Из чего состоит токарный станок по металлу
Обновлено: 05.10.2024
Всё оборудование на предприятиях проходит обязательную классификацию по мощности двигателя, времени его допустимой работы и прочим техническим характеристикам. Классификация токарных станков по металлу проводится ещё по нескольким критериям:
- классу точности;
- весу;
- степени автоматизации;
- гибкости производственной системы;
- специальному назначению в обработке металла;
- универсальности или узкой направленности агрегата в выполнении операций по металлу.




Для обработки металла используется целый ряд токарных станков. По классификации ЭНИМС все виды токарных станков по металлу относятся к 1 группе. Оборудование делится на группы, всего их 9. Группы объединяют оборудование, предназначенное для обработки металла, по конструкции и назначению.
От задач, которые выполняются на конкретном станке и тяжести деталей, зависит, в каком режиме он работает, что влияет на количество автоматических функций станка и его комплектацию. От этого зависит и разбивка оборудования на группы.
Нет такой задачи по обработке металла, которую невозможно выполнить на токарном станке в ручном или автоматическом режиме. Но есть ещё и группы вспомогательных станков с ограниченными возможностями, предназначенными для выполнения узкого спектра задач, а есть почти универсальные, такие как винторезные. Их возможности ограничиваются весом и размером обрабатываемых деталей.
К 1 группе относятся токарные станки по металлу:
- одношпиндельные автоматические и полуавтоматические.
- многошпиндельные автоматические и полуавтоматические.
- револьверные многошпиндельные автоматические токарные установки.
- сверлильно-отрезные;
- карусельные;
- винторезные;
- многорезцовые;
- специализированные;
- разные.
Подгрупп в 1 группе токарного оборудования тоже получилось 9, как и групп классификации станков по металлу. Виды токарных работ самые разнообразные, но обойтись при работе по металлу без остальных станков практически невозможно. К ним относятся:
- сверлильные и расточные, относящиеся ко 2 группе.
- шлифовальные, полировальные, доводочные – 3 гр.
- комбинированные – 4 гр.
- для обработки резьбы и зубчатых поверхностей – 5 гр.
- фрезерные – 6 гр.
- строгальные, долбёжные, протяжные – 7 гр.
- разрезные – 8 гр.
- самая широкая группа № 9 – разные. в этой группе собрано оборудование для обработки труб и муфт, обдирочные агрегаты, испытательные, делительные, балансировочные.

Расшифровка обозначений по классификации ЭНИМС токарных станков по металлу
Токарные станки получили место в верхней строчке таблицы потому, что остальные станки по металлу производят для них заготовки или выполняют последующие работы, после токарных операций.
Как работает токарный станок
Принцип работы токарного станка заключается в следующем:
- вращение заготовки на станке осуществляет шпиндель или планшайба, которые получают вращение через коробку скоростей, ременную передачу от электродвигателя;
- амплитуду подач определяет скорость суппорта с закреплёнными резцами в резцедержателе;
- независимо от типа автоматизации станка – автоматического или полуавтоматического, он может быть с горизонтальной или вертикальной компоновки. Такую классификацию токарные станки получили от положения шпинделя, от которого зависит положение заготовки при обработке.
- на вертикальных станках ведутся работы по металлу на тяжёлых широких, но не длинных деталях.
- длинные детали с небольшим и средним диаметром обрабатываются в горизонтальном положении.
Чем больше на станке возможностей для установки дополнительного оборудования, тем шире его технологические возможности.
Схемы популярных станков
Как видно по схеме, токарно-винторезные станки стоят на 6 позиции 1 группы. Но встречаются они более часто, чем остальные ввиду их постоянной необходимости на предприятиях и в экспериментальных цехах, специализирующихся на обработке металлических деталей.
Токарно-винторезный 16К20 применяется для выполнения основных токарных работ различной сложности. Базовая модель производится в 4 вариантах. Разница станков в расстоянии между центрами. В различных модификациях этот промежуток может быть 71, 100, 140 и 200 см. Подобное варьирование рабочей длины повлекло за собой и другие конструктивные изменения для упрощения в обработке однотипных по весу, длине или диаметру деталей. На базе 16К20 разрабатывались и другие модели. Их буквенное обозначение указывает на модернизацию базовой модели:
- 16К20Г — с выемкой в станине.
- 16К25 – облегчённая модель, предназначенная для изготовления деталей из заготовок диаметром до 50 см. Расположение заготовки над станиной — горизонтальное.
- 16К20П – имеет повышенный класс точности, благодаря специальным подшипникам.
- 16К20Ф3 — с числовым программным управлением.
На этой основе создаются и другие токарно-винторезные модели для обработки металла. Схема станков общая, но при необходимости она дополняется необходимыми заказчику функциями. На станках, выполненных на основе 16К20 можно обрабатывать металлы разной степени податливости к обработке, в том числе и из закалённого металла. Мощность привода регулируется, при работе с твердыми сплавами возрастают энергетические затраты оборудования.
Больше всего операций по обработке металла выполняется на токарно-винторезных станках, у которых схема компоновки имеет довольно сложную конструкцию.
Основные узлы токарного станка:
- станина;
- фартук;
- шпиндельная (передняя) бабка;
- суппорт;
- задняя бабка.

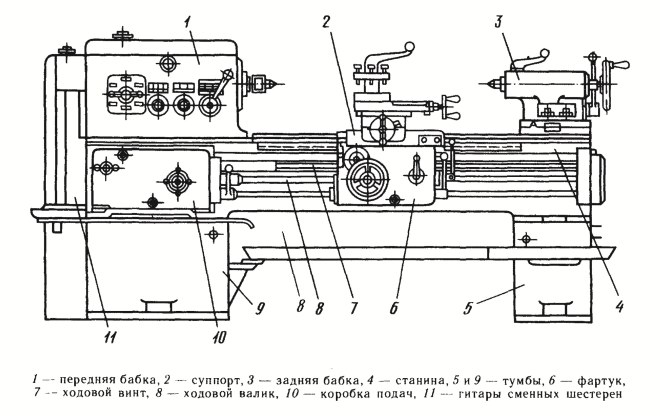
Основные узлы токарно-винторезного станка
На первый взгляд основных деталей немного, но для управления ими, в конструкции токарного оборудования имеется:
- фрикционная муфта отвечает за вращение шпинделя;
- вариаторы предназначаются для изменения частоты вращения шпинделя;
- автоматические выключатели;
- рукояти, маховики, зажимы для ручного перемещения, закрепления и включения механизмов.
Типы токарных станков отличаются друг от друга по назначению, технических характеристик, компоновке и др.
Обозначение точности
Точность станков по ЭНИМС указывается в названии в конце аббревиатуры кириллическими буквами:
- Н – указатель нормальной точности;
- П – говорит о повышенной точности станка;
- В – обозначает высокую точность;
- А – обозначение особо высокой точности;
- С – станок с сверх точности.
Классификация по весу:
- Лёгкими считаются токарные станки с весом до 1 тонны — ( < 1 т);
- К средним относятся агрегаты от 1 до 10 тонн, в этой категории находятся винторезные — (1-10 т);
- Тяжёлые – это те станки, масса которых превышает 10 тонн — (>10 т);
- С весом свыше 100 тонн – это станки уникальные — (>100 т).
В скобках дано обозначение, которое встречается в маркировке станка.
Описание некоторых групп токарных станков
Лобовые станки
Токарные лобовые станки созданы для изготовления деталей до 4 метров в диаметре. Назначение станков, имеющих такие технические характеристики, для вытачивания на них цилиндрических и конических деталей. Но так же на широких заготовках, размещаемых на планшайбе, могут проводиться и другие работы по металлу, такие как нарезание бороздок, выборка фасок и многое другое. На лобовых станках производятся тяжёлые и разнообразные работы, что накладывает отпечаток на его технические характеристики. Токарно-винторезные станки по сравнению с лобовыми имеют более сложную конструкцию.
Рабочая часть лобового станка состоит из:
- плиты;
- суппорта и его основания;
- передней и задней бабок;
- планшайбы.
Токарно-карусельные станки
Схема карусельных станков немного сложнее. Он имеет:
- станину;
- планшайбу;
- пульт управления;
- револьверную головку с несколькими позициями (например, 5);
- вертикальным револьверным суппортом;
- двумя коробками передач;
- траверсами;
- боковым суппортом;
- 1 или 2 стойками (в зависимости от конструкции и назначения):
- маховичком и боковым маховичком;
- держателем резцов на 4 предмета.
На токарно-карусельных станках обрабатываются детали диаметром от 2 метров. Каждая из моделей токарно-карусельных станков может обрабатывать заготовки различного диаметра. Увеличение диаметра заготовки в 1,26 раза требует увеличения рабочей площади станка. Массово производились 6 видов карусельных станков, со схожими технические характеристики, которые могли обрабатывать заготовки следующих размеров:
- 2-метровые;
- 2 м 52 см;
- 3 м 18 см;
- 4 м;
- 5 м 4 см;
- 6 м 35 см.
При необходимости производства деталей превышающих показатель 6,35 метра, на заказ изготавливаются специализированные станки с уникальными техническими характеристиками. Высчитать необходимый размер рабочей площади следующей в ряду модели не сложно, достаточно предыдущее значение умножить на 1,26.
Револьверные токарные станки
На токарно-револьверном оборудовании изготавливаются детали из заготовок прутков. На станках имеется возможность изготавливать детали сложной формы по индивидуальному чертежу. Классификация револьверных станков осуществляется в зависимости от способа крепления заготовок на шпинделе:
Почти все операции, что выполняют токарно-винторезные станки, можно производить и на револьверном, с той только разницей, что в револьверной головке поперечных суппортов можно закрепить сразу несколько инструментов, в необходимой для работы последовательности. Токарно-винторезные станки такой возможности не имеют, все последующие виды обработки проводятся на них после смены резца по окончанию предыдущей операции. Делать работу инструментами можно поочерёдно, а некоторые операции могут проводиться параллельно друг другу.
Револьверные головки некоторых станков этого типа устроены так, что одно гнездо может удержать сразу несколько резцов. Ход каждого инструмента ограничивается упором. Кроме ограничения хода, они выполняют функцию выключателя передач суппорта. Отработав, запрограммированный цикл, головка проворачивается и в рабочем положении устанавливает необходимый на следующем этапе инструмент.
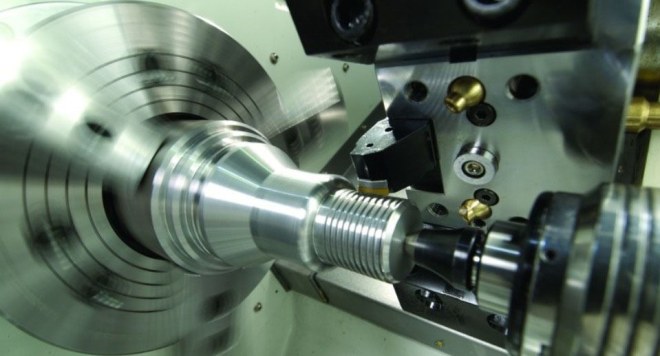
Видео обработки детали
На примере схемы 1Г340П видно, что по своей компоновке револьверные станки такие же, как токарно-винторезные. Схоже и назначение станков этих видов.
Револьверные станки могут оснащаться головками, вращающимися в горизонтальной или вертикальной плоскости. Автоматические и полуавтоматические станки имеют похожие настройки револьверной головки перед работой. В этой категории токарного оборудования имеется еще классификация по количеству шпинделей в конструкции станка.
Устройство токарного станка по металлу
Токарные станки по металлу, в общей своей массе, имеют примерно схожую компоновку — схему расположения узлов. В этой статье мы перечислим и опишем основные узлы, принцип их работы и назначение.

Общий вид токарного станка по металлу
Основными узлами являются:
- станина;
- передняя бабка;
- шпиндель;
- механизм подачи;
- суппорт;
- фартук;
- задняя бабка.

Основные узлы токарного станка по металлу
Видео-урок об устройстве токарных станков по металлу
Станина
Основной неподвижной частью станка является станина, состоящая из 2 вертикальных рёбер. Между ними находятся несколько поперечных перекладин, обеспечивающих жёсткость и неколебимость статора.

Станина располагается на ножках, их количество зависит от длины станины. Конструкция ножек-тумб такова, что в них могут храниться необходимые для работы станка инструменты.
Верхние поперечные рейки станины служат направляющими для передвижения по ним суппорта и задней бабки. Сравнивая схемы станков, легко заметить, что в некоторых конструкциях используются направляющие 2 видов:
- призматические для перемещения суппорта;
- плоская направляющая для хода задней бабки. В очень редких случаях её заменяет призматического типа.
Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.

Передняя бабка отдельно от станка
Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.

Коробка скоростей вид сверху
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
Гитара сменных шестерен токарного станка Optimum Гитара советского токарного станка по металлу Техническое обслуживание
Шпиндель
Маловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:
- детали с большим весом;
- предельное натяжение ремня;
- нажим резца.
Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8.

В передней части отверстие имеет конусную форму.
Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки.
Устойчивость шпинделю придают подшипники и механизм регулировки натяга. К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
За изменение скорости вращения отвечает коробка скоростей. Справа к шкиву присоединяется зубчатая шестерня, справа от шкива шестерня насажена на шпиндель. За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения.
Перебор увеличивает количество рабочих скоростей токарного станка вдвое. Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Шпиндель получает вращение от электродвигателя через ременную передачу и коробку скоростей.
Механизм подачи
Механизм подачи сообщает суппорту необходимое направление движения. Задаётся направление трензелем. Сам трензель находится в корпусе передней бабки. Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач.
В схеме станков с автоматической подачей имеются ходовые винт и валик. При проведении работ высокой точности исполнения используется ходовой винт. В остальных случаях – валик, что позволяет дольше сохранить винт в идеальном состоянии для выполнения сложных элементов.
Суппорт
Верхняя часть суппорта – место крепления резцов и другого токарного инструмента, необходимого для обработки различных деталей. Благодаря подвижности суппорта резец плавно перемещается в направлении, необходимом для обработки заготовки, от места, где суппорт с резцом и располагался в начале работы.

При обработке длинных деталей ход суппорта вдоль горизонтальной линии станка должен совпадать с длиной обрабатываемой заготовки. Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка.
Продольные движения механизма происходят по салазкам – горизонтальным направляющим станины. Поперечная подача резца осуществляется второй частью суппорта, передвигающейся по горизонтальным направляющим.
Поперечные (нижние) салазки служат основой поворотной части суппорта. С помощью поворотной части суппорта задаётся угол расположения заготовки относительно фартука станка.

Фартук
Фартук, как и передняя бабка, скрывает за своим корпусом необходимые для приведения в движение механизмов станка узлы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Рукоятки управления механизмами фартука вынесены на корпус, что упрощает регулировку хода суппорта.
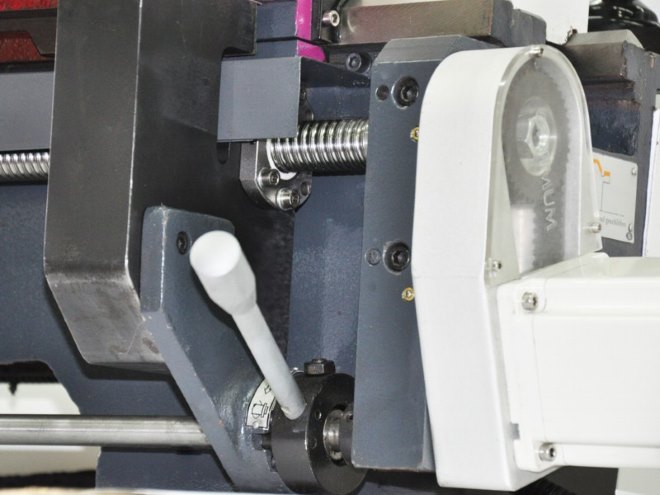
Задняя бабка
Задняя бабка подвижная, она используется для закрепления детали на шпинделе. Состоит из 2 частей: нижней – основной плиты и верхней, удерживающей шпиндель.

Задняя бабка в разрезе
Подвижная верхняя часть движется по нижней перпендикулярно горизонтальной оси станка. Это необходимо при точении конусообразных деталей. Через стенку бабки проходит вал, он может поворачиваться рычагом на задней панели станка. Крепление бабки к станине производится обычными болтами.

Индивидуален по своей компоновке каждый токарный станок, устройство и схема могут несколько отличаться в деталях, но в малых и средних станках такой вариант встречается наиболее часто. Компоновки и схемы тяжёлых больших токарных станков отличается в зависимости от их назначения, они узкоспециализированные.
Устройство токарного станка по металлу – конструкция, схема, основные узлы
По сути, устройство токарного станка, вне зависимости от его модели и уровня функциональности, включает в себя типовые конструктивные элементы, которые и определяют технические возможности такого оборудования. Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как передняя и задняя бабка, суппорт, фартук устройства, коробка для изменения скоростей, коробка подач, шпиндель оборудования и приводной электродвигатель.

Основные части токарного станка по металлу
Передняя бабка Задняя бабка Суппорт
Приводные валы Рычаг переключения скоростей Лимб
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.

Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Направляющие станины, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования по параллельности и прямолинейности. Если пренебречь этими требованиями, то обеспечить высокое качество обработки будет невозможно.
Назначение задней бабки токарного оборудования
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
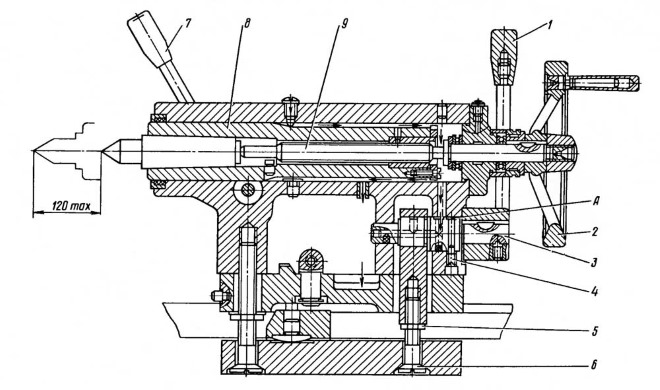
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.

Вращающийся центр КМ-2 настольного токарного станка Turner-250
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
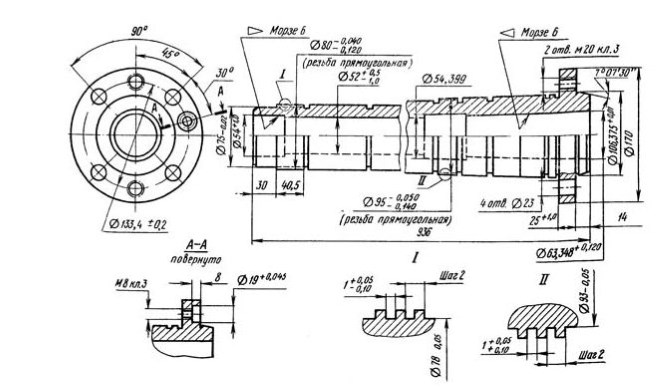
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
В шпиндельных узлах, что можно сразу определить по их чертежу, могут устанавливаться подшипники скольжения или качения – с роликовыми или шариковыми элементами. Конечно, большую жесткость и точность обеспечивают подшипники качения, именно они устанавливаются на устройствах, выполняющих обработку заготовок на больших скоростях и со значительными нагрузками.
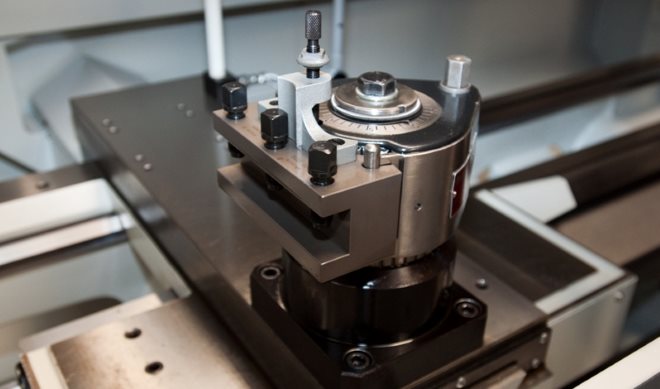
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.

Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Электрическая часть токарного станка
Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
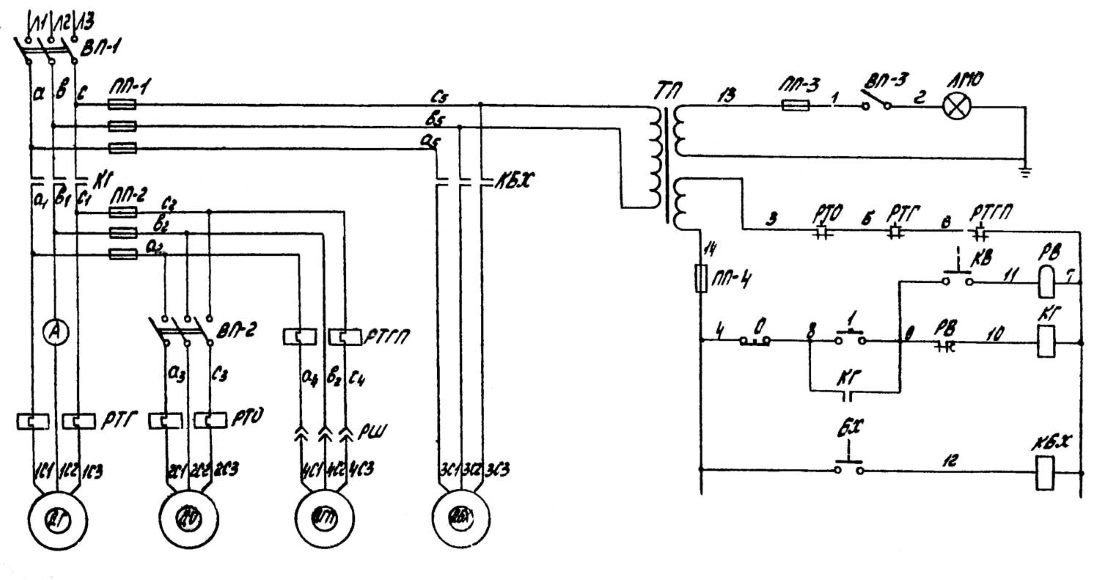
Электрическая схема токарного станка 1К62 (нажмите для увеличения)
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением. Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.

Двухскоростной двигатель со шкивом под плоский ремень передачи
Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе. Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Электродвигатель является основной частью электрической системы любого токарного станка, но она также включает в себя массу дополнительных элементов. Все они, функционируя в комплексе, обеспечивают удобство управления станком, а также эффективность и качество технологических операций, которые на нем выполняются.
Устройство и характеристики токарно-винторезного станка
С помощью любого токарно-винторезного станка, посредством которого может выполняться обработка как металлических, так и неметаллических деталей, осуществляются операции точения.
Нарезка внешней резьбы
Конструктивные элементы станков токарно-винторезной группы
Любой токарно-винторезный станок, относящийся к категории универсального оборудования, позволяет выполнять следующие виды обработки деталей из различных материалов:
- развертывание отверстий;
- обтачивание и растачивание поверхностей различной конфигурации: фасонных, конических, цилиндрических;
- выполнение зенкерования и сверления;
- обработка торцов и их подрезка;
- нарезание резьбы различного типа.
Универсальный токарно-винторезный станок любой модели состоит из типовых узлов и механизмов, к которым относятся:
- суппорт станка;
- передняя и задняя бабка;
- коробка, обеспечивающая регулировку скоростей;
- несущая станина;
- шпиндель;
- электрическое оборудование;
- тумбы оборудования;
- гитары шестерен;
- ходовой валик;
- фартук оборудования;
- коробка, обеспечивающая выбор и смену подач;
- основной элемент токарно-винторезного станка, отличающий его от обычной токарной модели — ходовой винт.
Что характерно, конструктивные элементы токарно-винторезных станков разных моделей имеют не только одинаковое наименование, но и одинаковое расположение. К примеру, станки данной категории, выпущенные разными производителями (в том числе обладающие числовым программным управлением), практически идентичны по своей конструкции.
Для обеспечения управления всеми рабочими системами в оснащение токарно-винторезных станков входят различные рукоятки и рычаги. Сюда, в частности, относятся:
- рукоятка, за счет которой выполняется изменение скорости вращения шпинделя;
- орган управления, отвечающий за выбор параметров нарезаемой резьбы (шаг и подача);
- рукоятка, отвечающая за выбор категории шага нарезаемой резьбы — увеличенного или нормального;
- орган управления, определяющий направление движения салазок (продольное или поперечное);
- рукоятка для управления верхними салазками;
- элемент управления для включения и отключения вращения ходового винта;
- управляющий элемент для выбора направления нарезаемой резьбы;
- включение и отключение основного двигателя;
- элемент, отвечающий за фиксацию пиноли и автоматический запуск продольной подачи;
- так называемый штурвал, который отвечает за передвижение пиноли;
- орган управления параметрами подачи;
- управления параметрами перемещения суппорта;
- элемент, отвечающий за фиксацию задней бабки;
- элемент управления направлением движения шпинделя, а также его остановкой.

Токарно-винторезный станок 1К62
Классификация универсальных токарных станков
Виды токарно-винторезных станков выделяют в зависимости от нескольких параметров, к числу которых относятся:
- масса оборудования;
- максимальная длина детали, допускаемой к обработке на токарно-винторезном станке;
- максимальный диаметр такой детали.
Длина детали, обрабатываемой на токарно-винторезном станке той или иной модели, зависит от того, какое расстояние выдержано между его центрами. Если рассматривать диаметр заготовки, которую позволяет обрабатывать конкретный универсальный токарно-винторезный станок, то данный параметр находится в диапазоне от 100 до 4000 мм. Следует иметь в виду, что модели станков, на которых могут обрабатываться детали одинаковых диаметров, могут отличаться длиной обрабатываемых заготовок.

Тяжелый токарно-винторезный станок 1А670
Универсальные токарные станки могут иметь различный вес. Так, по данному параметру оборудование относят к одной из следующих категорий:
- тяжелые станки, вес которых может доходить до 400 тонн (на токарно-винторезных станках данной категории можно обрабатывать детали с диаметром 1600–4000 мм);
- станки весом до 15 тонн (на таком оборудовании можно обрабатывать детали диаметром 600–1250 мм);
- оборудование массой до 4 тонн (с допустимым диаметром обрабатываемых деталей 250–500 мм);
- легкие станки, вес которых не превышает 0,5 тонн (на таком оборудовании можно обрабатывать детали с диаметром 100–200 мм).
Легкий универсальный токарный станок — это настольная модель, которая используется, как правило, в домашних мастерских или на небольших предприятиях.

Токарно-винторезный станок CU500
Наиболее распространенными типами предприятий с такими токарно-винторезными станками являются:
- опытно-экспериментальные участки предприятий различных отраслей промышленности;
- предприятия, занимающиеся производством часовых механизмов;
- заводы, выпускающие приборы и контрольно-измерительное оборудование.
Токарно-винторезными станками тяжелой группы оснащают предприятия энергетической и машиностроительной отрасли. Устройства этого типа также применяют для обработки элементов специальных механизмов и узлов – деталей:
- турбинных механизмов;
- для оснащения железнодорожного транспорта (колесных пар и др.);
- для комплектации тяжелого прокатного оборудования.
Однако наибольшее распространение получили токарно-винторезные станки, относящиеся к средней категории. Именно за счет использования таких станков можно выполнять получистовые и чистовые металлообрабатывающие операции, а также нарезать резьбы различных категорий.
Универсальный токарный станок, относящийся к средней категории, обладает целым рядом весомых преимуществ: широкий диапазон подач рабочего инструмента и частот вращения шпинделя, высокая жесткость конструкции и мощность двигателя, позволяющая выполнять широкий перечень работ с заготовками из металла и других материалов.
Токарно-винторезные станки средней категории, кроме того, оснащаются различными механизмами и приспособлениями, которые значительно расширяют их функционал, позволяют делать обработку с большей точностью, делают труд обслуживающего персонала более комфортным и безопасным. Такие элементы дополнительного оснащения, что удобно, позволяют автоматизировать многие процессы обработки заготовок на токарно-винторезных станках.
Отдельно следует сказать о токарно-винторезных станках с числовым программным управлением (ЧПУ), которые в советское время выпускались одновременно несколькими предприятиями. Такими станками, как правило, оснащались предприятия, которые занимались выпуском большой номенклатуры мелкосерийной продукции. Устройство токарно-винторезного станка данного типа и возможность его быстрой переналадки делает его просто незаменимым в тех ситуациях, когда необходимо быстро перейти на выпуск деталей другой модификации.
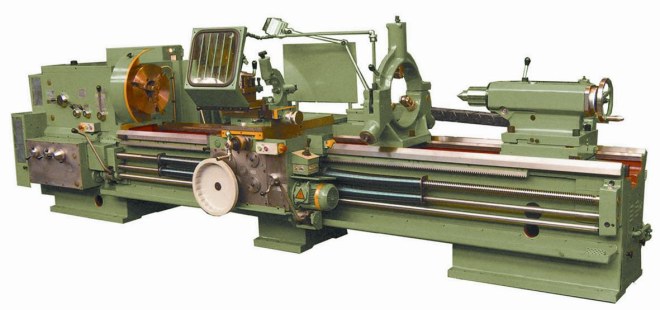
Токарно-винторезный станок 1М63
Основные технологии обработки деталей на токарно-винторезных станках
Токарное оборудование, как правило, используется для обработки внешних поверхностей цилиндрической формы. В качестве инструмента в таких ситуациях используется проходной резец. Припуск по длине обрабатываемой детали обычно составляет от 7 до 12 мм. Такой запас размера необходим для того, чтобы можно было отрезать обрабатываемую заготовку на требуемую длину и выполнить обработку ее торцов.
Для подрезки торца обрабатываемой детали могут использоваться резцы нескольких типов – упорные, прямые проходные и подрезные. Чтобы выполнить подрезку и обточить небольшие уступы на детали, применяются резцы упорного типа.
Универсальный токарный станок также позволяет прорезать на деталях канавки различной глубины. Для этих целей применяется специальный канавочный инструмент, а сама процедура осуществляется на небольших скоростях вращения шпинделя.
Отрезание готового изделия выполняется по аналогичному принципу. Заканчивают процесс отрезки в тот момент, когда диаметр перемычки в месте отреза доходит до величины порядка 2–2,5 мм. В этот момент процесс отрезания останавливается, а готовая деталь просто отламывается от заготовки.
Токарный станок с ЧПУ по металлу
Основные требования, предъявляемые к современному металлорежущему оборудованию — это скорость запуска в производство, точность изготовления и быстрая переналадка на выпуск другого изделия. Всеми этими качествами обладает токарный станок с ЧПУ. Его главные достоинства — точность, высокая производительность, возможность многооперационной механообработки за одну установку и скорость переналадки. А применение системы ЧПУ (англ. CNC) с цифровым управлением электроприводами позволяет выполнять все действия по изготовлению изделия без участия станочника-оператора. По существующей классификации он относится к металлорежущим установкам, но по факту станок по обработке металла — универсальный и может обрабатывать множество других материалов.

Токарный станок с ЧПУ
Назначение
Технологические особенности токарного оборудования позволяют выполнять на нем лишь некоторые виды механообработки. Поэтому его применяют при изготовлении изделий с цилиндрическими, сферическими и коническими поверхностями, используя при этом обработку точением, а также операции с применением сверл, метчиков, зенкеров и разверток. Точение является основным видом токарных работ и имеет следующие разновидности:
- наружное обтачивание;
- внутренняя расточка;
- подрезка торцов;
- прорезка канавок;
- отрезка.
Многофункциональные токарные центры имеют дополнительный фрезерный шпиндель, который позволяет выполнять все виды фрезерных работ. Универсальный токарный станок с ЧПУ по металлу также может оснащаться съемной фрезерной головкой. Чаще всего такие дополнительные механизмы используют на устройствах небольшого размера, примером которых является настольный токарный станок с ЧПУ.
Основные группы изделий, изготавливаемые токаркой — это валы, втулки, плоские тела вращения, части корпусов, фланцы редукторов и эксцентрики. Для крупносерийного изготовления простых деталей применяют прутковые автоматы или специализированные установки. А основное назначение токарных станков с программным управлением — единичное и мелкосерийное производства изделий повышенной сложности.
Конструктивные особенности
Независимо от технических характеристик в состав токарных установок входит примерно один и тот же набор узлов и агрегатов:
- Станина. Это сварная или литая конструкция для размещения всех остальных механизмов. Она устанавливается на виброопоры или крепится анкерными болтами к бетонному полу цеха. На станине монтируется передняя бабка и горизонтальные направляющие.
- Передняя бабка. Внутри нее находится главный привод, коробка скоростей и шпиндель. Для зажима заготовки используется кулачковый патрон или планшайба, которые крепят на конец шпинделя.
- Задняя бабка. Расположена на продольных направляющих напротив передней бабки. Предназначена для фиксации второго конца заготовок или закрепления инструмента для работы с цилиндрическими и коническими отверстиями.
- Суппорт. Служит для позиционирования резца или поворотной инструментальной головки. В его состав входят каретка, поперечные салазки, верхние салазки, резцедержатель и механизм, обеспечивающий перемещение этих устройств.

Конструкция токарного станка с ЧПУ
Эти агрегаты дополняют устройства регулировки вращения главного привода и скорости перемещения режущего инструмента. При ручном механическом управлении — это коробка скоростей и коробка подач, а также гитара — сменный набор шестерен для изменения скорости подачи или шага резьбы. В современных установках вместо механических приводов применяют раздельные электроприводы (главный, отдельных осей, дополнительных устройств) с цифровым управлением.
Токарное оборудование комплектуется различными вспомогательными устройствами. Самые распространенные из них — это системы подачи СОЖ и транспортеры стружкоудаления.
Система СОЖ орошает рабочую зону смазочно-охлаждающей жидкостью (СОЖ), которая охлаждает обрабатываемый металл и инструмент, а также улучшает условия резания. Транспортеры стружкоудаления отводят металлическую стружку из рабочей зоны и доставляют ее в накопительные контейнеры.
Главное отличие механообработки с использованием ЧПУ от выполнения технологических операций в ручном режиме — это не только программное управление перемещениями и режимами резания, но и полная автоматизация всех вспомогательных операций. Конструкция токарного станка с ЧПУ позволяет управлять не только позиционированием и работой инструмента, но и такими вспомогательными действиями, как:
- зажим заготовки;
- позиционирование револьверной головки;
- включение и выключение системы охлаждения;
- управление транспортером стружкоудаления;
- блокировка и разблокировка защитного ограждения.
При разработке CNC-программ применяют программное обеспечение, которое позволяет генерировать последовательность команд для вычисления траектории резца на основании чертежа в электронном формате DXF. Технологу-программисту остается только задать параметры режущей кромки и режимы резания. Большинство современных систем ЧПУ отображают такие чертежи на своем экране, что очень удобно для корректировки программы при ее отладке или пробном изготовлении детали.
Принцип работы
Технология токарной обработки включает в себя основные и вспомогательные операции. Первые — это сама металлообработка, а вторые — все, что связано с подготовкой и завершением цикла обработки заготовки. В общем виде их последовательность при точении одной поверхности детали выглядит так:
- Базирование заготовки. Выполняется ее загрузка, центровка, необходимые измерения и фиксация зажимными приспособлениями.
- Размещение оснастки. При необходимости устанавливается оснастка и приспособления, используемые в процессе работы.
- Выбор и фиксация резца. Согласно технологической карте отбирается соответствующий резец и устанавливается в резцедержатель или поворотную инструментальную головку.
- Запуск вращения шпинделя. Задается скорость вращения и включается главный привод.
- Позиционирование в исходную точку. Резец выводится в точку начала резания и устанавливается на заданном расстоянии от поверхности
- Включение подачи. Включается поперечное перемещения резца, которое по достижении заданной глубины точения переключается на продольное.
- Рабочий проход. Выполняется проход на заданной глубине со снятием металлической стружки.
- Отвод резца. По достижении конца обрабатываемой поверхности продольное перемещение переключается на поперечное, и резец отводится от поверхности.
- Новое позиционирование. Резец отводится в исходное положение (или позиционируется для нового прохода).
- Измерение. Замеряется геометрия обработанной поверхности.
- Снятие детали. Расфиксация детали и снятие ее вручную или с использованием грузоподъемных механизмов.
На основании параметров технологического процесса технолог рассчитывает нормы вспомогательного и основного времени. С учетом этих данных определяются экономические показатели изготовления изделия. Автоматизированная механообработка намного сокращает трудозатраты на единицу продукции и увеличивает коэффициент загрузки оборудования.

Токарные работы на станке с ЧПУ
При токарной обработке с ЧПУ станок выполняет почти все действия по заданной программе, а участие станочника-оператора требуется только при установке и снятии детали и проверке инструмента, а также замере готового изделия (иногда это делается автоматически). Значительное сокращение вспомогательного времени во много раз повышает экономическую эффективность механообработки. Поэтому все современное токарное оборудование с ЧПУ имеет в своем составе:
- быстрозажимную оснастку для закрепления заготовки;
- револьверные головки с программным позиционированием;
- цифровые электроприводы главного привода и всех осей перемещения;
- программно-управляемые вспомогательные устройства.
Некоторые виды оборудования с автоматизированным управлением могут иметь в своем составе приводной инструмент, противошпиндели, фрезерные и шлифовальные шпиндели, а также устройства для автоматического замера деталей.
Такое оборудование тоже называется «токарным», поскольку в его основе лежит традиционная компоновка. Но на самом деле это уже обрабатывающие центры широкого профиля.
Виды токарных станков с ЧПУ
Токарное оборудование с ЧПУ классифицируются по тем же показателям, что и станки с ручным управлением:
- ориентация направляющих;
- класс точности (пять типов);
- масса (четыре типа);
- степень специализации (универсальные, специализированные и специальные).
Кроме того, существует технологическая классификация токарных станков с ЧПУ, основанная на компоновке узлов и агрегатов. В этом случае выделяют пять основных групп:
- Горизонтальные токарно-револьверные. Самая распространенная группа оборудования с программным управлением. Выпускаются во множестве типоразмеров и модификаций.
- Токарно-лобовые станки с ЧПУ. Не имеют задней бабки, а размер планшайбы может достигать нескольких метров. Применяются при работе с крупноразмерными изделиями типа обечаек.
- Токарно-карусельные. Планшайба расположена горизонтально, а ее размер может достигать 10-12 метров. Установки с планшайбой более двух метров, как правило, имеют два вертикальных суппорта.
- Многошпиндельные. При работе с заготовками используется шпиндельный блок, состоящий из нескольких (обычно 4-6) одновременно вращающихся шпинделей, и такое же количество неподвижных суппортов с разными резцами. Поворотом блока каждая заготовка подводится к очередному суппорту и таким образом за один оборот на ней выполняется четыре-шесть различных видов резания. . Многофункциональное оборудование, способное выполнять за одну установку детали весь спектр операций по механообработке.
Горизонтальный токарно-револьверный станок с ЧПУ Токарно-лобовой станок Токарно-карусельный станок
Отдельная группа в составе токарного оборудования — это малогабаритные станки, которые используются в профессионально-технических учебных заведениях, небольших мастерских, лабораториях и домашними умельцами.
Мини токарный станок ЧПУ по металлу может выполнять все те же операции, что и промышленные установки, но только с меньшими по размеру деталями. Обычно они оснащены системой CNC со стандартным языком программирования G-code, которая управляет перемещением суппорта, а также оборотами главного и вспомогательного привода. Настольный токарный станок с ЧПУ может оснащаться сменной фрезерно-сверлильной головкой, что значительно расширяет область его применения.
Программирование токарного оборудования
Система ЧПУ токарного станка управляет обработкой детали в соответствии с программой, составленной технологом-программистом. Эти программы пишутся на языке G-code (стандарт RS274), разработанном специально для установок, управляемых с помощью числового программного управления.
Программа на G-code состоит из последовательных нумерованных блоков, называемых кадрами. Каждый такой блок содержит набор команд, на основании которых совершается элементарное технологическое действие, например, позиционирование резца в исходную точку или его движение с определенной подачей и оборотами вглубь металла. Перемещение режущей кромки по заданной программе производится в инкрементной системе координат. Это означает, что координаты каждой последующей точки указываются в виде приращения к координатам предыдущей позиции инструмента. И только выход на исходное положение задается в начале программы в абсолютных координатах.

Программирование станков с ЧПУ
Язык G-code включает в себя две группы: G-команды и M-команды.
Первая группа — это подготовительные команды, которые задают:
- систему координат и рабочую плоскость;
- точку начала координат;
- тип движения (ускоренное, рабочее);
- вид траектории движения (линейное, круговое);
- координаты позиционирования;
- значение подачи и оборотов шпинделя;
- переход к сверлению и нарезанию резьбы;
- значение коррекции инструмента (по радиусу и по длине).
Группа M-команд — это вспомогательные команды. Они управляют электромеханическими и гидравлическими устройствами, а также выполнят служебные функции внутри программы. Чаще всего применяют следующие M-команды:
- включение шпинделя и задание ему направления вращения;
- остановка вращения шпинделя;
- автоматическая смена инструмента (поворот инструментальной головки);
- ручная смена инструмента;
- включение и выключение подачи СОЖ.

Принцип числового программного управления токарным станком
В отличие от фрезерных, в токарных станках вращается не инструмент, а заготовка. Поэтому программирование для их систем CNC имеет некоторые особенности. Во-первых, перемещение в радиальном направлении задается по оси X, а в продольном — по оси Z. Во-вторых, при составлении программ ЧПУ параметры задаются в миллиметрах на оборот, а не в миллиметрах в секунду, как при операциях фрезерования.
Читайте также: