Из какого металла делают шатуны для двигателей
Обновлено: 17.05.2024
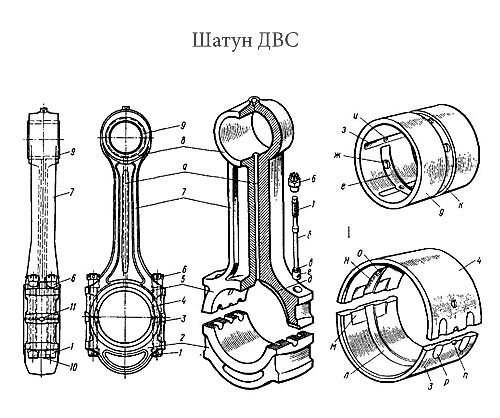
Шатунная группа образует промежуточное шарнирное звено между прямолинейно перемещающимся поршнем и вращающимся коленчатым валом. Она включает в себя шатун, шатунные вкладыши, втулку верхней головки шатуна и крепежные детали, к которым относятся болты и гайки нижней головки шатуна, выполняемой чаще всего разъемной (см. рис. 1).
Детали шатунной группы несут значительные механические нагрузки, принимаемые от поршня через поршневой палец и передаваемые далее деталям группы коленчатого вала, а также значительные инерционные нагрузки, обусловленные сложным знакопеременным движением шатуна.
По этим причинам к конструкции деталей шатунной группы предъявляются определенные требования, направленные на обеспечение их надежной и безотказной работы, а также приемлемой долговечности, поскольку ремонт и замена этих деталей связаны с ремонтными работами значительной трудоемкости.
Шатун
Основной деталью шатунной группы является шатун – металлический стержень с головками на обоих концах, шарнирно соединяющий поршень и коленчатый вал. Шатун воспринимает усилие со стороны газов при рабочем ходе от поршневого пальца и передает его кривошипу коленчатого вала, а также обеспечивает перемещение поршневой группы при совершении промежуточных процессов (тактов).
Верхняя головка шатуна качается на поршневом пальце через специальную втулку, а нижняя вращается относительно шатунной шейки посредством подшипников скольжения (вкладышей).

Анализ кинематики движения шатуна показывает, что его верхняя головка перемещается возвратно-поступательно совместно с поршнем. Совершая при этом цикличные угловые колебания небольшой амплитуды.
Нижняя головка шатуна вращается вместе с кривошипом коленчатого вала, при этом она тоже совершает колебания небольшой амплитуды относительно оси цилиндра.
Стержень шатуна совершает сложное циклическое движение в плоскости, перпендикулярной коленчатому валу.
Механические нагрузки, действующие на шатун, очень разнообразны и изменяются по величине и направлению во время работы двигателя. Набольшие напряжения обусловлены силами сжатия при рабочем ходе поршня, поэтому расчеты на прочность для шатунов выполняют по сжимающей нагрузке.
Растягивающие усилия при вспомогательных тактах, а также напряжения, вызванные силами трения и инерции значительно меньше сжимающих сил, тем не менее, при конструировании шатунов (особенно высоконагруженных и быстроходных двигателей) приходится учитывать и их.
К шатунам предъявляются следующие требования:
- высокая усталостная прочность при динамических нагрузках;
- высокая жесткость головок и стержня;
- минимальная масса и габариты (размеры шатуна не должны препятствовать его проходу через цилиндр при сборке двигателя);
- простота и технологичность конструкции.
В зависимости от компоновки двигателя могут применяться различные типы шатунов. В однорядных и V-образных двигателях со смещенными цилиндрами правого и левого ряда наибольшее распространение получили простые одинарные шатуны (рис. 1), непосредственно сопрягаемые с шатунной шейкой коленчатого вала. Реже встречаются в двухрядных и многорядных двигателях с цилиндрами, расположенными в одной поперечной плоскости, сочлененные шатуны (рис. 2).

Сочлененные шатуны могут быть:
- вильчатыми (рис. 2, а) с нижними головками, расположенными соосно шатунной шейке;
- главными (рис. 2, б) и прицепными (рис. 2, в) с нижними головками, размещенными вне центра шатунной шейки.
В последнем случае оси нижних головок главного и прицепного шатунов движутся по разным траекториям.
Конструкция верхней головки шатуна зависит от способов фиксации поршневого пальца. В случае жесткого закрепления поршневого пальца в верхней головке шатуна он запрессовывается в головку с гарантированным натягом.
При установке плавающего пальца в верхнюю головку шатуна запрессовывают бронзовую втулку, толщиной 0,8…2,5 мм.
Для подгонки шатуна по массе и расположению центра масс на верхней головке имеется прилив 1 (рис. 3). Чтобы обеспечить равномерное давление на опорную поверхность втулки, поперечное сечение верхней головки делается с утолщением в центре.

Для смазывания поршневого пальца в менее нагруженной части верхней головки шатуна выполняют отверстия или прорези (рис. 3, б, в).
Учитывая значительные отличия величин сжатия и растяжения, верхние головки шатунов дизельных двигателей иногда выполняют с наклонными торцевыми плоскостями (рис. 3, г). При этом давление на нижнюю и верхнюю половины головки сравниваются, а масляный слой имеет более равномерную толщину по окружности.
В наиболее нагруженных двигателях применяют подачу масла к поршневому пальцу под давлением через канал в стержне шатуна (рис. 3, д, е). При этом появляется возможность принудительного струйного охлаждения днища поршня через распылитель 2 на верхней головке.
С точки зрения прочности самым опасным сечением верхней головки является сечение в месте ее перехода в стержень (рис. 1, точка А), расположение которого определяется углом φЗ .
Для упрочнения верхней головки выполняют плавный переход (галтель) к стержню или создают прилив металла в зоне перехода.
Стержень шатуна должен обладать высокой жесткостью и прочностью. Этим требованиям отвечает стержень двутавровой формы поперечного сечения, который имеет высокую жесткость по оси х-х (рис. 1).
Такая форма стержня выгодна и с точки зрения уменьшения массы шатуна, а также экономии металла.
Размер поперечного сечения стержня шатуна плавно возрастает от верхней до нижней головки.
Нижняя головка шатуна обеспечивает вращательное движение шатуна вокруг шейки коленчатого вала и образует корпус шатунного подшипника. Для обеспечения сборки механизма нижние головки шатунов выполняются разъемными (разрезными). Крышка нижней головки крепится к шатуну с помощью шатунных болтов, шпилек или конических штифтов (рис. 2).
Для обеспечения правильных переходов отверстия под шатунный вкладыш нижняя головка обрабатывается в сборе с крышкой. Поэтому крышки нижних головок шатунов не взаимозаменяемы.

Плоскость разъема нижней головки чаще всего перпендикулярна оси стержня шатуна (рис. 1). Однако в дизелях, имеющих относительно большие диаметры шатунных шеек, коленчатого вала иногда применяют косой разъем нижней головки (рис. 4).
Если же применять обычный перпендикулярный разъем, нижняя головка может не пройти сквозь цилиндр при монтаже или демонтаже
Для точной центровки крышки относительно шатуна применяют призонные болты (имеющие точно обработанный направляющий поясок), а также треугольные шлицы, буртики и фиксирующие штифты.
Шатунные вкладыши , являясь подшипниками скольжения, обеспечивают вращение шатуна относительно коленчатого вала с минимальным трением и изнашиванием.
Шатунные вкладыши работают в более тяжелых условиях, чем коренные, так как нагружены неравномерно. Они выполняются аналогично вкладышам коренных подшипников и из того же материала. Осевой зазор, которому соответствует возможное перемещение шатуна вдоль шатунной шейки, не должен превышать 0,2…0,3 мм.
Шатунные болты затягиваются с усилием; момент затяжки должен в 2…3 раза превышать момент растяжения, возникающий при работе двигателя.
Болт должен исключать напряжения, перекосы. Должна быть предусмотрена надежная фиксация, препятствующая самоотворачиванию болта.
Напряжения в болте и гайке, возникающие при затяжке, снимаются обратным поворотом гайки на небольшой угол. Болты выполняют фасонными с таким расчетом, чтобы минимальное сечение тела было меньше ослабленного внутреннего диаметра резьбы.
Радиусы перехода от головки к телу и от тела к резьбе выполняются достаточно большими.
Для предотвращения проворачивания головок болтов при затяжке гаек на их боковой поверхности выполняется лыска (срез), которая упирается в выступ нижней головки шатуна. Гайки и болты от самоотворачивания предохраняются шплинтами и стопорными шайбами с отгибаемыми краями. Гайки шатунных болтов иногда делают самоконтрящимися (обжатые по краям).
Из каких металлов изготавливают шатуны?
Для изготовления шатунов бензиновых двигателей используются углеродистые или легированные стали 45, 45Г2, 40Г, 40Х, 40ХН, 40Р, а для дизельных двигателей – высокопрочные легированные стали 18Х2Н4МА, 18Х2Н4ВА, 40ХНЗА, 40Х2МА и др.
Шатуны могут отливаться, также, из высокопрочных титановых сплавов или композитных материалов.
Чаще всего шатуны изготавливаются методом горячей штамповки с последующим механической обработкой рабочих поверхностей. Для повышения прочности шатуны подвергаются термической обработке. Для того, чтобы повысить усталостную прочность, их поверхность обрабатывают стальной дробью.
Шатун ДВС
Шатун — звено в цепи передачи возвратно-поступательного движения от поршней коленчатому валу ДВС, который преобразует линейное движение во вращательное в кривошипно-шатунном механизме.
Что такое шатун.
Шатун ДВС — это простая конструкционная механическая деталь или, как его еще называют, тяговое дышло, соединяющее поршень посредством поршневого пальца и коленвала посредством шатунной шейки.

Чтобы не менять шатуны каждый раз, когда выполняют капитальный ремонт ДВС, в местах крепления используются специальный быстросъемные вкладыши (подшипники скольжения) с антифрикционными слоями.
Бывают также, по конструкционной особенности, шатуны залитые баббитом. В таких шатунах зазор регулируется выемками пластин половинками шатунов. Такие шатуны, в основном устанавливаются в компрессорах и тихоходных двигателях внутреннего сгорания.
Бывают шатуны из алюминия. Такие шатуны без защитного антифрикционного слоя и не подлежат ремонту. Устанавливаются в пусковых двигателях.
Во всех двигателях внутреннего сгорания, в которых есть поршни и коленчатый вал, устанавливаются шатуны, кроме мотора Баландина (вместо шатуна для передачи движения используется ползунок).
Из чего сделан шатун
Шатуны ДВС делаются из стали методами ковки и штамповки. Для двигателей с высокой нагрузкой, это, например, гоночные авто и боллиды, шатуны могут выполнятся литьем титанового сплава.
Для ДВС массового производства шатуны изготавливаются методом горячей штамповки из следующих среднеуглеродистых и легированных марок сталей:
- Сталь 40. Сталь с содержанием углерода 0,4 %.
- Сталь 45. Означает, что углерода в сплаве 0,45 %.
- Сталь 45Г2. Шифр этой марки таков: в сплаве содержится 0,45 % углерода (С) и марганца (Mn) 2 %/
- Сталь 40ХН. В этом легированном сплаве, помимо 0,4 % углерода, содержится хром (Cr) в объеме 1 % и никеля (Ni) в объеме 1 %.
- Сталь 30ХМА. Это шифр жаропрочной релаксакционнстойкой стали. В составе 0,3 % С; хрома (Cr) 1%; молибдена (Mo) 1 %. Буква «А» говорит, что сплав улучшенный, прошел закалку с высоким отпуском.
Строение шатуна
Шатун ДВС состоит из:
- верхней поршневой головки;
- силовой стержень;
- нижней кривошипной головки.
Верхняя головка шатуна изготавливается цельной. Это соединительный элемент с отверстием для поршневого пальца. Верхняя головка не разъемная.
Силовой стержень выполняется цельным, без соединительных частей.
Нижняя головка шатуна — это место соединения шатунной шейки коленвала ДВС. Нижняя головка разборная, соединяются шатунными болтами. Во время ремонта вместо шатунных болтов нельзя ставить обычные, так как шатунные выдерживают большую температуру и нагрузку. Испорченную резьбу на шатунных болтах не восстанавливают методом нарезки, на заводе резьбу создают методом накатки, а не нарезкой плашкой. Это означает, что при поврежденной резьбе шатунных болтов, их следует заменить, а не ремонтировать.
В нижнюю головку в посадочное место устанавливают тонкостенные вкладыши (подшипники скольжения). Подшипники для нижней головки шатуна не отличаются по конструкции от коренных вкладышей коленвала.
В некоторых шатунах имеются специальные отверстия для прохождения моторного масла к подшипнику скольжения.
Для подачи масла к верхней головке, в некоторых видах предусмотрено смазывающее отверстие. Силовой стержень дизельных двигателей более толще, массивнее.
1 — шатунный болт; 2 — крышка; 3, 4 — нижний и верхний шатунные вкладыши; 5, 8 — нижняя и верхняя головки шатуна; 6 — корончатая гайка; 7 — стержень шатуна; 9 — втулка (гильза); 10, 11 — штифты; a — канал; б, в, г — стержень, конусный поясок и головка шатунного болта; д, е — дугообразные канавки; ж, и, о — радиальные отверстия; з, м — холодильники; к, л — кольцевые канавки; н — короткая канавка; п — выемка под штифт; р — лыска.
По конструкции строение шатунов классифицируют на:
- двутавровые;
- круглые;
- ромбические.
Двутавровые используются в автомобильных двигателях внутреннего сгорания.
Круглые шатуны применяются в двигателях для судов.
Ромбические шатуны назначаются для двигателей к высокоскоростным гоночным автомобилям.
Кривошипные головки классифицируются на:
- простые;
- прицепные;
- вильчатые.
Шатуны с простыми кривошипными головками устанавливают в простые ДВС.
Шатуны с прицепными кривошипными головками используются в звездообразных и V-образных двигателях.
Шатуны с вильчатыми кривошипными головками применяются в V-образных и W-образных моторах.
Как работает шатун
Передает энергию движения шатуну в двигателе внутреннего сгорания энергия взрыва горюче-воздушной смеси в рабочей камере сгорания цилиндра. После того, как топливно-воздушная смесь воспламенилась, происходит толчок поршня от его верхней мертвой точки вниз до нижней мертвой точки поршня (в мертвых точках скорость движения равна 0). Так как поршень плотно соединен с верхней головкой шатуна поршневым пальцем, поршень толкает шатун вниз. Нижняя головка шатуна плотно закреплена на шатунной шейки коленчатого вала. Шатун при движении вниз проворачивается вокруг оси коленвала ДВС на 360 градусов и начинает обратное движение вверх. Это один цикл работы цилиндро-поршневой группы кривошипно-шатунного механизма.
Как стучит шатун
Для обеспечения вибраций близкой к нулю, шатуны изготавливаются как можно легкими. Облегчение веса может уменьшить прочность. Поэтому конструкторы ищут золотую середину.
В этом видео показано, как стучит шатун автомобиля Сузуки.
Если новые шатуны ДВС приходят по заказу в цельном виде, то их надо сломать. Ниже, на видео показано, как сломать новый шатун для Шевроле.
Шатун двигателя внутреннего сгорания: конструкция, назначение, из чего делают шатуны

Без рубрики
Шатун – это соединительная деталь между коленвалом и поршнем, основное назначение которой является преобразование поступательных движений поршня внутри цилиндра во вращательные движения коленчатого вала, с которого вращение передается на колеса автомобиля через трансмиссию.
Конструкция шатуна
Особенности конструкции шатунов напрямую зависят от типа мотора и схемы его компоновки. Так для бензиновых двигателей используются легкие шатуны, в дизелях — тяжелые.
Основные элементы шатуна – стержень, верхняя поршневая головка, нижняя кривошипная головка.
Поршневая головка соединена со стержнем поршневым пальцем, кривошипная головка – с шейкой коленвала.
Стержень
Данная деталь шатуна может иметь различный тип сечения, которое может быть похоже на прямоугольник, на круг, крест или может быты Н-образным. Некоторые типы двигателей оснащаются шатунами, в которых стержни имеют небольшую масляную канавку для своевременной подачи масла в поршневую головку.
В большинстве случаев верхний отдел кривошипной головки оснащается маленьким отверстием для разбрызгивания масла во внутренних полостях поршня и цилиндра.
Поршневая головка
Поршневая головка размещена вверху и является неразъемным шатунным элементом, конструкция которого напрямую зависит от метода установки поршневого пальца.
В двигателях, в которых установлен палец фиксированного типа, поршневая головка имеет специальное цилиндрическое отверстие для его установки. В ДВС с пальцем плавающего типа, такая головка комплектуется бронзовой или биметаллической втулкой.
В тех моделях двигателей, которые используют плавающий палец, но втулка не предусмотрена, вращательные движения пальца осуществляются в соответствующем отверстии головки.
С целью снижения значительных нагрузок на палец, некоторые модели ДВС комплектуются шатунами с поршневыми головками в форме трапеции.
Кривошипная головка
Головка шатуна, которая расположена внизу отличается разборной конструкцией, основным назначением которой является соединение двух механизмов – коленвала и самого шатуна.
Головка состоит из верхней части и крышки, которая крепится к шатуну крепежными болтами. Кроме всего прочего такая головка может иметь два типа разъемов по отношению к стержневой оси — косой (выполненный под углом) и прямой (выполненный перпендикулярно).
Длина цилиндрового блока зависит от толщины нижней головки. В головке устанавливаются тонкие вкладыши подшипника скольжения, которые могут иметь от 2-х до 5-ти слоев, изготовленных из стальных полос, внутренняя часть которых покрывается защитным антифрикционным составом, соответствующим определенному типу двигателя.
Как правило, в современных ДВС применяются вкладыши, состоящие из 2-х и 3-х слоев. В двухслойном вкладыше на металлическую основу просто наносится слой антифрикционного состава, а в трехслойном вкладыше добавляется еще и изоляционный слой.
Чтобы снизить вибрации и шумы при работе двигателя, все установленные шатуны, а также их составные части должны иметь равную массу. Это значит, что в одном шатуне масса отдельной его детали должна быть одинаковой по отношению к массе аналогичной детали в другом шатуне.
Например, если масса стержня одного шатуна составляет 50 г., в таком случае во всех остальных шатунах стержни должны иметь аналогичную массу.
Подгонка массы шатунов происходит путем снятия тонкого металлического слоя с бобышек, которые располагаются на верхних шатунных головках. В некоторых случаях подобные бобышки находятся на шатунном стержне или нижней части поршневой головки.
Материалы для производства шатунов
Шатуны производятся двумя способами — штамповкой из высокопрочной стали или литьем из чугуна. В дизелях применяются шатуны, изготовленные из легированной стали методом ковки или горячей штамповки.
В некоторых видах бензиновых двигателей устанавливаются шатуны, производимые из порошкообразных металлов методом спекания.
Из-за напряженных условий работы данная деталь КШМ должна отличаться надежностью, долговечностью и износостойкостью.
Особое внимание уделяется не только изготовлению шатунов, но и болтов крепления. Для производства болтов используются легированные виды стали, обладающие высоким коэффициентом текучести, что в несколько раз выше, чем у высокоуглеродистых сталей.
Шатун и все,что нужно о нем знать.

Стержень шатуна
У большинства производителей автомобилей, ориентированных на массовый рынок, стержень шатуна расширяется к его нижней головке и имеет двутавровую форму. У дизельных двигателей шатуны более массивны и прочны, чем у бензиновых двигателей. Некоторые двигатели оснащаются шатунами и других форм, к примеру, в спортивных авто, в которых имеются алюминиевые шатуны. Обычно, стержень шатуна имеет внутренний просверленный канал для подачи масла в верхнюю головку.
Иногда, этот канал также ведёт и к нижней головке, откуда масло разбрызгивается в полости цилиндра и поршня. Все шатуны двигателя должны иметь одинаковый вес, чтобы вибрации от двигателя были минимальными. Кроме того, совпадать должен не только вес всего шатуна, но и вес верхних головок и нижних головок. Для достижения одинакового веса используют очень точные весы, а потом подгоняют вес по самому лёгкому шатуну, аккуратно снимая часть металла с бобышек (металлические наплывы на поверхности шатунов) на головках и на стержне шатуна.

Шатун имеет простое устройство, которое состоит из следующих элементов:
- стержня;
- поршневой головки;
- кривошипной головки.
Стержень представляет собой составной элемент шатуна, имеющий преимущественно двутавровое сечение. Некоторые модели имеют круглое, крестообразное, Н-образное или прямоугольное сечение шатунного стержня. В стержне присутствует канал, предназначенный для транспортировки масла к подшипнику головки поршня.
поршневая головка — это проушина с цельной структурой, внутри которой расположена втулка. Втулка представляет собой скользящий подшипник, предназначенный для вращения пальца поршня. Материал изготовления втулки: бронза или сталь с оловом или свинцом. Структура поршневой головки зависит от размера поршневого пальца, а также от метода его крепления. Для того, чтобы уменьшить вес шатуна и, как следствие, нагрузку на поршневой палец, на некоторых автомобильных двигателях устанавливают шатуны с поршневой головкой в виде трапеции.
Кривошипная головка — механизм, предназначенный для соединения шатуна и коленчатого вала друг с другом. Большая часть шатунов оснащена разъемной кривошипной головкой, это объясняется способом сборки двигателя внутреннего сгорания. Крышка головки, расположенная в нижней части, прикрепляется болтами к шатуну. Иногда применяют бандажное или штифтовое крепление составных элементов головки. Разъем кривошипной головки бывает двух видов: прямой (расположен под углом 90 градусов относительно оси стержня), косой (под определенным углом к оси). Косой разъем используется для уменьшения размеров двигателя V-образной формы.
Профилированные стыковые поверхности головки обеспечивают препятствие при воздействии поперечных сил. При этом соединение может быть замковым или зубчатым. Самым современным и популярным является соединение, изготовленное методом раскалывания. Оно называется сплит-разъемом.

Внутри кривошипной головки шатуна расположен подшипник, который состоит из двух многослойных вкладышей. Количество слоев может варьироваться от двух до пяти в каждом. Наиболее широко используются вкладыши из двух и трех слоев. Двухслойный вкладыш изготовлен из стали с антифрикционной поверхностью. Трехслойный также состоит из стали, а антифрикционное покрытие разделяется специальной прокладкой.
Снятие и установка шатунно-поршневой группы
Снятие
Отдельно снять шатун с двигателя не получится, это возможно сделать только в сборе с установленным на шатун поршнем в сборе с пальцем и поршневыми кольцами. В некоторых случаях можно снять шатунно-поршневую группу без снятия двигателя с автомобиля. Иногда это выгодно в целях экономии времени, но всё же для обеспечения необходимой для проведения этого ремонта чистоты, без которой качественно выполнить ремонт затруднительно, лучше подобный ремонт выполнять на снятом двигателе. Тем более, что для выполнения этого ремонта всё равно придётся снимать головку блока цилиндров и масляный поддон двигателя. А при снятии головки блока цилиндров всё равно придётся снимать или отсоединять большинство жгутов проводов и вакуумных трубок.
Перед снятием шатунно-поршневой группы, следуя указаниям Руководства по ремонту автомобиля, снимите головку блока цилиндров и масляный поддон двигателя. Как снимать шатунно-поршневую группу обычно подробно описывается в Руководстве по ремонту автомобиля. Тут даются просто некоторые замечания, которые не всегда присутствуют в руководстве.
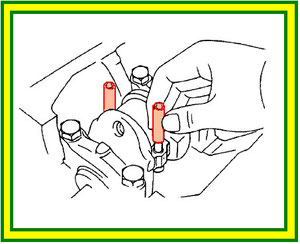
Перед откручиванием гаек (болтов) крепления крышки шатуна определите место нахождения меток, указывающих в какой цилиндр устанавливается данный шатун с поршнем и направление установки крышки относительно шатуна. Если подобные метки не обнаружены, что бывает крайне редко, нанесите их самостоятельно удобным способом. Несмотря на то, что крышка шатуна крепится всего двумя гайками (болтами), откручивайте гайки постепенно и поочерёдно. При чем при первом ослаблении затяжки гайки гайку допускается повернуть не более чем на ¼ оборота, а лучше меньше. После откручивания гаек снимите крышку шатуна. Примете меры, исключающие падение вкладыша из крышки шатуна. Шатунные болты изготавливаются из очень прочной стали, поэтому для уменьшения вероятности повреждения полированной поверхности шатунной шейки коленчатого вала и поверхности стенок цилиндров на шатунные болты необходимо установить специальные защитные и направляющие приспособления. При отсутствии подобных приспособлений, что бывает чаще всего, наденьте на болты куски шлангов из мягкого материала подходящего диаметра.
Для извлечения поршня из цилиндра установите коленчатый вал так, чтобы ось шатунной шейки совпала с продольной осью цилиндра. Примите меры предосторожности, исключающие падение поршня в сборе с шатуном. Поддерживая поршень снизу, лёгкими ударами деревянной ручки молотка по шатуну или болтам извлеките поршень из отверстия цилиндра.
Укладывайте все снятые детали так, чтобы была возможность установки этих деталей на то место, где они стояли до снятия. Это относится также к гайкам или вкладышам, даже если принято решение о замене вкладышей. По состоянию вкладышей можно определить некоторые неисправности двигателя. Укладывайте снятые детали только на чистую поверхность.
Установка
Проведите тщательный осмотр и необходимую дефектовку всех снятых деталей.
Соедините шатун с поршнем при помощи поршневого пальца и установите на поршень поршневые кольца. Некоторые советы по установке этих деталей даны в соответствующих статьях. Одновременно соберите все шатунно-поршневые группы двигателя.
Ещё раз проверьте, что замки поршневых колец установлены в соответствии с указаниями в Руководстве, а в случае отсутствия таких указаний установите замки соответствии с рекомендациями, данными в главе «Установка поршневых колец».
Обильно смажьте поршень, поршневые кольца и стенки цилиндров чистым моторным маслом. Смажьте внутреннюю поверхность специального приспособления для сжатия поршневых колец
Установите на поршень специальное приспособление и сожмите кольца. Иногда необходимо слегка обстучать приспособление молотком с пластмассовым бойком.

Установите на болты крышки крепления шатуна защитные приспособления или наденьте на болты отрезки шлангов. Осторожно вставьте шатун в отверстие цилиндра. Шатун с поршнем допускается устанавливать только в одном направлении, обычно направление установки указывается специальной меткой на днище поршня. Опустите поршень в цилиндр, пока специальное приспособление не коснётся поверхности блока цилиндров. Прижмите приспособление к поверхности блока цилиндров и нанесите несколько очень лёгких ударов торцом деревянной ручки молотка по всей окружности верхней кромки приспособления. Прижимая приспособление к поверхности блока цилиндров, лёгкими равномерными ударами деревянной ручки молотка, переместите поршень в отверстие цилиндра.
Выровняйте шатун относительно шейки коленчатого вала. Тщательно протрите поверхность шатуна, на которую устанавливается вкладыш подшипника. Убедитесь в идеальной чистоте этой поверхности. Осторожно установите в шатун ранее подобранный для этого цилиндра верхний вкладыш шатунного подшипника. Верхний вкладыш может отличаться от нижнего отсутствием канавки для масла. Верхний или нижний вкладыш определяется для нормального положения двигателя, поскольку при установке подсоединении шатуна на снятом двигателе двигатель, чаще всего находится в перевёрнутом состоянии, верхний вкладыш будет расположен внизу.

Если повторно устанавливаются снятые при разборке вкладыши, их необходимо установить на то место, в котором они находились до снятия. Не наносите масло на постель подшипника или на наружную поверхность вкладыша. Совместите, если имеется, фиксирующий усик вкладыша с соответствующей выемкой в шатуне.
Тщательно протрите внутреннюю поверхность крышки шатуна и наружную поверхность нижнего вкладыша. Не нанося масла на вкладыш и крышку, установите нижний вкладыш в крышку шатуна. Совместите усик крышки с пазом. Нанесите обильный слой чистого моторного масла на шатунную шейку коленчатого вала и на внутренние поверхности обоих вкладышей. Некоторые производители не рекомендуют наносить масло пальцем, а предлагают пользоваться для этого только специальной маслёнкой.
Ещё раз убедитесь, что устанавливаете крышку шатуна именно этого цилиндра и устанавливаете её в правильном направлении. Установите крышку с установленным вкладышем на болты. Прижимая крышку к шатуну, закрутите гайки от руки. Затягивайте гайки в строгом соответствии с указаниями руководства. При этом обязательно используйте динамометрический ключ, и если необходимо специальный транспортир для доворота гайки на установленный угол.
В такой же последовательности установите шатунно-поршневые группы остальных цилиндров. После выполнения этой работы обязательно убедитесь в лёгкости вращения коленчатого вала.
Какой шатун выбрать
Шатуны испытывают самые большие нагрузки в двигателе. Поэтому нужно серьезно подойти к необходимой прочности шатуна. Шатуны изготавливают из: порошкообразных металлов, сплавов сталь, алюминия, титана, сплавов стали и алюминия. Болты шатуна также испытывают огромные напряжения, и они должны соответствовать прочности самого шатуна. Как все мы знаем, если шатун ломается, то это приводит к серьезным последствиям для всего двигателя. Поэтому следует тщательно выбирать шатун относительно поставленных задач.
Шатуны изготавливают из разных материалов и разных форм. Старые шатуны производились из чугуна. В более продвинутых двигателях использовали шатуны из сплавов стали. Сегодня, множество производителей предлагают шатуны из порошкообразных металлов, алюминиевых сплавов, титана и об этом поговорим дальше.
Порошкообразно-металлические шатуны
Порошкообразно-металлические шатуны сделаны похожим способом как ковка или литье. Специализированная порошкообразная смесь сплавов помещается в форму, нагревают до температур плавления и спекания порошкообразной смеси, затем форма попадает под пресс. Такой технологический процесс позволяет получить удивительно прочные детали. Затем деталь обрабатывается, она изначально имеет почти необходимую форму что снижает затраты на обработку.
Нижнюю часть шатуна переламывают, место слома имеет не ровную поверхность, это позволяет более точно позиционировать детали относительно друг друга в собранном состоянии.
 |
 |
 |
 |
Крышка шатуна соответствует нижней головки шатуна, когда эти детали собраны и стянуты болтами то места разрыва не видно невооруженным взглядом. Точность стыковки влияет на положение всего шатуна на шейке коленвала, долговечность вкладышей и не создается лишняя нагрузка на шатунные болты. В отшлифованных поверхностях крышки шатуна и нижней части шатуна, стянутых болтами во время работы возникает напряжение сдвига приводящее к увеличению нагрузки на шатунные болты особенно на больших оборотах, в следствии чего происходит удлинение болта, увеличение зазора, повышенный и не равномерный износ шатунных вкладышей не говоря уже о возможном масляном голодании.
Хотелось бы отметить еще вот что, в случае если вкладыш провернет, то ремонт такого шатуна окажется практически невозможным. Иногда достаточно будет заново отшлифовать посадочное место вкладыша под увеличенный размер вкладыша. Найти в продаже подходящий вкладыш под ремонт практически невозможно на большинстве двигателей. Но в случае если расточкой не удается выполнить ремонт и будет необходимость точить место стыковки шатунной крышки, то это уже невыполнимо, так как слом не ровный и придется убрать достаточно много металла и после придания окружности посадочного места вкладыша на шатунной крышке останется совсем мало металла что недопустимо.
 |
Стянуты болтами, место разрыва почти не видно.
Шатуны из сплавов стали
Стальные шатуны изготавливают из легированной стали. Стальной слиток обычно нагревается приблизительно до 2200 градусов и помещают в пресс форму и под действием огромного давления получается кованная заготовка шатуна, имеющая большую прочность благодаря ковке, напряжения и выравнивания молекул стали, в отличие от просто отлитой. Стоит отметить что при такой формовке горячая заготовка имеет размер ощутимо больший чем требуется из за температурного расширения металла и после остывания она уменьшается. В результате наблюдается неточность изготовления и может быть ощутимый разброс в размерах
Отштампованная заготовка имеет много лишнего метала который необходимо отрезать, стачивать, еще нужно точно соблюдать вес каждой детали. Конечно же это лишние затраты обусловленные технологическим процессом изготовления.
В дальнейшем почти готовые заготовки отправляются в печь для отпуска (снижения внутренних напряжений в металле) и закалки. В итоге это увеличивает стойкость к появлению микро трещин и повышает прочность шатуна.
Выполняется проверка качества и конечная механическая обработка, шатун считается готовым.
Алюминиевые шатуны
 |
Изготавливают алюминиевые шатуны обычно из 7075 или 7075-T6 алюминиевых сплав, по прочности впереди всех сталей. Многие думают, что алюминий недостаточно прочный и быстро стареет, устает, теряет прочность. Но это не верно. Алюминиевые шатуны могут и используются в автоспорте.
Достоинство алюминиевого сплава в том, что он может иметь очень плотную молекулярную структуру. Во время производственного процесса алюминий нагревается приблизительно до 700 градусов и затем подвергается ковке под большим давлением. Это увеличивает плотность металла. Имеет небольшой вес по сравнению со сталью.
Шатуны из титана
Титан имеет невероятную прочность по отношение к весу. На пример, полностью титановый шатун может быть легче, головки шатуна из стали. Уменьшение веса позволяет достигать больше оборотов двигателя и при этом уменьшить паразитную массу увеличив запас прочности. Шатуны из титана очень дорогие, как и их производство.
Такие шатуны уменьшают вращающуюся массу, которая ощутимо проявляет себя на 5000 об/мин или около этого. В спорте использование титановых шатунов еще оправдывается, но для уличного тюнинга это пустая трата денег. Кроме того, титан является хрупким материалом, который чувствителен к царапинам. Маленькие царапины на поверхности могут в дальнейшем вырасти в трещины и вовсе сломать шатун.
Относительные затраты на материалы
Изготовленные из стали вполне подходят для подавляющего большинства гоночных и уличных двигателей. Там, где необходимо уменьшить вращающиеся массы рекомендуется использовать шатуны из алюминиевых сплавов
Для двигателей нацеленный на серьезный спорт с высокими оборотами двигателя можно рассмотреть вариант с титановыми шатунами. При длительных нагрузках на высоких оборотах такие шатуны требуют более частой замены и соответственно больше вложений.
Титановые шатуны стоят очень дорого чтобы использовать их в малом спорте, и тут можно рассмотреть вариант алюминиевых шатунов, достаточно легкие и менее дорогие, но значительно дороже стальных. Так же стоит учитывать, что алюминиевые шатуны намного толще, объемнее и требуют больше места в блоке цилиндров и поршне что может оказаться неподходящим вариантом в некоторых двигателях.
Читайте также: