диаметром 1,2–4 см (максимальная величина развальцовки при использовании такого инструмента составляет 4,87 см);
- РТ – для работы с трубами диаметром 0,55–1,15 см (при этом увеличиваться внутренний диаметр изделия может до 1,29 см);
- СР – для вальцовки на более значительную глубину (максимальная величина развальцовки инструментами данной серии составляет 3,23 см);
- 5Р – для обработки тонкостенного трубопроката из нержавеющих стальных сплавов.

Фотографии некоторых моделей инструмента для развальцовки
На современном рынке представлено еще несколько серий инструмента для вальцовки, но мы перечислили наиболее популярные из них.
Специализированный инструмент для выполнения развальцовки труб чаще всего используется при монтаже теплообменников, в которых устанавливаются трубные решетки. Рабочий орган такого приспособления, который и оказывает механическое воздействие на стенки трубы, подвергается специальной обработке, позволяющей наделить его высокой прочностью.
Развальцовка труб при монтаже теплообменного оборудования
Монтаж труб в теплообменных системах, выполняемый при помощи вальцовочной операции, является достаточно распространенной процедурой, поэтому лучше познакомиться с ней более подробно. Использование такой технологии и качественного инструмента позволяет получить надежные соединения труб со стенками отверстий, выполненных в трубном барабане.
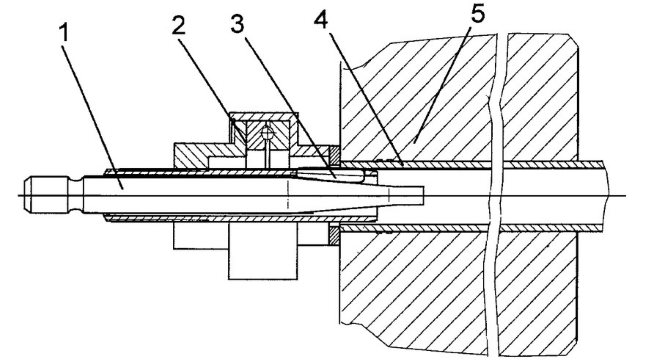
Схема вальцовки трубы роликовым инструментом: 1 – веретено с рабочим конусом; 2 – обойма с подшипником; 3 – ролики; 4 – труба; 5 – решетка трубная
Итак, необходимо выполнить следующие действия.
- Отрезок трубы устанавливают в отверстие, диаметр которого меньше, чем ее наружный диаметр.
- Рабочий орган инструмента вводят во внутреннюю часть трубы и начинают выполнять ее расширение. Ее диаметр под действием пластической деформации начинает увеличиваться, и зазор между ее наружной стенкой и стенкой отверстия, в которое она вставлена, исчезает. После выборки зазора деформироваться начинают и стенки отверстия в трубном барабане, на которые оказывает давление расширяющаяся труба. Таким образом, формируется плотное и надежное соединение.
- Когда вальцуешь при помощи такого инструмента, следует быть очень аккуратным и следить за тем, чтобы стенки трубы под воздействием значительного давления не разрушились. Это может произойти, если ее диаметр увеличивается выше допустимого технологией предела. Избежать таких негативных последствий позволяет не только строгое следование технологическим рекомендациям, но и правильный выбор инструмента.
Итак, под вальцовкой подразумевается достаточно большой перечень технологических операций, для качественного выполнения которых необходимо правильно подбирать соответствующие инструменты и оборудование.
Вальцовка листового металла и изготовление вальцов своими руками
Такая технологическая операция, как вальцовка листового металла, остается распространенной уже на протяжении достаточно продолжительного времени. Конечно, вальцы, используемые для обработки листового металла, с момента своего изобретения претерпели серьезные изменения, но принцип их действия практически не изменился. Развитие современных технологий привело к тому, что сегодня на рынке можно без особых проблем найти оборудование, позволяющее выполнять такую сложную технологическую операцию, как вальцевание, даже в домашних условиях.

Вальцовка листового металла на электромеханическом станке
Особенности технологии
Вальцевание, которому могут подвергаться изделия не только из металла, но и из других пластичных материалов (резина, пластик и др.), представляет собой процесс, необходимый для придания листовым заготовкам требуемой конфигурации. Несмотря на то, что наиболее распространенной является вальцовка листового металла, подвергаться такой технологической операции может и трубопрокатная продукция.
При этом используется специальное оборудование, основными рабочими элементами которого являются валы, воздействующие на заготовку из листового проката. Если необходимо придать ей цилиндрическую форму, технологическая операция носит название вальцовки (или вальцевания). Когда же требуется увеличить диаметр трубы, процедуру называют развальцовкой.
Принцип работы 3-х валкового листогибочного станка
На промышленных предприятиях для выполнения операций вальцовки или развальцовки используют оборудование с электрическим или гидравлическим приводами, а в домашних условиях для этого применяют станки с ручным приводом, которые могут быть как серийными, так и самодельными. Высокой популярности таких технологических операций, как вальцевание и развальцовка, предполагающих деформирование металла в холодном состоянии, способствует несколько факторов.
- Сталь или другой металл, из которого изготовлены обрабатываемые изделия, не подвергаются температурному воздействию и, соответственно, не изменяют своих первоначальных характеристик.
- В структуре материала, который подвергнут такой обработке, не образуются внутренние трещины.
- Обрабатываемое изделие деформируется равномерно по всей своей поверхности.
- При помощи холодного деформирования, процесс которого можно контролировать, изготавливают изделия с максимально точными геометрическими параметрами.
Благодаря перечисленным преимуществам с помощью этих технологических операций выполняют обработку не только крупногабаритных, но и миниатюрных изделий из стали и других металлов (таких, например, как детали ювелирных украшений).
Используемое оборудование
Оборудование, которое используется для вальцевания, отличается не только своей универсальностью, но и простотой конструкции, поэтому его несложно изготовить своими руками. Конечно, самодельные станки для вальцевания оптимально подходят для домашнего использования, а для оснащения производственного цеха, где нагрузка на такое оборудование достаточно велика, лучше всего приобретать серийные модели вальцов, представленные на современном рынке в большом разнообразии.
Как серийные, так и самодельные модели станков, при помощи которых осуществляется вальцевание, работают по принципу обкатки листового материала вокруг основного валка, расположенного сверху. В таком процессе принимают участие и боковые валки, которые можно перемещать, регулируя тем самым диаметр формируемой обечайки.

Валки этого станка вращаются вручную, а приближение верхнего ролика производится с помощью двух рукояток
Важными характеристиками вальцов является радиус их рабочих элементов – валков, а также наибольшая толщина и ширина обрабатываемой детали. Радиус валков, в частности, оказывает влияние на такой параметр, как минимальный радиус изгиба заготовки. Чем валки больше в своем диаметре, тем, соответственно, больше значение минимального радиуса изгиба заготовки из листового металла. На величину минимального радиуса изгиба также оказывает влияние и толщина самого листа. Как правило, для вальцов минимальный радиус изгиба листовой заготовки должен быть 5-10-кратным ее толщине.
С учетом высоких нагрузок, которые испытывают в процессе работы валки, для их изготовления используют только высокопрочную сталь, что позволяет значительно улучшить их эксплуатационные характеристики. По количеству рабочих элементов различают двух-, трех- и четырехвалковые станки, причем наиболее популярными являются два последних вида.
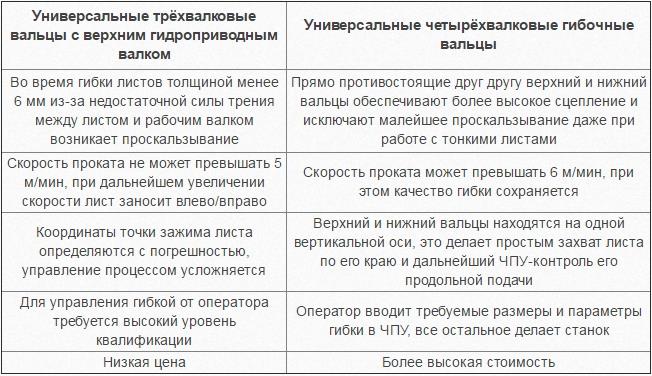
Основные различия между 3-х и 4-х валковыми станками
Вальцы листогибочные 3-х валковые, рабочие элементы которых могут располагаться симметрично и ассиметрично, хотя и отличаются приемлемой ценой, обладают такими недостатками, как:
- невысокая скорость вальцевания (не более 5 м/мин);
- сложность выполнения обработки заготовок толщиной менее 6 мм, которые могут просто проскальзывать между валками;
- отсутствие точных координат у точки зажима обрабатываемого изделия.
Всех подобных недостатков лишены вальцы, на которых установлен дополнительный – четвертый – вал. За счет надежного зажима листовая заготовка из металла в процессе обработки не проскальзывает между валками. При этом обеспечивается высокая скорость вальцевания – 6 м/мин и более.
Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические заготовки
Вальцы данного типа, как правило, оснащаются автоматизированными системами управления, что положительно сказывается не только на их производительности, но и на точности выполняемой обработки. Большим и, пожалуй, единственным минусом такого устройства является его высокая стоимость.
Классификация вальцов по типу привода
По типу используемого привода оборудование для вальцовки заготовок из листового металла делят на следующие категории:
- ручное;
- электрическое;
- гидравлическое.
Наиболее простыми по конструкции являются вальцы с ручным приводом, именно их домашние мастера чаще всего собирают своими руками для собственных нужд.

На простых трехвалковых вальцах зажим заготовки, вращение валов и формирование радиуса загиба выполняется вручную
Значимыми преимуществами такого устройства, которое не требует никакого дополнительного питания для своей работы, являются:
- компактность и, соответственно, высокая мобильность;
- надежность;
- простота эксплуатации и обслуживания;
- невысокая стоимость (особенно в том случае, если вальцы собраны своими руками).
Из минусов станков данного типа следует отметить:
- невысокую производительность;
- невозможность, особенно в случае с самодельными станками, выполнять вальцевание изделий из листового металла большой толщины (более 2 мм);
- необходимость приложения значительных физических усилий для гибки листовых заготовок из стали.

Электромеханические двухсторонние вальцы с программным управлением
Более производительными и эффективными в работе являются станки, оснащенные электрическим приводом. Конечно, их стоимость, даже если они изготовлены своими руками, выше, чем цена ручных вальцов, зато они позволяют обрабатывать листовые изделия значительной толщины.
Самыми мощными являются вальцы, работающие от гидравлического привода. Возможности таких станков, которые отличаются большими габаритами, позволяют успешно выполнять вальцевание листовых заготовок из металла даже очень значительной толщины. Устройства данного типа, как правило, устанавливаются на промышленных предприятиях, где к мощности, надежности и функциональности оборудования предъявляются высокие требования.
Промышленные вальцы с гидравлическим приводом
Изготовление листогибочных вальцов своими руками
Благодаря простоте конструкции ручных вальцов изготовить их своими руками несложно. Естественно, чтобы собрать работоспособный самодельный станок, на котором будет выполняться обработка листового металла, надо обладать определенными навыками и иметь в своем распоряжении все необходимые инструменты и расходные материалы. Кроме знакомства с рекомендациями по выполнению такой процедуры, желательно посмотреть и видео на данную тему.
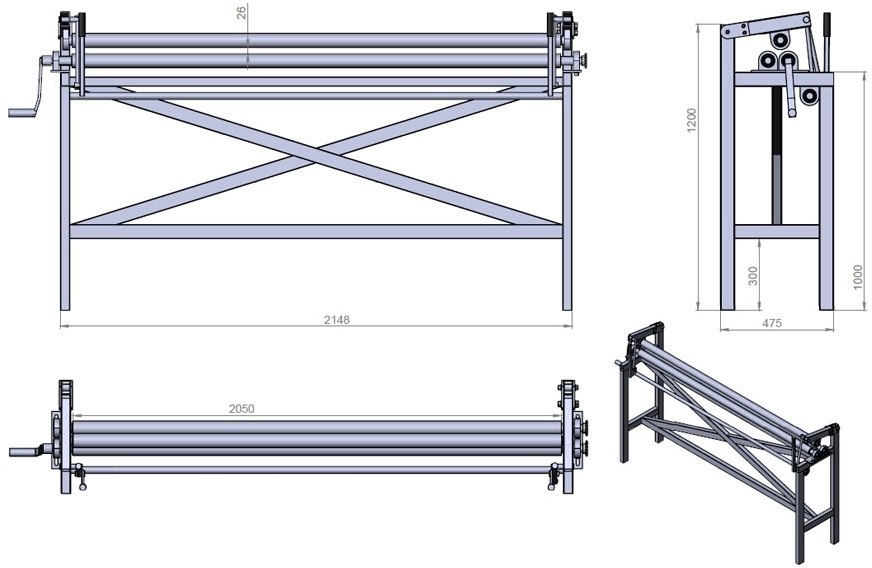
Чертеж самодельных ручных вальцов для прокатки широких заготовок (нажмите для увеличения)
Первое, что вам потребуется для изготовления своими руками вальцов, – это чертежи, которые можно найти в интернете или составить самостоятельно. Сделав чертежи, можно приступать к подготовке материалов и сборке конструктивных узлов, из которых будет состоять ваш самодельный станок. К таким узлам, в частности, относятся:
- рама вальцов, на которой фиксируются все остальные их элементы;
- боковые стойки, в подшипниковые узлы которых будут устанавливаться валки;
- непосредственно сами валки, изготовленные из высокопрочной стали (количество и диаметры данных элементов зависят от того, какими техническими возможностями вы хотите наделить свое устройство);
- рукоятка, которая будет приводить во вращение нижние валки;
- приводной узел (цепной или зубчатый), обеспечивающий синхронное вращение нижних валков (следует иметь в виду, что вращаться такие валки должны в одну сторону);
- нажимной узел пружинного типа, за счет которого обеспечивается прижатие верхнего валка к поверхности листовой заготовки из металла.
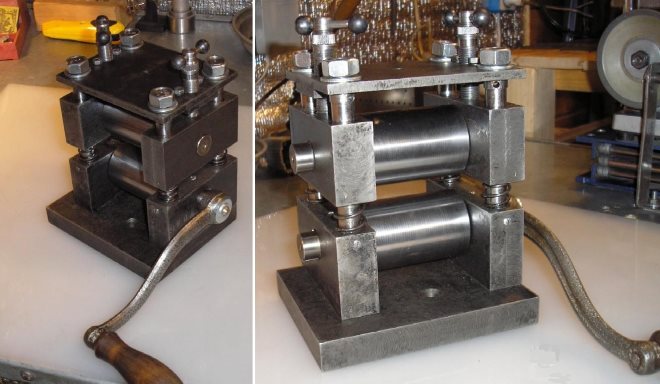
Компактные самодельные вальцы для обработки узких заготовок
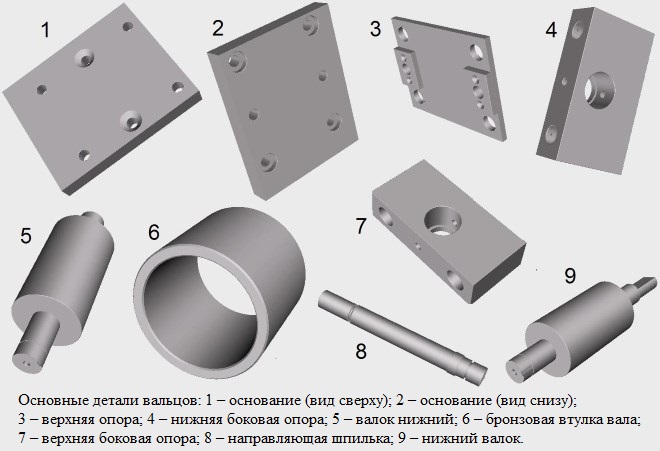
Основные детали компактных вальцов
Сборка вальцов начинается с изготовления рамы, которую можно сварить своими руками из стальных заготовок большой толщины. Размеры данного элемента, естественно, необходимо сверять с имеющимся у вас чертежом. В качестве боковых стоек, которые также при помощи сварки фиксируются на раме, можно использовать мощные швеллеры из низкоуглеродистой стали.
Элементы приводного узла фиксируются на одной из стоек, для чего на ней предусматриваются специальные отверстия. После того как боковые стойки с приводным узлом полностью смонтированы, в их подшипниковые узлы устанавливаются сами валки, которые необходимо выставить на параллельность и только после этого выполнять окончательную фиксацию всех остальных узлов.

Вариант листогибочных вальцов, изготовленных своими руками
Перед началом работы на станке, который вы собрали своими руками, следует выполнить на нем пробную гибку, чтобы сразу обнаружить все имеющиеся недостатки и устранить их.
Выяснить, как правильно работать с вальцами, вам может помочь видео, но, в сущности, этот процесс не представляет больших сложностей. Вальцевание, на каком бы оборудовании оно ни выполнялось, осуществляется в следующей последовательности.
Развальцовка труб: тонкости технологии и основные инструменты
Специалистам часто приходится изменять как конфигурацию, так и другие геометрические параметры трубопроката для решения различных задач. Чаще всего для изменения формы и размеров трубного изделия используется такая технологическая операция, как развальцовка. Следует иметь в виду, что данная операция в корне отличается от той, которую называют вальцовкой, причем различия эти существенны.
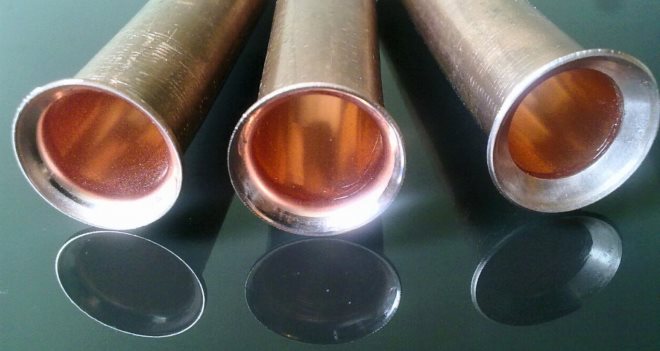
Концы этих медных труб развальцованы: расширены до определенной формы и подготовлены для соединения
Развальцовка и вальцовка
Прежде всего, следует понимать, что развальцовка труб не может называться вальцовкой, так как суть у этих технологических операций совершенно разная.
- Вальцовка, для выполнения которой используется специальный вальцеватель (станок, оснащенный рабочими валками), – это технологическая операция, в процессе которой осуществляется деформирование листового проката или металлической трубы в радиальном направлении. При помощи такой операции, в частности, из листового металла формируют изделия цилиндрической или конической формы, а также изготавливают из круглого трубопроката изделия с другой формой поперечного сечения.
- Инструмент для развальцовки не содержит в своей конструкции рабочих валков, а суть самой процедуры заключается в том, что пластической деформации подвергается только конец трубы, при этом его внутренний и наружный диаметры увеличиваются до требуемых параметров. Необходимость в выполнении такой операции чаще всего возникает в тех случаях, когда два отрезка трубы требуется надежно соединить между собой.

Разновидности развальцовки трубок
Чтобы получить надежное и герметичное соединение двух труб, используют различные методы – пайку, применение накидных муфт и других фитинговых элементов и т.д. В некоторых из таких случаев (в частности, при пайке и использовании накидных муфт) концы трубных изделий необходимо расширить. Для выполнения этой процедуры и требуется развальцовщик.
Многие домашние мастера под развальцовкой подразумевают и другие технологические операции, целью которых также является пластическая деформация отдельного участка трубного изделия. Сюда можно отнести, например, завальцовку и гибку.
- Завальцовка – процедура, подразумевающая не расширение, а сужение края трубы. При этом используется метод простого обжатия, для чего применяют обычные клещи или миниатюрные вальцы. Необходимость в выполнении такой операции возникает в тех случаях, когда на конце трубы надо нарезать резьбу, используя для этого ручной инструмент.
- Гибка – технологическая операция, для выполнения которой используются специальные устройства с рабочими вальцами и которую часто также называют развальцовкой, хотя это в корне неправильно. Целью гибки, которой могут подвергаться как мягкие медные трубки, так и трубопрокат из стали и других металлов, является не расширение, а изгиб отдельной части изделия под требуемым углом.
Таким образом, под вальцовкой и развальцовкой следует понимать совершенно разные технологические операции.

Развальцовка трубок в процессе установки кондиционера
Как развальцевать трубу
Задаваясь вопросом о том, как развальцевать трубу, следует иметь в виду, что подвергаться такой процедуре могут только изделия, изготовленные из достаточно пластичного материала. Сюда, в частности, можно отнести мягкие трубки из меди и алюминиевых сплавов, а также из отдельных марок нержавейки. Для выполнения такой технологической операции может быть использован как серийно изготовленный развальцовщик, так и самодельное устройство. Между тем развальцовка стальных труб большого диаметра или изделий, изготовленных из другого металла, должна выполняться с применением профессионального оборудования.
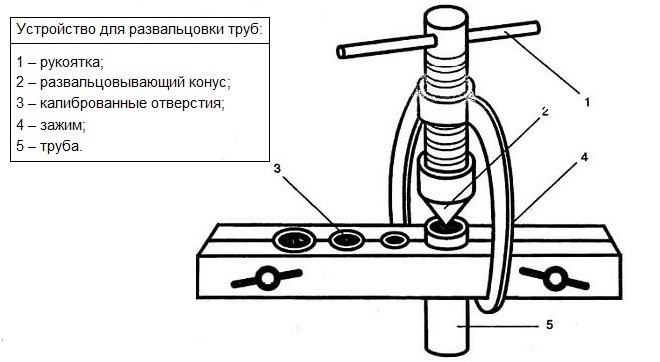
Приспособление для развальцовки труб
Как же развальцовывать трубы в домашних условиях? Развальцовке в таких ситуациях чаще всего подвергаются трубки из меди и других мягких металлов, но вне зависимости от материала изготовления изделий такая технологическая операция выполняется в следующей последовательности:
- Конец трубы тщательно зачищают, с его поверхности удаляют заусеницы.
- Затем на него устанавливают специальную муфту и помещают в приспособление для развальцовки.
- Если для выполнения развальцовки используется развальцовщик ручного типа, то процесс ее выполнения выглядит следующим образом: при завинчивании винта конус развальцовывающего устройства, оказывая механическое воздействие на внутреннюю поверхность трубы, деформирует ее.
- После того как конец трубки принимает воронкообразную форму с углом скоса, равным примерно 45°, приспособление для развальцовки снимают.
- Разъемную муфту, которая предварительно была надета на трубку, перемещают к ее торцу и закручивают гайку.
В том случае, если развальцовщик применяется для подготовки трубок к пайке, резьбовая разъемная муфта не используется.
Инструменты и приспособления
Для развальцовки трубок в зависимости от материала их изготовления могут быть использованы различные приспособления. Если необходим развальцовщик для обработки трубок из меди, то для этого вполне подойдет и самодельное устройство для развальцовки трубок.
В случае развальцовки медных трубок своими руками требуется не столько сила воздействия, сколько аккуратность. Формируемая при выполнении такой процедуры воронка на конце медной трубы должна быть без дефектов, перекосов и сколов.
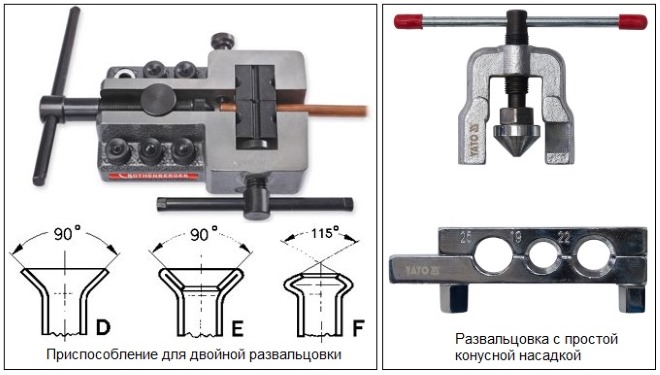
Разновидности ручных приспособлений для развальцовки
Для выполнения развальцовки может использоваться и изготовленный своими руками инструмент. Перечислим приспособления, требующиеся в таких случаях чаще всего:
- устройство, конструкция которого состоит из двух частей – фиксатора, которым обеспечивается удерживание трубки определенного диаметра, а также конуса, соединенного с винтом (фиксатор представляет собой металлическую пластину, в которой выполнены отверстия различного диаметра);
- экстендер – это устройство рычажного типа, рабочим органом которого является регулируемая расширительная головка для обработки труб различного диаметра (разводные лапки такого устройства, которое фиксируется в определенном положении, воздействуют на внутренние стенки трубы, растягивая их).
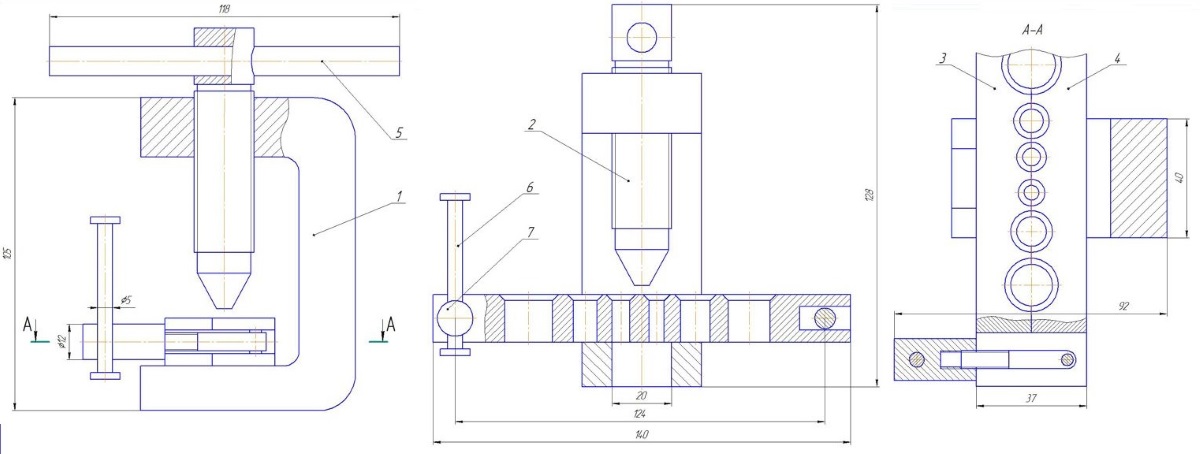
Чертеж самодельного приспособления для развальцовки трубок (нажмите для увеличения)
Ручное приспособление для развальцовки следует использовать максимально аккуратно, в противном случае у обрабатываемой трубы могут сформироваться стенки различной толщины.
Профессиональное приспособление для развальцовки – это устройство, оснащенное электрическим приводом. Рабочая головка такого устройства, выполненная в форме конуса, прокатывается по внутренней поверхности трубы, пока изделие не приобретет требуемую форму и не достигнет заданных геометрических параметров.
При использовании таких устройств для развальцовки удается добиться более высокой равномерности толщины стенок и симметричности геометрических параметров трубных изделий.
Вальцы для листового металла
Вальцы для обработки листового металла были изобретены достаточно давно, и с тех пор их конструкция претерпела целый ряд различных изменений. Неизменным остался только принцип работы. На сегодня пользователь без особых проблем может найти всё необходимое для работы с листовым металлом не только в производстве, но и для домашней мастерской.


Вальцовка, или вальцевание, – работа, в ходе которой листовые заготовки приобретают необходимую в соответствии с задачей форму. Работа, строго говоря, идет не только с металлом. В качестве материала может послужить любой пластичный материал, начиная от резины и пластика и заканчивая железом или алюминием. Разного рода трубопрокатные изделия тоже подвергаются такой обработке.
Для того чтобы обработать профлист, используется специальное оборудование. Исходя из названия, легко можно сделать вывод, что основную роль в конструкции играют несколько валов. Процесс придания формы конуса или цилиндра в целом и называется вальцовкой. Если, например, нужно увеличить диаметр трубы в ширину без потери качества, тогда операция называется развальцовкой, но суть от этого изменится мало.


Оборудование для обработки оцинкованного листа металла на производстве обычно имеет электрический или гидравлический привод.
Для домашней мастерской будет достаточно и ручного. При правильном подходе устройство можно собрать и самостоятельно, работать оно будет с ничуть не меньшей эффективностью, чем его заводские аналоги. Это специальное оборудование для работы с металлом в холодном состоянии, объяснений его эффективности существует несколько.
- В процессе металл не меняет своей температуры, а значит, сохраняет все свои первоначальные технические характеристики неизменными.
- Структура не подвергается серьезным изменениям, помимо внешней деформации. Не образуется никаких дыр и трещин в заготовках.
- Работа идет равномерно по всей поверхности изделия. Расчет толщины и радиуса воздействия учитывается заранее.
- Процесс легко можно контролировать на всех этапах.



Благодаря точности обработки изделий можно работать с заданными геометрическими параметрами, не теряя ни миллиметра. Детали и габариты изделий в конечном итоге могут быть диаметрально разными, начиная от стальной заготовки и заканчивая частью небольшого ювелирного украшения.
Виды вальцов для листового металла
Листоправильные станки для работы с металлическими заготовками могут быть разными, сфера их применения зависит от технических характеристик и спектра предполагаемых к решению задач:
- размеры и диаметр валов зависят от типа конструкции, в зависимости от этого будет меняться радиус возможного сгиба;
- длина валов определяет ширину заготовки, с которой можно работать за один раз;
- привод определяет толщину изделий, пригодных к обработке.
Многое будет зависеть и от конструкционных особенностей станков.


Например, для работы с изделиями необычных форм напрямую влияет возможность рабочих валов менять положение. Так что два одинаковых станка одной и той же фирмы могут быть диаметрально разными.
Станки разделяются между собой в зависимости от технологических возможностей и технических характеристик. Станки для работы с металлом можно разделить на несколько основных категорий:
- двухвалковые;
- трехвалковые;
- четырехвалковые.



Первый тип самый простой. Основу их конструкции составляют два рабочих вала и жесткий каркас, валы располагаются параллельно друг под другом. Тот, что находится сверху, всегда вдвое меньше размером. Предпочтительнее в качестве материала для него использовать сталь.
Заготовка прижимается нижним валом и прокручивается, что и придает изделию нужную форму. Возможности сгиба металла формируются в зависимости от характера вращения валов, именно поэтому два одинаковых станка могут отличаться друг от друга с точки зрения эффективности. Регулируется станок механически, так что радиус изделия можно выставить заранее.
Чаще на таком станке обрабатываются цилиндрические конструкции, нежели конусные.
Второй тип можно разделить на симметричные и асимметричные. В работе предусматривается принцип обката листа заготовки вокруг одного из валов, который является основным в конструкции.
Электромеханические станки с тремя валами иногда носят название силовые, они более массивны по своей конструкции и имеют более высокий предел прочности в отличие от ручного привода. На таком оборудовании можно изготавливать изделия в масштабах промышленности. Для домашних мастерских такие конструкции подойдут для обработки меди или алюминия толщиной до 4 мм.
Четырехвалковые вальцовочные станки в конструкции предусматривают еще один вал в самом низу, который облегчает сгиб металла. Именно такой станок чаще всего используется для промышленной обработки. Здесь толщина заготовок может достигать 75 мм, форма может быть простой или геометрически сложной – точно воспроизвести получится одинаково и то и другое.
Числовое управление облегчает настройку и регулировку некоторых параметров в процессе производства изделия.
Это во всех отношениях профессиональный инструмент для работы с металлом.
Классификация оборудования по типу привода
Соответственно количеству валов каждый станок имеет свои конструкционные особенности и сложности. Также листогибочное оборудование можно разделить на категории и по типу привода:
- механические – ручной привод;
- электромеханические – в комплекте часто присутствует вычислительный блок ЧПУ;
- гидравлические.



Ручное
Ручной привод самый простой, здесь для обработки потребуется прикладывать определенное физическое усилие. Обычно это конструкция с двумя валами и жестким каркасом. Работать можно в домашней мастерской с максимальным комфортом из-за компактности этих моделей, но спектр задач у них достаточно узкий.
Электрическое
Электрический привод имеет в конструкции вычислительный блок, что может помочь автоматизировать часть операций и работать с более высоким уровнем точности. Спектр задач у таких моделей, как и сфера применения, значительно шире.
Гидравлическое
Гидравлические вальцы – очень габаритное оборудование, которое отличается и более высокими техническими характеристиками. Соответственно, оно имеет и широкий спектр задач. Это станки, предназначенные в основном для промышленных предприятий или достаточно большой домашней мастерской, чтобы была возможность вместить их и окупить производственные затраты.
Обзор современных моделей
«ВЭТ-1500» – одна из самых популярных недорогих моделей станков. Такие станки имеют широкий рабочий диапазон, на рынке представлены различные варианты готовых конструкций. Для домашней мастерской на первых этапах подойдут двухвалковые гидравлические станки, они с лихвой позволят реализовать широкий диапазон любительских и профессиональных задач в домашних условиях.
Вес и габариты такого станка минимальны, что дает ещё один плюс в пользу покупки этого устройства для дома.
Еще одним брендом, на который стоит обратить внимание, является DEGstm. Это иностранная фирма по производству станков самого разнообразного калибра, которая уже успела зарекомендовать себя качественными изделиями. Например, их четырехвалковые гидравлические станки могут обрабатывать заготовки длиной до 3100 мм включительно, диаметр которых составляет 680 мм.
За трехвалковыми станками с элетромеханическим или ручным приводом можно смело обращаться в фирму «Энкор» или Metal Master. На самом деле современный рынок предоставляет пользователям огромное количество оборудования, так что при правильном подходе каждый сможет подобрать то, что ему подойдет.
Как сделать станок самому?
Самодельные вальцы с ручным приводом имеют достаточно простую конструкцию, а работать в конечном итоге будут ничуть не хуже известных заводских аналогов.
Для сборки своими руками нужно подготовить чертеж, расходные материалы и инструменты.
Изготовление не потребует никакого сугубо профессионального опыта, разве что минимальных навыков обращения с инструментами.
Что касается конструкции, то у станка для работы с металлом есть несколько ключевых элементов.
- Рама. Именно на ней будут держаться все остальные элементы конструкции. Рекомендуется использовать оцинкованную сталь или любой другой металл со схожими характеристиками.
- Боковые стойки с прорезями для узлов подшипника.
- Валки из прочной стали. Их диаметр будет зависеть от поставленной перед мастером задачи по обработке металла.
- Рукоятка для вращения.
- Приводной зубчатый узел, который будет обеспечивать синхронность во вращении валов.
- Пружинный узел для прижатия заготовки между валками.


Первым этапом станет изготовление рамы. Её можно сварить из нескольких заготовок, размеры при этом нужно сверять с чертежом.
Боковые стойки также привариваются к раме, чаще всего это швеллеры. Тут в качестве материала подойдет углеродистая сталь.
Что касается узлов, то они фиксируются на боковых стойках в специальных отверстиях, валки устанавливаются в последнюю очередь. После сборки конструкции следует проверить, надежно ли зафиксированы все основные узлы.
Как пользоваться?
Перед началом работы стоит провести пробный этап. Гибка заготовки выполняется в целом легко. Для этого металлический лист укладывается на нижние валки и прижимается верхним. Заготовка должна без проблем фиксироваться, чаще всего правка конструкции требуется именно здесь: если изделие не будет прижато достаточно плотно, его можно испортить. Далее остается только попробовать вращать рукоятку и проверить результат своей работы.
О том, как сделать самодельные вальцы, смотрите далее.
Завальцовка: описание, особенности технологии, используемые инструменты
Завальцовка – метод холодной деформации, в результате которого материал не подвергается воздействию высоких температур. Следовательно, свойства и структура материала не изменяются, что является одним из преимуществ такой обработки.


Описание
Завальцовка кромок – это технологическая операция, в результате которой пластической деформации подвергаются края листовых материалов или концы труб и других цилиндрических заготовок. Данный процесс приводит к изменению геометрической формы, но никоим образом не влияет на свойства используемого материала. Операция завальцовки труб выполняется с целью уменьшения их исходного диаметра или подготовки концов трубок к дальнейшему соединению.
Процесс может осуществляться как с помощью ручного инструмента, так и на специальных станках. Метод позволяет получать качественно обработанные края за малый промежуток времени, а также трубы любого нужного диаметра, в том числе и нестандартных размеров.
Завальцевать кромки листового металла бывает необходимо, когда предусматривается его дальнейшее использование, например, в качестве кровельного материала. В этом случае по периметру листа выполняются одинарные или двойные фальцы путем завальцовки кромки. Фальцы служат для надежного соединения листов между собой. Так называемая фальцевая кровля применяется на малоэтажных зданиях различного назначения. При этом кровельный металл для предотвращения его коррозии покрывается специальным полимерным составом.


Также метод завальцовки широко применяется для обработки кромок керамической плитки, керамогранита и других отделочных материалов. Он позволяет сгладить углы и острые грани, которые неизбежны при резке плитки. Специальное оборудование позволяет качественно и быстро обработать кромку любой конфигурации, тем самым обеспечив безопасность выполнения плиточных работ.
Матрица оборудования, предназначенного для завальцовки, может иметь различный профиль. Поэтому важно не только правильно подобрать приспособление для обработки заготовки или готового изделия, но и тщательно изучить рабочий чертеж, в котором указан уже непосредственно профиль завальцовки. Соединение деталей способом развальцовки получило широкое применение в области приборостроения.
Она позволяет получить повышенную прочность и герметичность готовых изделий, а также придать им современный внешний вид, что также немало важно.


Гвозди используются для крепления различных материалов. Но стоит обратить внимание на конструкцию шиферного гвоздя, верхний колпачок которого изготавливается методом жесткой завальцовки. Материалом для колпачка служит тонколистовая, имеющая оцинкованное покрытие, сталь. В результате нижний край колпачка способен четко повторить очертания поверхности волнообразного материала, обеспечив герметичность в точке его установки.
Завальцовка тонких труб – это процесс пластической деформации ее торцевой части, направленный на получение неразъемной заглушки. Такая операция особенно востребована при ремонте трубок бытовых холодильников и кондиционеров. Технология выполнения заключается в образовании глухого торца с уменьшением или без изменения диаметра трубки путем загиба ее кромки внутрь. Загнутый край обжимается, а затем завальцовывается вручную или на специальных станках.


Проще всего выполнять завальцовку тонкостенных труб, изготовленных из пластичных материалов, таких как медь, алюминий или низкоуглеродистая сталь. Но процедура предусматривает ряд технологических особенностей.
- Участок трубы, подвергаемый завальцовке, необходимо слегка подогреть. Это позволит увеличить пластичность материала, существенно снизить риск его разрыва, а также исключить упрочнение металла.
- Если операция выполняется на станке, то следует увеличить скорость деформирующего инструмента на начальном этапе, пока заготовка горячая, и постепенно снижать ее по мере остывания материала трубы.


В домашних условиях завальцовку труб проводят, используя обычный молоток. Это грубая операция, которая способна привести к повреждению металла и деформации заготовки. Она возможна лишь при толщине стенки трубы от 1,5 до 2,0 мм. Технология завальцовки шлангов высокого давления предусматривает использование специальных приспособлений и оборудования.


Прессниппель плотно вставляется внутрь шланга, поверх надевается металлическая муфта, обжатие которой происходит при помощи гидравлического станка или матрицы. Шланг местом обжима вставляется в губки станка, подкачивается ручка насоса. Метод шарнирной завальцовки подшипника в корпус широко используется в машиностроении. Процесс может осуществляться с применением различных технологий, из которых наиболее распространены такие.
- Сплошная завальцовка позволяет избежать разрыва металла по окружности при его смещении. Перед тем, как приступить непосредственно к процессу, на корпусе выполняют кольцевые канавки V-образной формы, глубина и угол которых зависят от диаметра наружной обоймы подшипника. Сама операция выполняется кольцевым пуансоном.
- Завальцовка шариками, помещенными в V-образную канавку. Шарики совершают обкат по канавке под нагрузкой, при этом металл корпуса переходит в пластическое состояние, легко деформируясь и завальцовывая подшипник. Именно этот метод применяется в производстве двигателей для авиационной промышленности.


Для завальцовки кромок автомобильных дверей существует множество приспособлений. Технология здесь довольно проста и часто применяется при выполнении ремонтных работ: отдельные элементы дверной конструкции надежно соединяются между собой путем загибания их краев.


Токарный станок используется для завальцовки труб, изготовленных из пластичных материалов. Для выполнения этой операции станок снабжается специальными вальцами небольшого размера и патроном для закрепления заготовки. Также на токарном станке завальцовывают кромки листового металла, плитки.
В домашних условиях для развальцовки труб удобно использовать такое приспособление, как специальные клещи. Их можно приобрести готовыми в торговой сети или сделать самостоятельно, взяв за основу старый трубный ключ.
Также создано немало разновидностей приспособлений для завальцовки автомобильных дверей.
Машина для завальцовки алюминиевых туб действует по принципу закаточной машинки для консервирования. Внешне она чем-то похожа на кофемолку, состоит из двух цилиндрических картриджей и ручки.


Инструмент для завальцовки:
- механический завальцовщик обеспечивает хорошее качество, обрабатывая трубу одновременно несколькими валиками из легированной стали;
- миниатюрные вальцы с винтовой подачей;
- простые клещи с увеличенным плечом рычага;
- аппарат ручной для завальцовки спрея позволяет осуществлять процесс непосредственно на флаконе;
- наконечник троса для троссового привода – уникальное приспособление, применяемое в автомобильной промышленности.


Завальцовка края трубки на токарном станке представлена в видео далее.
Читайте также: