Инструменты для литья металлов
Обновлено: 07.07.2024
Литье в землю — это древнейшая технология отливки металлов. Она известна человечеству столько же, сколько и сами металлы — примерно с IV- III тысячелетия до н.э. Льют металл, разумеется, не в чернозем, а в специальную песчано-глиняную смесь.
В доисторические времена первые центры металлургии возникали в местах, где неподалеку находились россыпи самородных металлов и созданные природой грунты, идеально подходившие по своему составу для изготовления форм. Такие центры литья в землю возникли на Крите, в Баварских Альпах и на юге Уральских гор, рядом с известным Каслинским заводом. Уникальные формовочные грунты некоторых месторождений использовались для литейных форм вплоть до нашего времени.
Несмотря на то, что современная металлургическая наука постоянно разрабатывает новые технологии литья и новые материалы для форм и моделей, древнейшая технология литья в землю не уходит во тьму веков, а активно применяется как на небольших производствах и художественных промыслах, так и на больших заводах.
Технология литья в землю
Литье в землю применяется при выплавке большинства металлов — как черных, так и цветных. Исключение составляют металлы, химически активные в обычном либо в нагретом до температуры плавления виде. Для них применяются специальные методы литья в землю и специальные же составы для форм.

Технология литья в землю
Технология литья в землю разбивается на несколько этапов:
- изготовление модели
- подготовка опоки
- формовка земли в опоке
- отливка металла
- извлечение и обработка получаемой заготовки
Форма используется для литья только один раз. Ее придется разрушить, чтобы извлечь отливку. Однако материал формовочной земли после переработки доступен для повторного использования.
Средневековая технология литья в землю подробно показана в фильме А. Тарковского «Андрей Рублев». Один из героев, Потомственный мастер-литейщик, руководит отливкой бронзового колокола.
Формовочные материалы
Представляют собой смесь особо отобранных песков и глины, доля которой меняется от 2 до 50%. Доля определяется видом литья в землю и назначением земли. Архитектурное и скульптурное литье проводят в формы, содержащие 12-25%, для больших по размерам и отливок долю увеличивают до 25%

Классификация формовочных смесей
Формовочные материалы по назначению делят на:
Располагаются на внутренней поверхности формы и контактируют с жидким расплавом. К ним предъявляются особые требования по термостойкости, возможности противостоять перепадам температур, значительным поверхностным и объемным напряжениям. Облицовочные составы имеют мелкодисперсную структуру для более точной передачи деталей рельефа литья. От них также требуется достаточная пластичность, чтобы покрыть модель и точно повторить ее конфигурацию. Также важна и газопроницаемость.

Изготовление формовочной смеси
Заполняют часть опоки между моделью и стенками. К ним предъявляются другие требования. Их главное назначение –
- держать форму отливки, перераспределяя механические напряжения при литье и последующем остывании
- обеспечить выход плавильных газов, просачивающихся сквозь массы смеси.
В случае выхода плавильных газов через литники, верхняя часть отливки будет испорчена. Там образуются пузырьки и более крупные каверны.
Земли для литья в сырую форму используют для отливок несложных по геометрии чугунных деталей. Земли для литья в подсушенную форму применяют при подготовке к высокоточному, а также к художественному литью.
Виды литейных моделей и их свойства
В самом простом случае в качестве модели для литья в землю используют оригинал изделия. Однако при этом благодаря литейной усадке невозможно соблюсти точные размеры отливок.
Обычно же делают модель (или макет) — масштабную копию будущего изделия, увеличенную на значение литейной усадки.

Модель для литья в землю
Материалы для моделей должны легко формоваться для придания нужной конфигурации и легко обрабатываться для передачи деталей рельефа. Традиционно их изготовляют из дерева, воска, гипса и металлов. Не так давно стали использовать также различные пластики. Печатают их и на 3D-принтерах.
Основные свойства моделей:
- Прочность — необходима при трамбовке земли, чтобы сохранить конфигурацию изделия и его размеры.
- Легкость вынимания из формы. Поверхность макета тщательно обрабатывают, покрывают особой смазкой. При сложной конфигурации используют разборную модель.
- Легкоплавкость и испаряемость (в случае выплавляемых/ выжигаемых моделей)
По сложности конструкции различают следующие виды моделей:
- Цельные
- Разъемные
- С отъемными частями
- Для пустотелых отливок
Цельные модели
Применяются для несложных изделий, без заметных выступов и впадин. Извлечение такого макета в ходе формовки не вызывает затруднений.

Используются для макетирования простых деталей, а также барельефов, постаментов и других простых художественных отливок.
Разъемные модели
Применяются для литья сложной геометрии, со значительным рельефом поверхности, обычно линия разъема проходит по плоскости симметрии детали. Модели для таких изделий делают из двух и более составляющих, которые формуются в разных опоках. Для литья в землю очень важно, чтобы части макета не сместились друг относительно друга. Для этого при изготовлении подмодели ее снабжают шипами и отвечающими им пазами. Пары пазы-шипы и фиксируют компоненты во время формовки.
Для литья в землю изделий с особо сложной пространственной конфигурацией применяют макеты с отъемными частями. Так, для вазы ручки не дадут извлечь модель из формы. Поэтому их изготовляют из дерева повышенной плотности из двух или более частей. Ручки извлекаются внутрь полости, в начале нижние их части, а за ними — и верхние. Чтобы получить полость в изделие, используют специальную часть формы, называемую стержнем. К материалу для стержней предъявляются особые требования — он каждой стороной прикасается к поверхности отливки, поэтому их делают из прочных сортов дерева. Стержень должен легко выходить из отливки.
Формовочные инструменты
По своему назначению подразделяются на два основных вида
- Набивочные
- Подмодельные доски
- Лопаты и совки для земли
- Сита
- Трамбовки: с тупым концом для уплотнения поверхности и с узким концом для мест со сложным рельефом. Применяют также и универсальные пневматические трамбовки со сменным наконечником.
![Трамбовка ручная]()
- Счищалка, или правило — для разравнивания смеси и удаления ее избытков
- Душники-наколки. Тонкие острые стержни служат для прокалывания в земле тонких газоотводящих канальцев
- Киянки — используют для сплочения подмоделей и при их выколачивании.
- Трепало — доска, опирающаяся на края формы. Уплотняет землю в случае применения макетов из малопрочных материалов.
- Щетки. Чистить поверхность от остатков земли
- Гладилки — для коррекции изъянов
- Режущие и колющие инструменты
- Кисти для нанесения покрытий
- Емкости — ведерки или мешки для хранения и нанесения порошковых покрытий.
Свойства формовочных смесей
Формовочную смесь характеризуют основные свойства:
- Прочность определяет способность формы сохранять свою конфигурацию
- Пластичность — важна для способности формы повторять подробности контура и деталей поверхности модели.
- Газопроницаемость. Крупнозернистые составы легче пропускают газы.
- Огнеупорность. Материал не должен плавиться или спекаться, ухудшая однородность поверхности отливки
- Податливость
- Гомогенность. Однородность смеси гарантирует постоянство ее свойств в пространстве.
- Теплопроводность. Качественный материал имеет низкую теплопроводность. Это не дает примыкающему к форме слою отливки слишком быстро остывать, ухудшая свои свойства
- Долговечность особенно важна для многоразовых форм. Для одноразовых форм долговечность означает число циклов повторного использования земли после измельчения и просеивания.
![Свойства формовочных смесей]()
Свойства формовочных смесей
Для смесей разных назначений на первый план выходят разные свойства. Так, для облицовочных важны пластичность, огнеупорность и теплопроводность, а для наполнительных важнее прочность и газопроницаемость.
Виды формовки
Определяются разновидностью модели и выбранного метода литья.
По простой модели
Модель размещают на доске лицевой стороной вверх. Центруют ее относительно опоки. Покрывают облицовочной смесью, позже послойно добавляют наполнительную, тщательно уплотняя каждый слой. В опоку добавляют землю до заполнения. Сняв верхнюю опоку, вынимают макет и создают литниковую систему. Собирают опоки вместе, закрепляют и сушат.
По разъемной модели
Способ существенно упрощает технологию и повышает точность изготовления формы для литья. На доску помещают часть макета без шипов, устанавливают нижнюю опоку и формуют землю. По окончании конструкцию переворачивают, присоединяют к макету вторую часть, присоединяют верхнюю опоку и проводят ее набивку.
С фальшопокой
При особо сложной геометрии изделия применяю фальшопоку. Она не контактирует с расплавом, а играет роль фигурной подмодельной доски.
![Способы формовки]()
Кусковая
Применяется при художественном литье, особенно скульптурных композиций. Модель обставляют несколькими независимыми опоками, соприкасающимися своими краями. Иногда отливку делят на относительно простые по конфигурации сегменты, макетируют и льют их независимо, после чего соединяют готовые отливки.
Шаблонная
Производится при литье в землю изделий определенной формы. Различают
- Тела вращения (цилиндрические, конические и эллиптические)
- Прямоугольные или призматические.
Формовка земли осуществляется шаблоном соответствующей конфигурации, приводимым в действие мощным шпинделем для тел вращения или двигающимся по специальным направляющим для призматических форм.
Технология изготовления сырых песчано-глинистых форм
Сущность метода состоит в изготовлении формы для литья из влажной земли.
![Сырая песчано-глинистая форма]()
Сырая песчано-глинистая форма
Сырые песчано-глинистые формы используют для заливки несложных по форме чугунных деталей с низкими требованиями к качеству поверхности. Они недороги, но в них высок риск окисления готового изделия, поэтому для литья из более ценных металлов этот метод не применяется. Содержание глины в таких смесях — от 5 до 12 %, воды- 2-4%, антрацит — менее 1%.
Технология ЖСС
Технология жидко-стекольной смеси применяется там, где вдвигаются повышенные требования к качеству поверхности отливки. В состав смеси добавляют жидкое стекло и получившимся составом заливают модель. В опоку вводят углекислый газ, Проходит реакция, и ЖСС приобретает твердость. Требуется получить две полуформы, которые по окончании их твердения и извлечения макета соединяют. Получается оболочка, вокруг которой формируется наполнительная смесь.
![Жидкое стекло]()
Качество поверхности отливки, соприкасающейся со слоем гладкого стекла, зачастую позволяет обойтись даже без последующей механической обработки. Остатки смеси сбиваются с отливки с помощью дробеструйной установки.
Холодно твердеющая смесь
Для укрепления формовочного материала используются химические вещества, связывающие частицы смеси. Этот метод обязан своим наименованием тому, что для схватывания реагентов не требуется нагрев и просушка формы. В смесь добавляются быстро схватывающиеся жидкие смолы, катализаторы и специальные затвердители.
![Состав ХТС]()
Литье в ХТС
Литье в выполненные из ХТС формы отличается повышенной относительно других видов земли точностью и наиболее высоким качеством поверхности. Размеры форм ХТС заметно меньше, чем для литья в землю. Материалы для таких смесей стоят существенно больше.
ХТС применяется в случае изготовления особо ответственных изделий, использования высококачественно стали, цветных металлов и специальных чугунов.
Формовка ХТС
Работа с ХТС, в отличие от земли, требует быстроты — ведь время затвердевания смол с учетом используемых катализаторов и отвердителей составляет от 10 минут до получаса при 20 °С.
Трамбовка при этом методе не требуется, важно лишь точно расположить модель в опоке и быстро залить тщательно перемешанный и подготовленный состав. Материалы для оснастки обычно применяют такие, как дерево, металл или МДФ.
Инструменты
Литье – сложный технологический процесс, требующий большого терпения. Для литья различных изделий необходимы специально изготовленные формы-опоки, модели, стержневые ящики для изготовления стержней и разнообразные инструменты. Могут потребоваться также шаблоны (формовочные, скребковые, контрольные) и кондукторы для зачистки стержней.
Все перечисленные приспособления и являются для литейщика специальными инструментами, с помощью которых можно создать в домашних условиях самые разнообразные изделия из металла.
Для создания отливки необходимо использовать приготовленную модель.
Модель служит для создания отпечатка в литейной форме, именно с ее помощью будущему изделию задаются необходимые контуры. В ручном литье, как правило, используются неразъемные и разъемные деревянные, пластиковые и гипсовые модели.
Чаще всего при ручном литье для изготовления штучных (наиболее сложных) изделий используют деревянные модели, предназначенные для неоднократного применения. Подобную модель несложно изготовить в домашних условиях.
Для этого отбирают наиболее прочные породы деревьев: ольху, сосну, бук. Отдельные детали в разъемных моделях можно изготовить из березовой и буковой фанеры и затем скрепить их с помощью гвоздей, шурупов, болтов, нагелей или просто склеить.
Такие части моделей в процессе формовки очень быстро изнашиваются, и потому их лучше всего готовить из особенно твердых пород деревьев, а также из древесного слоистого пластика ДСП-8, металла или пластмассы. Чтобы предназначенные для затачивания форм и стержней шаблоны служили долго, их предварительно армируют – обвертываютстальной пластиной толщиной 2–5 мм.
Поверхность моделей отливки должна быть достаточно ровной и гладкой. Для того чтобы добиться этого, ее необходимо покрыть двойным слоем модельного лака. Делают это, как правило, после грунтовки и шпатлевки поверхности.
Виды моделей отливок
Модели отливок бывают:
1. Простые (это обычно неразъемные или с разъемом по плоскости модели без отъемных деталей и стержневых знаков).
2. Средней сложности (это модели средние – от 500 до 1500 мм и крупные – от 1501 мм и более, со стержневыми ящиками).
3. Сложные (это разъемные модели крупных размеров, предназначенные для литья таких больших деталей машин, как блок цилиндра внутреннего сгорания, станины металлорежущих станков и др.).
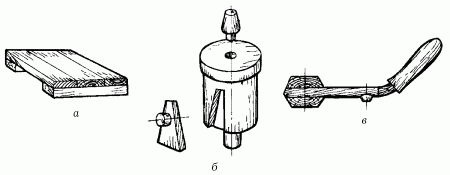
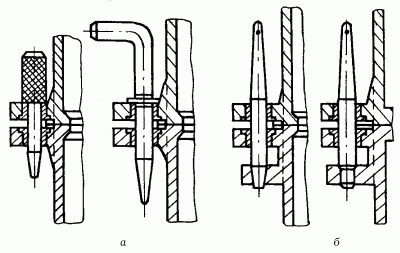
По конструкции все модели отливок разделяют (рис. 161) на:
1. Неразъемные (рис. 161, а). Такие модели часто используют при ручном литье. Их достают из формы, не разделяя на части (хотя в некоторых случаях применяют и состоящие из нескольких мелких деталей шаблоны – рис. 161, в). Причем при формовке они оставляют четкий отпечаток наружного контура требуемой модели.
2. Разъемные (рис. 161, б). Модели подобного типа состоят обычно из нескольких частей, легко отделяющихся друг от друга по плоскости (или по сложной поверхности) детали.
3. Специальные (формовочные шаблоны и скелетные модели). Их часто применяют для формовки штучных изделий из металла.
![]()
Рис. 161. Модели отливок: а, в – неразъемные; б – разъемные.
Для того чтобы вытолкнуть получившуюся модель, в форме устанавливают подъемы различных модификаций: остроконечные, вставные (которые часто используют для небольших по массе и размеру моделей), крючковые (также применяемые для мелких и средних моделей), вертикальные полосовые (для крупных по размеру моделей) и болтовые (для моделей с достаточно большой массой).
При извлечении отливки из формы пользуются молотками и металлическими стержнями. При этом молотком с силой ударяют в различных направлениях по нижней части стержня так, чтобы растолкать модель.
Для предохранения отливки от разрушения необходимо в наиболее прочных местах установить металлические пластины, в которых предварительно проделать отверстия для стержня. Такие пластины могут быть комбинированными, то есть иметь два отверстия: одно для расталкивателя, а другое, с резьбой, для установки в модели подъема.
С помощью модели отливаемого изделия, различных приспособлений и инструментов из песчаной смеси, называемой формовочной, изготавливают литейную форму. В нее заливают расплавленный металл, который заполняет полость и остывает в ней. После этого образуется отливка, внешне повторяющая очертания модели. В литейную форму можно заливать чугун, латунь, бронзу и другие сплавы.
Литейные формы бывают разовые и многократные. Разовые заливают металлом только один раз. После удаления отливки их разрушают. Основной составляющей формовочных смесей при изготовлении этих форм является кварцевый песок. В качестве связующей добавки используют глину. Разовые формы для художественных отливок могут быть разъемными и неразъемными, цельными и кусковыми, сухими и сырыми.
Прочность и огнеупорность многократных форм позволяет после каждой заливки использовать их повторно, после небольшого ремонта внутренней поверхности. Иногда их применяют до 150 раз. Изготовляют эти формы из огнеупорных материалов (молотый шамот, асбест, графит).
Бывают также металлические литейные формы. Они называются кокилями и используются при производстве отливок специальными способами литья.
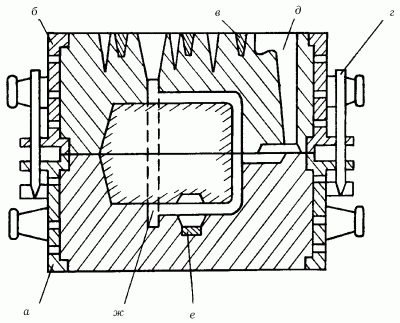
Литейная форма состоит из двух полуформ-опок, служащих для того, чтобы удерживать смесь при ее уплотнении, а также при перемещении и закреплении полуформ (рис. 162).
![]()
Рис. 162. Литейная форма: а, б – полуформы-опоки; в – крестовины опок; г – штырь; д – литниковая чаша; е – холодильник; ж – полость формы.
Опоки, как правило, заполняют смесью из неорганичеких (кварцевый песок, глина) и органических (уголь, опилки) материалов. На боковой стороне опок необходимо сделать цапфы или небольшие ручки для удобства транспортировки.
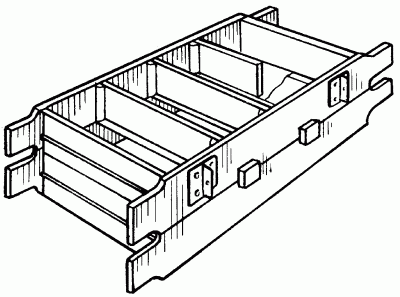
Опоки по внешнему виду напоминают деревянные или металлические рамки (рис. 163, 164).
![]()
Рис. 163. Деревянная опока для ручной формовки.
![]()
Рис. 164. Опока из фасонного проката.
Предназначены они для уплотнения формовочной смеси при ручном изготовлении литейных форм и потому должны быть очень прочными и достаточно легкими.
При ручной формовке рекомендуют использовать небольшие по размерам и массе (до 30 кг – без смеси, до 60 кг – со смесью) опоки, которые впоследствии можно будет достаточно легко перемещать.
При литье в домашних условиях очень важно правильно выбрать опоку необходимого размера, чтобы при ее использовании не произошло разрушения формы. При выборе и установке опоки нужно учитывать следующие параметры:
– расстояние между полостью формы и стенкой мелкой опоки должно составлять 30–50 мм, крупной – от 100 до 150 мм;
– расстояние от стержневого знака до боковой стенки опоки не должно превышать 50 мм;
– расстояние от модели до верхней или нижней поверхности мелкой опоки должно быть 40–60 мм, средней опоки – 60–120 мм, крупной – более 100 мм;
– расстояние от нижнего знака стержня до нижней части опоки может составлять от 20 до 120 мм;
– от верхнего знака стержня до верхней части опоки следует выдерживать расстояние в 50–120 мм;
– при формовке сразу нескольких отливок в одной опоке расстояние между полостями формы должно быть не менее 20–25 мм для тонкостенных и невысоких отливок и 30–50 мм при изготовлении форм с высокими и толстыми стенками.
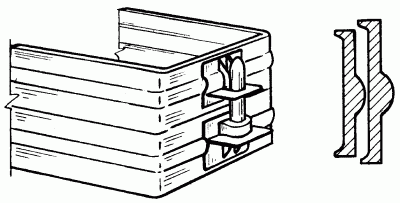
Для скрепления парных опок на их стенках необходимо сделать выступы, или приливы, в которых затем нужно высверлить отверстия, предназначенные для впрессованных стальных втулок. Две опоки можно скрепить двумя способами (рис. 165):
1. Штырем (рис. 165, а). В данном случае при скреплении деталей используемые металлические штыри вставляют в отверстия ушек верхней опоки.
2. На штырь (рис. 165, б). При этом способе скрепления верхнюю опоку надевают на штыри, предварительно закрепленные на нижней.
![]()
Рис. 165. Способы скрепления опок: а – штырем; б – на штырь.
Стержневые ящики и стержни
Стержневые ящики – необходимый инвентарь литейщика. Их используют для изготовления больших партий стержней, чаще делают из песчано-глинистых смесей.
Литейный стержень по внешнему виду напоминает штырь. С его помощью при литье делают необходимые отверстия и задают нужные контуры будущей отливке. В форме его закрепляют на специально сделанном для этого выступе, который в процессе производства отливки входит в соответствующую ему впадину.
Литниковая система устанавливается для обеспечения плавного и равномерного продвижения жидкого металла по каналам формы, а также является своеобразным фильтром для используемого расплава.
Подобная система, как правило, состоит из литниковой чаши (воронки), стояка, шлакоуловителя, питателей и прибылей.
Из разливочного ковша расплавленный металл наливают в литниковую чашу, или воронку, которая располагается в верхней части формы (рис. 166).
Рис. 166. Виды литниковых воронок: а – простая; б – в форме чаши.
Для изготовления небольших по размеру отливок из алюминия или чугуна в форме проделывают воронку (рис. 166, а). Для литья крупных изделий в форме создают чашу (рис. 166, б). Причем выступ на ее дне служит в качестве своеобразного шлакоуловителя.
Из литниковой чаши (или воронки) жидкий сплав попадает в стояк, обычно вертикально расположенный в верхней полуформе под углом 2–4° и имеющий коническую или цилиндрическую форму. Модели стояков лучше всего изготавливать из дерева.
Он является своеобразным передаточным звеном, откуда очищенный от шлаков сплав поступает к питателям. По внешнему виду шлакоуловитель представляет собой горизонтально расположенный канал.
Поскольку плотность жидкого металла и шлаков различна, последние быстрее всплывают на поверхность. В остывшем вязком сплаве этот процесс идет медленнее, и мелкие включения не успевают всплывать на поверхность. Поэтому очистку лучше проводить, пока металл еще не успел охладиться.
На рис. 167 представлены различные виды шлакоуловителей.
![]()
Рис. 167. Виды шлакоуловителей: а – обычный; б – с удержанием шлака в широком канале; в – с удержанием шлака в высоком канале.
Питатели имеют обычно прямоугольную или трапециевидную форму. Они должны легко отделяться от полученного в процессе литья и затем охлажденного изделия. Питатели чаще всего делаются прямоугольной или трапециевидной формы, реже – полукруглой. Из них жидкий металл попадает непосредственно в полость формы.
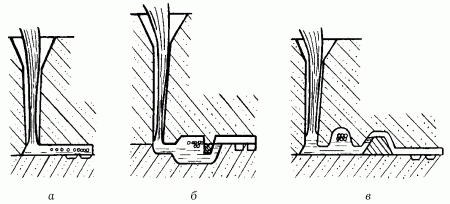
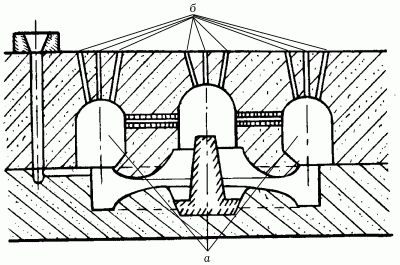
В форме необходимо также расположить прибыли. При охлаждении некоторые металлы дают очень большую усадку, поэтому недостаток металла необходимо компенсировать. Для этого в верхних полуформах создают дополнительные каналы и полости, в которые заливается добавочный металл (рис. 168).
![]()
Рис. 168. Прибыли: а – полости для прибылей; б – каналы для выхода воздуха.
С помощью холодильников можно регулировать процессы охлаждения металла внутри формы. Различают внешние и внутренние холодильники.
Внешние холодильники располагают в различных местах формы: под фланцем отливки, под полкой, в углу стенки, сверху и в углах Т-образной стенки. Такие холодильники, как правило, вклеивают внутрь формы с помощью жидкого клея.
При литье крупных изделий отдельные части холодильника (шпильки, проволочную спираль или металлическую пластину) размещают внутри полости формы, причем при взаимодействии с жидким металлом такой внутренний холодильник должен полностью расплавиться.
Для выведения из полости лишнего воздуха и образующихся в процессе литья газов в форме делают выпоры – вертикально расположенные каналы, которые выходят наружу и в полость формы.
С этими же целями в полуформах с помощью длинных игл – душников – проделывают вентиляционые каналы.
Для стержней при отливе необходимо установить дополнительные опоры – жеребейки, которые должны будут сплавиться с жидким металлом.
Для лучшего сплавления их поверхность рекомендуют покрывать оловом.
Жеребейки бывают самых разнообразных конфигураций. Они должны иметь гладкую и чистую поверхность.
При этом для литья из стали нужно использовать жеребейки из низкоуглеродистой стали, для литья чугунных изделий применяют чугунные жеребейки.
При изготовлении тонкостенных отливок (толщиной не более 10 мм) лучше всего использовать жеребейки из белой жести, а при литье крупных изделий применяют литые.
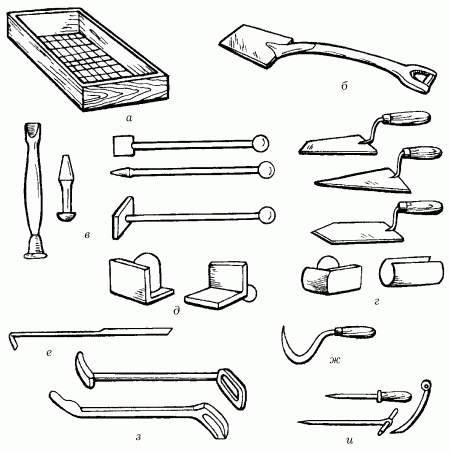
Помимо литейной формы, стержней и модельного комплекта, для ручного литья необходим и другой инвентарь, который условно можно разделить на несколько групп (рис. 169).
![]()
Рис. 169. Служебный инструмент для ручной формовки: а – сито; б – совковая лопата; в – ручные трамбовки; г – гладилки; д – угловые гладилки; е – крючок; ж – формовочный нож; з – фигурные ложки; и – стальные иглы.
1. Инструменты, предназначенные для заполнения опоки формовочной смесью: прямоугольные или круглые сита с металлической сеткой (рис. 169, а), плоские или совковые лопаты (рис. 169, б).
2. В опоке смесь утрамбовывают с помощью ручных трамбовок (рис. 169, в), которые, в зависимости от назначения, могут быть различными: короткими – для уплотнения смеси в опоках с низкими стенками, длинными – для уплотнения смеси в крупных опоках, с острыми или тупыми концами – для уплотнения смеси, соответственно, в объеме опоки или у ее поверхности.
3. Для контроля поверхностного слоя засыпанной и утрамбованной смеси используют ватерпас, или уровень.
4. Ровную и гладкую поверхность можно создать с помощью гладилки или ланцета (рис. 169, г).
5. Выправлять углы лучше всего угловыми гладилками (рис. 169, д).
6. Упавшие внутрь формы частицы формовочной смеси можно удалить с помощью крючка (рис. 169, е).
7. Для того чтобы избежать разрушения во время извлечения модели из формы, смесь необходимо предварительно увлажнить с помощью кисти.
8. Литниковые каналы лучше всего проделывать специальными ножами (рис. 169, ж).
9. Сгребать формовочную смесь в сито удобнее с помощью скребков и совков.
10. Для выравнивания поверхности литниковых ходов часто используют фигурные ложки (рис. 169, з).
11. Вентиляционные каналы можно проделать с помощью стальных игл разных диаметров (рис. 169, и): 3–5 мм – при изготовлении небольших форм, 7–10 мм – для крупных отливок.
12. Приготовленные модели расталкивают, используя специальные молоточки – киянки.
13. Лишними не окажутся и щетки, которыми можно сметать остатки и ненужные комочки формовочной смеси.
14. Для уплотнения формовочной смеси при изготовлении достаточно больших по размеру и массе форм рекомендуют использовать пневматическую трамбовку.
15. Часто внутри форм, на крестовинах, закрепляют крючки из изогнутой низкоуглеродистой стальной проволоки, которые служат опорой для формовочной смеси. Эти крючки для лучшего сцепления со смесью можно обмазать жидкой формовочной глиной.
16. Для того чтобы лучше зафиксировать формовочную смесь в верхней опоке, в ней устанавливают деревянные колышки.
17. Такие места в форме, как выступающие части, углы, болваны и переходы от тонких сечений к толстым, закрепляют с помощью литейных гвоздей, или шпилек.
18. Проволочные или литые каркасы используют в литье в качестве «скелета» стержней. При этом в небольшие по размерам стержни вставляют каркасы из тонкой проволоки, в более крупных стержнях устанавливают каркасы либо из проволоки диаметром до 9 мм, либо литые из чугуна.
19. Каждому литейщику необходимо всегда иметь под рукой пульверизатор (для нанесения краски на детали) и пневматические сопла (для обдува готовых форм перед сборкой их частей).
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Инструменты
Инструменты Минимальный набор инструментов состоит из топора, молотка, гвоздодера, долота, нескольких отверток с разными полотнами, гаечного ключа и клещей. Со временем и по мере надобности этот минимальный набор может постоянно пополняться.Постепенно в вашем арсенале
Инструменты Не подлежит сомнению, что каждый уважающий себя мужчина должен иметь под рукой хотя бы самые нужные инструменты: молоток, топор, плоскогубцы, клещи, отвертки и др. Однако следует учесть, что при плохом их состоянии не только сложные, но и простейшие операции
Инструменты Для выполнения качественных чеканных работ используются чеканы различной формы и из разного материала, специальные молотки и другие инструменты, относящиеся к кузнечному и слесарному делу.ЧеканыЭто основной рабочий инструмент, с помощью которого ведется
Инструменты По назначению все кузнечные инструменты делятся на основные, вспомогательные и измерительные. В группу основных инструментов, кроме рассмотренных выше, входят различные кувалды, гладилки, шпераки и пр. С их помощью металлу придаются необходимые формы и
Строгальные инструменты
Строгальные инструменты Чтобы убрать остающиеся на поверхности древесины после распиловки шероховатости, покоробленность, риски, применяют такой вид обработки, как строгание. На рисунке 33 показано, из каких элементов состоят инструменты для строгания. Рис. 33. Элементы
Инструменты для сверления
Инструменты для сверления Скрепление деталей из дерева предполагает соединения с помощью шипов, шурупов, болтов пазов, которые делаются с помощью различных сверлильных инструментов. Ими же удаляются сучки.Сверлильный инструмент отличается разнообразием. Он
Инструменты и приспособления
Инструменты и приспособления Для выдувания изделий из стекла необходимо приготовить следующий набор материалов, инструментов и приспособлений (рис. 127). Рис. 127. Инструменты и приспособления, необходимые для изготовления художественных изделий из стекла: а – проволока
Инструменты и приспособления Для изготовления толстостенных сосудов из стекла нужно приготовить следующие и приспособления:1) стол;2) чугунная плита;3) металлический шар нужного размера с прикрепленной ручкой;4) щипцы;5) деревянные стержни или кветчер для отделки
Инструменты и приспособления Прежде всего следует оборудовать небольшое помещение, приготовив следующий набор инструментов и приспособлений:1) стол;2) стеклодувная газовая горелка;3) ножницы для отделки;4) ножницы для резки стекла;5) гладилка;6) щипцы;7) разводные
Инструменты и приспособления В мастерской должны быть:1) cтол (площадь его составляет не менее 120 x 70 см2, высота – 70 см);2) станок для матового гравирования;3) набор медных кругов (рис. 150); Рис. 150. Гравирование медными кругами.4) выталкиватель, предназначенный для того,
7.4. Инструменты и материалы
7.4. Инструменты и материалы Прежде всего, несколько слов о рабочем месте. Резать можно за любым столом, лишь бы он был достаточно прочен, но лучше воспользоваться конструкцией, предложенной в главе «Гравирование». Очень важно подобрать правильное освещение: мягкий свет –
Плавка и литье металлов
![Металлы для литья.]()
Про программирование наших терморегуляторов не слишком сложная задача. Но немного информации не повредит. Plavka.Pro PR..
![Огнеупорные подставки под сильно горячее (очень раскалённое)]()
Мы выпустили огнеупорные поддоны: лещадки.Они не только красивые, но и очень функциональные: прекрасно показали себя в работе..
![Графитовая паста для обработки тиглей]()
Небольшая статья о нашей пасте для обработки тиглей. Паста предохраняет тигли от выхода из строя. Графитовые - от сгорания. Керами..
![Тигель шамотный]()
Тигель шамотный, применяется для плавки цветных и ювелирных металлов с применением флюсов и без них.Диаметр тигля 50 мм, высота 20 мм..
![Тигель шамотный]()
Тигель шамотный, применяется для плавки цветных и ювелирных металлов с применением флюсов и без них.Диаметр тигля 58 мм, высота 25 мм..
![Тигель шамотный]()
Тигель шамотный, применяется для плавки цветных и ювелирных металлов с применением флюсов и без них.Диаметр тигля 68 мм, высота 27 мм..
![Тигель шамотный]()
Тигель шамотный, применяется для плавки цветных и ювелирных металлов с применением флюсов и без них.Диаметр тигля 83 мм, высота 34 мм..
![Тигель шамотный]()
Тигель шамотный, применяется для плавки цветных и ювелирных металлов с применением флюсов и без них.Диаметр тигля 92 мм, высота 37 мм..
![Титановая палочка для ювелиров 1.8*200]()
Палочка титановая может применяться для помощи при литье (размешивание и другие манипуляции в расплаве), извлечении шлака и примесей.Так же титановая палочка незаменимый помощник при пайке.Выдерживает температуру до 1680 градусов, устойчив к различны..
Удобная и практичная крышка - подставка для тиглей.Наружный диаметр 80 мм позволяет применять её с широким спектром тиглей.Выполнена из специальной огнеупорной керамики. Не боится термоудара.Внутренний диаметр 60 мм.Предназначена для использования с ..
![Крышка / подставка керамическая для тигля 100 мм]()
Удобная и практичная крышка - подставка для тиглей.Наружный диаметр 100 мм позволяет применять её с широким спектром тиглей.Выполнена из специальной огнеупорной керамики. Не боится термоудара.Внутренний диаметр 80 мм.Предназначена для использования с..
![Литьевая латунь ЛК в гранулах]()
Температура плавления - 940 градусовТемпература заливки - 1000 - 1050 градусов Температура опоки - 600 - 650 градусов Гашение - в горячей воде (80 градусов) через 5 минут..
![Тигель шамотный]()
Тигель шамотный, применяется для плавки цветных и ювелирных металлов с применением флюсов и без них.Диаметр тигля 108 мм, высота 42 мм..
![Тигель шамотный ТСВ1-65 (диаметр 75-высота 65-толщина 5)]()
Тигель шамотный, применяется для плавки цветных и ювелирных металлов с применением флюсов и без них.Диаметр 75 мм, высота 65мм, толщина 5мм.
![Литьевая бронза БРО10Ф1 в гранулах]()
Температура плавления - 934 градуса. Температура заливки - 980-1000 градусов.Температура опоки и гашения - в зависимости от конфигурации отливки, аналогично как и для других бронз с близкой температурой плав..
![Литьевой нейзильбер МНЦ 15-20 в гранулах]()
Температура плавления - 990-1070 градусовТемпература заливки - 1100-1150 градусовТемпература опоки - 460-720 градусовГашение - в горячей воде (80 градусов) через 5 минутЦвет - белый с желтоватым оттенком..
![Щипцы для тиглей универсальные]()
Удобные и функциональные ножницы для тиглей. Ножницы надежно фиксируют тигель. Длина ножниц позволяет с одной идеально контролировать процесс заливки и предохраняет от возможных тепловых повреждений.
![Тигель шамотный 0,5 кг (по золоту) для тигельной печи]()
![Тигель керамический 75 мл]()
Предназначен для использования с муфельными печами. Имеет устойчивое основание. Предназначен для плавки различных металлов (алюминий, латунь, бронза). Не предназначен для плавки меди (для меди лучше использовать графитовые тигли).Объём тигля 75 мл. В..
![Тигель керамографитовый 1 кг (по меди) ТГК1]()
Тигель предназначен для плавки цветных металлов в муфельных печах.Предназначен для плавки алюминия, латуни, бронзы, меди и многих других металлов и сплавов.Тигель имеет ёмкость 1 кг (меди).Качественный, доступный тигель, который увеличит возможности ..
![Тигель шамотный ТСВ2-115 (Диаметр 120, высота 115, толщина 8)]()
Тигель шамотный, применяется для плавки цветных и ювелирных металлов с применением флюсов и без них.Диаметр 120 мм, высота 115 мм, толщина 8 мм.
![Тигель керамический 140 мл]()
Предназначен для использования с муфельными печами.Имеет устойчивое основание. Предназначен для плавки различных металлов (алюминий, латунь, бронза). Не предназначен для плавки меди (для меди лучше использовать графитовые тигли). Объём тигля 140 мл. ..
![Тигель графитовый 1 кг]()
Графитовый тигель для тигельных печей. Высота 125, диаметр наружный 65 и 50 мм, диаметр внутренний 38 ммВыполнен из качественного графита, что гарантирует надежность при использовании и больший, чем у аналогов срок службы.Объём тигля эквивалентен объ..
![Тигель шамотный ТСВ3-160 (диаметр 160, высота 160, толщина 11)]()
Тигель шамотный, применяется для плавки цветных и ювелирных металлов с применением флюсов и без них.Диаметр 160 мм, высота 160 мм, толщина 11 мм..
![Огнеупорный коврик для печи 40Х40 толщина 6мм 1100 °С]()
Коврик из огнеупорной ткани, выдерживает температуру до 1100 градусов.Предназначен для защиты поверхностей от высокотемпературного воздействия.На коврик вы можете поставить печь при работе. Коврик обезопасит поверхности от высокотемпературного воздей..
![Тигель керамический 1 кг (примерно 100 мл.)]()
Тигель керамический 1 кг (примерно 100 мл.). Высота 125, диаметр наружный 65 и 50 мм, диаметр внутренний 38 мм.Долговечный тигель. Предназначен для плавки различных металлов (алюминий, латунь, бронза). Не предназначен для плавки меди (для меди лучше ..
![Тигель графитовый 2 кг]()
Графитовый тигель для тигельных печей.Высота 155, диаметр наружный 72 и 55 мм, диаметр внутренний 45 ммВыполнен из качественного графита, что гарантирует надежность при использовании и больший, чем у аналогов срок службы.Объём тигля эквивалентен объё..
![Тигель керамический 2 кг (примерно 200 мл.)]()
Тигель керамический 2 кг (примерно 200 мл.). Высота 155, диаметр наружный 72 и 55 мм, диаметр внутренний 45 мм Долговечный тигель. Предназначен для плавки различных металлов (алюминий, латунь, бронза). Не предназначен для плавки меди (для меди лучше ..
![Тигель керамический 330 мл]()
Тигель керамический для муфельных печей. Объём тигля 330 мл. Высота тигля 115 mm, диаметр 80 мм. Долговечный тигель. Предназначен для плавки различных металлов (алюминий, латунь, бронза). Не предназначен для плавки меди (для меди лучше использовать г..
![Тигель керамический 450 мл]()
Объём тигля 450 мл. Диаметр 100 мм и 75 мм, высота 120 мм. Предназначен для использования с муфельными печами. Имеет устойчивое основание. Предназначен для плавки различных металлов (алюминий, латунь, бронза). Не предназначен для плавки меди (для мед..
![Тигель керамографитовый 5 кг (по меди) ТГК5]()
Тигель предназначен для плавки цветных металлов в муфельных печах.Предназначен для плавки алюминия, латуни, бронзы, меди и многих других металлов и сплавов.Тигель имеет ёмкость 5кг (меди).Качественный, доступный тигель, который увеличит возможности л..
![Огнеупорный коврик для печи 60Х40 толщина 6мм 1100 °С]()
![Огнеупорный коврик для печи 80Х60 толщина 6мм 1100 °С]()
![Тигель керамографитовый 10 кг (по меди) ТГК10]()
Тигель предназначен для плавки цветных металлов в муфельных печах.Предназначен для плавки алюминия, латуни, бронзы, меди и многих других металлов и сплавов.Тигель имеет ёмкость 10 кг (меди).Качественный, доступный тигель, который увеличит возможности..
![Тигель керамографитовый 20 кг (по меди) ТГК20]()
Тигель предназначен для плавки цветных металлов в муфельных печах.Предназначен для плавки алюминия, латуни, бронзы, меди и многих других металлов и сплавов.Тигель имеет ёмкость 20 кг (меди).Качественный, доступный тигель, который увеличит возможности..
![Щипцы с захватом для больших тиглей универсальные]()
Это не просто щипцы, эта механическая конструкция, предназначенная для извлечения тигля из печи с последующим поворотом захвата для литья. Настраивается под тигли разных размеров. Длина щипцов позволяет с одной стороны идеально контролировать процесс..
![Тигельная печь Plavka.pro ПП-1 SmartMelt]()
Экономична и проста в эксплуатации.⠀Успешно работает с золотом, серебром, бронзой, медью, алюминием и т.д.⠀Расчетная мощность 1,8 кВт.⠀Может использоваться со стандартными тиглями 1 и 2 кг.⠀Нагрев до 1150 градусов — 6 минут.⠀Спроектирована и изготов..
Литье металлов
Человечество используем металлы и их сплавы несколько тысячелетий. Сначала металлы находили в виде самородков и россыпей, позже доисторические племена научились перерабатывать металлосодержащие руды. Проверенным способом получения изделий из металлов было литье в земляные формы.
![Литье в песчаные формы]()
Литье в песчаные формы
Отливали наконечники для стрел и мечи, сельскохозяйственные орудия и инструменты, утварь и украшения. За прошедшие с тех пор тысячелетия человек изобрел множество новых приемов обработки материалов и методов литья, включая литье под давлением, газифицируемые формы и порошковую металлургию. Старинный способ также сохранился, но используется в основном в скульптурных мастерских и художественных промыслах.
Особенности литья металлов
По сравнению с другими материалами, такими, например, как воск или гипс, литье металлов отличается некоторыми особенностями. Первая из них — высокая температура перехода из твердое в жидкое состояние. Воск, гипс и цемент затвердевают при комнатной температуре. Температура плавления металлов гораздо выше — от 231 °C у олова до 1531 °C у железа. Перед тем, как приступить к литью металла, его необходимо расплавить. И если олово можно расплавить в глиняной плошке на простом костре из подобранных рядом сучьев, то для плавления меди, не говоря уже о железе, понадобится специально оборудованная печь и подготовленное топливо.
Олово Свинец
Олово и свинец — самые мягкие и легкоплавкие металлы — можно отливать даже в деревянные матрицы.
Для литья более тугоплавких металлов потребуются формы из смеси песка и глины. Некоторые металлы, как, например, титан, требуют для литья металлические формы.
После заливки изделию требуется остыть. Многоразовые матрицы разбирают, одноразовые формы разрушают, и отливка готова к дальнейшей механической обработке или к использованию.
Металлы для заливки
Черные металлы
В металлургической промышленности различают цветные и черные металлы. К черным относятся железо, марганец, хром и сплавы на их основе. Сюда входят все стали, чугуны и ферросплавы. Черные металлы дают более 90% мирового потребления металлических сплавов. Из стали производят корпуса и детали транспортных средств от самоката до супертанкера, строительные конструкции, бытовую технику, станки и другое промышленной оборудование.
![Чугун]()
Чугун — отличный металл для литья крупных прочных и долговечных конструкций, не подверженных напряжениям изгиба или скручивания.
Цветные металлы, в свою очередь, в зависимости от физических свойств, и прежде всего, удельного веса, делятся на две большие группы
Легкие цветные металлы
В эту группу входят алюминий, титан, магний. Эти металлы встречаются реже, чем железо, и стоят дороже. Их применяют в тех отраслях, где нужно снизить вес изделия — аэрокосмическая промышленность, производство высокотехнологичных вооружений, производство вычислительной и телекоммуникационной техники, смартфонов и малых бытовых приборов.
![Титан]()
Титан благодаря своему отличному взаимодействию с тканями человеческого организма широко применяется для протезирования костей суставов и зубов.
Тяжелые цветные металлы
Сюда относятся медь, олово, свинец, цинк и никель. Их применяют в химической промышленности, производстве электроматериалов, в электронике, на транспорте – везде, где требуются достаточно прочные, упругие и коррозионно-стойкие сплавы.
Медь Цинк Никель и его сплавы
Благородные металлы
В эту группу входят золото, серебро, платина, а также более редкие рутений, родий, палладий, осмий, иридий.
Первые три известны человеку с доисторических времен. Они редко (относительно меди и железа) встречались в природе и поэтому служили платежным средством, материалом для ценных украшений и ритуальных предметов.
![Золото и платина]()
Золото и платина
С развитием цивилизации золото и платина сохранили свою роль средства накопления богатств, однако стали весьма широко использоваться в промышленности и медицине из-за своих уникальных физико-химических свойств.
Методы литья металлов
Основные методы литья металлов следующие:
Традиционный метод
Металл поступает в форму под действием силы тяжести. Применяются песчано-глиняные или металлические матрицы. Недостаток метода — высокая трудоемкость изготовления форм и других операций, тяжелые условия труда и низкая экологичность
Литье под низким давлением
Суть метода заключается в том, что тигель с металлом и матрицы для отливок располагаются в герметичной камере. Металлопровод, сделанный из титанового сплава, опускается из формы в расплавленный металл. В это время в камеру подают низкое избыточное давление воздуха или инертного газа. Металл попадает в матрицу под давлением, скорость потока весьма высока и при этом регулируется. Форма заполняется полностью и равномерно.
Метод позволяет получать высококачественные отливки, в том числе особо тонкостенные. Качество поверхности также превосходит отливки, получаемые традиционным методом. Литейные газы удаляются через отводящий трубопровод в систему очистки, откуда попадают в атмосферу. Метод отличается высокой автоматизацией операций, улучшенными условиями труда персонала и высокой экологичностью. К тому же при таком литье и материалы, и расход энергии существенно экономятся.
Литье под высоким давлением
Метод применяется как в черной, так и в цветной металлургии и позволяет получать наиболее точные и однородные отливки. Металл под высоким напором поступает в матрицу со скоростью до 120 м/с и мгновенно заполняет ее.
Деталям, полученным таким методом, практически не требуется финишная механическая обработка. Таким методом можно отливать детали практически любой конфигурации, с тонкими стенками, с готовыми отверстиями и даже с готовой резьбой.
Инжекционное литье
Инжекционный метод от обычного литья под давлением тем, что металл попадает в матрицу в виде порошка, смешанного со связующим веществом. Формы делают из высокопрочных сталей.
Высокая текучесть смеси позволяет заполнить мельчайшие детали рельефа форм самой сложной конфигурации, включающих внутренние полости. Достоинством этого метода является высокая точность поверхности, делающая ненужной дополнительную механическую обработку или сводящую ее к минимуму. Другим преимуществом является высочайшая физико-химическая однородность отливки.
Существуют и другие методы литья деталей, имеющие нишевое применение.
Основные способы литья металлов
Литье в землю
Традиционный способ. Изготавливается простая или составная модель из дерева или других модельных материалов, потом по модели делается матрица из песчано-глиняной смеси. Подробнее об этом способе читайте в соответствующей статье.
Модель извлекают из формы, части ее собирают вместе, создают литниковую систему. Форму накалывают тонкими острыми иглами, чтобы обеспечить газоотведение. Производят отливку, ждут ее остывания,
Литье в металлические формы
Разъемную форму, называемую кокилем, изготавливают из металлических деталей. Части матрицы получают путем отливки или, если требуется обеспечить высокое качество поверхности и точность размеров, путем фрезерования. Формы смазывают антипригарными составами и производят заливку.
![Литье в металлические формы]()
Литье в металлические формы
После остывания кокили разбирают, извлекают отливки, очищают. Металлическая матрица выдерживает до 300 рабочих циклов.
Литье по газифицируемым моделям
Модель выполняется не из дерева или воска, а из легкоплавкого и газифицируемого материала, преимущественно полистирола. Модель остается в форме и испаряется при заливке металла.
![Литье по газифицируемым моделям]()
Литье по газифицируемым моделям
Преимущества способа:
- модель не требуется извлекать из матрицы;
- можно изготовлять модели сколь угодно сложных отливок, не нужны сложные и составные формы;
- существенно снижена трудоемкость моделирования и формования.
Литье по газифицируемым моделям приобретает большую популярность на современных металлургических производствах.
Формы для литья
Самый древний вид форм — это формы из песчано-глиняной формовочной смеси, или «земли». Исторически центры металлургии возникали рядом с местами залегания уже готовых по своему составу для литья песков, например, рядом с всемирно известным Каслинским чугунным заводом. Смеси делятся на обмазочные и наполнительные.
![формы из песчано-глиняной формовочной смеси]()
формы из песчано-глиняной формовочной смеси
Для построения любой матрицы требуется модель — макет будущего изделия в натуральную величину, но несколько больших размеров — на величину литейной усадки.
Модель помешают по центру опалубки, или опоки, и наносят на нее слой обмазочной смеси — термостойкой и пластичной. Потом начинают послойно, тщательно трамбуя каждый слой, заполнять опоку наполнительной смесью. Требования к наполнительным смесям намного ниже, чем к обмазочным — они должны выдерживать давление залитого металла, сохраняя конфигурацию отливки, и обеспечивать выход плавильных газов. После модель извлекают из формы и на ее место заливают расплав.
Для отливок сложной конфигурации, имеющих замысловатые детали и внутренние полости, применяют составные модели и формы из нескольких частей.
![Металлические формы]()
Литье также осуществляется и в металлические формы. Их применяют при больших тиражах отливаемых деталей, в тех случаях, когда требуется высокая точность размеров и низкая шероховатость поверхности отливки, а также для некоторых металлов, активных в нагретом состоянии. Температура плавления материала формы должна быть существенно выше, чем температура отливаемого расплава.
Область применения
Различные способы литья имеют свои преимущественные сферы применения.
Так, литье в песчаные формы применяется при единичных отливках или малых сериях. Проверенный тысячелетиями способ понемногу уходит с промышленных предприятий, но продолжает использоваться на художественных промыслах и в скульптурных мастерских.
Литье в металлические формы применяется в случаях, когда требуется
- большие тиражи отливок;
- высокая точность размеров;
- высокое качество поверхности.
Также литье в металл популярно в ювелирной промышленности и в производстве металлических украшений.
Литье под давлением все шире используется предприятиями, сфокусированными на качестве своих изделий, следящими за экологией, охраной труда и эффективным расходованием материальных и энергетических ресурсов.
Литье по газифицируемым моделям применяется в тех случаях, когда планируются большие тиражи отливок, требуется высокая точность и экономия трудоемкости.
Читайте также: