Инструменты жестянщика для гибки листового металла
Обновлено: 21.09.2024
Для создания небольшого производства ручной листогиб является идеальным вариантом. Такой станок можно приобрести по доступной цене, для его размещения не требуется много пространства. Подобное оборудование обладает несложной конструкцией, поэтому пользоваться им может даже человек без опыта.
Устройство и принцип работы
Ручной листогиб обладает такими достоинствами, как практичность и простота в эксплуатации. Подобное оборудование можно использовать непосредственно на месте проведения строительных работ. По описанию от производителя для такого оборудования не нужно питание от электросети.
Мобильность – вот главное, что смог оценить современный пользователь.
Станки для гибки металла ручного типа различаются по типоразмерам и техническим характеристикам. В каждой модели предусмотрен свой набор приспособлений, с помощью которых можно сгибать и резать листовой металл. Востребованность станков обусловлена дороговизной фасонных изделий. Проще использовать собственный станок, чтобы изготовить необходимое количество уголков, отливов и иных деталей.
По чертежам можно сделать станок и самостоятельно своими руками. Если хочется выполнить привлекательные детали, а не просто оцинкованные, тогда нужно только взять окрашенный листовой металл. Какая бы конструкция станка ни использовалась, лист плотно зажимается, поэтому в момент сгибания не сходит с позиции, а, соответственно, не царапается. Даже самостоятельно изготовленные детали выглядят привлекательно.
Вальцовый листогиб – самый распространены и недорогой вариант. В таком станке чаще всего используется три вальца. Для установки оборудования необходимо организовать подходящую площадку. Допускается использовать:
Все валки монтируются в конструкцию станка одного диаметра. Два стоят неподвижно, и только верхний двигается. Радиус кривизны меняется в зависимости от установленного расстояния между валами.
В ручной модели все приходит в действие благодаря усилию пользователя. Ему необходимо повернуть ручку, что стоит на одном из имеющихся вальцов. Крутящий момент передается другим элементам через установленные звездочки. Но если оборудование делают своими руками, то желательно подобрать их таким образом, чтобы скорость вращения оставалась одной.
Классификация
Листогиб может быть комбинированным, когда он способен работать не только в ручном режиме. Есть модели с ножом, благодаря которому удается сразу обрезать изделие, а значит, приводить его в товарный вид. Гильотина пользуется меньшей популярностью, чаще можно встретить в небольшом производстве маленький, трехвалковый экземпляр.
По функциям
Ручные листогибы можно классифицировать по функциональности:
- роликовые;
- гибочные;
- сегментарные;
- отбортовочные.


По способу сгибания
Можно провести классификацию и по другим параметрам, к примеру, методу сгибания и наличию дополнительного инструментария:
Все ручные агрегаты используют метод холодной гибки. Толщина листа заготовки тоже может меняться. Этот параметр составляет от 4 до 15 мм. На подобном оборудовании можно обрабатывать медь, оцинкованное железо, поликарбонат и даже картон с пластиком.
Обзор популярных моделей
Хорошие польские листогибочные станки стоят недешево. В последнее время стали востребованы модели российского производителя «Русич». Более дешевый вариант изготавливает Китай, но и качество сборки у таких моделей иногда сомнительное. В рейтинге лучших:
- Stalex;
- Tapco;
- Sahinler;
- Electrabrake.



Однако такие ручные агрегаты не каждый пользователь может себе позволить. Из более доступных вариантов стоит подробнее обратить внимание на другие станки.
ЛГС 26
Неплохой ручной агрегат, изготавливаемый отечественным производителем. Широко используется для работы с листовым металлом в месте монтажа строительной конструкции. Среди изделий, которые можно получить при помощи оборудования:
- отлив;
- откос;
- уголок;
- конек;
- фасадная панель;
- планка.
Такой агрегат можно установить в небольшом помещении. Его конструкция предельно проста, поэтому у пользователя не возникает проблем с эксплуатацией и обслуживанием оборудования.
Одно из достоинств, которое оценил современный пользователь – невысокая цена. При этом производитель позаботился о богатом функционале станка. Доступность обусловлена невысоким качеством механизмов, что также является минусом рассматриваемой модели. Из технических характеристик, которые обязательно нужно выделить:
- каркас изготавливается из стальной трубы с толстыми стенками, поэтому он считается усиленным;
- масса конструкции в разобранном виде 270 кг;
- габариты станка позволяют обрабатывать материал длиной 250 см;
- максимальная толщина заготовки 0.8 мм;
- угол сгиба 160 градусов, но можно догнуть деталь до 180 градусов.
Станок можно более подробно рассмотреть с конструктивной точки зрения. Производитель использовал улучшенный прижимной механизм. Именно благодаря ему заготовка остается на своем месте при ее обработке по всей длине. Механизм балки не сдвигается с места благодаря установленным пружинам. Для завершения цикла прогонки одной заготовки достаточно одного сотрудника. Во время работы с оборудованием угол гиба устанавливается точно. Чтобы это стало возможным, производитель предусмотрел удобную планку угломера.
В конструкции также предусмотрен ножной трап. Благодаря ему агрегат не опрокидывается даже при максимальном усилии гиба. В комплекте станок поставляется со специальным приспособлением, за счет которого производится поперечная резка металла. Это хорошая модель, если планируется наносить на заготовку дополнительно ребра жесткости. Для этого в конструкции есть прижимная балка.
Sorex 3160
Это польский сегментный станок, который широко используется для изготовления крупногабаритных элементов:
- вентиляция;
- панель для фасада;
- кровельные изделия.
Масса описываемого станка составляет 320 кг. Он может работать с нелегированной сталью, максимальная толщина которой составляет 0.9 мм. Если заготовки изготавливались из мягкого материала, такого как алюминий, тогда толщина листа металлопроката увеличивается до 1.4 мм. Максимальный угол сгиба составляет 180 градусов. Длина готовой детали достигает 316 см.
Среди основных достоинств, которыми может похвастаться описываемый станок – конкурентная цена, наличие богатого дополнительного функционала. Приспособления позволяют уменьшить производственные издержки, что немаловажно на начальных этапах построения бизнеса. Пользоваться оборудованием просто, для этого на корпусе есть специальные регулировочные элементы. С их помощью установленный угол меняется быстро и легко. В качестве основного материала для изготовления каркаса использовался стальной профиль. Чтобы продлить его долговечность, поверхность покрыта антикоррозийным составом.
Из особенностей, отличающих представленную модель от других, можно выделить особую конструкцию ножа. Когда он заканчивает отрезать материал, занимает положение на балке, что в конструкции выступает в качестве направляющей. Таким образом нет необходимости полностью его отводить в начальное положение.
Допуски производитель самостоятельно отрегулировал и отладил на заводе.
Во время эксплуатации оборудования прижимную балку можно зафиксировать на необходимой высоте. Это стало возможным благодаря установленному вертикальному подъемному механизму.


SNO-1,5/1300
Изготавливает станок чешская компания Proma. Представленное оборудование можно смело назвать универсальным. В его функционал входит возможность использовать агрегат в качестве гибочного станка с последующим вальцеванием или скручиванием в цилиндр. Ролики имеют особые проточки, которые легко наматывают проволоку. Масса оборудования больше, чем в остальных представленных моделях. Этот параметр составляет 530 кг.
Максимальная толщина обрабатываемой заготовки составляет 1.5 мм, минимальная – 0.4 мм. Длина стола для работы 132 см. Устройство используется для гиба продукции металлопроката под прямым углом. Диаметр роликов для обкатки составляет 7.6 см. Станок может свернуть нелегированную сталь толщиной 0.4 мм в цилиндр.
В производстве такой агрегат станет незаменимым помощником, поскольку он может изготавливать широкий ассортимент продукции. Станок обладает простым управлением, прекрасной износостойкостью. Из недостатков, которые отмечают пользователи:
- внушительная масса;
- немобильный;
- дорого стоит.
Как выбрать?
Перед тем как купить ручной листогиб, стоит убедиться, что он обладает простой конструкцией. Для оцинковки и для профнастила можно использовать универсальный агрегат. От формы станины во многом зависит функционал оборудования. Дорогие модели могут из листового металла создавать широкий ассортимент готовой продукции.
Обязательно конструкция должна быть устойчивой. Использование ручного станка предполагает мобильность, чтобы пользователь мог транспортировать оборудование на место проведения строительных работ.
Поскольку ручной агрегат для профлиста, полосы и других заготовок предполагает использование ручного труда, то перед покупкой обязательно нужно обращать внимание на то, что используется в качестве утяжелителя рычага балки для гибки металла. Если предусмотрена система противовесов, это хорошо – она позволяет пользователю затратить гораздо меньше сил на изготовление готовой продукции.
Как пользоваться?
Независимо от модели, к станку прилагается инструкция по эксплуатации, ее стоит строго соблюдать.
Следование правилам – залог безопасности пользователя.
Пользоваться ручным агрегатом просто. Нужно только поместить листовой металл между имеющимися роликами и начать крутить ручку. Заготовка проходит цикл гибки и выходит установленной формы. Менять угол гиба и регулировать другие параметры можно, увеличив расстояние между валиками.
Как сделать своими руками?
Существует много чертежей, как можно сделать вручную самодельный станок из уголка, рельсы или тавра. Для изготовления станка из тавра потребуется:
- тавр 7 см в количестве трех кусков по 25 мм;
- болты 2 см диаметром;
- кусок металла для укосин, толщина которого должна составлять 5 мм;
- одна пружина.
Порядок сборки выглядит следующим образом:
- складывают вместе два тавра, в них делают выемки, куда потом будут цепляться петли;
- третий кусок тавра оформляют так же, только глубина выемки должна быть больше;
- петли приваривают;
- приваривают укосины по две штуки с каждой стороны к одному тавру;
- гайка болта сваркой крепится к укосинам;
- устанавливается обрезанный тавр, что будет играть роль прижимной планки;
- вверху планки устанавливаются пластины с отверстием, их тоже приваривают;
- пружина должна быть такой высоты, чтобы планка могла подниматься на 7 мм.
- болт пропускают в отверстие планки, устанавливают пружину, закручивают гайку;
- то же самое проделывают с другой стороны;
- два отрезка арматуры приваривают к шляпке вкрученного винта, затем устанавливают ручку.


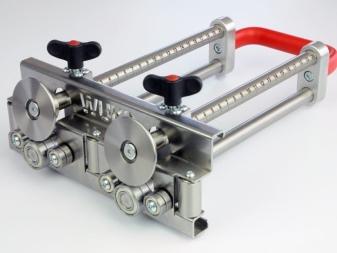
В следующем видео представлен обзор роликового листогиба WUKO Combo Bender 5000.
Какое оборудование и инструмент применяются для гибки металла

Одна из распространенных технологических процедур, которые связаны с обработкой металла, –гибка. Подобная манипуляция позволяет легко придать изделию необходимую форму. Используя специальные инструменты для гибки металла, создают декоративные элементы, части мебели, карнизы и другие детали. Главное преимущество такой процедуры – возможность легко получить подходящий предмет. При этом в результате получается бесшовное изделие, которое сложно деформировать, испортить. Его внешний вид и характеристики сохраняются надолго. Гибка листового металла может быть как ручной, так и механической. Оба варианта целесообразно использовать в разных случаях.
Инструменты для гибки тонколистового металла позволяют выполнять работы разного уровня сложности. Вы можете приобрести подобное оборудование для самостоятельной гибки или же обратиться к нам. Уральский завод листовых конструкций выполняет качественную гибку .
Распространенные типы инструментов
Разные типы инструментов и приспособлений, применяемых при гибке металла, направлены на выполнение сложных и простых работ. Есть оборудование, предназначенное исключительно для использования на производстве, в цехах и для применения в небольших мастерских. На выбор инструмента влияет и толщина металла. Если речь идет о тонких элементах, то применяют исключительно холодную гибку. В соответствии с типами деталей, с которыми чаще проводятся работы, следует подбирать и оборудование. Названия инструментов для гибки металла разные, как и их сферы использования.
Самый популярный инструмент для гибки листового металла на заводе – это станок. Выделяют такие разновидности:
- электромеханические – часто используются на серийном производстве, подходят для миниатюрных элементов;
- гидравлические – применяются для элементов, сделанных из особо толстого или прочного металла, обеспечивают практически ювелирное качество работы.

Отдельно выделяют оборудование и инструмент для гибки металла ручным способом. При этом часто используются:
- молотки (легкие и тяжелые);
- кувалды, тиски;
- плоскогубцы;
- ручные листосгибочные машины.
Какие инструменты для правки и гибки металла и проволоки используются чаще всего?
Часто у мастеров возникает желание приобрести все варианты инструментов, которые есть в продаже. Однако это неразумно. Вначале нужно понять, с какими объемами продукции вы планируете работать. Например, если речь идет о небольшом цехе, то будет вполне достаточно простых ручных станков, инструментов. Такое оборудование легко можно брать с собой, чтобы работать на выезде, на разных строительных объектах.
Также нужно понимать, с какими типами материала вы планируете работать. Если речь идет не только о тонколистовом металле, но и о более массивных изделиях, потребуется купить производительные станки.

Если вам требуется провести какие-либо работы с металлом, обращайтесь к нам. Уральский завод листовых конструкций проводит качественную гибку в Екатеринбурге. У нас есть все необходимое оборудование, а также – мастера высокого класса. Также у нас есть услуга лазерная резка металла на высокоточном оборудовании. Мы работаем быстро и гарантируем высокое качество.
Ознакомиться с ценами на услуги гибки и лазерной резки металла можно на отдельной странице прайс
Роликовый листогиб: характеристика, применение и правила выбора
Знание характеристик роликового листогиба и особенностей его применения в промышленности и в быту очень важно. С учетом этих параметров можно сформировать четкие правила выбора. Не менее актуально разобраться, продукции каких фирм стоит доверять.
Особенности и назначение
Гибка листового металла может быть выполнена даже дома. Но делать это с помощью простых подручных инструментов и вручную крайне трудно. Да и качество такой работы мало кого удовлетворит. Хороший ручной роликовый листогиб обеспечивает сгибание металла под разнообразными углами. Само по себе такое устройство не слишком сложно, его нередко даже делают самостоятельно. Роликовые листогибы практичны и удобны. Они позволяют сгибать листовой металл прямо там, где проводится монтаж выгнутых конструкций. Обработка производится в холодном режиме. Без листогибов крайне сложно изготавливать:
части фасадов здания;


Ключевыми характеристиками сгибающего оборудования являются:
допустимая толщина листа;
диапазон углов сгибания;
точность задания этих углов;
Принцип работы
Типичный станок такого вида оснащается тремя валами. Он может сгибать не только лист, но и другие металлические конструкции. Работает система любой марки и модели более или менее одинаково: ролики гибочного станка отгибают кромку. Сгиб производится в момент, когда инструмент идет вдоль края листа. Продвинутые конструкции часто оснащаются особыми направляющими, которые помимо основной функции имеют метрическую шкалу.
Для работы придется правильно установить высоту специального каната. Потом размещают листовую заготовку так, чтобы она оказалась точно между специальными роликами. Кромку гнут поступательным движением, работают максимально плавно. Высота отгиба борта может различаться, но обычно задают такой параметр, чтобы заготовка не была чрезмерно толста.
Продвинутый догибатель позволяет задать угол до 180 градусов.


Производители
Широкое распространение в разных странах получили бендеры, поставляемые австрийским концерном Wuko Maschinenbau GmbH. Модификация Wuko Bender позволяет производить прямо на месте детали кровли, водосточных труб и различных воздуховодов. Этот ручной листогиб может дотягиваться до самых труднодоступных участков. Есть и специальный режим криволинейного изгиба с разными радиусами. На традиционном листогибочном станке, используемом промышленностью, это сделать нельзя.
Wuko Mini Bender — устройство с единственной парой роликов. Вариант 2020 обеспечивает изгиб от 0,5 до 2 см. Если нужны борта большей высоты, стоит обратить внимание на другие модификации в той же линейке. Сейчас их 2: 2030 и 2050. Но ассортимент на этом не заканчивается.


Если важна повышенная производительность, нужно обратить внимание на линейку Wuko Duo Bender. В таких системах есть 2 пары роликовых элементов. Разница по величине изгиба вполне ощутима — в разных моделях она может составлять от 20 до 35 см. Стоит отметить и конструкцию Wuko Duo Bender 3350 Plus, которая комплектуется вспомогательной снимающейся ручкой и опорной планкой. Такие устройства оптимальны, когда надо работать на прямом участке.
Говоря про российские сгибающие системы, полезно упомянуть модель ЛБА-215. Ее характерная особенность — гибочная балка с повышенной жесткостью. Устройство отлично подходит для производства элементов вентиляции и прочих «фасонных» изделий из металла. Возможна обработка не только стали, но и меди, и алюминия. Набор поставки включает отрезную машинку и фальцеосадочный блок, помогающий догибать заготовки до 180 градусов.

Еще одна привлекательная модель — MRB UNO 100 METALMASTER. Параметры этого листогиба таковы:
Рекомендации по выбору листогибочного инструмента. Часть I

Многие считают, что листогибочный инструмент не играет большой роли в процессе гибки металла, тогда как на самом деле справедливо обратное утверждение. Хотя листогибочные прессы с течением времени и превратились в многоосевые высокоточные станки с функциями самостабилизации, листогибочный инструмент – единственное, что действительно придает форму заготовке во время гибки (см. рис. 1).
Граница между тем, какому стандарту (американскому, европейскому, новому стандарту или стандарту RFA) соответствует инструмент, стала нечеткой. Многие функции, необходимые для высокопроизводительной гибки, стали использоваться в самых разных типах инструмента. Независимо от того, какой инструмент и тип зажима вы выберете, они должны отвечать, как минимум, нескольким минимальным требованиям.
Высокая точность. Инструменты должны быть изготовлены с допуском, не превышающим 0,01 мм. Крайне важно обеспечить точность изготовления детали, не прибегая к разного рода ухищрениям при наладке станка, например к использованию прокладок и т.п.
Сегментированные секции. Такая структура инструмента позволяет получать детали различной длины, составленные из нескольких предварительно вырезанных частей. Кроме того, работать с частями небольшого размера проще и безопаснее.
Установка с самоудержанием. Необходимо обеспечить возможность загрузки инструментов при поднятой траверсе пресса. Система держателей инструмента должна удерживать несколько инструментов на месте до момента приложения усилия зажима (см. рис. 2).
Самоцентровка. После приложения усилия зажима, пуансоны механически устанавливаются в рабочее положение. Это позволяет избавиться от необходимости опускать пуансон в матрицу во время наладки.
Фронтальная загрузка. Необходимо обеспечить возможность установки инструментов спереди пресса. Это сокращает время наладки, поскольку не требуется тратить время на перемещение инструментов с дальнего конца листогибочного пресса. В большинстве случаев фронтальная загрузка также позволяет устранить необходимость в использовании вилочных погрузчиков и кран-балок.
Стандартные размеры. Инструменты стандартной высоты позволяют сократить объем операций по перенастройке пресса при переходе к обработке другой заготовки. Передние опоры, задние упоры и предохранительные устройства остаются в своем обычном положении. А поскольку все инструменты имеют стандартную высоту, можно добавлять подготовленные заготовки, будучи уверенным в том, что их можно обрабатывать имеющимися инструментами.
Многие высококачественные листогибочные инструменты изготовлены по метрическим стандартам. Таким образом, V-образная матрица с номинальным размером канала 6,3 мм имеет фактический размер 6 мм. Более того, участки сгиба листового металла имеют слегка эллиптическую форму радиуса закругления вершины, так что для получения правильной формы необходимо только переместить инструмент ближе к месту сгиба. Для простоты размеры в дюймах округлены.
В последующем тексте статьи основное внимание уделяется воздушной гибке, и для этого есть серьезная причина. Общей тенденцией является отказ от гибки с прижимом или штамповки в пользу воздушной гибки, когда это возможно. Не забудьте, однако, что не все детали можно изготовить, используя методы обычной воздушной гибки.

Рис. 1. Инструмент играет важнейшую роль в обеспечении точности изготовления деталей.
Операторы по всей отрасли используют самый разный инструмент для изготовления деталей сравнимого или идентичного качества. Множество операторов производят детали приемлемого качества, используя неправильный инструмент, потому что у них нет правильного. Они добиваются качества; однако в этом случае “добиваться качества” не означает изготавливать детали с высокой эффективностью и повторяемостью, и, кроме того, такой подход может серьезно нарушать ход рабочего процесса. Основой передовой практики выбора инструмента, на самом деле, должна стать элементарно простая цель: обеспечение наилучшего качества деталей при минимальных затратах времени.
Системный подход к выбору необходимого инструмента.
Предприятие, занимающееся техническим обслуживанием, использует (и ему требуются) листогибочные инструменты, отличающиеся от тех, которые применяет изготовитель заказных деталей. Таким образом, перед тем как углубляться в детали, четко определите свои потребности и бюджетные ограничения.
Например, вам могут потребоваться дополнительные инструменты для сокращения времени наладки. Возможно, вы придерживаетесь принципов экономичного производства, для которого выгодно иметь отдельные наборы инструмента для каждого листогибочного пресса и, поэтому, вы готовы к инвестициям в идентичные наборы инструмента для каждого станка. В этом случае при наладке пресса ценное время не тратится на поиск необходимого инструмента в ящике для инструмента или где-то еще. Дополнительное преимущество такого варианта – отсутствие необходимости в обеспечении совместимости типов инструмента, используемого на разных прессах, поскольку инструменты, по большей части, используются на тех станках, для которых они приобретались (см. рис. 3).
Если необходимо приобрести дополнительные (дубликаты) инструменты, чтобы расширить набор инструментов, имеющихся в собственном ящике для инструмента каждого пресса, выбрать их достаточно просто. Зачастую эти инструменты находятся в удобных для оператора местах или они уже имеются в ящике для инструмента листогибочного пресса. Ищите инструменты с самыми заметными следами износа: рабочие поверхности этих инструментов светлые и блестящие. Корпуса этих инструментов, вероятно, также чистые и блестящие. Маловероятно, что разыскиваемые инструменты – ржавые грязные инструменты, лежащие на дне ящика.
Выбор матрицы
Чтобы получить максимальную отдачу от вложенных средств, выберите минимальное количество нижних штампов (матриц), которые позволят выполнять гибку металла любой толщины в пределах того диапазона, с которым работает ваше оборудование. Предприятия, не имеющие достаточного опыта, выполняющие нестандартные заказы, а также компании с ограниченными средствами, должны выбирать нижние штампы, используя правило 8×2.
Во-первых, определите диапазон толщины металла, гибку которого предполагается выполнять. Например, вы предполагаете работать с металлом толщиной от 0,8 до 6,4 мм.
Во-вторых, рассчитайте размер наименьшей требующейся V-образной матрицы, умножив минимальную толщину металла на 8. В нашем примере наименьшая матрица потребуется для гибки металла толщиной 0,8 мм. Отсюда: 0,03 × 8 = 0,24 дюйма, которые мы округлим до 0,25 (6,4 мм).
В-третьих, рассчитайте размер наибольшей требующейся V-образной матрицы, умножив максимальную толщину металла на 8. В нашем примере наибольшая матрица потребуется для гибки металла толщиной 0,25 дюйма: 0,25 × 8 = 2
Таким образом, вы определили размер наименьшей и наибольшей требуемой матрицы: 0,25 и 2 дюйма, соответственно. Чтобы определить, какие матрицы требуются между этими пределами, возьмите наименьшую V-образную матрицу и увеличьте ее размер в два раза. В нашем примере получится матрица размером 0,5 дюйма (0,25 × 2 = 0,5) или 12,7 мм. Далее, увеличив матрицу размером 0,5 дюйма в два раза, получим 1-дюймовую матрицу, а затем, увеличив этот размер еще вдвое, получим матрицу размером 2 дюйма. Таким образом, получился минимальный набор из четырех разных V-образных матриц, требующихся для гибки металла толщиной от 0,03 до 0,25 дюйма (0,8–6,4 мм): 0,25 / 0,5 / 1,0 и 2,0 дюйма.
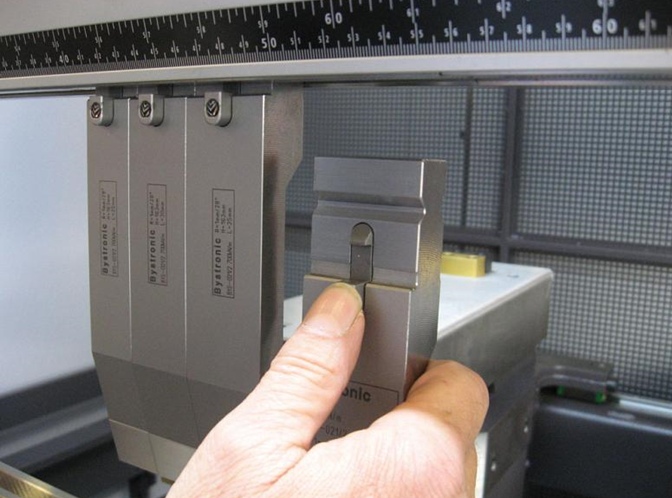
Рис. 2. Инструменты удерживаются на месте пока механизм зажима открыт.
Выбор пуансона
Для определения минимального количества верхних штампов (пуансонов) также используется толщина материала. Для гибки материала толщиной 0,187 дюйма (4,7 мм) и тоньше можно использовать остроконечный пуансон (со смещенным ножом) с радиусом 0,04 дюйма (1 мм). Острый угол позволяет выполнять гибку под углом больше 90 градусов, а смещение – создавать J-образные профили. Для гибки материала толщиной от 0,187 до 0,5 дюйма (4,7–12,7 мм) рекомендуется прямой пуансон с радиусом примерно 0,12 дюйма (3 мм), способный выдерживать увеличенные нагрузки.
Обратите внимание, что при использовании общепринятых отраслевых стандартов для изготовления некоторых деталей, включая детали из более толстого материала и материала повышенной прочности, места сгиба заготовки часто сминаются, растрескиваются и даже разламываются. Это объясняется законами физики. Узкий торец пуансона означает большее усилие на линии сгиба, а с учетом узкой V-образной матрицы это усилие возрастает еще больше. В случае сложных для изготовления деталей и, в особенности, при использовании заготовок толщиной более 0,5 дюйма (12,7 мм), лучше всего обратиться к поставщику материала за консультацией по поводу рекомендуемого радиуса при вершине пуансона.
Канал V-образной матрицы определяет радиус
При воздушной гибке мягкой стали создаваемый внутренний радиус изгиба составляет приблизительно 16% от размера канала V-образной матрицы. Таким образом, при воздушной гибке материала с использованием V-образной матрицы размером 1 дюйм (25,4 мм), внутренний радиус изгиба будет равен приблизительно 0,16 дюйма (4 мм).
Предположим, в документации указан материал толщиной 0,125 дюйма (3,2 мм). В идеальном мире вы бы просто умножили это значение толщины на 8 и стали использовать V-образную матрицу размером 1 дюйм. Довольно просто. Однако многие разработчики технологий обработки листового металла указывают радиус изгиба равный толщине металла. Что если в документации указан внутренний радиус равный 0,125 дюйма (3,2 мм)?
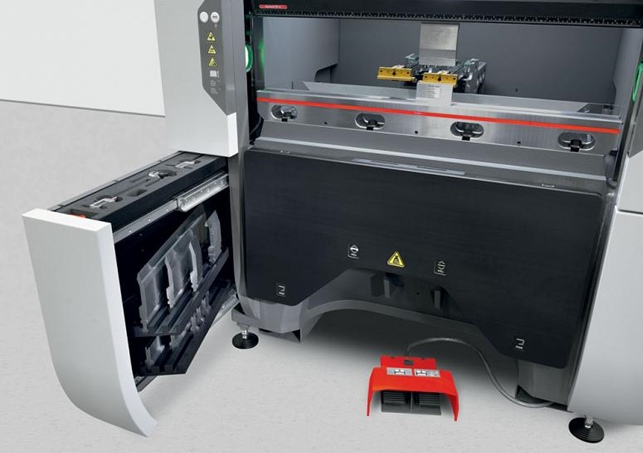
Рис. 3. Ящики инструмента для каждого пресса позволяют сократить время наладки.
Повторим, что при воздушной гибке создаваемый внутренний радиус изгиба составляет приблизительно 16% от размера канала матрицы. Это означает, что при использовании матрицы размером 1 дюйм можно получить радиус изгиба равный 0,16 дюйма (4 мм). Как же быть? Просто используйте более узкую V-образную матрицу. Матрица размером 0,75 дюйма (19 мм) позволит создать внутренний радиус близкий к 0,125 дюйма (3,2 мм) (0,75 × 0,16 = 0,12).
Аналогичный подход применим, когда в документации указаны большие радиусы изгиба. Предположим, что требуется создать внутренний радиус изгиба равный 0,32 дюйма (8,1 мм) при гибке мягкой стали толщиной 0,125 дюйма (3 мм), т.е. этот радиус более чем в два раза превышает толщину материала. В этом случае следует выбрать матрицу размером 2 дюйма (50,8 мм), которая позволит создать внутренний радиус изгиба равный приблизительно 0,32 дюйма (2 × 0,16) или 8,1 мм.
Этот способ имеет свои ограничения. Например, если для создания указанного внутреннего радиуса изгиба необходимо использовать канал V-образной матрицы, размер которого превышает толщину металла менее чем в пять раз, возможно ухудшение точности угловых размеров, повреждение пресса и используемого инструмента, а также серьезное снижение уровня безопасности.
Минимальная длина фланца
При выборе V-образных матриц принимайте во внимание длину фланцев. Минимальный размер фланца, который необходим при гибке с помощью V-образной матрицы, составляет приблизительно 77% от размера канала матрицы. Таким образом, при изготовлении детали с использованием V-образной матрицы размером 1 дюйм (25,4 мм) потребуется фланец размером, как минимум, 0,77 дюйма (19,5 мм).
Этот способ также имеет ограничения. Точно также, как в случае малых внутренних радиусов изгиба, если для фланца требуется матрица, ширина которой превышает толщину материала менее чем в пять раз, возможно возникновение проблем с точностью угловых размеров, повреждение пресса и используемого инструмента, а также серьезное снижение уровня безопасности.
Во второй части статьи, посвященной правилам выбора листогибочного инструмента, приводится подробная информация, касающаяся правил выбора пуансонов, правил изготовления Z-образных профилей и процесса гибки деталей с вырезами и угловыми надрезами.

Рис. 4. В идеальном мире для гибки этой заготовки толщиной 0,125 дюйма (3 мм) вы бы выбрали матрицу размером 1 дюйм (25,4 мм). Но учитывая указанную длину фланца, потребуется более узкая матрица.
Читайте также: