Из чего делают пушки металл
Обновлено: 04.10.2024
Главным нововведением в производстве артиллерийских орудий стал переход от разовой неразъемной модели к многоразовой разъемной. Вместо деревянных моделей для отливок начали применять латунные и чугунные. Старый способ отливки пушек (когда пушку отливали целиком вместе с каналом ствола) заменяется новым, при котором орудия отливаются в виде сплошной болванки, а затем в ней высверливается канал ствола. В результате применения сверления канал ствола получался очень ровным, его поверхность оказалась чистой (то есть без шероховатостей, наплывов и провалов, характерных для литой поверхности). Такой метод получил название «глухого» и сохранялся до конца XIX века.
Способ сверления канала ствола тоже претерпевал весьма важные изменения. Старые вертикально-сверлильные станки (раньше станки их называли «машинами») заменялись горизонтально-сверлильными. В чем тут выгода? Дело в том, что при вертикальном положении рассверливаемого ствола сверло находилось все время под значительным давлением оседающего на него ствола и очень часто ломалось, заготовка с обломком сверла при этом обычно оказывалась испорченной и выбраковывалась, а это немалые деньги. При горизонтальном же расположении ствола он надежно крепился на специальных салазках, а сверло, не испытывая более излишних нагрузок, позволяло оперировать режимами механообработки в широком диапазоне, что значительно улучшало качество обработки.
Позже сверлильную машину еще усовершенствовали. Теперь сверло уже не вставляли в гнездо вала водяного колеса, а крепили на специальной тележке, надвигающейся на вращаемый водяным колесом или паровой машиной ствол по направляющим рельсам.
Сложной была обработка орудийных цапф (выступов ствола, которыми орудие крепится к лафету). Ранее их обрабатывали вручную, на что уходило до 5-6 дней. Первые машины для обточки цапф, действовавшие от водяного колеса, появились во второй половине XVIII века. За сутки на такой машине обрабатывали до 5 орудийных стволов. Позже вместо водяного движителя были применены паровые машины.
Надо сказать, что уже в первой половине XVIII века в Европе начинают все большее развитие получать именно паровые машины. Особенно бурно этот процесс шел в Англии, технологически значительно опережавшей все прочие государства в мире. Здесь водяное колесо заметно сдало свои позиции, хотя им еще пользовались на предприятиях, расположенным по берегам рек, как дармовым источником энергии (для паровой машины нужны были дрова или уголь, причем в значительных количествах).
Из чего же делали артиллерийские орудия? Небольшую часть пушек делали из чугуна, но эти орудия были тяжелы, поскольку чугун – металл хрупкий и чувствительный к ошибкам при отливке, поэтому приходилось делать толстые стенки ствола с запасом, дабы снизить риск его разрыва при выстреле. Основную массу орудий делали из бронзы. Бронза прекрасно лилась (т. е. хорошо затекала в формы, равномерно остывала без сильных усадок, образования раковин и иных скрытых дефектов), а, кроме того, она замечательно подходила для механообработки и, по сравнению с чугуном, была менее подвержена риску разрыва. Бронзовые пушки были меньшей массы, нежели чугунные. Но, тем не менее, на практике ресурс бронзовых орудий был невысок: из-за накапливавшихся усталостных изменений в металле орудия разрывались на 500-600-м выстреле. С этим приходилось мириться, поскольку иных материалов, пригодных для изготовления орудий, в то время не было.
Иной читатель спросит — а как же железо, сталь? Да, сталь хоть и была известна, но пушек из нее делать еще не умели. Основная проблема была в очень высокой прочности стали, что вызывало большие трудности для ее механообработки. Поэтому вплоть до второй половины XIX века, когда появились первые стальные пушки системы Армстронга , все пушки делались из бронзы и чугуна.
Справедливости ради надо сказать, что попытки создать стальную пушку все же предпринимались. Например, в России такая пушка была создана инженером Яковом Зотиным на Нижнеисетском заводе, единственном в то время в России предприятии, где было организовано производство стали. Зотин организовал работы по отковке орудия, используя для этого молотовые горны и водяные молоты «со стальной наваркою» . Для сверловки канала ствола использовался вертикально-сверлильный станок, а для обработки наружной поверхности ствола — токарный. К маю 1812 года пушка была готова. Это было стале-слоистое нарезное 3-фунтовое орудие. Но артиллерийский приемщик отказался его принять как «не предусмотренное высочайшей инструкцией» . В сентябре того же года было готово второе орудие, изготовленное на этот раз в точном соответствии с инструкцией — оно было гладкоствольным. Орудие, по отзыву приемщика, было «ковкою весьма хорошо, может выдержать и ночное действие» . Орудие было принято и отправлено в Петербург, где получило высокую оценку. Особенно Артиллерийский департамент поразило то, что орудие обходилось очень дешево. Но принимать его на вооружение не поспешили. Более того, в 1824 году А. А. Аракчеев «лично изъяснил его императорскому величеству, что железные пушки никогда не смогут быть столь удобны к действовию и в изготовлении, как медные» .
В этом месте многие учебники по русской истории с горечью сообщают, что «использование стальных орудий в русской артиллерии было задержано на 30 лет» . А мы давайте попробуем не осуждать «глупых» чиновников во главе со «сумасбродным» Аракчеевым, как его те же учебники имеют обыкновение припечатывать, а понять, почему отказались от, казалось бы, такой перспективной артсистемы?
В этом был резон: изготовить одно нарезное орудие было куда проще, чем наладить массовый выпуск не только нарезных пушек, но и совершенно новых боеприпасов к ним. Ведь старые боеприпасы от гладкоствольной артиллерии совершенно не подходили для стрельбы из нарезного орудия. Если кто-то думает «да чего там, взяли, да и перешли от круглых ядер на обычные снаряды», то глубоко ошибается. Баллистика – это целая наука. Как заставить снаряд лететь не просто по заданной траектории, но еще и определенным образом направленным? Ядро круглое и нам все равно каким боком оно летит: у него все бока одинаковые. Веретенообразный снаряд имеет иную форму и должен лететь именно носом вперед, а не боком и не донцем. Если орудие нарезное, то снаряд в полете крутится. Как заставить его нос при этом не описывать конус из-за плохой симметрии? Какой длины надо делать снаряд? Какой формы он должен быть? Как обеспечить хорошее прилегание снаряда к стенкам канала ствола и в то же время чтобы его там не заклинивало при малейшем перекосе?
Это сегодня у нас есть все ответы, а тогда это еще только предстояло придумать, испытать, натолкнуться на массу проблем, решить эти проблемы, натолкнуться на следующие проблемы, решить и их, и только после этого приступать к перевооружению армии. И что же? Заниматься всем этим в условиях уже шедшей крупной войны с Наполеоном и при явной угрозе вторжения наполеоновской армии в Россию? Так что зря наши учебники занимаются поиском дураков, мол, предки наши были болванами и не понимали очевидных преимуществ. Не были они болванами, а, в отличие от нас, видели и понимали еще много такого, что мы сегодня упускаем из виду, или просто не знаем.
2. Пушки
Процесс изготовления артиллерийского орудия включал в себя формовку, отливку, сверление канала ствола, наружную обточку и окончательную ручную отделку. Получая наряд на орудия, завод получал и их чертежи, а также лекала. По этим чертежам изготовлялись модели орудий. Обычно модель состояла из двух продольных частей, изготовленных из дерева, разделявших орудия как бы на две половины.
Формовка производилась в чугунных опоках, соединявшихся между собою с помощью болтов. В качестве формовочного материала употреблялся обычный речной песок, смешанный с шерстью. После набивки опок модель вынимали, давали формам просохнуть и смазывали их специальными чернилами, состоявшими из сажи, огнестойкой глины и воды. На формовке орудия в зависимости от его величины было занято от 5 до 9 человек. Процесс продолжался 12 часов. Готовые формы отправляли в сушилку на двое суток, затем снова смазывали чернилами.
Обе половины опоки соединяли болтами. С помощью специальною крана форма опускалась в литейный чан, где с помощью отвеса ее приводили в строго вертикальное положение, на что уходило до 6 часов. От печи проводилась борозда к резервуару, сложенному из кирпича и обмазанному внутри глиной. От резервуара к литейному чану проводился желоб из листового железа, в конце которого имелась воронка, установленная перпендикулярно середине орудия. В места соединения борозды с резервуаром и резервуара с желобом и воронкой устанавливались железные заслонки для регулирования притока бронзы. Во время заполнения формы рабочие наблюдали, чтобы металл лился тихо, непрерывной струей и не касался стен формы. По наполнению формы бронзой ее оставляли остывать 12-20 часов, в зависимости от величины орудия. Затем разнимали части опок и, обмотав орудие канатом, поднимали его наверх, отбивали формовой песок и отвозили на заводскую площадь, где давали окончательно остынуть.
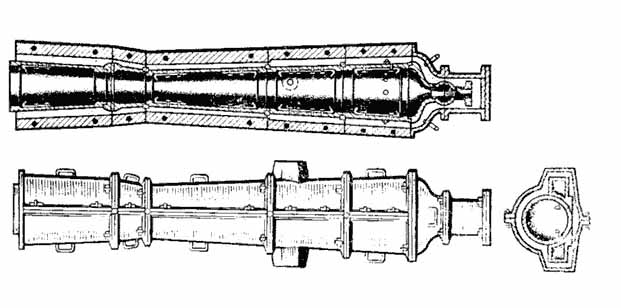
Остывшее орудие поступало в сверлильный цех, где на специальном станке сначала отрезался литник, а затем сверлился канал ствола и производилась его наружная обточка. Сверление пушек производилось тремя сверлами: проходным и калиберным, делавшими 4-6 оборотов в минуту, и гладильным, делавшим 2 оборота в минуту. В мортирах кроме того еще несколькими сверлами высверливалась камора для порохового заряда. Со второго сверления начиналась одновременная обточка ствола снаружи. Цапфы (выступы, которыми ствол крепился к лафету) обрабатывались, как я уже сказал, на особом обточном станке. Поверхность ствола между цапфами обрабатывалась вручную. После этого сверлился запал.
Все эти операции занимали 3-4 дня. Затем орудие испытывалось боевым и усиленным выстрелами, а также «водяной пробой» , для чего ствол ставили вертикально жерлом вверх и, налив в него воду, оставляли под грузом на 6 часов. Если после этого наружная поверхность орудия была влажной, значит, в нем имелись микроскопические трещины и оно браковалось. Принятое орудие клеймилось и отправлялось на склад.
3. Снаряды
Для формовки снарядов использовался чистый просеяный речной песок. Формы для ядер изготовлялись с помощью чугунных опок и моделей в виде двух полушаров. Наформовав две опоки, рабочие убирали модели, а опоки складывали вместе. Наружные формы бомб и гранат изготовлялись точно так же, с той только разницей, что нижняя форма имела в середине специальное отверстие («запал»), в которое вставлялась чугунная трубка («подтрубок»). Формы для образования внутренней пустоты в бомбах и гранатах («сердечники») изготовлялись из сырого крупного речного песка, иногда с примесью глины. Набивались они на специальную обшитую коноплей трубку («душник»). После сушки готовый сердечник вставлялся в наружную форму так, чтобы душник проходил сквозь канал подтрубка, а затем опоки складывались вместе.
При формовке картечных пуль употреблялись модели, выточенные из мягкого камня и гладко отполированные. Между моделями клали специальный деревянный брусок («путец»), с помощью которого образовывались борозды для заливки металла.
Снаряды отливались в сырые формы без предварительной просушки. Чугун заливался в формы железными обмазанными внутри глиной ковшами. Спустя 10 минут опоку переворачивали для равно-мерной усадки чугуна, еще через 15 минут опоки разнимали, отгребали песок и отбивали литники.
Годные снаряды поступали в чистку. На поступившей в чистку картечи небольшими чугунными молотками заравнивали литники. Для очистки картечи от нагара ее клали между двумя чугунными горизонтально лежащими кругами и приводившимися в движение одним рабочим. Подобно картечи чистились и ядра, только круги были больше и приводились в движение водяным колесом. Из пустотелых снарядов извлекался душник и вычищались остатки сердечника. От нагара бомбы и гранаты очищались вручную.
При приеме снарядов пользовались особыми мерками («кружалами»), которыми проверялся диаметр снарядов, кронциркулями — для измерения диаметра запального отверстия. Ударом молотка по поверхности узнавали, нет ли скрытых раковин и трещин. Затем снаряды взвешивались, чтобы убедиться в плотности чугуна. Принятые снаряды клеймились и поступали на склад.
Валерий Потапов
Источники:
Загорский Ф. Н. «Очерки по истории металлорежущих станков до середины XIX века», М., 1960.
Смирнов А. А. «Аракчеевская артиллерия», Рейтар, М., 1998.
Старков Д. П. «К вопросу производства стальных и слоистых артиллерийских орудий на Уральских заводах в конце XVIII и начале XIX столетий», Ленинград, 1952.
Ляпин В. А., Щербаков Н. В. «Оружие армии и военная промышленность России 1799-1815», Рейтар, М., 2002.
Зворыкин А. А., Осьмова Н. И. «История техники», M., Соцэкгиз, 1962.
Terry S. Reynolds. «Stronger than a hundred men: a histoiy of the vertical water wheel». The Johns Hopkins University Press, 1983.
Из каково металла изготовлялись старинные пушки?
Первые железные пушки изготовлялись сложным способом: ствол составлялся из железных полос, на которые набивались железные кольца. Пушка готовилась по образцу бондарных изделий. Подобные орудия часто разрывались при выстрелах.

Поэтому в XV-XVI вв. готовились в основном литые медные и бронзовые орудия. Но из чугуна тоже можно отливать пушки. Чугунные орудия гораздо дешевле бронзовых, и сырья для них можно получить значительно больше, а следовательно, намного больше увеличить артиллерийский парк.
В XVII в. во многих странах начинает распространяться технология отливки орудий и снарядов из чугуна. Этот материал появился в Китае по одним источникам в VI в. до н. э. , по другим — на рубеже старой и новой эр. Во всяком случае, уже к 954 г. относится упоминавшаяся гигантская чугунная отливка «Царь-лев» . В Европе же появление чугуна относится к XIV в. , что послужило основанием ряду исследователей связать изобретение чугуна с Германией XIV в. На самом деле, это яркий пример разновременного, но практически независимого появления новшества из» за слабого распространения информации. Как в средневековье стали плавить чугун, точно не известно. По- видимому, это произошло случайно. При увеличении количества дутья в шахтных печах, использовавшихся в это время для получения железной крицы из руды, было замечено, что из домницы вместе со шлаком вытекает непохожее на шлак вещество.

Затвердев, оно имело металлический блеск в изломе, было таким же прочным и тяжелым, как железо, но отличалось от него хрупкостью и не могло коваться .

Так как его появление при плавке снижало выход готового железа, это вещество считали нежелательным. Не случайно, до сих пор за чугуном в Англии сохранилось старое, весьма нелестное название pig iron, т. е. «свинское железо» . Литейщики стали использовать чугун для пушек как материал более прочный, технологичный, а главное, менее дефицитный. Но его применение требовало более совершенной металлургической базы. Поэтому до XVIII в. в одних странах отливали пушки по-прежнему из бронзы, в других — из чугуна.
Однако и чугунные пушки со временем ушли в прошлое. На смену им в XIX в пришли стальные орудия Сталь более прочна, а главное — пластична, ее можно ковать, катать .Поэтому появилась альтернатива литым пушкам — кованые орудия со сверленым каналом .
Старинные пушки изготавливались из бронзы
Царь-пу́шка — средневековое артиллерийское орудие (бомбарда) , памятник русской артиллерии и литейного искусства, отлитое из бронзы в 1586 году русским мастером Андреем Чоховым на Пушечном дворе во времена правления царя Фёдора Ивановича.
Длина пушки — 5,34 м, наружный диаметр ствола — 120 см, диаметр узорного пояса у дула — 134 см, калибр 890 мм, масса — 39,31 т (2400 пудов) . Украшена поясами рельефов, на правой стороне дульной части — изображение царя Фёдора Ивановича (в короне и со скипетром в руке) верхом на коне. На стволе с каждой стороны размещаются по четыре скобы, предназначенные для крепления канатов при перемещении пушки.
Выше передней правой скобы над изображением царя вылито «Божиею милостию царь и великий князь Фёдор Иванович государь и самодержец всея великая Росия» .
На верхней части ствола отлиты ещё две надписи: справа — «Повелением благоверного и христолюбивого царя и великого князя Федора Ивановича государя самодержца всея великия Россия при его благочестивой и христолюбивой царице великой княгине Ирине» , с левой стороны — «Слита бысть сия пушка в преименитом граде Москве лета 7094, в третье лето государства его. Делал пушку пушечный литец Ондрей Чохов».
Как делали пушки. Медное литье, медленная формовка и колокола
Когда и где появилось первое артиллерийское орудие, сказать сейчас точно невозможно. Наиболее ранние изображения пушек находят в английских рукописях.
К моменту появления огнестрельного оружия техника литья не только мелких, но и «крупногабаритных» изделий была уже хорошо развита.Прежде всего литейшики использовали навыки и опыт изготовления крупных колоколов.
Технология медного литья, хорошо освоенная мастерами Средневековья на изготовлении всевозможных бытовых изделий, «развязала руки» тогдашним оружейных дел мастерам - пушки стали делать по той же технологии, что и колокола, хотя состав литейной бронзы для пушек и пришлось поменять. Эта технология получила название «медленной формовки» и использовалась довольно долго. В ее основу был положен древний способ изготовления колоколов по шаблону с горизонтальной осью вращения.

В первую очередь создавалась глиняная модель корпуса пушки. Для этого на деревянный круглый или граненый сердечник слегка конической формы накладывали соломенный жгут, который повторял приблизительно наружные очертания ствола. Далее формовщик руками наносил слои глины, предварительно просушивая предыдущий слой на воздухе. Первые слои состояли из жирной влажной глины, смешанной с молотым кирпичом, последние — из тонко размолотой жирной глины, смешанной с волосом (шерстью) и конским навозом. Излишек глины срезали шаблоном, повторяющим конфигурацию наружной поверхности ствола. На полученную глиняную модель прикрепляли деревянные цапфы, а также модели ручек и украшений. Последние отливали из смеси воска, сала и толченого древесного угля в специальных гипсовых формах.
Изготовив модель, начинали работу над кожухом формы. Для этого модель смазывали разделительным составом, состоявшим из сала с растительным маслом. Затем наносили несколько слоев влажной смеси, аналогичной той, которую использовали в последних слоях модели. Каждый слой обязательно просушивали на воздухе. А далее на них наносили слои из густой глины до тех пор, пока не получали кожух толщиной от 175 до 300 мм (в зависимости от величины пушки). Затем извлекали модели цапф, а образовавшиеся отверстия заделывали глиной. Сверху на кожух для прочности накладывали железные обручи, продольные полосы и снова железные обручи. Места пересечения поперечных и продольных бандажей скреплялись проволокой. После этого форму просушивали на козлах, разжигая под ней огонь. Высушенную форму снимали с козел, выбивали из модели сердечник, который тянул за собой соломенный жгут, вследствие чего его можно было легко извлечь из модели, разматывая жгут.

24-гривенковая (152-мм) осадная пищаль «Скоропея» — ствол бронзовый, масса 3669 кг, отлита в 1590 году мастером Андреем Чоховым.
Оставшаяся глиняная рубашка самой модели от прогрева становилась хрупкой, и ее легко можно было удалить. Чтобы облегчить удаление рубашки, особенно из формы пушек малых калибров, на ней при изготовлении модели вырезали по винтовой линии паз глубиной до соломенного жгута, а затем его заливали канифолью или смолой. Таким образом, после удаления (разрушения) глиняной модели внутри большой оставалась пустота, полностью передававшая очертания ствола пушки с отпечатками на внутренней поверхности всех его украшений, надписей и разных деталей.
Стержень для канала ствола пушки делали так же, как и ее модель, с той разницей, что сердечником для него служил железный прут; вместо соломенного жгута брали пеньковую веревку, а шаблон, по которому вытачивали стержень, имел конфигурацию внутреннего канала пушки.
Затем литейную форму собирали: помещали внутрь стержень и закрепляли его специальными приспособлениями — жеребейками, а также присоединяли к форме ствола форму его казенной части, которую обычно делали отдельно.
Теперь собранную форму можно было поместить в заливочную яму, что и делали казенной частью вниз, а дульным срезом ствола наружу. Пространство вокруг формы набивали сухой землей, в которой делали литниковую чашу, из которой металл поступал в литейную форму. Заливку форм, как и для всех других крупных отливок, выполняли непосредственно из печи по каналам в полу литейной. Так отливали бронзовые пушки и в западно-европейских феодальных государствах, и на Востоке, а также в Московской Руси. Например, в годы царствования Ивана III в Москве было налажено производство литых артиллерийских орудий, где работали такие литейные мастера, как некто Яков и его ученики Ваня-да-Васюк, Федька-пушечник, Павлин Фрязин Деббосис и другие.
Для того чтобы пушка была безопасной и в тоже время более легкой, казенную часть делали более толстой, а ствол снаружи — сужающимся к жерлу. Восемь дюймов сплошного металла в казенной части противостояли давлению газов сгорающего заряда, в то время как ближе к концу ствола, где давление уменьшалось, достаточно было и двух-трех дюймов. Отношение длины ствола к калибру устанавливалось таким образом, чтобы порох успевал полностью выгореть, пока ядро двигалось в стволе. В результате получилась классическая, сужающаяся к дулу пушка, которая таковой явно и останется до тех пор, пока в качестве метательного вещества используется порох.
1400 г. Чугунные ядра и литые чугунные пушки
В 15 и 16 веках артиллерия пережила подлинный расцвет. В эти два столетия было найдено несколько принципиальных решений, значительно увеличивших эффективность орудийного огня. Наиболее крупными моментами на этом пути стали: 1) распространение чугунного производства; 2) усовершенствование техники отливки орудий; 3) зернение пороха; 4) изготовление колесных лафетов; 5) распределение орудий по калибрам и установление связи между калибром ствола и весом ядра. Рассмотрим подробнее каждое из этих нововведений.
Металлические ядра (бронзовые и свинцовые) в 14 веке употребляли редко из-за их высокой стоимости. Но вскоре успехи металлургии представили в распоряжение пушкарей в большом количестве дешевый чугун. Когда к концу 14 века начали получать и приготовлять чугун, то первыми чугунными отливками стали массивные ядра. В середине 15 века чугунные ядра начали лить во Фландрии, затем это искусство получило широкое распространение во Франции. Постепенно чугунные ядра полностью вытеснили из употребления каменные. Это повлекло за собой большие изменения во всем артиллерийском деле. Благодаря большой плотности чугуна вес ядер возрос, а объем их уменьшился (чугун в 2,5 раза плотнее камня). Отпала нужда выделывать огромные стволы. Калибр пушек уменьшился, а толщина стенок ствола увеличилась. Появилась также возможность увеличить длину ствола (раньше стволы по нужде делали короткими, чтобы еще больше не увеличивать вес орудий). С достижением большей прочности смогли существенно увеличить силу заряда. Чугунные ядра получили такую начальную скорость полета, какой каменные никогда не имели. Они летели дальше и поражали с большей силой. Огромные бомбарды постепенно исчезают. Основным типом орудия становится собственно «пушка». (В средние века было три основных вида артиллерийских орудий, различавшихся по типу огня. Мортиры вели навесный огонь, при котором снаряды описывали крутую дугу, поражая противника сверху. Собственно пушки стреляли так, что ядра летели по пологой траектории, почти параллельно поверхности земли. Гаубицы занимали промежуточное положение). Пушки имели наиболее простое устройство, были значительно легче бомбард, удобны в употреблении и обладали значительной скорострельностью. Большое распространение получили мелкокалиберные пушки, стрелявшие свинцовыми ядрами весом от ; до 2 фунтов. Благодаря легкости такие пушки легко перевозили и переносили с места на место, они быстро наводились и без труда пробивали насквозь даже самые прочные рыцарские латы. В 14 веке кроме литых бронзовых были также кованые железные орудия. Последним отдавали предпочтение, так как бронза была недостаточно крепким и довольно дорогим материалом. Железные пушки ковались из продольных сваренных между собой полос, составлявших ствол, на который нагонялись для прочности непрерывным рядом железные кольца, так что пушка имела ребристую поверхность. Потом вслед за ядрами стали лить сами пушки. Чугун оказался для этого очень удобным материалом, так как был прочнее бронзы и обрабатывался легче, чем ковкое железо. Сначала отливали только зарядные каморы. Ствол еще некоторое время оставался сварным из железных полос и колец. В начале 15 века появились небольшие пушки целиком отлитые из чугуна, а во второй половине этого столетия пушечное литье уже находилось в расцвете. Первые чугунные пушки еще были неудовлетворительного качества и их часто разрывало на куски после первого же выстрела, но постепенно научились делать высококачественный чугун. Стволы отливали в формах из глины, сделанных по особым шаблонам, а канал ствола высверливали на специальных станках.
Вы, не можете подсказать каким образом отливались ядра. Что значит "отлито в земляную форму и уклёпано".
Увы, к сожалению, нет.
Портал Проза.ру предоставляет авторам возможность свободной публикации своих литературных произведений в сети Интернет на основании пользовательского договора. Все авторские права на произведения принадлежат авторам и охраняются законом. Перепечатка произведений возможна только с согласия его автора, к которому вы можете обратиться на его авторской странице. Ответственность за тексты произведений авторы несут самостоятельно на основании правил публикации и законодательства Российской Федерации. Данные пользователей обрабатываются на основании Политики обработки персональных данных. Вы также можете посмотреть более подробную информацию о портале и связаться с администрацией.
© Все права принадлежат авторам, 2000-2022. Портал работает под эгидой Российского союза писателей. 18+
Читайте также: