Из какого металла делают подшипники скольжения
Обновлено: 04.10.2024
В большинстве случаев подшипники скольжения состоят из корпуса, вкладышей и смазывающих устройств.
Рекомендации по конструированию.
Длина подшипника – вкладыша:
Толщина вкладыша d = 0,03·d+(1…5) мм.
Вкладыши изготавливают без буртиков, с одним или двумя буртиками для восприятия осевых усилий и фиксации вкладышей в осевом направлении.
Ширина буртика b @ 1,2d.
Высота буртика h @ 0,6d.
Для предотвращения проворачивания вкладышей устанавливают штифт.
Диаметр штифта d1@0,2d.
Длина штифта l1@0,3d.
Область применения подшипников скольжения в современном машиностроении сократилось в связи с распространением подшипников качения. Однако они имеют существенные преимущества или равное применение в следующих областях:
1. для коленчатых валов, когда требуются разъемные подшипники;
2. для валов с ударными и вибрационными нагрузками (молоты, поршневые машины и др.);
3. для валов больших диаметров, для которых отсутствуют подшипники качения;
4. для прецизионных валов (шпиндели станков и др.);
5. для высокоскоростных валов (центрифуги, турбины);
6. в стесненных условиях по габаритам (блок шестерен на оси);
7. для работы в воде и агрессивных средах.
Недостатки подшипников скольжения:
1. требуют постоянного надзора из-за высоких требований к смазыванию и опасности перегрева;
2. большие осевые размеры;
3. потери на трение при пуске и плохой смазке;
4. большой расход смазочного материала.
Материалы подшипников скольжения.
Антифрикционные свойства трущихся пар зависят от сочетания материалов вала, подшипника и смазки. Подшипники работают тем надежнее, чем выше твердость шеек вала. Шейки (цапфы) обычно закаливают, а для быстроходных валов цементируют или азотируют с последующей закалкой до твердости 55….60 HRC.
К материалам вкладышей предъявляются комплексные требования: износостойкость, сопротивление усталости и антифрикционность.
Для обеспечения этих требований материалы должны обладать следующими основными свойствами: теплопроводность, прирабатываемость, хорошая смачиваемость маслом, малый модуль упругости.
Подшипниковые материалы делят на три группы:
1. Металлические материалы:
а) бабиты - сплавы на основе олова и свинца Б83, Б88, Б16, СОС 6-6, БК2;
б) бронзы БрО10Ф1, БрО4Ц4С17, БрО4Ц7С5, БрС-30;
в) алюминиевые подшипниковые сплавы САМ, АО9-2, АО9-1, АО20-1;
г) цинковые подшипниковые сплавы ЦАМ 10-5, ЦАМ 9-1.5;
д) антифрикционные чугуны АЧС-1, АЧС-2, АЧС-3, АЧС-4, ЧАС-5.
2. Металлокерамические материалы, получаемые из порошков прессованием и спеканием. Они имеют пористую структуру (объем пор, который заполняется маслом составляет 15 - 35%). Применяют при скудной смазке. Широкое применение имеют железографитовые и бронзографитовые вкладыши.
3. Неметаллические материалы: пластмассы, прессованная древесина, твердые породы дерева, резина, графитовые материалы. Для большинства неметаллических материалов вследствие их низкой теплопроводности лучшим смазочным материалом является вода, обеспечивающая хорошее охлаждение.
Смазочные материалы.
Назначение смазки: уменьшение потерь на трение, уменьшение или предотвращения износа, отвод тепла и продуктов износа, предотвращение коррозии и т.д.
Совершенствование смазки является наиболее дешевым средством повышения долговечности подшипников.
Смазочные материалы разделяются на:
а) Жидкие: индустриальное масло И-20А, И-40А ГОСТ 20799-75, турбинное Т22, Т30-У, трансмиссионное ТАД-17, ТСп-10, моторное М-63/10Г1, М12-Г1, М8В
б) Консистентные пластичные смазки и мази: солидолы УС-2, констанины, жировая смазка ЦИАТИМ 202, УНИОЛ, Литол-24 и др.
в) Твердые смазочные материалы – применяют тогда, когда нельзя применить жидкие масла и мази (ткацкие и пищевые машины, смазывание подшипников скольжения работающих при высоких температурах, вагонетки печей и т.д.). К этим материалам относятся: графит, тальк, слюда, двусеристый молибден.
г) Газообразные. Для мало нагруженных быстроходных валов применяют воздушную смазку, создающую минимальные потери мощности в подшипнике на трение и теплообразование, т. к. вязкость воздуха очень мала.
Основные виды разрушения подшипников: износ и заедание, иногда при пульсирующей нагрузке происходит усталостное выкрашивание поверхности вкладышей. Износ происходит при граничном и полужидкостном трении при пуске, малых оборотах и больших нагрузках, а также вследствии попадания в смазку абразивных частиц.
Заедание или охватывание происходит вследствие местной потери масляной пленкой своей защитной способности из-за повышения общих и особенно местных температур и давлений.
При местном разрушении масляного слоя происходит сухое трение, в результате чего металлы цапфы и вкладыша нагреваются и свариваются.
Расчет подшипников.
Большинство подшипников скольжения работают в условиях несовершенной смазки и их рассчитывают условно.
Так как износ пропорционален давлению, то для предотвращения износа их рассчитывают по среднему давлению:
[p] - допускаемое давление для данного материала вкладыша приводится в таблицах.
Так как заедание связано с перегревом подшипников, то для предотвращения перегрева и заедания произведение среднего давления р на скорость скольжения не должно превышать допускаемого давления:
где [p·v] - табличное значение для данного материала, МПа·м/с.
Для подшипников работающих в условиях жидкостного трения эти расчеты являются ориентировочными.
| Материал | [p], МПа | [p·v] МПа·м/с. |
| антифрикционные чугуны | 0,05 - 12 | 0,1…12 |
| бронзы | 6 - 20 | 10 - 15 |
| капрон |
Подшипники качения представляют собой готовый узел, основным элементом которого являются тела качения - шарики или ролики, установленные между наружными и внутренними кольцами. Тела качения удерживаются на определенном расстоянии друг от друга обоймой, называемой сепаратором.
1. Наружное кольцо.
2. Внутреннее кольцо.
Имеются подшипники, у которых отсутствуют отдельные из указанных деталей. Например, игольчатые подшипники не имеют сепараторов, для уменьшения габаритов выпускают подшипники без внутренних или наружных колец. Отдельные типы подшипников снабжаются маслоудерживающими шайбами, уплотнительными устройствами и др. специальными деталями.
1. сравнительно малая стоимость вследствие массового производства;
2. малые потери на трение и незначительный нагрев;
3. высокая степень взаимозаменяемости;
4. малый расход смазочного материала;
5. не требуют особого внимания и ухода.
1. высокая чувствительность к ударным и вибрационным нагрузкам вследствие большой жесткости;
2. малонадежны в высокоскоростных приводах;
3. сравнительно большие радиальные размеры;
4. шум при больших скоростях.
Подшипники качения классифицируют по следующим признакам:
1. по форме тел качения:
б) роликовые - которые бывают с цилиндрическими, коническими, бочкообразными, игольчатыми и витыми роликами;
2. по направлению воспринимаемой нагрузки - радиальные, радиально-упорные, упорно-радиальные и упорные;
3. по числу рядов тел качения - однорядные и многорядные;
4. по способности самоустанавливаться – несамоустанавливающиеся и самоустанавливающиеся-сферические;
5. по габаритным размерам - на серии.
Для каждого типа подшипника при одном и том же внутреннем диаметре имеются различные серии, отличающиеся размерами колец и тел качения.
а) - особо легкая;
б) – легкая;
в) - легкая широкая;
г) – средняя;
д) - средняя широкая;
е) - тяжелая.
Подшипники маркируют нанесением на торец цифр
8 - 7 6 5 4 3 2 1.
1 2 - внутренний диаметр подшипника:
| d, мм | 20 |
| Обозначение | d/5 |
Т.е. последние две цифры, умноженные на 5, дают внутренний диаметр.
3 - серия по наружному диаметру:
1 - особо легкая;
4 - тип подшипника:
0- шариковый радиальный однорядный;
1- шариковый радиальный сферический;
2- роликовый радиальный с короткими цилиндрическими роликами и т.д.
5 6 - конструктивные особенности;
7 - серия по ширине;
8 - класс точности. 0, 6, 5, 4, 3, 2, 1 – в порядке повышения точности.
302 - шариковый радиальный 0 не проставляется, средней серии 3, с внутренним диаметром 15 мм, 0 - нормального класса точности.
4-2208 - роликовый радиальный с короткими цилиндрическими роликами, легкой серии d = 40 мм, четвертого класса точности.
Материалы подшипников скольжения

Различают пластичные ( < НВ 50), мягкие (НВ 50—100) и твердые (>НВ 100) подшипниковые сплавы.
К пластичным принадлежат баббиты, свинцовые бронзы, алюминиевые сплавы, серебро; к мягким — бронзы оловянные, оловянно-свинцовые, оловянно-свинцово-цинковые; к твердым — бронзы алюминиево-железные и чугуны.
Для высоконагруженных быстроходных подшипников, рассчитанных на работу в области жидкостной смазки, применяют почти исключительно пластичные сплавы в виде тонких слоев, наносимые на стальные (реже бронзовые) втулки и вкладыши.
Мягкие и твердые сплавы применяют для изготовления подшипников граничной и полужидкостной смазки, работающих при умеренных скоростях.
Баббиты
Баббитами называют сплавы мягких металлов (Sn, Pb, Cd, Sb, Zn), характеризующиеся наличием твердых структурных составляющих в пластичной матрице.
Баббиты отличаются низким коэффициентом трения, пластичностью, хорошей прирабатываемостью и износостойкостью.
Пластичность обеспечивает равномерное распределение нагрузки по несущей поверхности: становится относительно безопасным попадание в подшипники мелких твердых частиц (металлическая пыль, твердые продукты окисления масла), которые впрессовываются в баббит и обезвреживаются.
Недостаток баббитов — низкое сопротивление усталости, особенно при повышенных температурах.
Баббиты могут работать в паре с нормализованными или улучшенными стальными валами (HRC 25—35), но для увеличения долговечности подшипника целесообразнее термически обрабатывать валы до твердости > HRC 50.
Наиболее высокими антифрикционными качествами обладают высокооловянные баббиты , представляющие собой сплавы олова с сурьмой с небольшими присадками меди (вводимой для предупреждения ликвации); структура баббита — твердые кристаллиты SnSb, вкрапленные в пластичную эвтектику.
Основные марки высокооловянных баббитов — Б89, Б83 (цифры указывают содержание олова в процентах).
Теплопроводность их (3,0—4,2)·10 –2 Вт/(м·°C); коэффициент линейного расширения (22—24)·10 6 . Модуль нормальной упругости Е = (5—6)·10 4 МПа. Плотность 7,3 кг/дм 3 . Твердость при 20°С НВ 20—30; предел текучести при сжатии 40—60 МПа. При 100—120°С твердость и предел текучести снижаются примерно вдвое.
Температура плавления оловянистых баббитов: начало 240—250°С, конец 400—420°С.
Баббиты заливают при 450—480°С на вкладыши, предварительно подогретые до 250°С. Наилучшие результаты дает центробежная заливка. Применяют также заливку в кокили и под давлением.
Толщина слоя заливки в подшипниках обычной конструкции 1—З мм. Сопротивление усталости баббитовой заливки повышается с уменьшением толщины слоя заливки, а также с увеличением жесткости системы вкладыш – постель. В последнее время толщину заливки доводят до 0,25—0,4 мм. Еще лучшие результаты даст электролитическое нанесение слоя баббита толщиной 10—20 мкм на подложку из пористой бронзы.
Падение прочности баббитовой заливки при повышенных температурах предупреждают интенсивным масляным охлаждением подшипников. Все это позволяет повысить удельные нагрузки на подшипники с баббитовой заливкой до 10—15 МПа.
В целях экономии дефицитного олова разработаны и внедрены в промышленность низкооловянные баббиты , являющиеся более или менее полноценными заменителями высокооловянистых баббитов.
Свинцово-оловянные баббиты Б16, Б6, БН, БТ состоят на 60—75% из свинца, 5—20% Sn, 10—20% Sb с небольшими присадками Сu, Cd, Ni, Fe. В качестве модификаторов вводят 0,3—1% As.
Антифрикционные качества свинцовых баббитов в условиях полужидкостной смазки ниже, чем высокооловянных. Теплопроводность их (1,2—2,4)·10 –2 Вт/(м·°С), плотность 9,5—10 кг/дм 3 . Твердость и механические свойства примерно такие же, как у оловянных баббитов. Коррозионная стойкость значительно ниже.
В условиях жидкостной смазки разница между свинцовыми и оловянными баббитами малоощутима.
Безоловянные баббиты БК1, БК2 состоят почти целиком из свинца с присадками ~1 % Са и Na. Антифрикционные свойства и коррозиестойкость свинцовых баббитов улучшают, вводя в небольших количествах Sr, Ва, Li, Те.
Состав и свойства оловянных и свинцовых баббитов приведены в табл. 28.

Кадмиевые баббиты содержат 90—97% Cd с присадками Сu, Ni, Ag и других металлов, образующих твердые структурные составляющие в пластичной кадмиевой основе. Твердость кадмиевых баббитов НВ 30—40, коэффициент линейного расширения этих баббитов ~30·10 –6 1/°С, теплопроводность (8,4—10,0)·10 –2 Вт/(м·°С).
Антифрикционные качества высокие. Недостаток кадмиевых баббитов — низкая коррозионная стойкость.
В биметаллических тонкостенных вкладышах применяют алюминиево-оловянные сплавы , содержащие до 20% Sn. Наиболее распространены сплавы типа АО20—1 (20% Sn; 1% Сu; остальное Аl) и сплав АО6—1 (6% Sn; 1% Сu; 0,5—1% Ni; 1—1,5% Si; остальное AI). Твердость антифрикционных алюминиевых сплавов НВ 35—45; теплопроводность 0,18—0,24 Вт/(м·°С); коэффициент линейного расширения (20—22)·10 –6 1/°С, плотность 2,7 кг/дм 3 .
Алюминиевые сплавы обладают высоким сопротивлением усталости и могут работать при удельных нагрузках до 50 МПа. Склонны к наволакиванию на вал. Необходимы усиленная прокачка масла и применение валов повышенной твердости (> HRC 50).
Для неответственных подшипников применяют дешевые цинкоалюминиевые сплавы типа ЦАМ 10—5 (10% Аl; 5% Сu, остальное Zn) и ЦАМ 9—1,5 (9% Al; 1,5% Сu). Твердость их НВ 60—80; коэффициент линейного расширения (30—32)·10 –6 ; плотность 6,2 кг/дм 3 . Антифрикционные качества цинкоалюминиевых сплавов посредственные. Необходимо применение валов твердостью более HRC 50. Наилучшими качествами обладают нестандартные высокоалюминиевые цинковые сплавы (30—40% Аl; 5—10% Сu; остальное Zn) Твердость их НB 50—60.
Свинцовые бронзы
Свинцовые бронзы представляют собой сплавы Сu (40—70%) и Рb (30—60%) с присадками небольших количеств Sn, Zn, Ni, Ag. В СССР наиболее распространены бронзы БрС30 (30% Рb; остальное Сu) и БрО5С25 (5% Sn; 25% Рb; остальное Сu). Применяют также высокосвинцовую никелевую бронзу БрС60Н2,5 (60% Рb; 2,5 Ni).
Свинец практически нерастворим в меди и присутствует в сплавах в виде округлых включений, более или менее равномерно распределенных в медной матрице.
Свинцовые бронзы прочнее и тверже баббитов (НВ 40—60). В отличие от баббитов твердость и прочность их остаются практически постоянными до 200°С. Теплопроводность 0,12—0,13 Вт/(м·°С).
Недостатком свинцовых бронз является пониженная коррозионная стойкость (из-за наличия свободного свинца). Кроме того, свинец вызывает ускоренное окисление масла при эксплуатации.
Прирабатываемость и антифрикционные свойства свинцовой бронзы хуже, чем у баббитов. Подшипники с заливкой свинцовой бронзой требуют особенно малой шероховатости поверхностей трения, исключения перекосов, увеличения жесткости системы вал–подшипник, увеличения прокачки масли и тщательной его фильтрации, а также повышения поверхностной твердости вала (>HRC 50). Зазоры в подшипниках с заливкой свинцовой бронзой делают в среднем на 30—50% больше, чем в подшипниках с баббитовой заливкой. Целесообразно применять масла с низким кислотным числом (< 1 мг КОН/г) и вводить в масло противоокислительные присадки.
Рабочие поверхности подшипников с заливкой свинцовой бронзой обрабатывают тонкой расточкой алмазными или твердосплавными резцами с малыми подачами и большими скоростями резания (10—13 м/сек).
Свинцовую бронзу заливают на вкладыши из низкоуглеродистых сталей слоем толщиной 0,5—0,8 мм при 1050°С в графитных формах. Во избежание ликвации и для получения равномерного и тонкодисперсного распределения свинца в сплаве вкладыши сразу после заливки подвергают интенсивному охлаждению водой, пульверизованной сжатым воздухом.
Разработаны улучшенные составы свинцовых бронз с 30% Рb с присадками Ni (до 5%), Sn (до 25%) и незначительных количеств S и Са. Присадка Ni увеличивает коррозионную стойкость, S и Са вводят для предупреждения ликвации свинца.
Наряду с высокосвинцовыми бронзами для заливки подшипников применяют пластичные (НВ 60—80) бронзы с содержанием 5—7% Рb, 5% Р и 5% Zn.
Серебро
Для тяжелонагруженных опор машин, выпускаемых небольшими сериями, применяют подшипники с поверхностью трения из серебра (с присадкой небольших количеств Sn и Рb).
Серебряные покрытия отличаются пластичностью, мягкостью (в отожженном состоянии НВ 25—35), хорошими антифрикционными качествами и высоким сопротивлением усталости.
Теплопроводность серебряных покрытий высокая — 0,36—0,42 Вт/(м·°С). Коэффициент линейного расширения 18·10 –6 . Модуль упругости Е = 8,2·10 4 МПа. Температура плавлении 960°С.
Серебро заливают на поверхность вкладышей слоем 0,1—0,3 мм или наносят электролитически на пористую бронзовую или медно-никелевую подложку слоем толщиной 20—50 мкм.
В отдельных случаях для улучшения связи с вкладышем серебро заливают на мелкоячеистую стальную основу. Выступающие на поверхность участки стальной матрицы увеличивают несущую способность подшипника.
В целях улучшения прирабатываемости на поверхность серебряного покрытия наносят слой свинца или свинцово-сурьмяного сплина толщиной 10—30 мкм, который для предупреждения коррозии покрывают слоем индия толщиной несколько микрометров.
Необходимо применение валов повышенной твердости (> HRC 50).
Многослойные покрытия
При многослойной заливке тонкий слой оловянного баббита наносят на подложку из антифрикционного сплава толщиной 0,2—0,5 мм. Позволяя использовать ценные качества оловянных баббитов, этот способ резко сокращает расход олова и вместе с тем увеличивает сопротивление усталости и сопротивляемость заливки ударным нагрузкам.
В качестве подложки применяют свинцовые бронзы, алюминиевые сплавы и бронзы. Наилучшие результаты дают пористые подложки из спеченных сплавов Cu–Al и Сu–Ni (60% Сu, 40% Ni), обеспечивающие прочную связь баббита с вкладышем.
Применяют два способа нанесения баббита. При заливке баббит наносят слоем 0,3—0,4 мм. После обработки толщина баббитового слоя составляет 0,15—0,2 мм.
Технологичнее электролитическое осаждение баббита слоем толщиной 15—20 мкм на поверхности подложки, обработанной начисто. При этом способе обязательно применять пористую подложку, которая, будучи пропитана баббитом, образует антифрикционный подслой, обеспечивающий правильную работу подшипника при местном или общем износе поверхностного баббитового слоя.
Иногда в качестве поверхностного слоя применяют свинцовые баббиты. Для предупреждения коррозии на них наносят электролитический слой In толщиной несколько микрометров, который затем подвергают диффузии посредством нагрева при 150°С в течение 2—3 ч.
Бронзы
Бронзы применяют для изготовления подшипников, работающих в области преимущественно полужидкостной смазки при небольших окружных скоростях (подшипники вспомогательных приводов). Благодаря повышенной твердости они выдерживают большие удельные нагрузки.
Наиболее распространены оловянные, оловянно-свинцовые и оловянно-цинково-свинцовые бронзы (табл. 29).

Хорошими антифрикционными качествами обладают оловянные бронзы типа БрОФ. Бронзы с содержанием >0,5% Sn отливают (предпочтительно в кокили), с содержанием
Введение свинца (бронзы БрОС) улучшает обрабатываемость, увеличивает пластичность и снижает твердость бронзы. Бронза БрО5С25 относится к разряду полупластичных.
Наиболее широко применяют оловянно-цинково-свинцовые бронзы, в которых содержание дефицитного олова снижено до 2—6%. Пластичность их выше, чем у оловянных бронз (удлинение 6—15%); твердость НВ 50—70. Оловянно-цинково-свинцовую бронзу БрОЦС 4-4-2,5 применяют в виде холоднокатаных лент для изготовления тонкостенных втулок.
Алюминиево-железные бронзы типа БрАЖ, имеющие повышенную твердость (НВ 70—100), применяют для изготовления втулок, работающих при высоких нагрузках и малых скоростях в условиях полужидкостной и граничной смазки (направляющие втулки всасывающих клапанов двигателей внутреннего сгорания).
Подшипники, работающие при высоких температурах, при граничной смазке (направляющие выхлопных клапанов) изготовляют из жаропрочных железоникельалюминиевых сплавов типа БрАЖН.
Теплопроводность антифрикционных бронз 0,06—0,12 Вт/(м·°С); коэффициент линейного расширения (16—18)·10 –6 ; модуль упругости Е = (8—10)·10 4 МПа.
Валы, работающие в бронзовых подшипниках средней твердости, должны иметь твердость более HRC 50, а в подшипниках из бронзы высокой твердости более HRC 55.
Антифрикционные чугуны
В качестве дешевых заменителей бронз применяют антифрикционные чугуны: серые АЧС с пластинчатым графитом, высокопрочные АВЧ с глобулярным графитом, ковкие АЧК с хлопьевидным графитом и медистые ЧМ (табл. 30).

Недостатки антифрикционных чугунов — хрупкость и высокая твердость (НВ 160—250), исключающая возможность самоприработки. Чугунные подшипники чувствительны к перекосам, вызывающим высокие кромочные давления.
Чугунные подшипники применяют с валами высокой поверхностной твердости (> HRC 55). Мягкие антифрикционные чугуны (АЧС-3, АЧВ-2, АЧК-2) могут при небольших нагрузках работать в паре с нормализованными или улучшенными сталями (HRС 25—35).
Легкие сплавы
Из легких сплавов в качестве антифрикционных материалов чаще всего применяют алюминиевые.
Неответственные подшипники изготовляют из литейных сплавов Al–Si (АЛЗ; АЛ4; АЛ5), Аl–Mg (АЛ8). Al–Cu (АЛ10В; АЛ18В) предпочтительно отливкой в металлические формы (НВ 65—70). Целесообразнее изготовлять подшипники штамповкой из деформируемых сплавов типа АК4, АК4-1 (НВ 80—90).
Широкое применение имеют нетермообрабатываемые (НВ 40—60) сплавы АМ8 (8 % Сu); АМК2 (8% Сu; 2% Si); АЖ6 (6% Fe); АН-2,5 (2,5% Ni), АСС6-5 (6% Sb, 5% Pb). Пластичные сплавы АК5М и АН-2,5 (НВ 35—45) применяют в биметаллических ленточных вкладышах.
Наиболее высокими антифрикционными качествами обладают оловянные алюминиевые сплавы (содержание Sn до 20%). Один из лучших сплавов этого типа, сочетающий пластичность и высокую прочность, имеет состав; 6% Sn; 1,5% Ni; 0,5—1 % Sb; 0,5% Si; 0,5—1% Mn; остальное Al.
Твердость антифрикционных алюминиевых сплавов НВ 40—80; теплопроводность 0,12—0,24 Вт/(м·°С); коэффициент линейного расширения (21—24)·10 –6 ; модуль упругости Е ≈ 7·10 4 МПа. Предел прочности литых сплавов 120—180 МПа, штампованных 200—300 МПа.
Алюминиевые сплавы коррозиестойки и не вызывают окисления масла. Недостатком их является пониженная прирабатываемость и склонность к наволакиванию на вал. Необходима смазка под давлением и применение валов повышенной твердости (> HRC 55).
Модуль упругости алюминиевых сплавов невелик, поэтому для нормальной работы необходимо повышение жесткости подшипников (утолщение стенок, выполнение буртиков жесткости, увеличение жесткости постелей).
В конструкции подшипников из алюминиевых сплавов надо учитывать их высокий коэффициент линейного расширения. При нагреве зазор в подшипнике возрастает, поэтому «холодный» зазор делают минимальным, совместимым с условием надежной работы подшипника в пусковые периоды. Кроме того, при нагреве возрастает натяг на посадочной поверхности подшипника. Подшипники из алюминиевых сплавов предпочтительно применять в корпусах из тех же сплавов.
Втулки из алюминиевых сплавов, установленные в корпусах из материалов с низким коэффициентом линейного расширения (сталь, чугун), могут при повышении температуры приобрести остаточные деформации сжатия. В таких случаях применяют минимальные посадочные натяги с обязательным стопорением втулок; диаметр стопорных штифтов рекомендуется увеличивать во избежание сминания материала подшипника.
Чтобы компенсировать изменение линейных размеров втулки при нагреве, ее делают с температурным швом — разрезом, который располагают в ненагруженной области подшипника. Такие втулки устанавливают в корпус с натягом, который поддерживается более или менее постоянным при колебаниях температуры. Втулки со швом необходимо стопорить от проворачивания.
Магниевые сплавы как антифрикционный материал близки к алюминиевым, но отличаются от последних еще более низким модулем упругости (Е = 4,2·10 4 МПа) и более высоким коэффициентом линейного расширения α = (26—28)·10 –6 1/°С.
Для изготовления подшипников пригодны литейные сплавы МЛЗ, МЛ4 и деформируемые MA1, МА2.
Твердость магниевых сплавов НВ 30—40, теплопроводность 0,072—0,084 Вт/(м·°С).
При конструировании подшипников из магниевых сплавов нужно соблюдать те же правила, что и для алюминиевых сплавов.
Неметаллические материалы для подшипников скольжения

В качестве материалов для подшипников используют пластики, твердые породы натурального дерева, усиленную древесину, резину, графит.
Все перечисленные материалы применяют в сочетании с валами повышенной твердости (> HRC 50). При этом условии неметаллические подшипники обнаруживают высокую износостойкость.
Отличительная особенность неметаллических подшипниковых материалов — низкая теплопроводность. Почти все они лучше работают на воде, чем на масле.
Применение водяной смазки оправдано в тех случаях, когда машина работает с водой (водяные насосы) или в воде (установки гребных винтов, подводный механизированный инструмент и т. д.). В отдельных случаях применяют водяную смазку и на машинах общего назначения. При водяной смазке валы выполняют из закаливающихся коррозионностойких сталей (типа 30Х13, 40Х13). Металлические корпуса подшипников необходимо защищать от коррозии.
Пластики
Пластмассовые подшипники применяют преимущественно при полужидкостной смазке (малые частоты вращения, колебательное движение), а также при невозможности поднести к опорам регулярную смазку. Они могут работать с разовой и периодической смазкой, а при небольших нагрузках и окружных скоростях — без смазки. Подшипники из ненабухающих пластиков могут работать на водяной смазке, из химически стойких пластиков — на смазке химически активными жидкостями.
Допустимая удельная нагрузка зависит от твердости и прочности пластика, температуры, окружной скорости, вида и количества подводимой смазки и колеблется в пределах 1—10 МПа.
Для изготовления пластмассовых подшипников чаше всего применяют фенопласты (текстолит), поликарбонаты (дифлон), полиамиды (капрон, найлон), фторопласты (тефлон). Свойства этих пластиков приведены в табл. 32.

Пластики как подшипниковые материалы имеют следующие особенности:
- малая твердость (без наполнителей НВ 5—20);
- низкий модуль упругости (без наполнителей Е = 10 3 —10 4 МПа);
- низкая теплопроводность (0,24—0,36)·10 –3 Вт/(м·°С);
- высокий коэффициент линейного расширения [(50—100)·10 –6 ];
- низкая теплостойкость (по Мартенсу 80—150°С).
Фенопласты и полиамиды набухают в воде (водопоглощение после длительного соприкосновения с водой до 15% по массе). Фторопласты отличаются ползучестью (возникновение остаточных деформаций под длительным воздействием сравнительно небольших напряжений).
Износостойкость и антифрикционные качества пластиков высокие.
Пластики, особенно термопласты, плохо поддаются механической обработке. Полиамидные и поликарбонатные подшипники изготовляют пресс-литьем, фторопластовые — горячим прессованием с приданием окончательных размеров в пресс-формах. Реактопласты (фенопласты) можно обрабатывать твердосплавным инструментом при малых подачах и высоких скоростях резания.
Вследствие низкой теплопроводности, высокого коэффициента линейного расширения и легкой деформируемости пластмассовые подшипники редко выполняют в виде толстостенных втулок. Главная область применения пластиков — нанесение тонких (0,1—0,5 мм) покрытий на металлические поверхности, а также пропитка поверхностного слоя пористых антифрикционных металлов (спеченных бронз).
В тонких слоях отрицательные особенности пластиков почти не влияют на работу подшипника.
Массивные пластмассовые втулки применяют преимущественно при малых диаметрах (менее 30 мм), небольших нагрузках и частоте вращения. С учетом возможности объемных изменений пластика зазор делают в среднем в 2—3 раза больше, чем в металлических подшипниках (ψ = 0,003—0,006). При больших диаметрах для компенсации объемных изменений втулки делают разрезными с прямым, спиральным или шевронным швом. В таких подшипниках относительный зазор может быть доведен до 0,001—0,002.
Прочность пластиков увеличивают, вводя волокнистые или тканевые наполнители, теплопроводность — вводя металлические порошки (Рb, свинцовая бронза).
Текстолитовые подшипники изготовляют из многослойной шифонной ткани, пропитанной бакелитом и спрессованной под давлением ~100 МПа при 150—180°С.
Текстолитовые подшипники работают лучше, если торцы тканевых слоев расположены перпендикулярно к поверхности трения. В крупногабаритных подшипниках текстолит устанавливают блоками в металлических кассетах.
Максимальная удельная нагрузка при обильной масляной или водяной смазке 10 МПа. Предельная длительная температура 60—80°С
Капрон и нейлон применяют преимущественно для изготовления подшипников диаметром менее 50 мм, работающих при недостаточной смазке или без смазки.
Для увеличения прочности вводят наполнители (ткань, стекловолокно, графитное волокно).
Полиамиды (как и все термопласты) плохо поддаются механической обработке. Капроновые и найлоновые подшипники изготовляют пресс-литьем в металлических формах с точностью размеров в пределах нескольких сотых миллиметра.
Для увеличения прочности, тепло- и износостойкости и уменьшения водопоглощаемости капроновые подшипники подвергают термической обработке (выдержка 3—4 ч в минеральном масле при 150—180°С, кипячение в течение такого же времени в воде, медленное охлаждение).
Тефлон в чистом виде мало пригоден для изготовления подшипников вследствие мягкости, большого коэффициента линейного расширения, холодной ползучести и полной несмачиваемости маслом. Его применяют только в тонких слоях с обязательной присадкой свинца (до 20% по массе). Тефлон плохо наносится на металлические поверхности. Наилучший способ покрытия — вакуумная пропитка тефлоносвинцовой композицией, диспергированной в жидкости пористого антифрикционного слоя из спеченных бронзовых сплавов. Для улучшения антифрикционных качеств в композицию вводят коллоидальный графит и дисульфид молибдена.
Такие подшипники по антифрикционным качествам не уступают подшипникам с оловянно-баббитовой заливкой, а по пределу выносливости превосходят их. Они могут работать в интервале от –50 до +250°С.
Подшипники, работающие при высоких окружных скоростях, нуждаются в циркуляционной смазке.
Применяют также тонкослойные (0,1—0,2 мм) полиамидные, полиуретановые и эпоксидные покрытия, которые наносят наплавлением, горячим напылением, наклеиванием (эпоксиды), осаждением в псевдосжиженном слое в электростатическом поле.
Древесные материалы
Для подшипников применяют пропитанные маслом твердые древесные породы (гваяковое дерево, самшит), как заменители — березу, клен, дубовые породы.
Более высокими качествами обладает усиленная древесина, представляющая собой многослойный березовый шпон (лигнофоли) или крошку (лигностоны), пропитанные фенолоформальдегидными смолами и спрессованные под давлением 30—50 МПа при 150—180°С.
Древесные пластики лучше работают на воде; их применяют для изготовления подшипников гидравлических машин, а также для изготовления низкооборотных, тяжелонагруженных и крупногабаритных подшипников прокатных станов.
Вкладыши из древеснослоистых пластиков набирают из брусков с расположением слоев перпендикулярно к поверхности трения и крепят в металлических корпусах (рис. 693).

Допустимая удельная нагрузка в среднем 2—3 МПа; кратковременная до 15 МПа. Предельная температура 60—70°С.
Резины
Резиновые подшипники представляют собой металлические втулки, облицованные натуральными или синтетическими каучуками (хлор- и фторкаучуки, силиконовые и полисульфидные каучуки). Наилучшими для подшипников скольжения являются фторкаучуки.
Твердость и эластичность каучуков можно менять в широких пределах изменением состава и технологии изготовления.
Резиновые подшипники применяют почти исключительно с водяной смазкой. Их используют в гидравлических машинах, для подводного механизированного инструмента, в концевых установках гребных валов (дейдвудные подшипник). Металлические корпуса подшипников выполняют из коррозионностойких сталей или защищают от коррозии нанесением полимерных пленок.
Для удаления грязи на рабочей поверхности подшипников предусматривают сквозные канавки (рис. 694).

Коэффициент трения стали по влажной резине f = 0,05—0,1. При достаточной прокачке воды и высоких окружных скоростях (10—20 м/с) можно, несмотря на малую вязкость воды, создать чисто жидкостную смазку (f = 0,002—0,003).
Подшипники из мягких резин применяют, когда важно обеспечить самоустанавливаемость вала, а также амортизацию его колебаний. Несущая способность их незначительна (k = 0,1—0,2 МПа).
Подшипники из твердых резин выдерживают нагрузки до 3—5 МПа.
Углеграфиты
Для изготовления подшипников, работающих без смазки при высоких температурах, в химически агрессивных средах, применяют углеграфиты (смеси графита, угля, сажи и кокса на связке из пека и каменноугольных смол, спрессованные и подвергнутые спеканию).
Физико-механические свойства графита: плотность 2,2 кг/дм 3 ; температура плавления 3500°С; разрушающее напряжение 20 МПа; модуль нормальной упругости 8·10 3 МПа; коэффициент линейного расширения ϰ = (0,5—1)· 10–6 1/°С, теплопроводность (6—8)·10 –3 Вт/(м·°С).
Углеграфиты обладают хорошими антифрикционными качествами (коэффициент трения 0,05—0,08), теплостойкостью, химической стойкостью, низким коэффициентом линейного расширения α = (2—3)·10 –6 . Углеграфиты хорошо обрабатываются резанием. Недостатком их является хрупкость.
Для увеличения прочности, теплопроводности и износостойкости в углеграфиты вводят металлические порошки (Cu, Cd, баббит). Хрупкость уменьшают пропиткой фенолоформальдегидами, силоксанами и тефлоном (графитопласты).
Наилучшими суммарными свойствами обладают антегмиты (табл. 33).

Валы, работающие в углеграфитных подшипниках, должны иметь твердость более HRC 50.
Углеграфиты широко применяют для уплотнения высокотемпературных узлов (уплотнительные кольца турбин, диски торцовых уплотнений).
Какие материалы используют для изготовления подшипников
Подшипники нужны в любых узлах, в которых используется вращательное движение. Есть множество их типоразмеров, а основными видами считаются шариковые, роликовые и роликовые конические. Подшипники работают в разных условиях, поэтому и материалы для их изготовления могут различаться химическим составом и характеристиками.

Подшипники разных видов и размеров
Как устроены подшипники
Подшипники состоят из пары колец (наружного и внутреннего), между которыми размещены тела качения: ролики или шарики. Во время работы они двигаются по дорожкам качения (желобам), выполненным на поверхности колец. Чтобы ролики или шарики не смещались с дорожек качения и сохранялось расстояние между ними, тела качения помещают в специальные обоймы (сепараторы). Такую конструкцию имеет большинство подшипников, но некоторые типы работают без сепараторов (они отличаются большим количеством тел качения и высокой грузоподъемностью, но низкой максимальной частотой вращения).
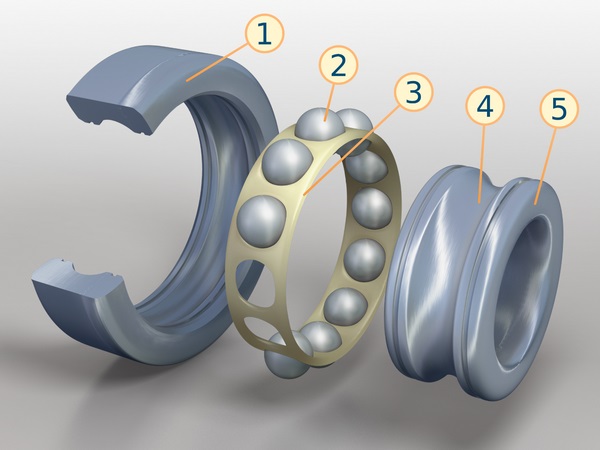
Из этих деталей состоит подшипник: 1 – корпус, 2 – тела качения, 3 – обойма (сепаратор), 4 – желоб для тел качения, 5 – внутреннее кольцо
Какие общие требования предъявляют к материалам
У сепараторов, колец и тел качения разные задачи, поэтому и требования к ним предъявляют разные. Так, сепараторы должны быть прочными, износоустойчивыми, хорошо выдерживать вибрационные и ударные нагрузки, иметь низкий коэффициент трения и высокую размерную стабильность. Для их изготовления чаще всего используют низкоуглеродистые или нержавеющие стали, латунь или полимерные материалы.
Кольца и тела качения должны быть твердыми, прочными, износоустойчивыми, сохранять свои размеры при эксплуатации, иметь высокую размерную стабильность, хорошо выдерживать ударные нагрузки. Материал для их изготовления подбирают с учетом условий эксплуатации.
Как изготавливают подшипники
Меньше всего по времени занимает изготовление сепараторов: до 5 дней. Для этого используют разные способы:
- Стальные чаще всего получают штамповкой (исключение составляют сепараторы для крупногабаритных подшипников, которые изготавливают механической обработкой). Для этого из листа вырезают заготовки, пробивают в них отверстия для тел качения, затем с помощью штампа придают нужную форму и шлифуют.
- Полимерные сепараторы получают литьем под давлением. Их главный плюс – сочетание упругости и прочности.
- Латунные сепараторы получают в результате механической обработки заготовки. Их достоинства – способность работать в тяжелых условиях или при высоких температурах.
Тела качения, в зависимости от точности исполнения, изготавливают до 25 дней. При этом шарики изготавливать сложнее, чем ролики. Сначала стальной пруток разрезают на части, затем заготовки обрабатывают с помощью пресса для придания им шарообразной формы, потом шлифуют и термообрабатывают.
На изготовление колец может уйти до 1 месяца. Для этого сначала нарезают стальную трубу для получения заготовок, затем их формуют, термообрабатывают, шлифуют и полируют.
Что ухудшает характеристики подшипников
Наиболее заметно характеристики подшипников ухудшают сера, фосфор и кислород. Они могут попадать в стали из руды или огнеупорных материалов плавильных печей и затем остаются в материале, вступая в реакцию с компонентами металла. Чтобы вывести вредные включения, подшипниковые стали подвергают дополнительной обработке. В этом плане хорошо себя проявили вакуумный или электрошлаковый переплавы.
Из каких материалов изготавливают подшипники
Выбор материала зависит от назначения и условий эксплуатации подшипников. При этом основного внимания требуют кольца и тела качения:
- Для эксплуатации при температуре до +120 °С в неагрессивных средах оптимальный вариант – высокоуглеродистые хромистые стали. Для повышения твердости их подвергают поверхностной или объемной закалке. Так, шарики всех размеров, кольца толщиной до 10 мм и ролики диаметром до 22 мм изготавливают из стали ШХ15.
Для получения колец большей толщины или роликов большего диаметра используют сталь ШХ15СГ или ШХ20СГ. Отдельно следует выделить железнодорожные подшипники: они подвергаются индукционной закалке и для их изготовления используют сталь ШХ4.
Если температура эксплуатации незначительно превышает +120 °С, стальную деталь понадобится подвергнуть специальной термообработке: стабилизации. Она позволяет избежать снижения твердости и изменения размеров деталей.
- Для подшипников, подвергающихся ударным нагрузкам, удобны низкоуглеродистые стали с поверхностной цементацией, имеющие вязкую сердцевину. К ним относятся, например, хромистая сталь 20Х, хромомолибденовая 20ХМ и никельхромомолибденовые 20ХН2М, 20Х2Н4А или 18Х2Н4МА.
- Для подшипников, эксплуатирующихся при температуре +150…500°С, важна способность сохранять свои свойства и размеры. Такими характеристиками обладают стали с высоким содержанием кремния, вольфрама и молибдена. Например, 8Х4М4В2Ф1-Ш или 8Х4В9Ф2-Ш. Вполне подойдет стальной нержавеющий жаропрочный круг.
- Для подшипников, эксплуатирующихся в агрессивных средах, необходимо использовать коррозионностойкие стали с высоким содержанием хрома. Например, 95Х18.
- Для изготовления подшипников с повышенными требованиями к надежности и долговечности используют стали, содержащие минимальное количество неметаллических включений. Например, ШХ15-Ш или ШХ15-ШД.
Выбор марки стали для деталей подшипника зависит от условий его эксплуатации
Для изготовления металлических сепараторов тоже есть несколько вариантов:
- Для штампованных стальных сепараторов хороший выбор – малоуглеродистые холодно- или горячекатаные стали. Например, 08кп, 10кп или 10пс.
- Для стальных сепараторов, способных противостоять агрессивным средам, используют нержавеющие стали. Например, 08Х18Н10. Подойдет стальной нержавеющий круг.
- Для стальных сепараторов, получаемых способом механической обработки, применяют конструкционные стали. Например, сталь 30.
- Для латунных сепараторов, получаемых способом механической обработки, используют латунные сплавы. Например, ЛС59-1 или ЛС59-1Л.
При подборе материалов для изготовления деталей подшипников существует много вариантов. Конечный выбор зависит от их назначения и условий эксплуатации.
Читайте также: