Из чего состоит металлический цилиндр
Обновлено: 17.05.2024

Гриша нашёл в кабинете физики отполированный цилиндрик и заинтересовался, из какого материала он сделан — из олова или из железа. Гриша прочитал в справочнике, что плотности железа и олова отличаются не более чем на 10%, а вот их удельные теплоёмкости различаются почти в два раза: 250 Дж/(кг · °С) для олова и 460 Дж/(кг · °С) для железа. Для определения материала цилиндра было решено провести термодинамический опыт. Гриша налил в пластиковый калориметр mв = 100 г холодной воды при комнатной температуре tх = 23 °С. В горячую воду, которая имела температуру tг = 50,5 °С градуса, Гриша поместил цилиндрик. После того, как цилиндрик нагрелся, Гриша перенёс его в калориметр и затем измерил установившуюся температуру в калориметре — она оказалась равной tу = 25,5 °С. После этого Гриша взвесил цилиндрик, его масса оказалась равной mц = 168 г. Теплоёмкостью калориметра Гриша решил пренебречь. Удельная теплоёмкость воды cв = 4200 Дж/(кг · °С) ему была известна.
1) Какое количество теплоты получила вода от цилиндрика?
2) Рассчитайте удельную теплоёмкость материала цилиндрика и определите, из какого металла он изготовлен.
3) Когда Гриша почти закончил обработку результатов своего эксперимента, учитель сказал ему, чтобы он не забыл учесть теплоёмкость калориметра. Масса калориметра составляла mк = 40 г, а удельная теплоёмкость пластмассы по данным справочника была равна cк = 210 Дж/(кг · °С). Может ли Гриша, с учётом этих сведений, утверждать, что он не ошибся в определении материала, из которого сделан цилиндрик?
1) Количество теплоты, полученное водой:
2) Составим уравнение теплового баланса воды и цилиндрика:
Видно, что полученная удельная теплоёмкость совпадает с удельной теплоёмкостью олова. То есть цилиндрик оловянный.
3) Будем считать, что калориметр нагрелся до температуры воды tу = 25,5 °С. В этом случае уравнение теплового баланса можно записать так:
Тогда для значения удельной теплоёмкости цилиндрика можно получить:
Видно, что полученное значение практически не отличается от найденного ранее. Значит, материал цилиндрика определён правильно.
I) записаны положения теории, физические законы, закономерности, формулы и т. п., применение которых необходимо для решения задачи выбранным способом;
II) проведены нужные рассуждения, верно осуществлена работа с графиками, схемами, таблицами (при необходимости), сделаны необходимые математические преобразования и расчёты, приводящие к правильному числовому ответу (допускается решение «по частям» с промежуточными вычислениями; часть промежуточных вычислений может быть проведена «в уме»; задача может решаться как в общем виде, так и путём проведения вычислений непосредственно с заданными в условии численными значениями);
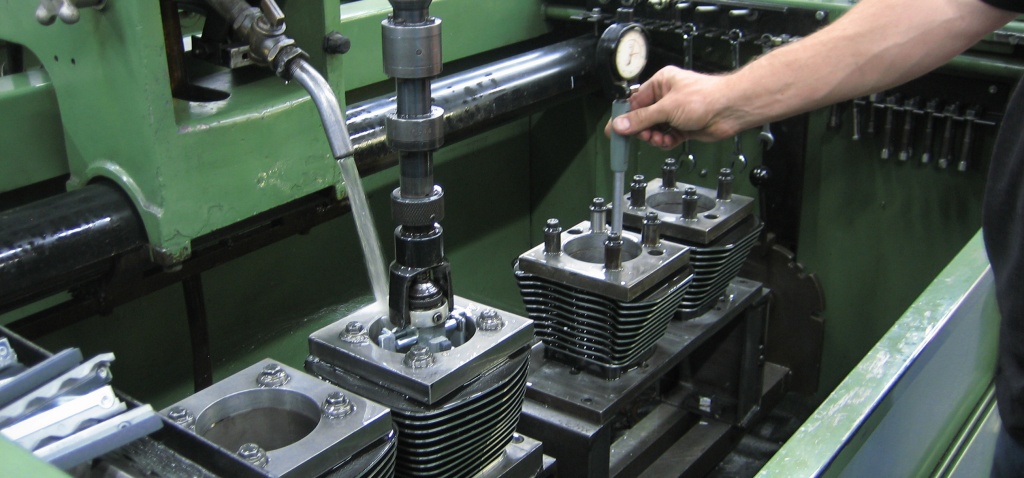
Изготовление металлического цилиндра из стали, алюминия, меди (2021)
Изготовление металлического цилиндра из стали, алюминия, меди
Компания производит все виды металлообработки. Изготавливает на станках детали любой сложности, фрезерование ЧПУ. Работает с такими металлами как сталь, медь, бронза. Производит цилиндры двигателей внутреннего сгорания для автомобилей разной мощности. Высококвалифицированные специалисты на заказ сделают любую деталь.
Характеристика блока цилиндров
Цилиндр поршневого двигателя внутреннего сгорания представляет собой объемную камеру, которая является основной деталью двигателя. Состоит из блока цилиндров. На него приходится основная нагрузка при работе. Здесь расположены основные узлы механизма.
Блок цилиндров должен соответствовать всем требованиям. От его качества зависит работа всего механизма. Изготавливают из материалов, которые хорошо обрабатываются на высокоточных станках. Это серый чугун, алюминий, магний. Для больших грузовых автомобилей, тракторов применяется чугун, легковых и гоночных машин – алюминий.
Высокоскоростные автомобили применяют цилиндры, изготовленные из двух металлов. Внутренняя часть из алюминия, наружная (рубашка) из магния. Это позволяет снизить вес конструкции, что очень важно для скоростных автомобилей.
Изготовление цилиндров
Конструкция цилиндров сложная, имеет много скрытых полостей. Для отливки используется высокое давление, которое позволяет получить правильную, однородную форму, без образования воздушных изъянов. Эти дефекты образуют неточности внутри цилиндров.
Для изготовления комбинированных блоков существует сложная технология, где каждая часть льется отдельно. Такая сложная конструкция делается только на заказ по чертежам заказчика для скоростных автомобилей.
Чугунные цилиндры устойчивы к перегревам, обладают меньшей теплоемкостью. Грузовые автомобили могут быстрее прогревать двигатель в зимний период.
Для цилиндров изготавливают гильзы из высоких сортов стали. Они бывают влитые или съемные. Чтобы установить влитую гильзу, ее помещают в форму до начала литья блока цилиндров. Таким способом происходит диффузия одного металла в другой. Недостатком является то, что такая конструкция не подлежит ремонту. Съемные «мокры» гильзы более эффективны.
Изготовление и обработка блока цилиндров, должна быть очень точной. В нем находятся основные узлы двигателя (вал, поршни, привод). Если будут не соблюдены размеры цилиндров, это приведет к поломке двигателя. Каждый отдел блока цилиндров обрабатывается с помощью правильно подготовленных баз, которые удерживают изделие и дают возможность работать инструментом.
Отдельные части обрабатываются с помощью набора фрез с последующей обработкой на протяжных станках. Торцовые поверхности обрабатывают на горизонтально расточных станках.
Специалисты нашей компании выполнят любую сложную работу качественно и в срок. Стоимость будет зависеть от материала.
Чугун vs алюминий: какой вариант предпочтительнее для изготовления блока цилиндров двигателя внутреннего сгорания
Моторы, блоки цилиндров которых изготавливались из алюминия, появились ещё во второй четверти XX века. Но долгое время лёгкий серебристый металл оставался на вторых ролях. Этому способствовали и специфические характеристики, и относительно высокая стоимость материала, массовое производство которого ещё не было как следует налажено. Но сегодня всё изменилось. Алюминиевые сплавы всё шире используются при производстве ДВС, вытесняя серый ковкий чугун. К добру это или к худу? Попробуем разобраться.
Для автомобильного двигателя, вне зависимости от его конструктивных особенностей, важны следующие параметры:
- Механическая прочность, влияющая не только на ресурс, но и на многие технические характеристики.
- Масса. Чем меньше вес транспортного средства, тем меньше энергии требуется для приведения его в движение, а значит, меньше расходуется топлива.
- Габариты. Мотор небольших размеров занимает мало места и его проще компоновать в мотоотсеке.
- Способность к прогреву/охлаждению и поддержанию заданной температуры.
- Стоимость. Она напрямую зависит от сложности производства.
- Ремонтопригодность.
Вот по этим параметрам мы и будем оценивать блоки цилиндров из алюминия и чугуна.
С механической прочностью всё ясно. Тут чугун существенно превосходит своего конкурента. Он несколько более хрупкий, но его твёрдость составляет не менее 121 HB, в то время как у чистого алюминия всего лишь 20 HB. Как следствие, при производстве блоков цилиндров из алюминиевых сплавов возникает необходимость:
- Укреплять стенки цилиндров, устанавливая гильзы из твёрдых металлов или нанося на поверхность покрытия из материалов повышенной прочности, вроде никасила (никелькремниевого сплава).
- Увеличивать диаметр резьбовых соединений, дабы заворачиваемые болты и шпильки не срывали резьбу. Как вариант, использовать стальные резьбовые вставки.
- Усиливать конструкцию самого блока, наращивая толщину стенок и перегородок, вводя дополнительные рёбра жёсткости.
Всё это становится причиной возникновения проблем, о которых будет сказано ниже.
Удельная масса алюминия почти втрое ниже, чем у чугуна (примерно 2,7 г/куб. см. против 7,3 г/куб. см.). Но рассчитывать на то, что алюминиевый блок цилиндров получится втрое легче чугунного, не стоит. Для достижения необходимой прочности конструкции, как уже было отмечено выше, приходится наращивать, минимум вдвое, толщину стенок и перегородок. Увеличивают массу детали и необходимые рёбра жёсткости. В результате, если получится выгадать пару десятков килограммов, то можно считать, что повезло.
При использовании алюминиевых сплавов становятся больше размеры двигателя. Так как показано на рисунке №1, аккуратно и компактно, выглядел изготовленный в середине 30-х годов прошлого века рядный шестицилиндровый мотор с рабочим объёмом 2,5 литра с блоком из серого ковкого чугуна. Мечта механика!
А теперь мысленно представьте, что толщина стенок этого движка увеличилась вдвое и появились дополнительные рёбра жёсткости… Если с фантазией плохо, можете заглянуть под капот какого-нибудь относительно современного автомобиля. Скажем, BMW 5-Series E60 с мотором N52B25. Даже если убрать всё навесное оборудование, преимущество будет не в пользу последнего.
Коэффициент теплопроводности алюминия, измеряемый в ватах на квадратный метр, вчетверо больше, чем у чугуна (200 против 50). И это, безусловно, большой плюс. Если бы не пара «но»:
- Двигатели из алюминиевых сплавов слишком быстро отдают тепло, что создаёт проблемы, если автомобиль приходится эксплуатировать при низких температурах. Задача не решается уменьшением проходного сечения каналов системы охлаждения или сокращения площади радиатора. Ведь за зимой приходит лето, а значит и жара.
- Быстрый отвод тепла становится причиной резких температурных скачков, вредных для нормальной работы ДВС.
Как следствие, возникает необходимость в установки чувствительных термостатов сложной конструкции и использовании специальных охлаждающих жидкостей.
Ну и, под занавес, то, о чём многие производители и вовсе предпочитают умалчивать. Коэффициент линейного теплового расширения у алюминия в два раза больше, чем у чугуна. Это значит, что при работе мотора детали, изготовленные из алюминиевых сплавов, испытывают колоссальные внутренние напряжения. Такие напряжения нередко становятся причиной деформационных повреждений:
- Приобретают бочкообразность или эллипсность цилиндры.
- Коробятся привалочные плоскости.
- Появляются трещины в рубашке системы охлаждения.
- Срываются резьбы под болты и шпильки.
Ремонт таких поломок, если он вообще возможен, вылетает в копеечку. И платит за него не производитель, а потребитель.
Компании, производящие автомобильные ДВС и стремящиеся как можно больше заработать в условиях кризиса перепроизводства, понять не сложно. С появлением новых технологий они получили возможность:
- Дёшево производить и быстро обрабатывать алюминиевые сплавы. Если раньше значительный процент блоков из лёгких сплавов уходил в брак, то сегодня всё иначе.
- Продавать автомобилистам моторы с малым ресурсом и низкой ремонтопригодностью, всё больше напоминающие одноразовые ручки, которые в случае поломки проще выбросить, чем отремонтировать.
Но какая от этого польза автовладельцам – большой вопрос. Раньше в ситуации, когда из-за развалившихся поршневых колец появились задиры на стенках цилиндров, проблема решалась расточкой блока и переходом на следующий ремонтный размер поршней. Но теперь такой вариант исключён. В случае с алюминиевыми моторами расточка технологически не предусмотрена, а услуги по перепрессовке гильз, как правило, частная инициатива ремонтных мастерских, не гарантирующая результата.
На мой взгляд, было бы правильно оставить автомобилистам возможность выбора. Чтобы в зависимости от предпочтений один имел возможность выбрать мотор с чугунным блоком, а другой – с алюминиевым. Но именно его – выбора – у автолюбителей скоро, судя по всему, и не будет.
Что такое поршень гидроцилиндра, как и из чего его делают?
Поршень гидроцилиндра – своеобразная опора для давления со стороны рабочей жидкости в приводе. Торцовой поверхностью поршень воспринимает нагрузку, цилиндрическая служит для размещения уплотнений и направляющих элементов.
Конструкция
Поршень может быть как цельной деталью, так и сборочной единицей. Это напрямую зависит от метода установки уплотнений. Крупногабаритные сложные уплотнения, которые держат высокие давления и скорости скольжения, невозможно поместить в канавку, растянув вручную или инструментом. Приходится делить поршень на составные части, соединяя их с помощью винтов, по резьбе, по прессовой посадке или затягивать совместно с установкой штока.
Заготовки и материалы
Для изготовления поршней применяют стали марок 45 и 40Х с объемной закалкой до твердости 320..360 НВ . Если наружная цилиндрическая поверхность напрямую контактирует с гильзой гидроцилиндра, то поршень наплавляют бронзой (БрОФ7-02, БрАЖ9-4) или латунью, а также выполняют целиком из антифрикционного чугуна. Некоторые зарубежные производители озвучивают изготовление поршней из стали марки 9SMn28, что приблизительно соответствует отечественной 15Г.
В качестве заготовок используется круглый прокат, штамповка или отливка. Последний вариант актуален только для чугуна и в случаях, когда требуется существенно сэкономить расход материала, поскольку зачастую стальное литье скрывает массу дефектов, и уже в процессе эксплуатации под воздействием давления могут вскрыться раковины и трещины.
Требования
ГОСТ 6540-68 определяет ряд нормальных значений для диаметров поршня – от 10 до 800 мм (в исключительных случаях до 900 мм). На практике гидроцилиндры с полостью свыше 300 мм встречаются крайне редко.
Рабочая контактная поверхность поршня выполняется с полем допуска f7, а в случае установки направляющих колец – на 0,5 мм меньше диаметра полости. Биение цилиндра относительно отверстия под установку штока должно быть не более 0,03 мм, тогда как точность самого отверстия ограничивается полем допуска H8. Канавки под установку уплотнений и направляющих колец выполняют по h9.
Шероховатость поверхности контакта – не выше Ra 0,8 мкм, что требует применения полировки или иных доводочных операций. Торцы поршня обрабатывают вплоть до Ra 2,5 мкм, канавки – Ra 1,25 мкм.
Процесс обработки
В процессе производства поршень обтачивается, отверстие под установку штока сверлится и развертывается. После закалки деталь шлифуется до требуемой точности и полируется. Острые края должны быть скруглены или сбиты фасками – задиры и заусенцы на элементах гидроаппаратуры не допускаются, поскольку могут повредить уплотнения при сборке.
Из чего сделан металлический цилиндр
Из какого металла сделать горячий цилиндр двигателя Стирлинга?
Из чего сделать горячий цилиндр двигателя Стирлинга ? Можно долго советовать и рассказывать о преимуществах выбора в пользу того или иного металла. В основном, большинство стирлингостроителей ориентируются на нержавейку. Т.е. на металл, с которым хоть и не легко работать, но зато он избавляет нас от многих проблем: высокая термостойкость, он не боится коррозии, его легко достать, нержавейка недорого стоит и т.п.
Или вот например, Латунь — легко обрабатывать, как говорится, «на коленке». Также широко распространён, не дорог и найти его можно в любом гараже. Поэтому то я и предлагаю ознакомиться с таблицей материалов, в которой приведу основные параметры. А чтобы не быть голословным, будем исходить из параметров, приведённых ниже.
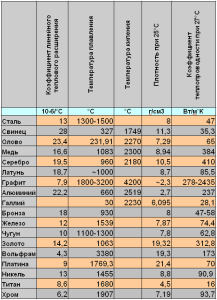
Двигатели Стирлинга. Таблица свойств металлов: температура плавления, кипения, коэффициент линейного расширения, теплопроводность, плотность
Температура плавления — один из важнейших показателей металла при выборе его для горячего цилиндра в высокотемпературных двигателях. И чем она выше, тем бОльшую мощность можно подводить и, соответственно, снимать с головки нагревателя. В данный момент используют специальные стали, которые позволяют держать температуру нагревателя от 700°С до 800°С. Чем выше разница температур нагревателя и холодильника, тем выше КПД (смотрите Таблица КПД двигателя Стирлинга )
С другой стороны, на отводимое тепло внутри цилиндра будет влиять показатель коэффициента теплопроводности. Чем он выше, тем больше тепла можно отвести и передать рабочему телу, т.е. нашему газу (воздуху, азоту, гелию или водороду) в цилиндре. У термостойких сталей этот показатель варьируется от 40 до 47 Вт/м*К. Посмотрите на аналогичный коэффициент у меди, серебра и золота! Вы можете сказать, что драгоценные и дорогие металлы сразу отпадают. А я бы поспорил. Эти редкие и дорогие материалы вовсе не стоит исключать из возможного применения. Именно из-за дорогих материалов и высокой сложности деталей и состоит цена Стирлинга, а она, как вы знаете достигает десятков тысяч долларов за двигатели мощностью в единицы киловатт. А так как борьба в Стирлингах идёт не на проценты, а на десятые и сотые процента, то стоимость иногда начинает играть далеко не первую роль.
Во многих книжках в качестве предпочитаемых материалов для горячих цилиндров (в будущем) авторы «сватают» различные керамические составы. Возможно, с появлением подходящей по свойствам керамики и будет снижена стоимость, уменьшена сложность и повышены температуры нагревателей, но… Сегодня такие материалы только в нашем воображении. Но вот интересный и всем известный материал Графит может заслужить и бОльшего внимания со стороны производителей Стирлингов. Высокие рабочие температуры, высокая теплопроводность, низкая плотность и линейное расширение. Высокая химическая стойкость — что также немаловажно. Вот это «именно то что доктор прописал». Низкая механическая стойкость и хрупкость, я думаю, не слишком большая проблема.
Если у вас есть какие-либо мысли по данной таблице, пишите, спрашивайте. Значения взяты из открытых источников и могут немного отличаться, но в целом погрешность не велика. Читаем далее про Трубчатые нагреватели в Стирлингах, как от них отказаться?
Цилиндр и поршень как основные элементы автомобильного двигателя

- Что такое цилиндр и поршень?
- Из чего изготавливают цилиндры и поршни?
- Охлаждение ЦПГ
- Система смазки цилиндров
- Неисправности при эксплуатации
Цилиндр и поршень являются одними из основных деталей любого двигателя внутреннего сгорания. Нижняя плоскость ГБЦ, днище поршня и стенка цилиндра образуют замкнутую полость, где происходит сгорание топливно-воздушной смеси. Поршень, который находится в цилиндре, преобразует энергию образовавшихся газов в поступательно движение, тем самым приводя в движение коленчатый вал.
Цилиндр и поршень прирабатываются в ходе эксплуатации автомобиля, обеспечивая эффективность и наилучшие режимы работы двигателя.
В данной статье мы подробно рассмотрим пару «цилиндр-поршень»: конструкцию, функции, условия их работы, а также проблемы, которые могут возникнуть при эксплуатации ЦПГ.
Что такое цилиндр и поршень?
Современные двигатели могут иметь от 2 до 16 цилиндров, которые объединены в блок цилиндров. От количества цилиндров зависит мощность ДВС.
Внутренняя часть цилиндра является его рабочей поверхностью и называется гильзой, а внешняя, которая составляет единое целое с корпусом блока – рубашкой. По каналам рубашки циркулирует охлаждающая жидкость.

Внутри цилиндра совершает возвратно-поступательное движение поршень. Он передает энергию давления газов на шатун коленвала, герметизирует камеру сгорания и отводит из нее тепло. Состоит поршень из днища (головки), уплотняющих колец и направляющей части (юбки).
Поршни для бензиновых двигателей имеют плоское днище. Они меньше нагреваются при работе и проще в изготовлении. Они могут обладать специальными канавками, которые способствуют полному открытию клапанов. В дизельных двигателях поршни имеют специальную выемку заданной формы на дне. Она служит для того, чтобы воздух, поступающий в цилиндр, лучше смешивался с топливом.
Плотность соединения поршня и цилиндра обеспечивают поршневые кольца. Их расположение и количество зависит от типа и назначения двигателя. Наиболее часто встречающееся исполнение – одно маслосъемное и два компрессионных кольца.
Компрессионные кольца предотвращают попадание газов в картер двигателя из камеры сгорания и отводят тепло к стенкам цилиндра от головки поршня. По форме они бывают коническими, бочкообразными и трапециевидными.
Верхнее компрессионное кольцо изнашивается быстрее других, поэтому его наружная поверхность подвергается напылению молибдена или пористому хромированию. Благодаря такой подготовке первое кольцо становится более износостойким и лучше удерживает моторное масло. Другие уплотняющие кольца покрываются слоем олова для улучшения приработки к цилиндрам.
Маслосъемное кольцо служит для удаления излишков масла со стенок цилиндра, тем самым предотвращая их попадание в камеру сгорания. Через специальные отверстия в стенках поршня масло попадает внутрь последнего, а затем направляется в картер.
Направляющая часть (юбка) поршня может быть конусообразной или бочкообразной. Такая конструкция позволяет компенсировать расширение при воздействии высоких температур. На юбке находится отверстие с двумя бобышками, где крепится поршневой палец трубчатой формы, соединяющий поршень с шатуном.
Палец поршня может устанавливаться следующим образом:
Свободный ход в бобышках поршня и головке шатуна (плавающие пальцы)
Вращение в бобышках поршня и фиксация в головке шатуна
Вращение в головке шатуна и фиксация в бобышках поршня
Шатун соединяет поршень с коленвалом. Его верхняя головка движется возвратно-поступательно, а нижняя вращается совместно с шатунной шейкой коленчатого вала, стержень совершает сложное колебательное движение. При работе шатун подвергается растяжению, изгибу и сжатию, поэтому его производят жестким и прочным, а, чтобы уменьшить инерционные силы – легким.
Из чего изготавливают цилиндры и поршни?
Материалы, используемые при производстве деталей ЦПГ, должны обладать высокой механической прочностью, хорошей теплопроводностью, малой плотностью, незначительным коэффициентом линейного расширения, антифрикционными и антикоррозионными свойствами.
Цилиндры изготавливают из чугуна или стали с различными присадками. Это нужно для того, чтобы детали могли выдержать высокие нагрузки. Сегодня блоки цилиндров чаще всего производят из алюминия, а внутренние части цилиндров – из стали, благодаря чему вес конструкции снижается.
Поршни внутри цилиндра двигаются с высокой скоростью и подвержены воздействию высоких давлений и температур. Изначально для производства этих деталей использовался чугун, но с развитием технологий основным материалом для поршней стал алюминий. Это позволило обеспечить меньшую нагрузку на поршни, лучшую теплоотдачу и рост мощности ДВС.
На современных автомобилях, особенно с дизельными двигателями, используются сборные стальные поршни. Они весят меньше алюминиевых, а за счет меньшей компрессионной высоты позволяют использовать шатуны большей длины, тем самым снижая боковые нагрузки в паре «цилиндр-поршень».
Для производства поршневых колец используется высокопрочный серый чугун с добавлением хрома, молибдена, никеля или вольфрама. Эти материалы улучшают приработку элементов и обеспечивают их высокую износо- и термостойкость.

Некоторые производители автокомпонентов для снижения потерь на трение покрывают боковую поверхность поршней специальными материалами на основе графита или дисульфида молибдена. Однако со временем заводское покрытие разрушается и ему требуется восстановление.
Одним из самых эффективных средств для восстановления антифрикционного слоя или нанесения материала на новые поршни является покрытие поршней MODENGY для деталей ДВС. Состав на основе высокоочищенного дисульфида молибдена и графита имеет практичную аэрозольную упаковку с оптимальными параметрами распыления.
Материал равномерно наносится на юбки поршней, не требует высоких температур для полимеризации и создает на поверхности сухую смазочную пленку, которая в течение длительного времени снижает износ и препятствует образованию задиров.
Для подготовки поверхностей перед нанесением покрытия рекомендуется провести их обработку Специальным очистителем-активатором MODENGY. Он убирает все загрязнения с деталей и обеспечивает прочное сцепление покрытия с основанием.
Охлаждение ЦПГ
При работе двигателя выделяется огромное количество тепла. Например, температура сгоревших газов может достигать +2000 °C. Именно поэтому цилиндро-поршневая группа нуждается в эффективном охлаждении.
В современных двигателях система охлаждения может быть жидкостной или воздушной. В первом случае цилиндры ДВС покрыты снаружи большим количеством специальных ребер, которые охлаждаются искусственно созданным или встречным потоком воздуха.
Жидкостное охлаждение подразумевает охлаждение цилиндров при помощи охлаждающей жидкости, которая циркулирует в толще блока снаружи цилиндров. Нагретые элементы отдают часть тепла ОЖ, которая затем попадает в радиатор, охлаждается и заново поступает к цилиндрам.
Система смазки цилиндров
Если внутри цилиндра отсутствует смазочный материал, поршень будет заклинивать, что со временем приведет к поломке двигателя. Для удержания моторного масла на внутренних поверхностях цилиндров на них наносят микросетку при помощи хонингования.
Благодаря этому на стенках всегда находится некоторое количество масла, что снижает трение между поршнем и цилиндром, а также способствует отведению излишков тепла внутри ЦПГ.
Неисправности при эксплуатации
Даже, если эксплуатация автомобиля была правильной и все жидкости менялись вовремя, со временем все равно могут возникнуть проблемы с цилиндро-поршневой группой. Их основная причина заключается в сложных условиях работы ЦПГ.
Высокие нагрузки и температуры приводят к:
Деформации посадочных мест под гильзу
Разрушению, залеганию, закоксовыванию колец
Задирам на юбках поршней из-за сужения зазора между поршнем и цилиндром
Возникновению пробоин, трещин, сколов на рабочих поверхностях цилиндров
Оплавлению или прогару днища поршней
Различным деформациям на теле поршней
Эти и другие неисправности ЦПГ неизбежно возникают при перегреве ДВС, который может быть вызван неисправностью термостата, помпы или разгерметизацией системы охлаждения, сбоями в работе вентилятора охлаждения радиатора, самого радиатора или его датчика.
Определить проблемы в работе цилиндро-поршневой группы можно отметив увеличение расхода масла, ухудшение запуска двигателя, снижение мощности, возникновение стука и шума при работе ДВС. Подобные моменты не следует игнорировать, так как неисправности в ЦПГ неизбежно приведут к дорогостоящему ремонту.

Точно определить состояние поршней и цилиндров позволяет разборка ЦПГ, а также осмотр других систем автомобиля, например, воздушного фильтра. Помимо этого, в ходе диагностики производится замер компрессии в цилиндрах, берутся пробы масла из картера и т.п.
Ресурс ЦПГ зависит от типа двигателя, его режима эксплуатации, сервисного обслуживания и других параметров. В среднем для отечественных автомобилей он составляет около 200 тыс. км, для иномарок – до 500 тыс. км. Существуют так называемые «двигатели-миллионники», ресурс которых может превышать 1 млн. км пробега.
Ремонт цилиндро-поршневой группы двигателя включает в себя замену компрессионных и маслосъемных колец, восстановление и расточку цилиндров, установку новых шатунов и поршней.
Износ цилиндров определяется при помощи специального прибора – индикаторного нутрометра. Сколы и трещины на стенках заваривают или заделывают эпоксидными пастами.
Новые поршни подбираются по массе и диаметру к гильзам, а поршневые пальцы – к втулкам верхних головок шатунов и поршням. Шатуны предварительно проверяют на предмет повреждений и при необходимости восстанавливают или заменяют.
Что такое цилиндр: определение, элементы, виды, варианты сечения
В данной публикации мы рассмотрим определение, основные элементы, виды и возможные варианты сечения одной из самых распространенных трехмерных геометрических фигур – цилиндра. Представленная информация сопровождается наглядными рисунками для лучшего восприятия.
Определение цилиндра
Далее мы подробно остановимся на прямом круговом цилиндре как самой популярной разновидности фигуры. Другие ее виды будут перечислены в последнем разделе данной публикации.
Прямой круговой цилиндр – это геометрическая фигура в пространстве, полученная путем вращения прямоугольника вокруг своей стороны или оси симметрии. Поэтому такой цилиндр иногда называют цилиндром вращения.

Цилиндр на рисунке выше получен в результате вращения прямоугольного треугольника ABCD вокруг оси O1O2 на 180° или прямоугольников ABO2O1/O1O2CD вокруг стороны O1O2 на 360°.
Основные элементы цилиндра
- Основания цилиндра – два одинаковых по размеру/площади круга с центрами в точках O1 и O2.
- R – радиус оснований цилиндра, отрезки AD и BC – диаметры (d).
- O1O2 – ось симметрии цилиндра, одновременно является его высотой (h).
- l (AB, CD) – образующие цилиндра и одновременно с этим стороны прямоугольника ABCD. Равны высоте фигуры.
Развёртка цилиндра – боковая (цилиндрическая) поверхность фигуры, развернутая в плоскость; является прямоугольником.

- длина данного прямоугольника равна длине окружности основания цилиндра ( 2πR );
- ширина равна высоте/образующей цилиндра.
Примечание: формулы для нахождения площади поверхности и объема цилиндра представлены в отдельных публикациях.
Цилиндры и блок-картеры автомобильных двигателей

Цилиндр представляет собой одну из главных деталей поршневого двигателя. Внутренняя полость цилиндра составляет основу рабочей полости, в которой осуществляются все тепловые процессы, связанные с преобразованием тепловой энергии топлива в механическую работу.
Стенки внутренней полости цилиндра служат также направляющими для поршня при его перемещениях между крайними положениями. Поэтому длина образующих цилиндра предопределяется величиной хода поршня.
Цилиндр работает в условиях переменных давлений в надпорш-невой полости. Внутренние стенки его соприкасаются с пламенем и горячими газами, раскаленными до температуры 1500—2500°С. К тому же средняя скорость скольжения поршневого комплекта по стенкам цилиндра в автомобильных двигателях достигает 12— 15 м/сек при недостаточной смазке. Поэтому материал, употребляемый для изготовления цилиндров, должен обладать большой механической прочностью, а сама конструкция стенок повышенной жесткостью. Стенки цилиндров должны хорошо противостоять истиранию при ограниченной смазке и обладать общей высокой стойкостью против других возможных видов износа (абразивного, коррозионного и некоторых разновидностей эрозии), уменьшающих срок службы цилиндров (Износ цилиндров автомобильных двигателей является следствием комплексного воздействия на стенки многочисленных физических и химических быстротекущих процессов, которые по характеру проявления разделяются на три основных вида износа: эрозивный, возникающий вследствие механического истирания, схватывания и других разрушающих процессов при непосредственном контакте металлических трущихся поверхностей; коррозионный, возникающий при всякого рода окислительных процессах на поверхностях трения; абразивный, вызывающий разрушение поверхностей трения при наличии между ними твердых или, как говорят, абразивных частичек, в том числе и продуктов износа). Материалы, применяемые для изготовления цилиндров, должны обладать хорошими литейными свойствами и легко обрабатываться на станках.
В соответствии с этими требованиями в качестве основного материала для цилиндров применяют перлитный серый чугун с небольшими добавками легирующих элементов (никель, хром и др.). Применяют также высоколегированный чугун, сталь и алюминиевые сплавы.
Цилиндры из алюминиевых сплавов с внутренней стороны покрывают слоем пористого хрома толщиной 0,1—0,15 мм. Слой пористого хрома, имеющий канальчатую поверхность, хорошо удерживает смазку и обладает повышенной износостойкостью. Такой метод изготовления легких износостойких цилиндров используется иногда для мотоциклетных и автомобильных двигателей малого литража.
При использовании более дорогих материалов цилиндры чаще всего делают комбинированными, т. е. состоящими из двух металлов. Для внутренних стенок, образующих рабочую поверхность цилиндра, в этих случаях применяют наиболее износостойкие материалы. Например, сталь или высоколегированный аустенитный чугун, содержащий 14—15% никеля, 6—7% меди и 2—4% хрома. Аустенитный никельмедистохромистый чугун-нирезист отличается от перлитного чугуна высокой коррозионной стойкостью, хорошей сопротивляемостью истиранию при ограниченной смазке и другими положительными свойствами.
Чтобы уменьшить потери на трение и обеспечить необходимое уплотнение надпоршневой полости, внутренние стенки цилиндров тщательно обрабатывают. По возможности им придают строго цилиндрическую форму, а рабочую поверхность доводят до высокой степени чистоты. Внутреннюю поверхность стенок называют зеркалом цилиндра.
Высокая температура газов в надпоршневой полости цилиндра и сравнительно большое количество тепла, выделяющегося при трении поршня и поршневых колец о зеркало цилиндра, вызывают интенсивный нагрев стенок, вследствие чего возникает необходимость в постоянном отводе от них тепла. Практически это достигается непрерывным охлаждением стенок цилиндров жидкостью или воздухом. Даже кратковременное прекращение такого охлаждения связано с аварией цилиндра и выходом из строя двигателя. Быстро наступающий перегрев неохлаждаемых стенок приводит к «схватыванию» трущихся поверхностей или к заклиниванию поршня в цилиндре, возможному обрыву шатуна и другим большим разрушительным последствиям.
Температура стенок цилиндров на прогретом двигателе поддерживается в пределах 100—150°С. Более высокую температуру имеют при этом стенки верхней зоны цилиндров, омываемые наиболее горячими газами. В двигателях с воздушным охлаждением отдельные участки верхней зоны цилиндров нагреваются до 170— 180°С, а средняя температура их стенок всегда бывает выше, чем при жидкостном охлаждении.
Повышенный нагрев стенок приводит к излишнему подогреву поступающего в цилиндры свежего заряда и уменьшению его весового содержания. Двигатели развивают при этом заметно меньшую мощность. Однако нельзя и переохлаждать цилиндры. При температуре ниже 100°С на стенках возможна конденсация паров воды. А так как в продуктах сгорания наряду с парами воды и другими химическими соединениями содержится некоторое количество сернистого газа, то создаются благоприятные условия для образования серной кислоты, коррозирующей стенки цилиндров, вследствие чего износ их резко возрастает.
В зависимости от способа охлаждения конструкция цилиндров и всего двигателя приобретает свои характерные особенности.
Цилиндры двигателей воздушного охлаждения отливают индивидуально, а для увеличения теплоотвода наружная поверхность их оребряется (рисунок). Следовательно, при воздушном охлаждении цилиндр, строго говоря, состоит из двух конструктивных элементов: гильзы или, как ее называют иногда, втулки и оребрения. Размер ребер и межреберных промежутков выбирают из условий, чтобы оребрение оказывало возможно меньшее сопротивление потоку охлаждающего воздуха и в то же время было достаточно развитым и обеспечивало нужную интенсивность теплоотвода. В существующих конструкциях площадь поверхности оребрения цилиндра примерно в 10 раз превышает площадь его зеркала в зоне оребрения.
Оребряемой поверхности гильзы, придают цилиндрическую или коническо-цилиндрическую форму. Чаще применяются гильзы с цилиндрической средней частью и с конической формой ее периферийных зон. Это способствует выравниванию температуры как по окружности, так и по высоте цилиндра, в частности уменьшает перепад температур в зоне перехода от оребренной части цилиндра к неоребренной. Утолщение стенок гильзы в верхней и нижней ее зонах повышает также общую жесткость цилиндра, а уменьшение толщины стенок гильзы в средней части увеличивает сечение воздушных каналов, что способствует лучшему теплоотводу.
В двигателях с воздушным охлаждением применяют как цельнометаллические, так и комбинированные цилиндры. Цельнометаллические цилиндры изготовляют из чугуна, реже их делают стальными, а в малых двигателях применяют также алюминиевые сплавы с хромированной поверхностью зеркала. Ребра отливают вместе с гильзой или нарезают на станках. Чаще используют первый, наиболее простой и экономически выгодный метод. Комбинированные цилиндры представляют собой чугунную или стальную основу с ребрами из алюминиевых сплавов, получаемых методом литья, или же алюминиевую оребрснпую основу с запрессованной в нее, например, чугунной гильзой . В таких цилиндрах высокая износостойкость сочетается с хорошим теплоот-водом, так как теплопроводность алюминиевых сплавов в 3—4 раза выше теплопроводности чугуна. Более высокими качествами обладают биметаллические цилиндры, получаемые методом заливки ребер, обеспечивающим монолитность их соединения с основой цилиндра.
Многоцилиндровые двигатели с воздушным охлаждением снабжают общим для всех цилиндров картером. Примером здесь может служить двигатель автомобиля «Запорожец».
Цилиндры двигателей с жидкостным охлаждением в отличие от рассмотренных оребрениых изготовляют с двойными стенками, что значительно усложняет их конструкцию. Внутренние стенки образуют у них гильзу цилиндра, а внешние более тонкие— его рубашку. Стенки рубашки охватывают гильзовую часть цилиндра так, что между ними образуется полость, используемая для циркуляции охлаждающей жидкости.
Из соображений облегчения ремонта и увеличения срока службы цилиндров с жидкостным охлаждением их в большинстве случаев изготовляют комбинированными, с короткими вставками или со вегавками па всю длину зеркала цилиндра и с легкосъемными гильзами.
Гильзы цилиндров

Создание максимально легкого и мощного двигателя — первоочередная задача для инженеров всех автомобильных компаний, которую они с тем или иным успехом пытаются решить уже более ста лет. Настоящей революцией стало появление двигателей, полностью сделанных из алюминия. Однако применение этого материала поставило перед разработчиками новую задачу — как создать в алюминиевом блоке прочные цилиндры? Самым удачным решением стало применение гильз, активно применявшихся при создании двигателей для мотоциклов, у которых нет общего блока цилиндров.
Виды гильз и требования, которые к ним предъявляются
Гильза должна быть очень прочной и тугоплавкой, ведь в случае с алюминиевым блоком он играет лишь роль корпуса, в котором она держится. Противостоять теплу, давлению и износу ей приходится самостоятельно. Поэтому гильзы должны обладать высокой износостойкостью, высокой антикоррозийной устойчивостью, жаростойкостью и прочностью. В зависимости от конструкции двигателя гильзы делятся на «мокрые» и «сухие». суть этого термина напрямую связана с особенностями системы водяного охлаждения двигателя.
"Мокрые" гильзы получили наибольшее распространение, так как отлично решают задачу отвода тепла
«Мокрые» гильзы
«Мокрыми» называются гильзы, наружная поверхность которых омывается охлаждающей жидкостью, циркулирующей в системе каналов, пронизывающих толщу блока цилиндров. Эта система называемой «водяной рубашкой» и служит для равномерного отвода тепла от блока цилиндров. В районе установки гильз охлаждающая жидкость "выходит на поверхность", чтобы напрямую омывать стенки гильзы. Поэтому такой тип гильз и называется мокрым. Блок цилиндров с «мокрыми» гильзами обеспечивает лучший отвод тепла, поэтому «мокрые» гильзы получили очень широкое распространение. Они применяются на легковых автомобилях Volvo, Renault, ГАЗ-24, Москвич и других.
Уплотнение между гильзой и блоком достигается путем установки медной прокладки между отлитым буртом гильзы и плоскостью блока
Ремонт двигателей, оснащенных «мокрыми» гильзами, крайне прост — в блок устанавливается новые пары гильза-поршень, не требующие доработки. Для капремонта даже нет необходимости снимать двигатель, и он может быть выполнен даже в полевых условиях.
«Сухие» гильзы
«Сухие» гильзы запрессованы в тело цилиндра и не имеют прямого контакта с охлаждающей жидкостью. Некоторые производители предпочитают делать алюминиевые блоки с не сменными гильзами методом литья. В этом случае гильзы укрепляются в форме для отливки, которая позже заполняется расплавленным алюминием. Созданные таким образом блоки цилиндров по жесткости от обычных чугунных не отличаются. При необходимости ремонта гильзы растачиваются и хонингуются, как обычные цилиндры. Такую технологию используют для производства двигателей Volkswagen, Land Rover, Honda, Audi, Volvo и ряда других.
"Сухие" гильзы хуже отводят тепло, но их применение позволяет придать блоку цилиндров монолитную жесткость
Применение гильз снимает ограничение с количества капремонтов, которые способен выдержать блок. Теоретически этом можно делать неограниченное количество раз, хотя на деле это никому не нужно, так как кузов автомобиля, к сожалению, не вечен. Так, для обычного блока без гильз допустимо не более 3-4 предусмотренных изготовителем калибров ремонтных поршней. Это ограничивает количество возможных ремонтов. Когда же выполнен последний ремонт и цилиндр больше не подлежит расточке, то «выручают» гильзы, запрессовка которых вновь поднимает ресурс блока на несколько ремонтов.
Установка гильзы в цилиндр
Внутренняя поверхность цилиндра растачивается и тщательно шлифуется перед запрессовкой, такой же обработке подвергают и наружную поверхность гильзы для плотности посадки в цилиндр. Затем гильзы, имеющие, как правило, упорную кромку в верхней части, запрессовываются в расточенный цилиндр с натягом 0.03-0.04 мм.
«Мокрые» гильзы полностью "готовы к употреблению". После запрессовки в блок цилиндров внутреннюю поверхность обрабатывать не нужно, на ней уже есть хон. Сухие гильзы, как правило, нужно растачивать после установки.
Гильзы растачивают и хонингуют строго под определенную группу поршней. Каждый поршень замеряется, и по его замерам идет расточка гильзы. После такой подгонки поршень маркируется по цилиндру и не подлежит установке в другие цилиндры. Кстати, при капремонте гильзованного двигателя рекомендуется покупать так называемые "ПОНы", подобранные в заводских условиях комплекты из гильз, цилиндров и пальцев.
Как исключение можно упомянуть японскую компанию Isuzu, выпускающую двигатели, где в блоке установлены стальные тонкостенные гильзы с покрытием из пористого хрома, не требующие механической обработки.
В двигателях Isuzu гильзы устанавливаются в блок без натяга и удерживаются в теле за счет прижима притянутой болтами установленной поверх головки блока цилиндров.
Гильзы в двигателях с воздушным охлаждением
Для двигателей воздушного охлаждения гильзы цилиндров выполнены по образу мотоциклетных, с ребрами охлаждения. Так как цилиндры должны охлаждаться потоком воздуха, из них нельзя сформировать блок и они устанавливаются на двигатель в виде отдельных деталей.
Гильзы крепятся к картеру (через медные прокладки) посредством невысоких шпилек через специальный опорный фланец или же посредством анкерных шпилек, проходящих сквозь всю головку цилиндров. Головка устанавливается на эти шпильки и затягивается в обычном порядке, прижимая тем самым цилиндры к картеру и обеспечивая герметизацию.
Мотоциклетные двигатели с воздушным охлаждением и стали "донором", давшим миру автомобильные гильзованные двигатели
Для двигателей с воздушным охлаждением гильзы цилиндров изготавливаются либо из одного вида металла (монометаллические), либо из двух металлов (биметаллические).
Монометаллические цилиндры воздушного охлаждения выполняют в основном из чугуна, иногда из стали или из легких сплавов.
Биметаллические цилиндры также выполнены из чугуна или стали, а поверх корпуса отлиты алюминиевые ребра.
Недостатки блоков с гильзами воздушного охлаждения
Двигатели с гильзами воздушного охлаждения очень восприимчивы к температурному режиму и при перегреве «страдают» отпусканием резьбы шпилек крепления цилиндров в алюминиевом блоке. Это ведет к вытягиванию шпильки и разрушению резьбы, что ослабляет затяжку гильзы и вызывает разгерметизацию и потерю компрессии. Попытка подтяжки соединения заканчивается полным выходом посадочной резьбы шпильки из тела картера и последующим ремонтом. Иными словами, допускать перегрева алюминиевого двигателя не стоит ни при каких обстоятельствах.
Читайте также: