Из какого металла делают колесные гайки
Обновлено: 20.09.2024

Приветствую всех. Хотел бы немного поговорить о эстетике автомобиля, а точнее о алюминиевых гайках на колеса! Стильно, модно, молодежно! Согласитесь, что приятно видеть грамотно и красиво подобранный аксессуар для своего железного коня. Но грамотно в этот раз не получилось, о чем и пойдет речь…
И так, цель "благородная" — сделать матреху немного привлекательней и как то выделить из общего потока. Заказал алюминиевые гайки на всем известном китайском магазине. Цена +\- 350Р+доставка 700, здорово да? Ну да ладно, подумал я, все равно в городе дороже, подожду не обломаюсь.

Само собой с установкой проблем не возникло, поехал на ближайший шиномонтаж и попросту поменял местами старые гайки на новые. Далее катался-улыбался пару месяцев и тут мне приспичило заменить передние стойки амортизаторов. В общем подходил их "звездный час".
Ну что, сказано-сделано. Закинул запчасти в багажник и отправился в гараж на замену деталей.
Казалось бы, что может быть проще, чем "скинуть" колесо?
А вот и не угадали, алюминиевые гайки изрядно "прикипели" к шпилькам и после относительно небольших усилий обломились. (конечно, возможно необходимо было на том же шиномонтаже все это сделать пневноинструментом, а не обычным балонником, но результат на лицо, да и кто-ж знал.)

И так, первая мысль была стандартная, берем в руки зубило и пляшем… Но через какое то время я понял, что ну вариант, долго, муторно и малоэффективно. Хотя надо отдать должное, спустя 5 часов долбления одна гайка все-таки поддалась. Добился это следующим способом: Насадил оставшиеся целые гайки на шпильки, и дал нагрузку колесу медленно прокатившись около 15-ти метров. После чего обнаружил, что не добил всего пару миллиметров.

Далее наступил новый день и новые идеи. Так как гаек я умудрился обломить не 3, а целых 6! Эпично, согласен, то путем небольших математических расчетов было бы совсем "не комильфо" сидеть в гараже еще сутки с небольшим. И тут я вспомнил! что работаю в магазине инструментов))) и что если наведаюсь туда в свой выходной день глаза сами найдут то, что необходимо…Так и получилось. В итоге была куплена коронка с переходником с целью последующего "высверливания" гаек.

Далее приступаем к самому процессу. Так как алюминий является мягким металлом, то проблем со сверлением не возникло. Кстати пока сверлил, удалось удачно намотать одну из гаек таким образом, она выкрутилась.

Как вы могли уже заметить, осталась металлическая оплетка от высверленных гаек, это было сделано специально, дабы не повредить колесные шпильки.

Но! "я у мамы талант" и тут накосячил, видимо при сверлении, где-то отклонился от курса… Пришлось заказывать новые шпильки в количестве 4-х штук.
Подумав, что "слишком жирно" переплачивать за какие то шпильки остановился не неоригинале от SAT
ST9094202052. Итог: 220Р.
Это был мой второй фейл… Это абсолютно другие шпильки и не понятно как они вообще "бьются" под аналог.
В итоге купил оригинал, так как танцы с бубном под конец меня уже совсем накалили.
Кстати вот номер оригинальных шпилек на матрешку 1.6 BK — Mazda BP4L-33-062. Может кому и пригодится. Цена примерно 1000Р.

Итак ребята подытожим… Хорошие и качественные гайки стоят от 3000Р с которыми у Вас не будет проблем, ведь мало одной лишь эстетики, вторая сторона медали — это безопасность. В итоге то на то и вышло, только с приключениями…Еще повезло, что эти китайские "сопли" прикипели, а ведь могли и слететь по дороге, что ведет за собой более серьезные последствия начиная от открученного колеса! Но не дай Бог! Не будем о грустном.
Болты и гайки для литых дисков

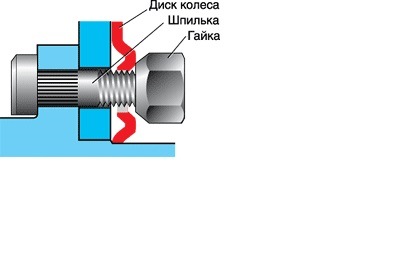
Чтобы закрепить диск к ступице колеса, применяют специальные болты применимые для литых дисков. Применение болтов от штампованных дисков недопустимо. В зависимости от конструкции крепления также могут применяться и гайки для литых дисков, гайки от штампованных дисков также не применимы к использованию с литыми дисками.
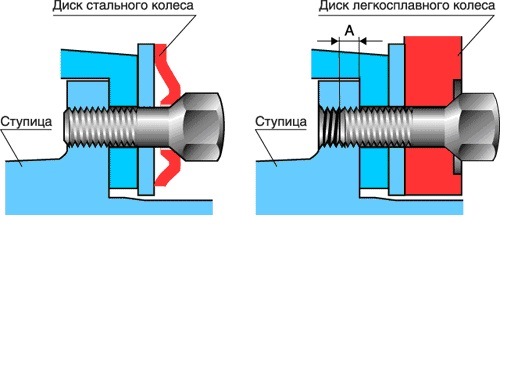
Все дело в том, что болты и гайки для литых дисков имеют более развитую сферическую или конусную поверхность контактирующую с диском. Эта особенность крепежа является следствием мягкости металла из которого сделан литой диск и соответственно влечет за собой увеличение площади контакта диск – крепеж.
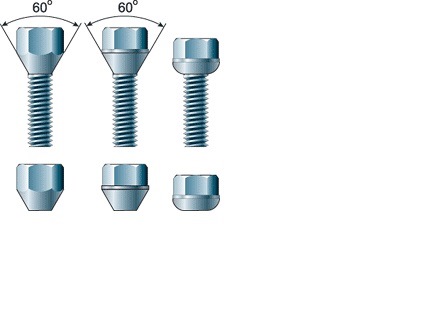
Большая часть легкосплавных колесных дисков проектируется под использование конических крепежных элементов (угол 60 градусов).
Для легкосплавных дисков, толщина диска больше, чем у стального, поэтому используются более длинные болты.
Также стоит сказать, что в следствии мягкости металла диска необходимо регулярно проверять затяжку болтов и гаек, особенно на новых дисках, когда в контактном пятне диска металл еще не упрочнился за счет усилий нагрузки на колесо и крепления болтов.
При выборе болтов и гаек важно приобрести именно тот крепеж который подходит к вашему диску. В противном случае на месте контакта болт – диск возможны забои, царапины, крошение металла и как следствие вы безвозвратно испортите диск.
Кроме того неплотное прилегание приводит к цикличным ударам по крепежу и самораскручиванию болтов и гаек.

Конический болт (гайка)– это болт (гайка), площадь соприкосновения которого с крепежным отверстием имеет конусную форму, и идеально подходит для крепления легкосплавных дисков.
Гайки крепления литых дисков необходимо подбирать те, которые обязательно имеют аналогичную с диском высоту и резьбу, а также поверхности соприкосновения (у гаек для литых дисков должны быть специальные шайбы, увеличивающие площадь сопряжения). Следите и за тем, чтобы конус гайки совпадал с конусом отверстия.

Цилиндрическая форма крепления (крепежный элемент с плоской пресс-шайбой), также применяется для крепления легкосплавных колесных дисков.
Обычно сферические гайки идут на крепление штампованных (металлических) дисков, а конусные на литые и кованые диски (алюминиевый сплав).
Учитывать при установке запаски и замене штамповки на литье!
Затяжка болтов и гаек на литых дисках
Болты для литых дисков и гайки для литых дисков перед тем как установить в посадочные гнезда, смажьте графитовой смазкой, это необходимо для того чтобы при начале контакта с диском у головки болта или гайки была возможность прокручиваться обеспечивая полное прилегание, а не застопориться за счет начальных сил трения между диском и крепежом.
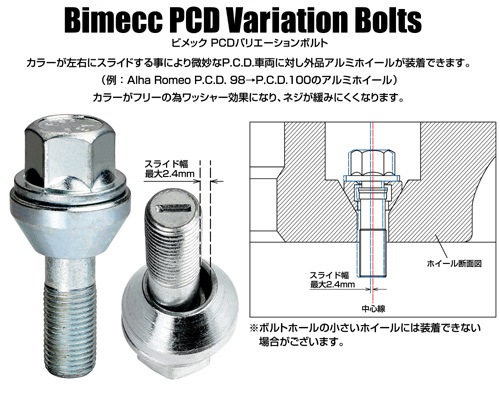
Также существуют и болты компенсирующие незначительное отклонение размеров крепежа на колесном диске. Более подробно о них в статье "Болты с плавающим конусом (эксцентрики)".

При подборе колесного крепежа особенно важно учитывать длину резьбовой части болтов, ввинчиваемой в ступицу, где количество полных ввинченных витков должно составлять не менее шести (10мм), тоже самое относится и к гайкам. Если количество полных витков меньше шести следует заменить болт (шпильку) на более длинный размер.

Подготовлено по материалам и статьям из интернета.
30 марта 2015 Метки: болты , гайки для литых дисков , затяжка болтов , конический болт , выбор болтов и гаек
Про Алюминиевые колесные гайки. (D 1 Spec)

если почитать интернеты – то эти, как и остальные гайки из крылатого металла – полное гавно…,
при этом попадаются люди откатавшие на них без проблем год- два.
Мне стало интересно – и я посмотрел картинки под негативными отзывами.
Сделал для себя вывод что в большинстве крах гаек вызван имбецильностью их хозяев/шиномонтажников.

Поясню: на всех картинках грани сорваны до половины длинны или гайки скручены винтом в дальней от колеса половине длинны гайки.
Некоторые горе-тюнеры прямо пишут что закручивали их пневмопистолетом на шиномонтаже. – тут без комментариев – только мысли про хрустальный детородильный орган о который такие еще и руку порежут.
В общем поскольку я имею полуманиакальное стремление к снижению неподрессоренных масс…а тут еще подвернулся вариант этих гаек за недорого… и с уверениями что были привезены из штатов…
Я взял.

Дабы не уподобляться даунам, которые такие гайки крутят штатным балонником – я купил себе походящую головку.
Её особенность в двух вещах:
1) Она довольно длинная – 8см общая длинна и около 5 см рабочих граней
(тоесть будет задействована вся длинна гайки и локальное давление на грань будет снижено за счет увеличения площади при той же силе).

2) Этот ключ «берет» гайку не за грань, которая может слизаться, а за плоскость.
Вот фото головки изнутри – поле нескольких закручиваний виден след именно на выступе который при одевании на гайку оказывается на плоскости грани гайки



.
В общем этой головкой и крестовым балонным ключом с квадратом на 1\2 я закрутил эти гайки.
Притянул ими 17 колеса с резиной 215/50 и 225/50 сзади. Тянул аккуратно и постепенно, проехал 10 км, проверил и протянул все – буквально по миллиметру- можно было и не тянуть.
В общем откатал я на них в первом сезоне тысяч 10 – за это время снимал задние колеса раза 3 – менял тормозные задние колодки. Все норм.
гайки целы, волки цсыты, я доволен — ибо смотрятся на машине здорово )))
Отдельно хочется сказать про момент затяжки – я тяну от руки. – в принципе усилие давольно стандартное – рос в Краснодарском крае где зимой то минус 10 то плюс 10, а в 90-е с хорошей зимней резиной было тяжело берегли – когда была оттепель я отцу снимал зиму и вкидывал лето – патом наоборот – за зиму раза 4 так делал – поэтому руку набил.
Кручу я как писал крестообразным балонником — оч. Удобно, естественно по принципу «противоположной гайки» протягивая в несколько подходов.
На шиномонтажах на пистолетах трещетка настроена на максимальное усилие – чтобы не париться – больше не меньше.
При этом многие кричат – это моя безопасность – пусть будет перетяг! Очень зря – перетянутая гайка вытягивает шпильку постепенно и в критичный момент последняя может лопнуть — ни о каком безопаснее речи тут нет.
При этом есть подозрение, что на сервисах их перетягивают специально – когда у вас обломится шпилька вы приедете к ним – они скажут так – замена шпильки – 50-100р…но начиная со сторой, при этом замена первой 500 ))) — да да именно так имеют богатеньких москвичей (буратин) в автосервисах.
Если вы будете Васей – они вам покажут – что выбить шпильку нельзя и менять надо ступицу в сборе, которую можно у них и купить.
Вернемся к гайкам и головке – в зиму гайки я снял – осмотрел все хорошо, кроме того что какое-то …существо скрутило у меня одну гайку…
Осмотр оставшихся:
Способ изготовления крепежных гаек для колес автомобилей

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении крепежных деталей. После отрезки мерной заготовки путем ее осадки формируют наружный многогранник. Затем образуют коническую наружную рабочую поверхность и одновременно оформляют фаску на переходе от многогранника к торцу гайки, после чего образуют отверстие для резьбы с базированием заготовки по ранее полученной конической поверхности. В качестве материала заготовки используют нержавеющую сталь мартенситно-ферритного класса, содержащую углерод, хром, никель, кремний, марганец, железо при следующем соотношении компонентов, мас.%: Углерод - 0,11-0,17, Хром - 0,14-0,40, Никель - 1,5-3,0, Кремний - не более 0,8, Марганец - не более 0,8, Железо - остальное. Наружную поверхность гайки подвергают электрохимической полировке. В результате обеспечивается повышение износостойкости и качества полученных изделий, эксплуатируемых в агрессивных средах. 1 з.п. ф-лы, 2 ил.
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении крепежных изделий.
Известны ВЫСОКОПРОЧНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕЕ (Патент РФ №2061781, МПК С 22 С 38/40, 10.06.1996). Данные изобретения относятся к области металлургии, а именно к составу нержавеющей хромоникелевой стали высокой прочности и пластичности, а также к изделию, выполненному из нее, и могут быть использованы при производстве холоднокатаной ленты, полосы, листа, высокопрочной проволоки и канатов, пружин, медицинского инструмента, режущего инструмента, крепежа, деталей конструкций и т.д.
Также известна САМОКОНТРЯЩАЯСЯ АНКЕРНАЯ ГАЙКА ИЗ ТИТАНОВЫХ СПЛАВОВ (патент РФ №2164630, МПК F 16 В 37/00, 37/04, 37/06, 27.03.2001), которая содержит изготовленные из титановых сплавов соединенные между собой опорную подошву, снабженную основным отверстием шестигранной формы и отверстиями под заклепки, и размещенный в основном отверстии корпус с опорным фланцем и надфланцевой частью в виде шестигранника, ребра которого сдеформированы в осевом направлении до упора в подошву.
Известны ВЫСОКОПРОЧНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕЕ (патент РФ №94023194, МПК С 22 С 38/40, 10.04.1996). Данные изобретения относятся к составам нержавеющих хромоникелевых сталей высокой прочности и пластичности, а также к изделиям, выполненным из них, и могут быть использованы при производстве холоднокатаной ленты, полосы, листа, высокопрочной проволоки и канатов, пружин, медицинского инструмента, режущего инструмента, крепежа, деталей конструкций и т.д. Сталь содержит, мас.%: углерод 0,15-0,45, хром 12,0-16,5, никель 3,0-5,0, железо и примеси - остальное. Высокопрочные коррозионностойкие изделия выполняют из стали указанного состава. Изобретение обеспечивает получение коррозионностойкой стали и изделий из нее.
Известен СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ (Патент РФ №2209703, МПК В 21 К 1/70, 10.08.2003). Способ включает следующие операции: отрезку мерной заготовки, осадку, выдавливание предварительного отверстия под нарезку резьбы, предварительное и окончательное формирование наружной рабочей поверхности многогранника конуса. Данное техническое решение может рассматриваться в качестве прототипа к заявленному.
Техническая задача - повышение износостойкости и качества полученных изделий, эксплуатируемых в агрессивных средах.
Для решения поставленной задачи в известном способе изготовления крепежных гаек для колес автомобилей, включающем отрезку мерной заготовки, формирование наружного многогранника, последующее получение конической наружной рабочей поверхности с одновременным оформлением фаски на переходе от многогранника, формирование отверстия для резьбы с базированием по конической наружной рабочей поверхности и нарезание резьбы, в соответствии с изобретением в качестве материала заготовки используют нержавеющую сталь мартенситно-ферритного класса, содержащую углерод, хром, никель, кремний, марганец, железо при следующем соотношении компонентов, мас.%:
Кремний - не более 0,8
Марганец - не более 0,8
формирование наружного многогранника осуществляют путем осадки заготовки, а фаску оформляют на переходе от многогранника к торцу.
Кроме того, производят электрохимическую полировку наружной поверхности гайки.
Изобретение поясняется графическими материалами, где на фиг.1 изображена гайка, фиг.2 - то же, вид сбоку.
Позициями обозначены: 1 - корпус, 2 - наружный многогранник, 3 - коническая наружная рабочая поверхность, 4 - отверстие для нарезания резьбы, 5 - фаска, 6 - торец, 7 - резьба.
Способ изготовления крепежных гаек для колес автомобилей состоит в том, что отрезают мерную заготовку, производят ее штамповку осадкой для формирования наружного многогранника 2, последующую механическую обработку конической наружной рабочей поверхности 3, формирование отверстия 4 для нарезания резьбы, механическую обработку конической поверхности с одновременным оформлением фаски 5 на переходе многогранника 2 к торцу 6, после чего нарезают резьбу 7. В качестве материала заготовки используют нержавеющую сталь мартенсито-ферритного класса.
Далее производят обработку наружной поверхности гайки с применением электрохимической полировки.
1. Способ изготовления крепежных гаек для колес автомобилей, включающий отрезку мерной заготовки, формирование наружного многогранника, последующее получение конической наружной рабочей поверхности с одновременным оформлением фаски на переходе от многогранника, формирование отверстия для резьбы с базированием по конической наружной рабочей поверхности и нарезание резьбы, отличающийся тем, что в качестве материала заготовки используют нержавеющую сталь мартенситно-ферритного класса, содержащую углерод, хром, никель, кремний, марганец, железо при следующем соотношении компонентов, мас.%:
| Углерод | 0,11-0,17 |
| Хром | 0,14-0,40 |
| Никель | 1,5-3,0 |
| Кремний | Не более 0,8 |
| Марганец | Не более 0,8 |
| Железо | Остальное |
2. Способ по п.1, отличающийся тем, что производят электрохимическую полировку наружной поверхности гайки.
Изобретение относится к черной металлургии, в частности к нержавеющим сталям, и может быть использовано при производстве труб повышенной коррозионной стойкости различного назначения, например, для строительства трубопроводов, транспортирующих агрессивные в коррозионном отношении среды.
Изобретение относится к черной металлургии, а именно к сталям, предназначенным для изготовления тяжело нагруженных изделий, в частности для автомобильных шестерен, упрочняемых цементацией.
Изобретение относится к получению материала, применяемого в стекольной промышленности, в частности в качестве формующего материала для изготовления машинопрессованных стёкол.
Изобретение относится к металлургии, в частности к получению нержавеющей ферритной стали, пригодной для обработки штамповкой с большой степенью деформации, устойчивой к возникновению волнистости.
Изобретение относится к области металлургии, к составам коррозионностойких высокопрочных аустенитных сталей и может быть использовано при производстве крепежа, листовых и трубных деталей, арматуры и других высоконагруженных деталей нефтегазодобывающего оборудования, работающего при низких температурах в агрессивных средах, в том числе с высоким содержанием сероводорода и двуокиси углерода.

Изобретение относится к черной металлургии, в частности к изысканию жаростойких сталей, работающих при температуре до 700oС, используемой, например, для изготовления колосников агломашин или скоб подвески свода мартеновской печи и т.п.
Изобретение относится к металлургии, преимущественно к производству стали и композиционных материалов на основе железа. .
Изобретение относится к сталям, составы которых пригодны для производства реакторов, труб, печей или их элементов, используемых в нефтехимических процессах. .
Изобретение относится к металлургии, а именно к производству сталей повышенной и высокий обрабатываемости резанием, в частности легированных автоматных сталей, используемых в машиностроении.
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении самоконтрящихся гаек с фланцем. .
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении гаек колес, преимущественно, легковых автомобилей. .
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении гаек крепления колес преимущественно легковых автомобилей. .
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении методом холодной объемной штамповки деталей типа втулки с фланцем и ступенчатой полостью.
Изобретение относится к обработке металлов давлением, а именно к способам изготовления фланцевых гаек с полым цилиндрическим подголовком. .
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении многогранных гаек из высокопрочных сталей с повышенными требованиями к качеству резьбы.
Изобретение относится к обработке металлов давлением и, в частности к способам изготовления гаек с прорезью. .
Изобретение относится к обработке металлов давлением, в частности к точной объемной штамповке полых изделий. .
Читайте также: