Из чего делают саморезы по металлу
Обновлено: 04.10.2024
Саморез – это крепежная деталь, представляющая собой стержень со шляпкой. На стержень нанесена специальная резьба. При вкручивании самореза она формирует внутреннюю резьбовую накатку в отверстии сопрягаемого компонента конструкции. Таким образом, при помощи таких деталей можно скреплять между собой металлические профили, а также осуществлять монтаж листов ЛДCП, ДCтП, фанеры, жести и гипсокартона к основаниям из дерева, а также металла.
Отличия от шурупа
Действительно, самонарезающие винты (это еще одно название саморезов) и шурупы внешне весьма схожи. Но на самом деле этим крепежным элементам присущ ряд существенных отличий.
Шуруп выполняется с частичной резьбовой накаткой, занимающей где-то 2/3 стержня, имеющего заостренный наконечник. Шаг резьбы у крепежа данного вида, применяемого для работы с древесиной, заметно крупнее в сравнении с такой же соединительной деталью, но используемой для скрепления элемента конструкции с металлической основой.
Саморез же имеет резьбу, расположенную по всей длине стержня, практически до шляпки. Насечка обладает характерным профилем и увеличенным расстоянием между соседними витками.
Но принципиальное отличие между самонарезающим винтом и шурупом кроется в способе монтажа. Так, для установки второго требуется предварительно высверлить отверстие, а для первого выполнять данную процедуру не обязательно. Объясняется это разницей в форме наконечника. У самореза он и в большей степени вытянутый, и более заостренный. С такой конфигурацией внедряться в материал легче.

Разновидности саморезов
Подразделяют данные крепежные детали по сфере использования. Одни предназначаются для металла, другие – по дереву, а третьи – саморезы универсальные. Кроме этих основных групп, есть еще детали и узкой специализации – по ГBЛ (так сокращенно принято называть Гипсоволоконные Листы), по ГКЛ (это тоже Листы, но Гипсокартонные) и для закрепления предметов на бетонных основаниях. Существуют также саморезы для металлопрофиля под стеклопакеты и для монтажа кровельных материалов.
Но при всем том следует учесть один момент. Когда речь идет о самонарезающих винтах, предназначенных для вкручивания в металл, предполагается, что это –материал листового типа, либо изготовленные из него металлопрофили. Но в толстых пластинах зачастую предварительно просверливают гнезда. Тогда установка крепежа будет сопряжена с меньшими физическими усилиями и затратами времени. Кроме того, к такой операции прибегают, когда его качество вызывает сомнение.
Более того! Под самонарезающие винты также нередко высверливают отверстия и в древесине. Особенно, если она плотная, например, дуб или ясень. Иначе исполнитель столкнется с вышеуказанными неприятностями. Но опытные домашние мастера предварительно проделывают отверстия под крепеж данного вида и в мягкой древесине. Если этого не сделать, при вкручивании самореза дерево может просто треснуть. Такое случается, когда место его установки находится вблизи от края. А сверление отверстия – своего рода подстраховка. Но здесь нужно соблюдать определенное требование. Формулируется оно так: диаметр гнезда под крепеж должен быть где-то на один-два миллиметра меньше этого параметра самой соединительной детали.
Несколько слов о саморезах, входящих в группу «универсальные». Трактовать это название, что, мол, они пригодны для закрепления «всего», ошибочно. Сфера применения такого крепежа – соединение элементов конструкции, созданных из различных материалов: дерева либо отходов его переработки и металла.
Отличия самонарезающих винтов по дереву и по металлу
Главное отличие –это разный шаг резьбовой накатки:
у деталей, работающих с деревом, данный показатель больше. Чтобы зафиксироваться в этом материале, характеризующемся волокнистой структурой, большего расстояния между витками резьбы вполне достаточно;
удаленность соседних витков резьбовой нити саморезов, устанавливаемых в металл, меньше. Эти крепежные детали могут иметь сверло, а не обычное заострение. Они способны просверливать гнезда в металлической пластине толщиной до 5 миллиметров.

Для предотвращения скольжения края самонарезающего винта по металлу место его установки посредством молотка и отбойника накерняют – то есть формируют небольшую выемку. Пробивать лист насквозь отнюдь не обязательно. Достаточно обеспечить, чтобы наконечник крепежа углубился во вмятину.
Металл изготовления и метод обработки
В качестве сырья для производства самонарезающих винтов используются стали – углеродистые и устойчивые к негативному воздействию коррозии («нержавейка») –, а также сплав меди (элемент Сu) с цинком (элемент Zn) – это латунь. Чаще всего домашние мастера отдают предпочтение крепежным деталям из сталей углеродистых. По сравнению с нержавеющими они заметно дешевле, но при корректном подборе прослужат немалый срок.
В зависимости от вида обработки стальные саморезы получают соответствующую окраску:
черный цвет – после создания на поверхности оксидной пленки (т.н. оксидирование), либо в результате ее покрытия слоем фосфатов (операция фосфатирования);
желтый цвет – после прохождения процедуры электрохимического анодного оксидирования (более простое название – анодирование);
белый цвет – получается в результате оцинкования.
Подбор саморезов нужно осуществлять, прежде всего, с учетом материала установочной базы. Для древесины лучший вариант – желтые, то есть анодированные. Их стоимость выше оксидированных черных. Однако те, ржавея, на древесной основе оставляют коричнево-красные потеки. В отношении металла этот момент некритичен, поскольку места сопряжения, как правило, подвергаются окрашиванию. Так предотвращается их быстрое ржавление. Но необходимо помнить еще о таком нюансе: черным саморезам, на поверхности которых имеется оксидная пленка, характерна ломкость. Ввиду этого при превышении в ходе установки максимально допустимого момента затягивания, шляпка может просто отлететь.
Но хуже будет, если данное явление произойдет после монтажа этого крепежа. Например, когда посредством черных оксидированных саморезов был прикручен к лагам (так называются поперечные балки) настил пола. Древесина, как известно, со временем усыхает, из-за чего доски выгибаются. По этой причине крепеж подвергается воздействию повышенных нагрузок. И при выполнении переборки настила пола, после того, как он начнет поскрипывать и раскачиваться, станет заметно, что головки многих саморезов отвалились.
Монтаж металлических пластин целесообразно выполнять с использованием оцинкованных соединительных деталей. Тогда:
покрытия не будут вступать в конфликт;
не будут протекать химические реакции, нарушающие целостность приповерхностного слоя основы.
В таком случае нужно брать белые саморезы. Применение желтых сопряжено с эстетикой, например, когда устанавливается фурнитура такого же цвета. Речь идет о ручках на предметах мебельного гарнитура, дверных замках, петлях и т.д.
Разновидности самонарезающих винтов: шляпка и шлиц
Еще один критерий, согласно которому данные детали подразделяются на виды – это тип шляпки. Есть головки с полуцилиндрической и полусферической конфигурацией – выступающие –, шляпки впотай и полупотайные. На рынке встречаются данные соединительные детали также с 6-гранной головкой. При помощи их
обшивку на обрешетке;
материал на конструкции ограждения;
тонкие пластиковые листы – поликарбонат;
профнастил и другой кровельный материал.
В целом, саморезы с 6-гранной шляпкой применяются там, где необходимо обеспечить жесткую фиксацию. При поставке они комплектуются уплотнительными шайбами, оснащенными подкладками из резины.

Крепежные детали со шляпками впотай при монтаже полностью утапливаются в древесине. А чтобы такая головка без дополнительного рассверливания отверстия скрывалась в установочном материале, на ее опорной поверхности проделываются насечки.
Шлиц является углублением на шляпке под наконечник инструмента. Его следует подбирать с учетом имеющихся в распоряжении бит. Опытные домашние мастера отдают предпочтение саморезам со шлицем Тorx. Причина – его конфигурация обеспечивает лучшую передачу крутящего усилия. Это критично, когда в работе задействуется жесткий материал.

Правильный подбор саморезов по длине
В различны ситуациях действуют свои правила подбора. Если требуется соединить два не весьма массивных компонента создаваемой конструкции, руководствоваться тогда нужно ниже представленными советами.
Независимо от типа соединяемых объектов, заостренный конец самонарезающего винта не должен покидать пределы их тела. Иными словами, длина крепежа не должна превышать суммарную толщину скрепляемых элементов конструкции. При этом максимальная прочность сопряжения будет обеспечена, если удаленность острия самореза от края нижнего объекта не меньше 5 миллиметров.
Минимальная глубина вхождения (обозначим литерой Н) самореза в нижний компонент конструкции должна быть такой: Н≥Т/3, где Т – толщина закрепляемой детали. Так, если крепится брус, например, 90×90, для этого нужно использовать крепеж длиной 90+90/3=120 мм.
Другим правилом необходимо руководствоваться, если к массивной установочной базе прикрепляется объект небольшой толщины. Тогда длина самореза (обозначим литерой L) должна быть такой: L≈(2,0…2,5)×Т. Данного подхода нужно придерживаться при креплении чего-то к полу из бетона либо к несущей стене.
Вопросы стандартизации
В настоящее время нет единого действующего стандарта, устанавливающего требования к производству саморезов. Поэтому меткомбинаты ориентируются на нормативные документы, в которых отображены рабочие параметры подобных крепежных деталей определенных типов.
Шурупы со шляпкой в полупотай – ГОСТ 1146-80;
Шурупы со шляпкой полусферической конфигурации – ГОСТ 1144-80;
Самонарезающие винты со шляпкой впотай – ГОСТ1145-80.
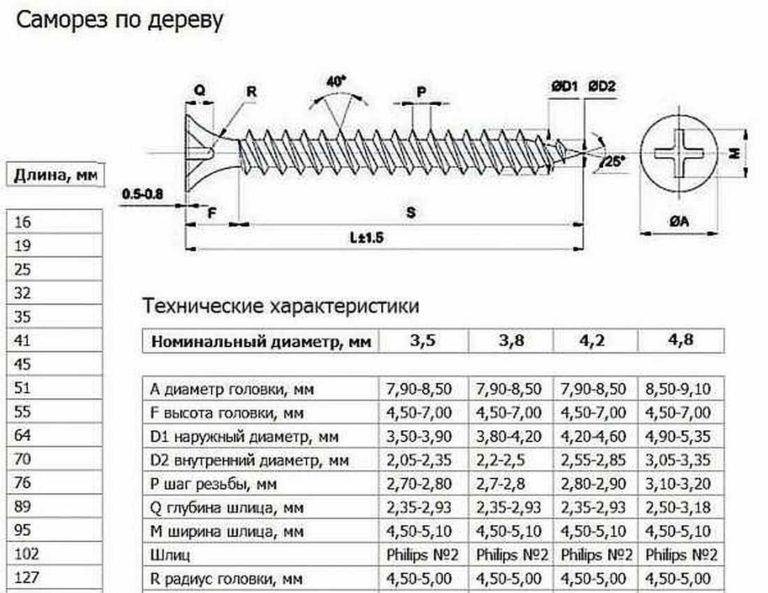
При этом каждый меткомбинат производит собственную номенклатуру товарных позиций. При их выборе принимается во внимание уровень спроса. А шляпки обычно изготавливают по требованиям ГОСТов. Это хоть в какой-то степени стабилизирует непростую ситуацию. Бывает, что сортамент длин и диаметров тоже берется из нормативных документов. Тогда «Инструкция по применению» содержит приписку о соответствии крепежа такому-то стандарту. Ниже в табличной форме представлены размерные характеристики саморезов, выполненных по нормам ГОСТов 1146-80 и 1145-80.
Диаметр самонарезающего винта, мм
Длина самонарезающего винта, мм
100,0; 90,0; 80,0; 70,0; 60,0; 50,0
100,0; 90,0; 80,0; 70,0; 60,0; 50,0; 45,0; 40,0; 35,0; 30,0; 25,0; 22,0; 20,0; 18,0
70,0; 60,0; 50,0; 45,0; 40,0; 35,0; 30,0; 25,0; 22,0; 20,0; 18,0; 16,0; 13,0
60,0; 50,0; 45,0; 40,0; 35,0; 30,0; 25,0; 22,0; 20,0; 18,0; 16,0; 13,0
40,0; 35,0; 30,0; 25,0; 22,0; 20,0; 18,0; 16,0; 13,0; 10,0
30,0; 25,0; 22,0; 20,0; 18,0; 16,0; 13,0; 10,0
25,0; 22,0; 20,0; 18,0; 16,0; 13,0; 10,0; 7,0
Отметим, что выбирать саморезы для работы с деревом по принципу «чем толще – тем лучше», не следует. Он актуален по отношению к металлу. Для дерева получше подходят детали потоньше, но с надежной резьбовой накаткой. Идеальный вариант представлен ниже.
На стеллажах магазинов стройматериалов можно увидеть примерно с десяток образцов саморезов, характеризующихся одинаковыми размерами, но выпущенных разными меткомбинатами. Выбор марки сопряжен со сложностями. Продукция ведущих производителей обойдется относительно дорого. Но если приобрести те саморезы, что подешевле, в отбракована может быть едва ли не половина. В итоге выйдет, что приобретение «дорогих» если и обойдется дороже, то совсем не на много.
Положения ГОСТа 1144-80 устанавливают для самонарезающих винтов с полусферической шляпкой величины размерных характеристик, полностью совпадающие с прописанными нормами ГОСТа 1146-80 касательно деталей с головкой впотай (см. первую таблицу). Это упрощает ситуацию. Если производство крепежа осуществлялось с соблюдением требований стандарта к значению соотношения диаметр/длина, то сложности не возникают. В противном случае завод-изготовитель прикладывает к описанию самонарезающих винтов таблицу, содержащую размеры (см. вторую таблицу).
Выбор самонарезающих винтов для работы с металлом
Современная металлургия производит большой ассортимент саморезов для работы с металлом. Кратко рассмотрим лишь наиболее востребованные разновидности данного крепежа.
Самонарезающие винты с прессшайбой
Основное отличие кроется в конфигурации шляпки – она плоская и при этом широкая. По краю этой головки сформирован буртик. Его предназначение – прижатие закрепляемого элемента конструкции. В целом, данный метиз применяется для:
соединения металлических листов и созданных из них изделий;
прикрепления ДВП, пластика, многослойного стройматериала, известного под названием фанера к деревянной либо металлической обрешетке, и, кроме того, к деревянным брусьям.

Самонарезающие винты для профилей под ГКЛ
Выпускаются эти небольшие саморезы черного цвета только одного диаметра – 3,5 мм. Возможны два варианта длины – 11,0 и 9,5 миллиметров. В качестве сырья для их изготовления используется углеродистая сталь. Антикоррозионная защита обеспечивается фосфатированием поверхности либо ее оцинковкой. Шляпка выполняется, как усеченный конус. Конфигурация шлица – крестообразная. Опорная поверхность головки может оснащаться насечкой, которая служит для прекращения вкручивания самореза – своими кромками она упирается в основание, и вращательное движение патрона шуруповерта прекращается.
Такой крепеж бывает:
с острым концом, на котором берет начало резьбовая нить;
с наконечником в виде сверла.
Саморез первого исполнения способен просверлить металл толщиной до 0,9 мм, а деталь со сверлом – до 2 мм. И еще. Если на подобном крепеже нет защитного покрытия, использовать его на улице нельзя.
Самонарезающие винты для закрепления ГКЛ
Для монтажа листов гипсокартона на каркас применяются черные саморезы с заостренным наконечником и со шляпкой впотай. В качестве сырья для их изготовления используется сталь, подвергнутая процедуре фосфатирования. Но на современном рынке встречаются и оцинкованные такие детали.
Как известно, каркасы под листы гипсокартона бывают деревянными и металлическими. Данный фактор оказывает непосредственное влияние на подбор саморезов. Если каркас создан из профиля, приобретать нужно крепежные детали по металлу, если же из деревянных брусьев – тогда подойдут детали по дереву. Существуют нюансы и другого рода. Касаются они места установки гипсокартона. Когда обшиваются стены/потолок в туалете, кухне и, тем более, в ванной комнате, брать следует оцинкованные саморезы. При работе в условиях высокой влажности, черные самонарезающие винты быстро покрываются ржавчиной, после чего их шляпки отваливаются.
Многих интересует вопрос, какой длины должны быть саморезы, посредством которых осуществляется надежное крепление ГКЛ к металлопрофилю. Здесь действует универсальная формула:
L – искомый параметр (длина самореза);
Т – толщина листа гипсокартона.
Винты самонарезающие кровельные
Крепеж данного вида используется при проведении наружных работ. Таким образом, защитный приповерхностный слой должен быть более толстым. Отличительный признак – 6-гранная головка с уплотнительной шайбой из обычной либо кремнийорганической резины (силикона). Стоимость последней заметно больше, но и срок ее службы намного продолжительнее.
Кровельные саморезы подразделяются на такие разновидности:
с заостренным концом. Сфера использования – закрепление мягкого материала на обрешетке из дерева;
с удлиненным сверлом. Данный тип применяется для соединения металлических объектов;
с коротким сверлом. Посредством таких саморезов осуществляется сопряжение металлических пластин с деревянной основой.

Для производства кровельных самонарезающих винтов используется сталь оцинкованная. Иногда такое покрытие еще и окрашивается. Шайбы изготавливаются из того же материала либо из сплава на основе алюминия.
Заключение
Современная металлургия производит также и биметаллические саморезы. В соответствии с названием выполняются они из двух сплавов. Чаще всего это комбинация мягкой «нержавейки» и стали углеродистой, характеризующейся большей твердостью. Биметаллические самонарезающие винты применяются для сопряжения сэндвич элементов с металлическим профилем.
Все о технологии изготовления саморезов и шурупов


В марте будет уже два года, как против России ввели санкции. Но, по всей видимости, наши соотечественники уже приспособились жить под внешним давлением, почти не обращая внимания на «зарубежные козни». Здесь нужно отметить, что экономические проблемы коснулись в большей мере все же обеспеченную «верхушку», а не простых граждан, которые продолжают также ездить отдыхать, строить дома, открывать новый бизнес, и т.д. Может быть немного уменьшился «размах» начинающих проектов, большая часть предпринимателей предпочитают организовывать «немасштабный» бизнес. Об одном из таких занятий сегодня и пойдет речь – производство саморезов, на первый взгляд ничем не примечательный бизнес, который тем не менее приносит своему владельцу совсем неплохую прибыль.
Почему-то большинство начинающих предпринимателей стараются организовать бизнес, который популярен на настоящий момент, совершенно не учитывая тот факт, что рынок «не резиновый», и вместить всех желающих просто не может. А между тем, малозаметные, но прибыльные бизнес-идеи остаются в стороне. Такие, как производство саморезов.
Краткий анализ бизнеса: Затраты на организацию бизнеса:1,2 млн рублей – 2 млн рублей Актуально для городов с населением:от 20 тысяч Ситуация в отрасли:рынок предложения насыщен Сложность организации бизнеса:3/5 Окупаемость:1-1,5 года
Вы знаете, сколько саморезов уходит на строительство одного 5-этажного дома? До 5 тонн! А строительство даже несмотря на кризис идет в стране стремительными темпами. Кроме того, бизнес по производству саморезов имеет некоторые преимущества перед другими:
- Долгий срок хранения. При надлежащих условиях (главное среди которых – сухое помещение) саморезы могут храниться годами.
- Оптовые продажи. Саморезы всегда закупают большими оптовыми партиями.
- Стабильный сбыт. Достаточно заключить договор на поставку с 2-3 магазинами строительных материалов, и можно не «ломать голову» по поводу каналов реализации своей продукции.
- Нет необходимости в дорогостоящей аренде помещения в центре города. Производство можно (и даже нужно) расположить на окраине, или вовсе в пригороде.
- Нет необходимости в квалифицированных рабочих. Обращению с оборудованием по производству саморезов можно научить практически любого человека за 1-2 дня.
- Доступность сырья для производства. Как правило, саморезы изготавливают из стальной проволоки марки СТ 08 КП, или СТ 10 КП.
Это интересно: саморез (по сути – шуруп) получил свое название потому что может нарезать резьбу не только в мягких материалах, типа дерева или пластика, но и в металле, бетоне, и т.д. Режущие свойства самореза достигаются путем термической закалки его поверхностной резьбы.
Из чего изготавливаются
Саморезы в строительстве используются при сборке каркасов стен домов, стропильных систем, набивки пола и потолка, обшивке ограждающих конструкций. То есть нагрузка на такие крепежи в процессе эксплуатации дома приходится значительная. Поэтому материал для производства таких элементов должен использоваться очень прочный и к тому же достаточно пластичный.

На современных предприятиях саморезы изготавливаются, конечно же, из стали. При этом на производство таких элементов идет обычно химико-термически обработанный материал этого типа СТ 10 КП или СТ 08 КП. Такая сталь имеет достаточно высокие показатели поверхностной твердости и пластичности. Единственным ее недостатком является повышенная склонность к старению.
Из стали СТ 10 КП или СТ 08 КП предварительно изготавливают проволоку, диаметр которой соответствует диаметру ножки будущих саморезов. Далее такой материал наматывают в бухты и пересылают на заводы, специализирующиеся на изготовлении строительных крепежей.
Первый этап — изготовление заготовок
Итак, как делают саморезы на заводах? На предприятиях, занимающихся производством таких расходных материалов, стальная проволока подается к специальным холодновысадочным станкам. На таком оборудовании она предварительно распрямляется. Затем уже непосредственно на станке производится изготовление из проволоки заготовок для саморезов. То есть:
- выполняется нарезка на отрезки необходимой длины (по длине саморезов);
- путем прессования изготавливается шляпка со шлицом.
Шлиц на шляпках саморезов на холодновысадочных станках может печататься как под крестовые, так и под обычные отвертки.

Персонал
Поскольку производственная линия работает в автоматическом режиме, для ее обслуживания не понадобится много рабочих. Операторы смотрят за предварительно настроенным оборудованием, подают расходные материалы и убирают готовые изделия. Составляя бизнес план производства саморезов на первом этапе можно предусмотреть двух рабочих. Кроме заработной платы 15–20 тыс. рублей, следует учесть расходы на их обучение. Также нужно нанять в штат бухгалтера. Зарплата такого специалиста находится в пределах 25–30 тыс. рублей.
Нарезание резьбы
После изготовления заготовки под саморезы проходят на заводах самый тщательный контроль качества. Специалисты выборочно замеряют длину крепежей и их диаметр. Также производится визуальный осмотр заготовок на предмет выявления на их поверхности механических повреждений. Некоторые партии болванок, таким образом, после прохождения холодновысадочного станка могут отбраковываться.
Прошедшие проверку качества заготовки далее подаются к резьбонарезному станку. С конвейерной линии болванки ссыпаются в специальный шнек, который, проворачивая сразу большое количество заготовок, выставляет их шляпкой вверх. В таком положении болванки в последующем подаются в специальное устройство по нарезке резьбы. В этом узле станка каждая заготовка протягивается движением прокатки между специальными плоскими плашками. В результате на ее ножке образуются резьба, а также саморежущее острие.

Как делают саморезы: закалка
После резьбонарезного станка крепежи на заводе приобретают уже знакомую всем форму. Пройдя плоские плашки, уже почти готовые саморезы ссыпаются в специальный бункер и транспортируются в термопечь. Предварительно такая продукция проходит на предприятии еще один контроль качества.
Обжиг в термопечах крепежей выполняется довольно-таки медленно. При этом производится термоорбработка обычно при температуре более 930 °С. После печи саморезы также по линии подаются в специальные емкости с охлаждающей жидкостью. Таким образом происходит закалка крепежей.

Технология производства саморезов
Технологические процессы при производстве саморезов начинается с выбора подходящей стали, она может быть углеродистой, латуниевой, нержавеющей. Сырьё приобретается на специализированных металлопрокатных заводах, в форме прута или проволоки. Производство саморезов схоже с изготовлением гвоздей, но процесс отличается некоторыми нюансами и требованиями к оборудованию. Изготовление саморезов требует специально подготовленного оборудования, происходит поэтапно:
- Из металлической проволоки нужного диаметра создается болванка. Длина заготовки должна соответствовать готовому изделию, для изготовления шляпки используется холодновысадочное оборудование.
- Перед нанесением резьбы, заготовки саморезов попадают в бункер, где подготавливаются к передаче к станку, на котором производится нанесение резьбы.
- Параметры прочности, выносливости саморезов при соответствии с заявленными показателями достигаются путем закаливания в печи. Температура достигает свыше 900 градусов, затем происходит сброс напряжения металла в печи с более низкой температурой.
- Антикоррозийные свойства почти готового изделия достигаются за счет погружения их в специальные ванны, гальваническое покрытие наносится поэтапно, в конце обрабатывается электролитом из цинковых анодов для закрепления результата.
При производстве шурупов, для сушки используется машина – центрифуга, после которой можно увидеть готовое изделие. Размеры производства влияют лишь на пропускную способность используемых машин и станков, контроль за качеством продукции, производственным процессом, может осуществлять один человек.
Окрашивание
После закалки саморезы подаются в специальное оборудование для нанесения защитного покрытия от коррозии. В зависимости от назначения крепежей (для дерева, металла и пр.), обрабатываться на этом этапе они могут путем:
- фосфатирования;
- оксидирования;
- гальванического цинкования белым или желтым цинком.
К примеру, саморезы, предназначенные для работы по металлу, обычно имеют желтый цвет.
Сырье
С закупкой сырья, как правило, не возникает никаких проблем. Поставщики предлагают заготовки или проволоку в бобинах по доступным ценам. Как правило, они доставляют сырье прямо на предприятие, благодаря чему вы сможете сэкономить на транспортных расходах. Выбор сырья во многом зависит от технологии и оборудования.
Чтобы снизить себестоимость изделий, можно закупать сырье непосредственно от производителей по низким оптовым ценам. Стальная или латунная проволока стоит примерно 12,5 тыс. рублей за 1 т. Из одной бобины получится 500 тыс. саморезов.
Финальный этап
Описанная выше технология является ответом на вопрос о том, как делают саморезы по дереву, металлу, камню и пр. В любом случае после нанесения защитного покрытия готовые саморезы подаются на линию упаковки. Предварительно они проходят заключительную процедуру контроля качества. После такой проверки остаются только самые прочные, полностью соответствующие стандартам и нормативам крепежи.
На крупных предприятиях процесс упаковки обычно также является полностью автоматизированным. Специальное оборудование на таких заводах из картонных заготовок делает боксы-коробки, в каждый из которых насыпается по весу определенное количество саморезов. Далее заполненные крепежами боксы собираются в блоки по нескольку штук и подаются в цех отправки готовой продукции.

Помещение
Общая площадь здания для завода – 70 квадратных метров. Цех и станки займут 45 кв. м., склад и подсобные помещения – 25 кв. м.
Выбирайте место за городом, так будет легче получать сырьё и вывозить готовую продукцию на грузовиках, плюс стоимость аренды на окраинах невысока. В месяц такое пространство обойдётся в 400-450 долларов. На ремонт уйдёт примерно 1000 $.
Требования к производственному помещению
- Электросеть 380 В;
- Наличие холодной воды, канализация;
- Потолки от трёх метров;
- Наличие подъездных путей к заводу;
- Душевая и туалет для рабочих.
Автоматические линии
Итак, как делают саморезы, мы выяснили. В малых предприятиях для изготовления таких элементов используются обычно только холодновысадочные станки и резьбонарезные. Такие мастерские занимаются при этом в большинстве случаев производством самых простых саморезов по дереву. На крупных предприятиях для изготовления таких крепежей устанавливаются автоматизированные очень дорогие линии.
От одного вида оборудования к другому саморезы на таких заводах подаются по линиям конвейера. При этом между ярусами производственного цеха они могут транспортироваться в лифтах-бункерах.
Помимо холодновысадочных и резьбонарезных, элементами конструкции автоматических линий по производству саморезов в России могут быть:
- термопечи;
- емкости для закалки;
- линии окраски;
- упаковочное оборудование.





Потенциальные потребители метизной продукции:
- строительные организации, включая малые бригады по отделочным работам;
- предприятия выпускающие бытовую технику;
- мебельные цеха, вплоть до частных небольших мастерских;
- производственные предприятия связанные с выпуском строительно-отделочных материалов;
- рынки со строительным ассортиментом;
- торговые организации как крупные (оптовые), так и небольшие магазины.
Наиболее вероятными и удобными в сотрудничестве окажутся крупные и средние строительные, промышленные и мебельные организации, а также оптовые торговые предприятия и крупные строительные магазины.
Преимущества работы с ними:
- работа осуществляется по долгосрочным договорам;
- возможность получать предоплату под выпуск будущей продукции;
- постоянный источник сбыта;
Работа с небольшими предприятиями, на стадии становления производства, должна основываться только на принципе предварительной оплаты.
Реализация и отсрочка платежа невыгодна по нескольким причинам: большой выручки малые организации не принесут, но в случае задержек платежей, будет потрачено значительное количество времени на получение долгов, чем на занятие своим основным производством.
Что представляет собой холодновысадочный станок
Такое оборудование относится к группе станков:
- стационарных среднегабаритных;
- универсальных скоростных;
- автоматизированных двухударных;
- непрерывного действия.
Использоваться станки этой разновидности могут для производства не только собственно саморезов, но и практически любых других видов крепежей — болтов, шурупов и пр. В данном случае все зависит от настроек такого оборудования.

Монтируются холодновысадочные станки на основе жесткой сварной рамы. Подача проволоки к основному узлу в них производится из бухты храповым устройством пошагово. Длина заготовки в станках этого типа регулируется перестановкой упора. Высадочные удары в оборудовании выполняются пуансоном. Первый удар при этом загоняет стержень к упору, а второй — формирует головку.
Как делают саморезы на предприятиях, таким образом, понятно. Технология производства таких крепежей, в принципе, не слишком сложна. При этом сами холодновысадочные станки изготавливают заготовки очень быстро. В зависимости от показателей производительности и мощности, один такой агрегат за минуту может производить до 100-300 саморезов.

Оборудование
Чтобы товар был качественным, нужно приобрести станки для производства саморезов. Такое оборудование предлагают разные производители. Выбор определенных моделей во многом зависит от технологии производства саморезов, которую вы собираетесь использовать на своем предприятии.

Схема: производства саморезов
Технологический процесс включает следующие этапы:
- Изготовление заготовок;
- Нарезание резьбы;
- Чтобы расширить ассортимент продукции в линию для производства саморезов следует добавить агрегаты для закаливания поверхности и антикоррозионной обработки.
Базовый набор оборудования для производства саморезов состоит из таких агрегатов:
- Волочильный автомат;
- Агрегат для формования заготовки;
- Станок для нарезания резьбы.
Если вы собираетесь конкурировать с крупными промышленными предприятиями, для улучшения качества изделий следует приобрести линию гальваники, сушильную центрифугу и печь для закалки.
Стоимость оборудования колеблется в широком ценовом диапазоне. Нет смысла покупать дорогостоящую высокопроизводительную линию, пока не будут решены все вопросы со сбытом. Если вы ограничены в финансовых возможностях, можно приобрести подержанное оборудование.
На оснащение предприятия вам придется потратить немало денег, поскольку все станки достаточно дорогие. Высокопроизводительное оборудование окупается намного быстрее. Это следует учесть при разработке бизнес плана.
Саморезы по металлу: разновидности и применение

Конструкция саморезов по металлу
Основным отличием саморезов по металлу является частая невысокая резьба, которая усиливает сцепление с плотным твердым основанием. У саморезов для дерева и другого мягкого материала, наоборот, высокий гребень резьбы с широким шагом. Саморезы для скрепления материалов разной плотности, например, гипсоволокна и металлопрофиля, производят с двухзаходной резьбой – чередующимися высокими и низкими витками.

Ещё одним принципиальным отличием саморезов по металлу является бóльшая толщина тела и высокая поверхностная твердость, которая предохраняет изделие от деформации при вкручивании в металл.
Основные виды саморезов по металлу
Частая низкая резьба и толщина тела – наверное, единственные признаки, которые объединяют саморезы по металлу, поскольку другие особенности могут варьироваться.

Саморезы по металлу различаются
- по типу головки (шестигранные, скругленные, потайные, трапециевидные головки, с прессшайбами или EPDM-прокладками);
- по типу шлица (Torx, Ph, Pz, антивандальные шлицы);
- по типу наконечника (остроконечные и с буром);
- по типу покрытия (оцинкованные и фосфатированные);
- по материалу (нержавеющая и обычная углеродистая сталь);
- по сфере применения (для внутренних и наружных работ);
- по стандарту (ГОСТ, DIN, ISO, нестандартизованные).
- Рассмотрим самые распространенные виды саморезов по металлу и особенности их использования.
1. Саморезы с прессшайбой
Саморезы с прессшайбой сильно различаются по качеству.
Качественные изделия можно отличить по трапециевидной головке с широким буртом. Объемная шляпка плотно прижимает материал, а глубокий крестообразный шлиц предотвращает соскакивание биты. Данные метизы производят из углеродистой стали с цинковым покрытием в 5 микрон. Диаметр – 4,2 мм. Они бывают двух типов: остроконечные и сверлоконечные. Остроконечными можно без сверления скреплять металлические листы толщиной до 0,9 мм, саморезы с буром «берут» листы до 5 мм. Эти изделия подходят для профессионального монтажа (внутренних работ).
Есть также дешевые варианты саморезов с прессшайбой. Это так называемые «клопы» или «семечки», которыми наводнены все строительные магазины. Их особенность – почти плоская скругленная головка. Такие саморезы часто используют в быту, в том числе как универсальные, однако для профессиональной работы они не предназначены. Дело в том, что дешевые саморезы с фланцем покрыты тонким слоем цинка (3 микрона), поэтому легко ржавеют, из неглубокого шлица часто выскакивает бита или отвертка, что чревато сколами и царапинами на материале и срывом шлица. Кроме того, среди таких изделий нередко попадаются бракованные – со смещенным центром, с заваленной шляпкой, которая тут же сворачивается, «пластилиновые» саморезы без термообработки и прочими дефектами.
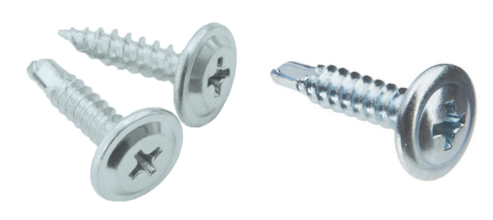
2. Саморезы для металлических профилей

Cаморез для металлических профилей представляет собой изделие с острым концом или буром и полной резьбой. Головка изделия имеет форму усеченного конуса с крестообразным шлицем. На шляпке могут быть стопорящие насечки, которые останавливают саморез при закручивании и препятствуют самопроизвольному отворачиванию. Диаметр – 3,5 мм. Саморезы сделаны из оцинкованной или фосфатированной стали и предназначены для крепления листового металла к металлическим профилям. Разновидность с острым концом рассверливает металл толщиной до 0,9 мм, с буром – до 2 мм.
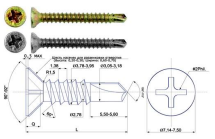
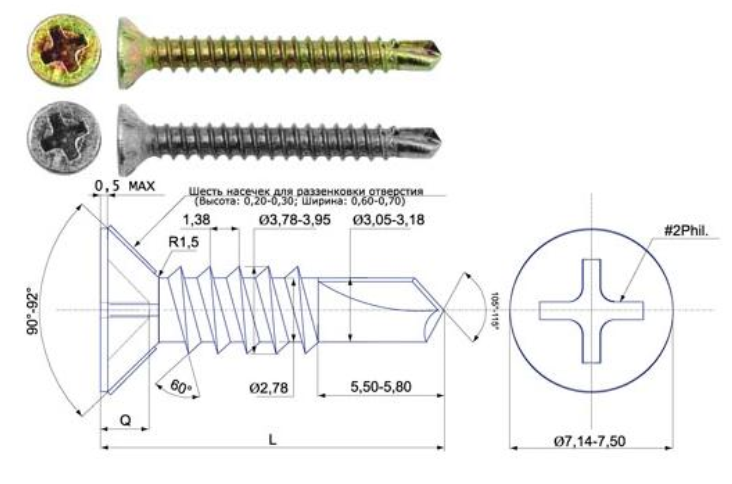
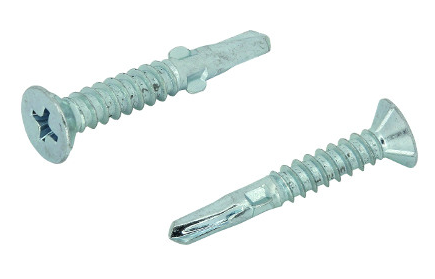
3. Саморез Flugel для крепления древесины к металлу

Саморез с буром Flugel необходим для крепления древесины, фанеры и ДСП к металлическим профилям и листам без предварительного рассверливания отверстий. Особенностью данного самореза являются два выступа на конце изделия, которые обламываются при входе в металл после сверления дерева. Бур проделывает отверстие в металле, а режущие ребра зенкуют в дереве отверстие под потайную головку. Конструкция самореза Flugel обеспечивает сверление, вкручивание, зенковку и стягивание конструкции за один заход. Данный саморез производят из оцинкованной или нержавеющей стали.
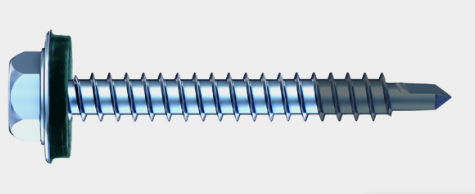
4. Кровельные саморезы с EPDM-прокладкой

Данный тип саморезов предназначен для наружных работ – крепления кровельных материалов к металлическим конструкциям и деревянной обрешетке. Изделие укомплектовано уплотнительной шайбой из EPDM (этиленпропилендиенового каучука), которая при вкручивании сжимается и герметизирует отверстие. Шестигранная головка с фланцем может быть покрыта ЛКП для защиты от коррозии и попадания в цвет прикрепляемого материала. Она прижимает шайбу в процессе монтажа. Саморезы с острым концом предназначены для крепления мягкой кровли к деревянному основанию, с уменьшенным буром – для монтажа профнастила к деревянной обрешетке, с увеличенным буром – для фиксации профнастила к металлическому основанию (размер бура выбирают исходя из толщины основания).
5. Черные саморезы для крепления гипсокартона к металлу

Фосфатированные саморезы используют для крепления гипсокартонных плит к металлическому профилю. Они выглядят почти так же, как и черные саморезы для монтажа гипсокартона к дереву, но отличаются от них более мелким шагом резьбы. У саморезов «гипсокартон-металл» потайная рожкообразная головка с крестообразным шлицем, полная резьба и два типа наконечника: острый или бур. Черные саморезы применяют главным образом при отделке помещений. Остроконечный вариант не требует предварительного сверления отверстий в металле толщиной до 0,9 мм, разновидность с буром – до 2-3 мм.
6. Саморезы DIN 7981, DIN 7982

Саморезами по стандарту DIN 7981 и DIN 7982 крепят тонколистовой металл, предварительно рассверлив его. Саморезы DIN 7981 имеют полусферическую головку, полную резьбу и крестообразный шлиц либо привод в виде звездочки (Torx). Изделия формы «С» предусматривают острый кончик, формы «F» – притупленный. Саморезы с тупым концом также применяют для работы с пластиком (с подготовкой отверстий).
Саморезы DIN 7982 – точно такие же, единственное отличие – потайная головка, под которую зенкуют отверстие при установке. Выполняются из оцинкованной либо нержавеющей аустенитной стали А2 и А4. Эти изделия часто встречаются в машино- и приборостроении. Являются аналогами ГОСТ 10621-80 и ISO 7049.
7. Биметаллические саморезы

Биметаллические саморезы выполнены из двух металлов, например, мягкой нержавеющей и более твердой углеродистой стали (сверло и первые витки резьбы). Может быть сочетание нержавеющих сталей А2 и А4.
Биметаллические саморезы используют для соединения профилированных листов и сэндвич-элементов в облегченных конструкциях. Их можно применять в соединениях «сталь-сталь», «алюминий-алюминий», «сталь-алюминий», «древесина-сталь» и «древесина-алюминий».
Изделия устойчивы к атмосферному воздействию, поскольку снабжены уплотнительной шайбой из стали с привулканизированной EPDM-прокладкой, которая защищает место крепления от влаги. Шестигранный привод служит для оптимальной передачи усилия. Кроме того, при вкручивании биметаллических саморезов практически не остается сверлильной стружки.
8. Нержавеющие саморезы

Нержавеющие саморезы по внешнему виду и функциям похожи на биметаллические, однако полностью сделаны из аустенитной стали А2 или A4. Могут выпускаться с медным покрытием. Метизы необходимы для наружного монтажа или сборки конструкций во влажных помещениях. Их используют обшивки листовым металлом.
Вывод
Разумеется, есть и другие разновидности саморезов по металлу. Однако какой бы тип саморезов вы ни выбрали, покупайте их только у проверенных производителей, чтобы избежать неприятных сюрпризов. Если вы берете метизы в магазине, спрашивайте сертификаты качества. Ну а лучший вариант – приобрести крепеж в ЦКИ, поскольку мы возим продукцию только от надежных поставщиков и проверяем каждую единицу товара в лаборатории.
Пишите нам, делитесь практическим опытом по использованию саморезов по металлу!
Саморезы и шурупы

ГОСТ 27017-86 определяет шуруп как крепежное изделие в форме стержня с наружной специальной резьбой, резьбовым коническим концом и головкой на другом конце, образующие резьбу в отверстии соединяемого деревянного или пластмассового изделия. Из этого определения становится ясно, что шуруп вворачивается в предварительно подготовленное отверстие и используется для крепления на деревянных или пластмассовых основах. Такие шурупы, изготавливаемые обычно из малоуглеродистых сталей (Ст1, Ст2, Ст3, 10кп), реже из коррозионностойких сталей без покрытия и из латуней, традиционно выпускались и выпускаются отечественной метизной промышленностью и поныне.
Однако уже давно на российском рынке появились крепежные изделия, которые по формальному определению соответствуют термину «шуруп», но имеют существенные отличия:
- принципиально усовершенствованы их основные конструктивные элементы: головки, резьбы на стержне, концы и шлицы;
- использованы высококачественные стали и сплавы с современными защитно-декоративными покрытиями.
В результате существенно расширились функциональные возможности этих изделий:
- стала возможна их установка без предварительного сверления отверстий, что существенно упрощает и ускоряет процесс монтажа закрепляемых изделий;
- расширился круг материалов, в которые можно устанавливать эти изделия: к дереву и пластмассе добавились стали, алюминиевые и медные сплавы, композиционные материалы, бетон, кирпич.
Столь значительные отличия новых изделий от шурупов потребовали появления специального термина. И такие изделия стали называть самонарезающими винтами, короче – саморезами.

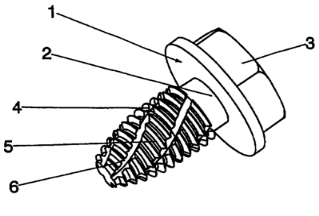
Основные конструктивные элементы шурупов или саморезов это:
- головка – часть крепежного изделия, имеющего стержень, служащая для передачи крутящего момента и образования опорной поверхности;
- шлиц – углубление специальной формы в торце головки, служащее для передачи крутящего момента от инструмента;
- стержень с резьбой;
- конец.
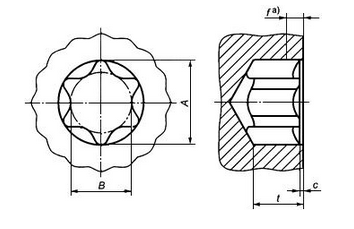
Основные типы головок саморезов и шурупов
Использование того или иного типа головки определяется условиями и особенностями монтажа. Наиболее часто употребляются следующие типы головок:
- цилиндрическая со сферой, с плоской опорной поверхностью, выступающая над плоскостью установки;
- потайная – с конической опорной поверхностью, утапливающаяся в плоскость установки;
- потайная – с конической опорной поверхностью и зенкующими кромками на ней, утапливающаяся в плоскость установки; зенкующие кромки подготавливают углубление под установку изделия «в потай»;
- потайная рожковая – с вогнутой опорной поверхностью, утапливающаяся в плоскость установки; незаменима при креплении гипсокартонных плит, т.к. обеспечивает легкое и надежное заглубление самореза «в потай» без предварительной раззенковки;
- плоская с прессшайбой – с опорной поверхностью, выступающая над плоскостью установки;
Основные типы шлицов саморезов
Существуют следующие типы шлицов саморезов:
- шлицы Phillips: Ph0, Ph1, Ph2, Ph3, Ph4;
- шлицы Pozidrive: Pz0, Pz1, Pz2 Pz3, Pz4;
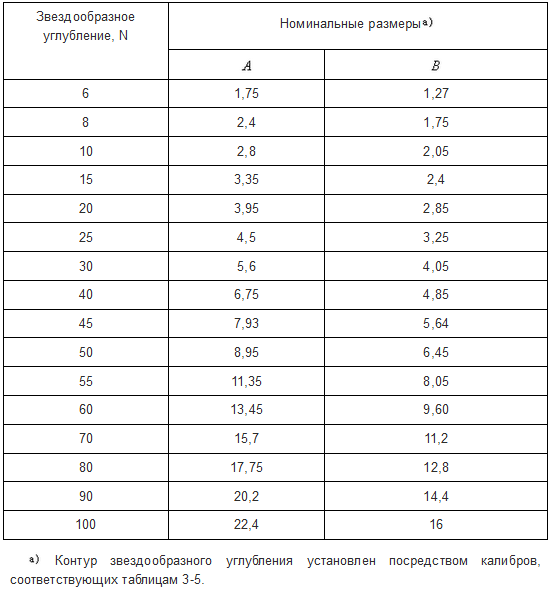
- шлицы TORX: T (или TX) 2, 3, 4, 5, 6, 7, 8, 9, 10, 15, 20, 25, 27, 30, 40, 45, 50, 55, 60, 70, 80, 90, 100.
- диаметр;
- шаг;
- количество заходов.
- Устойчивость к негативному влиянию внешних факторов;
- Доступная цена;
- Высокая устойчивость к износу;
- Длительный срок эксплуатации;
- Простота монтажа;
- Высокое качество.
- Углеродистая сталь – это сплав железа с углеродом без каких-либо примесей. Отличается повышенной прочностью.
- Нержавеющая сталь – сталь с содержанием хрома не менее 10.5%, что делает ее корозионностойкой и очень прочной, саморез из нержавейки никогда не покроется ржавчиной и имеет практически неограниченный срок службы, к тому же, они самые дешёвые. Изделия из нержавеющей стали так же обладают гигиеническими свойствами, что позволяет использовать их даже в медицине.
- Латунь – это медный сплав с добавлением цинка, иногда олова, никеля, свинца, марганца или железа. Латунные саморезы зарекомендовали себя как очень надёжные и износостойкие. К тому же, латунь обладает немагнитными свойствами, антикоррозионными свойствами и устойчива к воздействию низких температур.
- Фосфатированные (чёрного цвета) саморезы изготавливаются из углеродистой стали с последующей обработкой фосфатами. Используются в помещениях с повышенной влажностью.
- Оксидированные (чёрного цвета). Эти саморезы изготавливаются из углеродистой стали с нанесением защитной оксидной плёнки. Подходят для использования в помещениях с нормальной влажностью.
- Оцинкованные саморезы также изготавливаются из углеродистой стали, с последующим нанесением цинкового покрытия. Подходят для использования как внутри помещения, так и снаружи.
- Оцинкованные жёлтые саморезы отличаются от предыдущих только цветом, их используют, в основном, для дверных петель декоративного золотого цвета, так как они визуально менее заметны на их фоне.
- Без покрытия. Используются для внутренних работ при нормальной влажности.
- Длина 10-50 мм с шагом резьбы в 5 мм;
- Длина 60-100 мм при шаге 10 мм;
- Длина 110-1200 мм, резьба 15 мм;
- Длина 125-220 мм, шаг 20 мм.
- Для того чтобы зафиксировать листовой металл толщиной в 2 мм не нужно предварительно его просверливать.
- При более толстых листах такая необходимость появляется. Для более плотного крепления рекомендуется просверливать отверстия на 2-3 мм меньше, чем диаметр самореза.
- Стоимость одного изделия с покрытием из полиэстера составляет около 3-4 рублей, а с полимерным покрытием обойдется в два раза дороже. При этом покупка упаковки будет гораздо дешевле, чем приобретение поштучно.
- При параметрах 4,8*29 мм одна тысяча единиц будет весить около 5 кг.
- Прежде чем приступать к креплению металлической конструкции, необходимо правильно раскроить материал (в случае с листовым металлом).
- При использовании метизов с острым основанием, производить отверстия в металле до 2-2,5 мм нет необходимости.
- В остальных случаях рекомендуется заранее подготавливать отверстия, которые будут немного меньше, чем диаметр самого самореза.
- Одинаковая цветовая гамма. Все саморезы одной партии должны быть одного цвета и оттенка, если речь идёт о чёрных или жёлтых саморезах. Если все изделия выдержаны в одном цвете, это может говорить о том, что вся партия прошла одинаковый вид обработки при одинаковых условиях и имеет одинаковые показатели прочности и коррозионной стойкости.
- Размеры саморезов одной партии не должны визуально отличатся друг от друга.
- Шаг между витками резьбы должен быть одинаковым.
- Если это саморезы со сверлом на конце, то оно не должно иметь заусенцев на краях, острый конец самореза должен быть без заусенцев и не быть обломанным.
- Отверстие, в виде которого выполнен шлиц, должно быть чётким, симметричным и достаточно глубоким.
- Качественные саморезы, обычно, имеют маркировку в виде заглавной латинской буквы. Это говорит о фабричном производстве, да и вам это как небольшая подсказка на случай, если придётся докупать недостающие крепежи.
Основные размеры шлицов саморезов Phillips, Pozidrive, TORX

Каждый из основных типов шлицев также различается и по размерам. При этом для каждого типа шлица образуется стандартизованный и пронумерованный ряд:
Иначе расположенные кромки шлица Pz образуют более устойчивое сцепление c инструментом, которое уменьшает его износ, снижает вероятность «срыва». Это дает возможность приложить большее крутящее усилие к инструменту.
Российская версия шлица TORX по ГОСТ Р ИСО 10664-2007 (размеры указаны в мм)

Для каждого типа шлица и его размера (номера) требуется строго соответствующий инструмент: отвертка или бита. В противном случае возможен быстрый износ или даже разрушение элементов привода.
Основные типы резьбы саморезов
В зависимости от того, какие материалы необходимо соединить, выбирают саморез с тем или другим типом резьбы. При этом учитываются следующие традиционные для резьб количественные характеристики:
Но кроме них существенное влияние на самонарезающие свойства изделия оказывает угол при вершине профиля резьбы α. Чем меньше указанный угол, тем легче закручивается изделие, легче формируется резьба в отверстии, выше самонарезающие свойства.

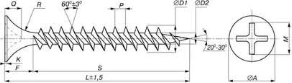
Традиционные шурупы, выпускаемые отечественной промышленностью (ГОСТ 1144 -80, ГОСТ 1145-80), имеют этот угол равным 60º, как у метрической резьбы.
Современные саморезы изготавливаются с углом α=45º и меньше. Особенно эффективны такие острые резьбы при установке изделий в сравнительно мягкие материалы: дерево, ДСП, пластик и т.п
Саморезы же, предназначенные для вворачивания в металл (DIN 7976, 7981…7983), изготавливаются с большими углами (в основном 60º) для повышения прочности нитки резьбы у основания профиля. Кроме того режущая кромка изделия подвергается специальной упрочняющей термообработке, что обеспечивает твердость на ней 450HV.
Саморезы по металлу относятся к высоко стандартизованным изделиям и их резьбы изготавливаются по стандартам ISO 1478, EN 2478, DIN 7970. В чертежно-конструкторской документации перед диаметром их резьбы ставятся буквы ST (SCREW THREADS).
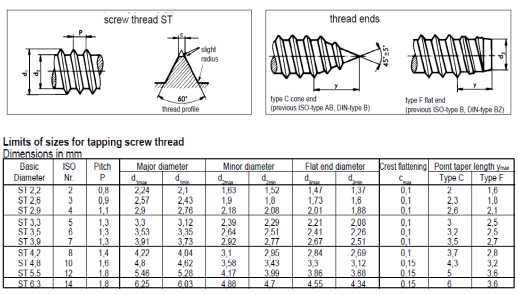
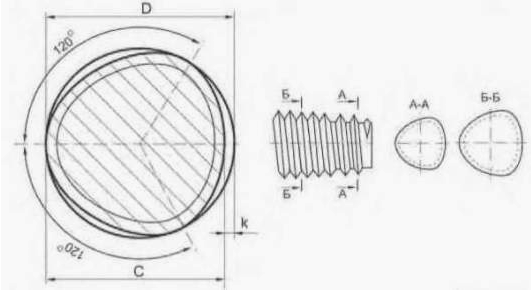
В таблице представлены основные размеры для острого (тип C) и притупленного (тип F) концов.
Для уменьшения времени закручивания в дерево, а также для предотвращения растрескивания древесины используются специальные насечки на резьбе, создающие дополнительные режущие кромки, и собственно волнообразная режущая кромка резьбы.

Основные типы концов саморезов
В зависимости от технологии установки, саморез следует выбирать с тем или иным концом. Наиболее распространены шурупы с традиционным острым концом, которые могут отличаться друг от друга величиной угла захода β. Понятно, что с его уменьшением облегчается внедрение стержня в материал, и увеличиваются самонарезающие свойства изделия.
У традиционных шурупов (по ГОСТ 1144-80, ГОСТ 1145-80, ГОСТ 1146-80) этот угол составляет 40 о .
У популярных саморезов по гипсокартону (т.н. «черных») он значительно меньше: 26…280.
У широко распространенных универсальных еще меньше: 20…300.
Для повышения самонарезающих свойств применяются специальные конструкции конца.
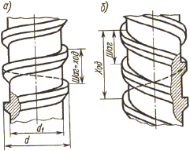
Наиболее эффективны в этом плане саморезы с буром (сверлоконечные). Они действуют при установке, как последовательно работающие сверло и саморез. Сперва сверло создает в материале основы отверстие, а затем в него вворачивается саморез. Таким образом, установка происходит как единая операция ввинчивания.

Резьбонарезающий винт имеет конец в виде метчика, которым он нарезает метрическую резьбу в предварительно высверленном отверстии.

Конец на трехгранном стержне с заходной часть и плавным сбегом резьбы характерен для так называемого резьбовыдавливающего винта. Его вворачивают в гладкое отверстие, в котором он сам раскатывают соответствующую резьбу. Это удобно при установке изделий в условиях односторонне доступом и существенно увеличивает плотность соединения, особенно с металлическим листом.

Конец сверлоконечного шурупа типа Flügel, предназначенного для крепления дерева к металлу, имеет специальные крылышки на переходной части от сверлильного острия к резьбе. Они проделывают отверстие в древесине и срезаются на металлической поверхности. Далее наружная резьба шурупа формирует в металле ответную резьбу.
Размеры саморезов и шурупов
Основными для шурупов и саморезов являются два размера: диаметр и длина.
За номинальный диаметр шурупа или самореза принимается диаметр окружности выступов его резьбы.
В настоящее время шурупы выпускаются следующих диаметров: 1.6, 2.0, 2.2, 2.5, 3.0 (2.9), 3.5, 3.8 (3.9), 4.0, 4.2, 4.5, 4.8, 5.0, 5.5, 6.0, 6.3, 7.0, 7.5, 8.0, 10.0, 12.0 мм.
При этом следует иметь в виду, что саморез того или иного типа вовсе не обязательно выпускается всех возможных диаметров. Наиболее широкий ряд производимых диаметров имеют универсальные саморезы, специализированные саморезы имеют более узкие размерные ряды.
Длина самореза или шурупа измеряется по разному для потайной и выпуклой головки изделия. Для потайной за номинальную длину принимается полная длина изделия, а для выпуклой – расстояние от опорной поверхности головки до конца самореза.
Длины шурупов и саморезов нормализованы и имеют одинаковый размерный ряд: 4.5, 6.5, 7, 10, 11, 12, 13, 14, 16, 18, 19, 20, 22, 25, 29, 30, 32, 35, 36, 38, 40, 41, 45, 50, 51, 55, 57, 60, 64, 66, 70, 76, 80, 89, 90, 100, 102, 120, 140, 160, 180, 200, 230, 250, 280, 300 мм. Для некоторых специализированных изделий могут применяться и другие длины. Естественно, что шурупы одного диаметра выпускаются с ограниченным рядом длин.
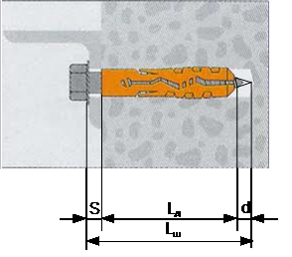
Выбор диаметра и длины шурупа определятся в первую очередь нагрузкой, которую должно выдерживать соединение, а кроме того размерами соединяемых деталей, материалом установки и другими факторами. При определении диаметра шурупа вворачиваемого в пластмассовый распорный дюбель следует ориентироваться на рекомендации производителя, приведенные в каталогах или на упаковке дюбелей. Дело в том, что с одной стороны, чем больше диаметр шурупа – тем прочнее соединение, но, с другой стороны, требуемый для установки крутящий момент при этом возрастает. И тогда могут быть превзойдены возможности инструмента или сорвана головка самореза.
Длина шурупа (Lш) вычисляется как сумма номинальной длины дюбеля,(Lд) толщины прикрепляемой детали (S) и диаметра шурупа (d). Последнее слагаемое обеспечивает выход конца самореза из дюбеля.
Для классических шурупов (с углом на конце 40 0 ) этого достаточно, но для остроконечных саморезов длину требуемого шурупа необходимо увеличить, чтобы весь его наконечник вышел из дюбеля при закручивании.
Саморезы по металлу: описание,виды,размеры,характеристики,фото,видео.
Все когда-то занимались ремонтом или планируют его в ближайшем будущем. И обычно без саморезов не обходится, поскольку они считаются отличным крепежным материалом для использования на различных поверхностях. Это, может быть, дерево, гипсокартон либо одна из версий металла.
Особенности использования саморезов по металлу
Элементы для крепления, которые предназначены для работы с металлом, обладают рядом особенностей:
Саморез по металлу применяется во многих креплениях металлических конструкций, организации объектов промышленного и производственного назначения и во многих других областях. При этом произвести крепление сможет как специалист, так и новичок в этой сфере.
Современные метизы, которые представлены на рынке, обладают доступной стоимостью, длительной эксплуатацией и высоким качеством создаваемого крепления.
При правильно сделанном выборе изделий, они будут обладать практичностью, простотой в использовании и высокой износоустойчивостью. Даже спустя длительный промежуток времени эти соединительные элементы сохраняют свой первоначальный внешний вид и надежность крепления.
ВИДЫ САМОРЕЗОВ
Материал изготовления саморезов
Покрытие самореза
Технические характеристики
Саморезы для металла могут выпускаться с заостренным концом и со сверлом. Их диаметр находится в пределах 3,5 – 5 мм и возрастает пропорционально длине изделия. Фирмы, занимающиеся производством метизов, выпускают изделия со следующими параметрами:
Данные параметры являются приблизительными, поскольку у каждого производителя они могут отличаться. Именно поэтому на современном рынке можно встретить метизы по металлу с параметрами 150*4 мм.

Размеры саморезов по металлу
На сегодняшний день выпускаются четыре разновидности саморезов по металлу:
— черные саморезы (острые);
— саморезы со сверлом ;
— саморезы с пресшайбой (острые) * ;
— саморезы с пресшайбой (сверло) * .
Черные остроконечные:
Длина: от 19 (мм) до 152 (мм) ;
Наружный диаметр: 3.5 (мм) , 3.9 (мм) , 4.2 (мм) , 4.8 (мм) .
Со сверлом:
Длина: от 9.5 (мм) до 75 (мм) ;
Наружный диаметр: 3.5 (мм) , 4.2 (мм) .
Со пресшайбой (острые):
Длина: от 13 (мм) до 76 (мм) ;
Наружный диаметр: 3.5 (мм) , 4.2 (мм) .
Различие по качеству:
— оцинкованные ;
— крашенные ;
— черный металл ;
— цветной металл .
Помимо стандартных крепежей из черного металла выпускаются более качественные изделия, покрытые цинком либо другим металлом.
Следует учитывать что крашенные саморезы в техническом плане гораздо хуже оцинкованных ввиду счесывания краски при закрутке.
| Вид | Длина | Диам. | Вес |
|---|---|---|---|
| По металлу | от 9.5 (мм) до 75 (мм) | 3.5 (мм) до 4.2 (мм) | от 1.2 (г) до 5.2 (г) |
| Параметры типовых моделей | |||
|---|---|---|---|
| Маркировка | L (мм) | Dp (мм) | T (мм) |
| 4.2*13 | 12.50-13.50 | 3.35-3.45 | 4.60-5.20 |
| 4.2*14 | 13.50-14.50 | 3.35-3.45 | 4.60-5.20 |
| 4.2*16 | 15.50-16.50 | 3.35-3.45 | 4.60-5.20 |
| 4.2*19 | 18.50-19.50 | 3.35-3.45 | 4.60-5.20 |
| 4.2*25 | 24.50-25.50 | 3.35-3.45 | 4.60-5.20 |
| 4.2*32 | 31.50-32.50 | 3.35-3.45 | 4.60-5.20 |
| 4.2*38 | 37.50-38.50 | 3.35-3.45 | 4.60-5.20 |
| 4.2*41 | 40.50-41.50 | 3.35-3.45 | 4.60-5.20 |
| 4.2*51 | 50.50-51.50 | 3.35-3.45 | 4.60-5.20 |
| 4.2*57 | 56.50-57.50 | 3.35-3.45 | 4.60-5.20 |
| 4.2*64 | 63.50-64.50 | 3.35-3.45 | 4.60-5.20 |
| 4.2*76 | 75.50-76.50 | 3.35-3.45 | 4.60-5.20 |
Монтаж
Стоимость работ и материалов
Технология
Чем шире и толще листы металла, тем большую нагрузку они несут на саму конструкцию. А это значит, что шаг между креплениями необходимо несколько уменьшить. Обычно он составляет 400-500 мм. Из этого же значения производятся предварительные расчеты количества.
Саморезы по металлу позволяют создавать прочные конструкции, которые способны выдерживать большие нагрузки. Правильный подбор этих соединений являются залогом надежности и длительного срока эксплуатации.
КАК ВЫБРАТЬ «ПРАВИЛЬНЫЙ» САМОРЕЗ

Мало определиться с видом самореза, который необходим для определённого вида работ, необходимо, также среди множества вариантов выбрать действительно качественные, прочные крепежи, которые не подведут в самый ответственный момент. Просто внимательно осмотрите саморез. Он должен соответствовать таким простым критериям:
Если вы видите, что выбранные вами саморезы, соответствуют вышеперечисленным критериям, то можете быть уверены, что вы держите в руках действительно качественные крепежи, которые не сломаются в процессе монтажа.
Саморезы для металла с заострённым концом

Внешний вид остроконечных саморезов по металлу сильно напоминает классические шурупы СССР-овских времён. Изготавливаются они из хорошего (высококачественного) металла и обладают частыми резьбовыми витками – межгребневое расстояние маленькое. Это сделано специально, чтобы улучшить сцепление винта с твёрдым материалом.
Чаще всего, диаметр саморезов по металлу варьирует в размерном диапазоне 3,50-5,00 мм, причём его значение увеличивается по мере удлинения винта.
Изготовители выпускают такие крепежи со следующими параметрами:
— длина от 10,0 до 50,0 мм с резьбовым шагом 5,0 мм;
— от 60,0 до 100,0 мм с шагом в 10,0 миллиметров;
— от 110,0 до 120,0 мм с резьбой 15 мм – довольно редкая разновидность;
— от 125,0 до 220,0 мм с нарезкой 20,0 мм.
Однако приведённые данные ориентировочные, поскольку мест производства саморезов велико и каждый производитель сам регулирует параметры изделий. Например, можно встретить вариант 4,0×150,0 мм.

Для фиксации 2-х миллиметрового метала (конечно, учитывая компонентный состав листа) необходимости в предварительном создании отверстия нет, острый конец саморезного винта сделает его сам. Однако, при большей толщине нужно высверливать проход с диаметром меньше чем у самореза на 2,4–3,3 мм. Такая методика придаст более плотное сцепление крепежа с деталью.
Саморезы для металла производят из твёрдых сортов высококачественной стали. В продажу они поступают с оцинкованным или оксидированным покрытием.
Цвет остроконечных саморезных винтов по металлу преимущественно чёрный, металлический или золотистый.
Саморезы по металлу, снабжённые сверловым концом
Отличительными признаками таких винтов от предыдущего варианта являются:

— шляпка преимущественно конусообразная или пресс-шайба.
Предварительного создания отверстия не требуется. Сверловой конец расщепляет (разрывает) и выдавливает металл, проделывая себе проход, одновременно вкручивается в подлежащее основание. Особая форма шляпки плотно закрепляет соединение.
Читайте также: