Из какого металла сделана головка блока цилиндров
Обновлено: 19.05.2024
Назначение головки блока цилиндров
В двигателях внутреннего сгорания головка блока цилиндров (ГБЦ), (ее часто называют просто головкой) устанавливается и крепится на блоке цилиндров.

Головка блока цилиндров закрывает цилиндры, образуя закрытые камеры сгорания. Между головкой блока и блоков цилиндров устанавливается прокладка головки блока цилиндров. Устройство головки блока может быть разным и значительно отличаться в зависимости от типа двигателя. В головке блока монтируются клапана с пружинами, свечи зажигания и форсунки.
Материал изготовления головки блоков цилиндров
На легковых автомобилях головка блока двигателя, как правило, изготавливается из алюминиевого сплава литьем в кокиль или под давлением.
На тяжелых (дизельных двигателях) двигателях применяют головку блока, изготовленную из чугуна методом литья. В таких двигателях седла клапанов охлаждаются и затем запрессовываются. В головке блоков имеются каналы для газов, охлаждающей жидкости, масла, и отверстия под болты для крепления головки к блоку цилиндров.
Для крепления головки к блоку цилиндров используются силовые болты и шпильки с гайками. Прокладка головки блока служит для уплотнения. Затяжка болтов головки блока проводится в определенной последовательности в рекомендуемом порядке заводом изготовителем.
Головка цилиндров нижне- клапанного двигателя
Головка для нижне- клапанных двигателей имеет простую конструкцию, где созданы каналы для охлаждающей жидкости, и отверстия под шпильки, резьбы под свечи. Примеры головки нижне- клапанного двигателя установлены на таких автомобилях: ЗИЛ 157, ГАЗ-А, ГАЗ 51. Такие двигатели являются не экономичными, что делают эту конструкцию не популярной.
Верхне- клапанная головка цилиндров
Может быть исполнена индивидуально для каждого цилиндра, так и для ряда цилиндров. Привод клапанов осуществляется штангами, которые передают усилие от распредвала.
Верхне- клапанные головки имеют несколько вариантов компоновки:
- Привод клапанов от штанг;
- Верхний распредвал (OHC);
- Два верхних распредвала (DOHC).
Индивидуальные головки цилиндров
Преимущество индивидуальных головок цилиндров в меньшей массе головки и в простоте монтажа. Чаще всего индивидуальные головки применяются на дизельных и крупноразмерных двигателях, что значительно облегчает монтаж.
Неисправности головки блока цилиндров:
- прорыв газов, причины: искривление газового стыка, коррозия, повреждение крепежа;
- трещина, выпадение седла;
- износ посадки под распределительный вал или толкатели;
- износ направляющих клапанов;
- облом крепежа, срыв резьбы под свечу или болты, трещины.
К неисправностям головки блока также относятся поломки или износ таких деталей головки блока как: клапанов, пружин, рокеров, компенсаторов.
Срывы резьбы под свечу устраняют установкой ввёртыша, сорванный крепёж заменяют ремонтными шпильками.
К дефектам головки блока цилиндров можно отнести трещины. Трещина головки блока, как правило, приводят к прорыву газов в рубашку охлаждения и отказу работы двигателя (в этом случае ремонт головки блока не целесообразен). Чаще всего трещина блока цилиндров является показанием к замене детали. Трещины вне газового стыка могут быть заварены.
Если появились лишние стуки и снизилось давление масла, это может быть следствием износа постелей под распредвал. В таком случае постели восстанавливают бронзовыми втулками.
Повреждения от коррозии и детонации также могут сделать ремонт невозможным.
Выпавшее седло, необходимо заменить.
Если вы столкнулись с износом головки блока следует правильно провести дефектацию головки, для того, чтобы определить ремонтировать или купить головку блока цилиндров.
Головка блока цилиндров
Головки цилиндров (ГБЦ)

Головки (крышки) цилиндров вместе с цилиндрами образуют надпоршневую полость, в которой осуществляются все тепловые процессы рабочего цикла двигателя. Головка (ГБЦ) не только закрывает цилиндр, по и служит полостью для полного или частичного размещения объема сжатия c, т. е. камеры сгорания, а также свечи зажигания (при внешнем смесеобразовании) или форсунки (в двигателях с внутренним смесеобразованием). В головке верхнеклапанного двигателя размещается клапанный механизм, каналы впуска рабочего тела в цилиндр и выпуска горячих отработавших газов. К головкам крепят также впускные и выпускные трубопроводы с их системами и вспомогательное оборудование двигателя.'
Стенки головки, образующие камеру сгорания, в большей мере, чем стенки цилиндра, подвержены воздействию открытого пламени и давлению газа. Поэтому делают их в 1,5—2,0 раза толще стенок гильз цилиндров и интенсивно охлаждают.
При жидкостном охлаждении головки (ГБЦ), как и цилиндры, одевают рубашкой охлаждения, а в двигателях воздушного охлаждения — оребряют. Полости рубашек охлаждения головки и цилиндра с помощью протоков объединяются в общую систему, циркуляция жидкости в которой организуется так, чтобы «холодный» поток ее на входе в систему охлаждения двигателя имел температуру около 80°С и прежде всего омывал наиболее горячие стенки головки (выпускные патрубки). В двигателях воздушного охлаждения оребрение головки делают особенно развитым, причем ребра располагают по движению потока охлаждающего воздуха так, чтобы обеспечивался более эффективный теплоотвод.
В связи с изложенным головка цилиндров приобретает весьма сложную конструкцию, особенно в двигателях с верхним расположением клапанов. Головки автомобильных двигателей делают не только съемными, но и отливают общими для всех цилиндров, образующих ряд (от двух до восьми включительно), или для группы цилиндров (практикуется в основном при воздушном охлаждении). Только в очень малых двухтактных одноцилиндровых двигателях находит еще применение совместная отливка головки с цилиндром. Объединение этих важных конструктивных элементов остова двигателя чрезвычайно осложняет обработку зеркала цилиндра и выполнение монтажно-демонтажных работ при ремонте многоцилиндровых двигателей, поэтому метод совместной отливки в авто- и тракторостроении в настоящее время не применяется.
Головки (ГБЦ) двигателей автомобильного и тракторного типов изготовляют из серого или легированного чугуна, но чаще всего из алюминиевых сплавов (для краткости их называют обычно алюминиевыми). В карбюраторных двигателях с воздушным и жидкостным охлаждением предпочтительнее применять алюминиевые головки. Алюминиевые сплавы обладают хорошей теплопроводностью, вследствие чего тепловая напряженность стенок головки бывает сравнительно ниже чугунных. Поэтому алюминиевые головки способствуют уменьшению степени подогрева свежего заряда и позволяют работать с более высокими степенями сжатия на том же топливе без возникновения детонационного сгорания. В результате этого применение алюминиевых головок позволяет улучшать мощностные и экономические показатели двигателей.
Чтобы одновременно использовать высокую теплопроводность алюминия и жаростойкость чугуна в дизелях с воздушным охлаждением, основание головки и патрубки, особенно выпускных каналов, изготовляют иногда из чугуна и заливают их алюминиевым сплавом. По сравнению с чугунными головками это улучшает теплоотвод и уменьшает возможную деформацию головки при ее нагреве и охлаждении. Однако для головок форсированных дизелей (работающих с большой тепловой напряженностью) рекомендуется применение алюминиевых сплавов.
При изготовлении головок из алюминиевых сплавов обязательно применяются вставные седла под клапаны. Они изготавливаются из высокопрочного жаростойкого чугуна, имеющего высокий коэффициент линейного расширения, из легированной или среднеуглеро-дистой стали и алюминиевой бронзы.
Для плотной и надежной посадки вставных седел в головку ее нагревают примерно до 170—200°С, а седла охлаждают иногда до температуры минус 80°С (в сухом льду). После такой сборки седла обвальцовывают еще путем уплотнения вокруг них материала головки. Необходимость этого вызывается тем, что наиболее горячим местом головки является перемычка между гнездами клапанов, нагревающаяся до 230— 260°С, а так как механическая прочность алюминиевых сплавов при нагреве заметно снижается, то плохая посадка вставного седла приводит к потере герметичности и выходу из строя всей головки. В нагретую головку запрессовывают и направляющие втулки для клапанов, которые изготовляют из чугуна, металлокерамики или бронзы. Такие втулки используют и в чугунных головках.
Вставки в алюминиевую головку двигателей воздушного охлаждения делают также для крепления свечи зажигания или форсунки, если последняя имеет резьбовое крепление, т. е. ввертывают непосредственно в тело головки. Такие вставки обычно выполняют в виде простых резьбовых переходных втулок (футорок) и ввертывают в предварительно нагретую головку.
Вставные седла под клапаны применяют и в чугунных головках, но их обычно ставят под выпускные клапаны, поскольку они работают в более тяжелых условиях (средняя температура нагрева достигает у них 800°С). Вставки в этих случаях изготовляют из жаропрочных материалов.
Плоскости стыка головки и блока цилиндров уплотняют с помощью стале-асбестовых или цельнометаллических прокладок, которые ставят сразу под всю головку. При затяжке шпилек крепления головки, например, правого блока цилиндров прокладка зажимается между верхней опорной плоскостью правого блока и привалочной плоскостью его головки.
С тале-асбестовые прокладки в настоящее время применяют в подавляющем большинстве двигателей автомобильного типа. Их основу составляет огнестойкий волокнистый минерал — асбест, приготовленный в виде тонкого листа (листовой асбест). Для придания прокладкам необходимой прочности их армируют тонким перфорированным стальным листом или сеткой из стальной проволоки. В последнем случае получают асбостальное полотно, из которого и вырубают прокладки головки блока. Прокладки делают с такими же внутренними и наружными контурами, какие имеются у привалочной плоскости блока цилиндров со сложным рисунком отверстий под камеры сгорания, шпильки крещения соединительные каналы рубашки охлаждения и т. д. Толщина прокладок в рабочем (сжатом) положении составляет примерно 1,5 мм.
По контуру камер сгорания и в местах с тонкими перемычками между цилиндрами стале-асбестовые и другие армированные прокладки окантовывают тонким сравнительно мягким стальным листом. Металлическая окантовка улучшает механические свойства прокладок и главное позволяет повышать местную плотность стыка вокруг камеры сгорания, что имеет важное значение для надежного уплотнения цилиндров. Чтобы предохранить прокладку от прогорания, ее окантованную кромку отводят от контура'внутренних стенок камеры сгорания примерно на 1—2 мм. В конструкциях с мокрыми гильзами с этой целью опорный фланец гильзы снабжают иногда специальным буртиком, который защищаетуплотнительную прокладку от воздействия открытого пламени и возможного ее прогорания.
Для уменьшения прилипаемости прокладок к привалочным плоскостям головки или цилиндров и последующего разрыва их при разборке двигателя поверхности прокладок обильно покрывают графитом. Ранее все асбестовые прокладки двигателей вообще полностью облицовывались тонкой листовой латунью (фольгой). В результате получались так называемые медно-асбестовые прокладки, выдерживавшие многократное употребление, но вследствие относительной их сложности и дороговизны в подавляющем большинстве случаев они заменяются теперь сравнительно простыми, дешевыми, хотя и менее надежными, армированными прокладками.
Цельнометаллические прокладки под головку блока изготовляют из листовых металлов — алюминия, меди или мягкой стали. Алюминиевые прокладки используют, например, на дизеле В-2. Они вырубаются из целого листа под всю головку ряда (блока цилиндров) так, чтобы перекрывался опорный фланец гильзы, который, в случаях использования мокрых гильз, обычно на 0,1— 0,2 мм возвышается над привалочной плоскостью блока цилиндров. Опорный фланец мокрой гильзы В-2 в зоне соприкосновения с прокладкой имеет ряд кольцевых уплотнительных канавок, а по внутренней кромке — буртик, предохраняющий алюминиевую прокладку от непосредственного воздействия открытого пламени.
Стальные прокладки под головку блока представляют собой набор нескольких, определенным образом спакетированных, тонких, относительно мягких листов. Такие прокладки применяют, в частности, на двухтактных дизелях Ярославского моторного завода.
Медные уплотнительные прокладки, изготовленные в виде тонких колец, ставят под чугунные головки цилиндров двигателей воздушного охлаждения. Алюминиевые головки в этих двигателях обычно устанавливают без прокладок.
Надежность уплотнения головки блока в любом случае зависит от правильной и равномерной ее затяжки при установке на цилиндры. Головку блока следует затягивать только на холодном двигателе в строго определенной последовательности и обязательно динамометрическим ключом, позволяющим контролировать величину приложенного усилия. Затяжку головки обычно начинают со средней ее зоны с постепенным переходом к периферийным зонам. Момент затяжки головок в карбюраторных двигателях жидкостного охлаждения составляет в среднем 7—12 кГ·м (≈70—120 н·м), а в дизелях достигает 20 кГ·м (≈200 н·м). При выборе последовательности и нужного момента затяжки в каждом отдельном случае следует руководствоваться инструкцией завода-изготовителя. Неправильная затяжка головки снижает или вовсе сводит на нет эффективность любых уплотнительных прокладок. Надо следить также за тем, чтобы под гайки шпилек (головки болтов) крепления алюминиевых головок обязательно подкладывались обычные стальные толстые шайбы, иначе гайки будут врезаться в мягкое тело головки и разрушать поверхность ее стенок. Чугунные головки крепят без применения шайб.
ДВС (Конструкция блока цилиндров, обзор)

В очередной раз шарясь по просторам рунета в поисках информации по ДВС для модели наткнулся на статью и не смог пройти мимо. Думаю многим будет интересна информация по тематике строения, технологии и материалов. Да простит меня автор.
Блок цилиндров – основная и самая дорогостоящая часть двигателя. Именно в блоке расположены отверстия цилиндров, в которых перемещаются поршни и происходят все процессы сгорания, в результате которых вырабатывается энергия. Блок цилиндров так же является основой двигателя, к которой крепятся все остальные детали. К блоку цилиндров также крепятся различные вспомогательные механизмы двигателя и других систем автомобиля. Например, электрический генератор, насос системы гидроусилителя рулевого управления и компрессор кондиционера. К блоку цилиндров крепится картер сцепления или корпус гидротрансформатора автоматической коробки передач. В самом блоке цилиндров расположен коленчатый вал и другие детали кривошипно-шатунного механизма. В старых конструкциях двигателя, некоторые из них выпускаются и в настоящее время (в основном в Америке), в блоке цилиндров располагался и распределительный вал, а когда-то, совсем давно, и сами клапаны, вместе с клапанными механизмами, тоже располагались в блоке цилиндров. В таких, так называемых нижнееклапанных двигателях головка блока цилиндров была просто крышкой с единственными отверстиями для установки свечей зажигания.
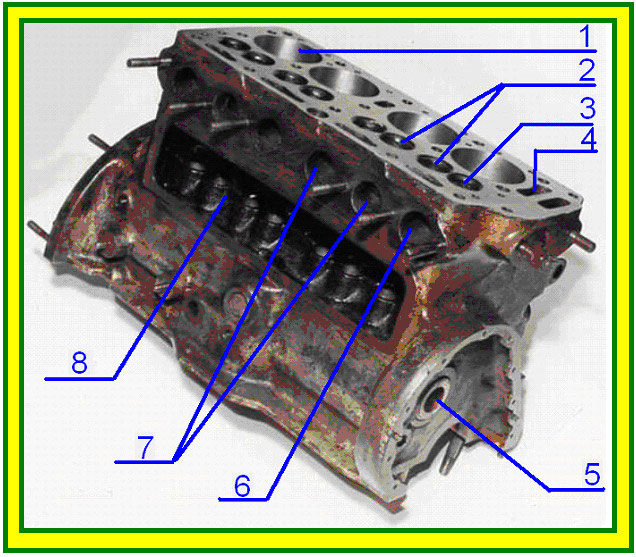
1 Отверстие цилиндра
2 Сёдла впускных клапанов
3 Сёдла выпускных клапанов
4 Канал рубашки охлаждения
5 Отверстие для установки распределительного вала
6 Выпускной канал
7 Впускные каналы
8 Полость для установки клапанов и клапанных механизмов
Блок цилиндров нижнееклапанного двигателя легкового автомобиля Мерседес 30-х годов.
Не стоит думать, что это совсем древность, подобные нижнеклапанные двигатели выпускались в нашей стране до 90-х годов. Ранее они устанавливались на автомобили ГАЗ-51 и ГАЗ-52, а позднее они устанавливались на различные погрузчики и другие строительные машины.
Но в современных конструкциях распределительный вал (валы), клапаны, впускные и выпускные каналы расположены в головке блока цилиндров. Сверху блок цилиндров закрывается мощной головкой блока цилиндров, а снизу блок цилиндров закрывается поддоном системы смазки.
Конструкция блока цилиндров
Блок цилиндров большинства двигателей отливается из серого легированного чугуна и далее подвергается механической обработке. В таком случае рабочей поверхностью зеркала цилиндра является чугун отливки. Отверстие цилиндра растачивается под установленный размер, а после окончательной механической обработки поверхность стенок имеет микроструктуру, позволяющую удерживать необходимое количество масла. Чугун, особенно легированный, обладает необходимой прочностью и низким коэффициентом трения в паре материалов «чугун – чугун» или «сталь – чугун», из которых изготавливаются поршневые кольца, и в паре материалов «алюминий – чугун» из которого изготавливаются поршни. При этом чугунные стенки цилиндров обладают высокой износостойкостью. Но иногда даже в чугунные блоки цилиндров, для увеличения износостойкости запрессовываются тонкостенные сухие гильзы из более износостойкого легированного чугуна.
Недостатком чугуна при производстве блока цилиндров является его большой удельный вес. Для улучшения динамики автомобиля конструкторы всеми силами стараются уменьшить вес всех компонентов автомобиля, включая двигатель. Поэтому блок цилиндров двигателя многих современных автомобилей отливается из алюминиевого сплава. Алюминий, кроме малого веса не имеет никаких преимуществ перед чугуном, но при этом появляются новые трудности. Алюминиевые сплавы гораздо мягче чугуна, поэтому для обеспечения необходимой жёсткости блока приходится делать более толстыми несущие стенки блока и делать сложную систему рёбер жёсткости. Алюминий имеет более высокий коэффициент температурного расширения, поэтому приходится более строго контролировать зазоры между различными деталями двигателя. Поршни всех современных двигателей, для облегчения веса, изготавливаются чаще всего из алюминиевых сплавов. Но коэффициент трения в паре материалов «алюминий – алюминий» очень большой и алюминий обладает низкой износостойкостью. Поэтому поверхность цилиндров должна быть изготовлена не из алюминия, а из другого материала. В алюминиевых блоках тонкостенные чугунные гильзы из износостойкого чугуна вплавляются в алюминиевую отливку при изготовлении отливки блока. Но стенки цилиндров самых современных двигателей с алюминиевым блоком при помощи современных технологий могут быть покрыты гальваническим способом специальным износостойким металлом. Или при помощи самых современных технологий осуществляется поверхностное упрочнение стенок цилиндров. При отливке блока цилиндров специальные технологии повышают концентрацию кремния в поверхностном слое стенок цилиндров, далее при помощи химических реакций из поверхностного слоя стенок цилиндров удаляется алюминий. В результате этого упрочнения износостойкость стенок цилиндров превышает по этому показателю цилиндры, изготовленные из чугуна. Но в этом случае, для снижения коэффициента трения между алюминиевым блоком цилиндров и алюминиевыми поршнями, поршни покрываются тонким слоем железа. Отсутствие чугунных гильз значительно уменьшается вес блока цилиндров.
Иногда в блок цилиндров вставляются съёмные гильзы, которые герметизируются в блоке цилиндров при помощи медных или резиновых прокладок. Съёмные гильзы имеют преимущество в том, что после предельного износа их можно заменить новыми, изготовленными или отремонтированными (расточенными под ремонтный размер) с высокой точностью в заводских условиях. Применение съёмных гильз упрощает ремонта двигателя. Но в последнее время такие гильзы применяются довольно редко, поскольку блоки цилиндров со вставными гильзами имеют некоторые, присущие им недостатки. При перегреве двигателя происходит разгерметизация посадки гильзы в блоке, в результате которой происходит утечка охлаждающей жидкости.
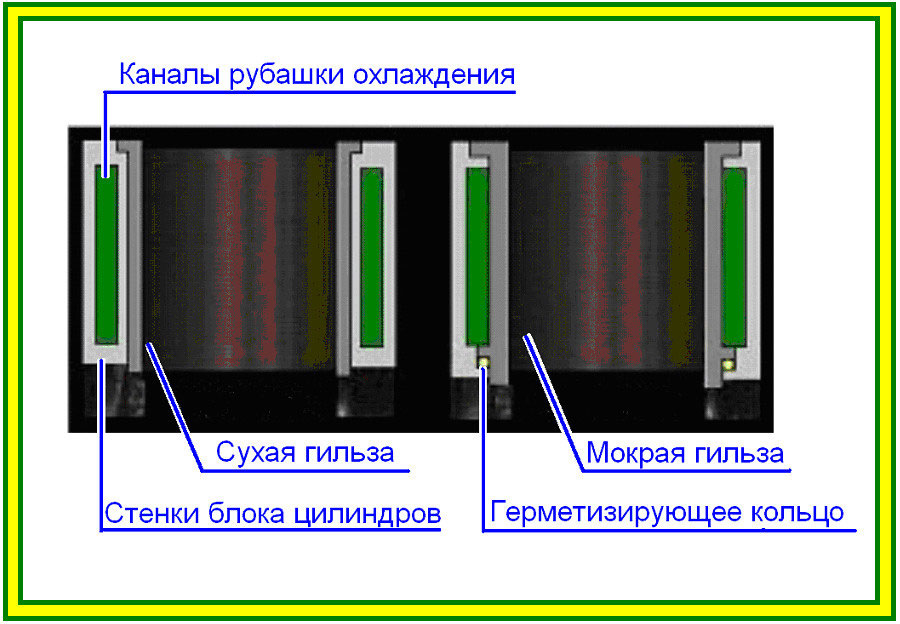
Гильзы, непосредственно омываемые охлаждающей жидкостью, называются мокрыми. Гильзы, запрессованные в материал отливки блока, и не соприкасающиеся непосредственно с охлаждающей жидкостью называются сухими.
Во время отливки в блоке цилиндров изготавливаются каналы для прохода охлаждающей жидкости, омывающей гильзы цилиндров. Система таких каналов называется рубашкой охлаждения. Так же в блоке цилиндров методом сверления делаются масляные каналы, чаще называемые масляными магистралями, по которым масло от насоса системы смазки поступает ко всем трущимся деталям двигателя. Выходные отверстия сверлений масляных магистралей на наружной поверхности блока цилиндров имеют резьбовые заглушки или герметизируются другими способами.
При конструировании и изготовлении блока цилиндров конструкторам и технологам приходится постоянно находить компромисс между прочностью и весом блока цилиндров. Для снижения веса, без уменьшения прочности блок часто имеет множество рёбер жёсткости, особенно этим отличаются блоки цилиндров японских автомобилей.
Во время работы двигателя блок цилиндров подвергается значительным температурным и механическим нагрузкам. Давление расширяющихся рабочих газов давит на поршень и верхнюю стенку камеры сгорания, расположенную в головке блока цилиндров. От головки блока цилиндров, через элементы её крепления (болты или шпильки) усилие передаётся на блок цилиндров. А усилие от поршня, через детали кривошипно-шатунного механизма и постели подшипников коленчатого вала передаются на блок цилиндров с другой стороны. В результате воздействия этих противоположно направленных сил в блоке цилиндров возникают большие растягивающие напряжения. Блок цилиндров также испытывает изгибающие усилия.
Блок, не обладающий необходимой прочностью, не только деформируется сам, но и деформирует такие дорогие детали двигателя как коленчатый или распределительный валы.
Основной неисправностью блока цилиндров является износ стенок цилиндров, вызванный продолжительной эксплуатацией двигателя, то есть большим пробегом автомобиля.
Капитальный ремонт двигателей легковых автомобилей с расточкой и последующей хонинговкой цилиндров сейчас массово не производится. Хотя все отечественные заводы выпускают в запасные части поршни и поршневые кольца трёх ремонтных размеров, что позволяет приводить расточку отверстий цилиндров несколько раз.
Причин тут много и экономических, и технических и, особенно организационных. Если бы у нас, как во многих странах мира, в учётных документах на автомобиль заносился только VIN-код автомобиля, без указания номера двигателя, то, вполне возможно, появилась организационная возможность и экономическая целесообразность, создания высокотехнологичных предприятий по капитальному ремонту двигателей отечественных автомобилей. Возможно, это не очень выгодно автопрому, но, вполне вероятно было бы выгодно массе потребителей.
Номер двигателя выбивается на поверхности блока цилиндров.
У американцев капитальный ремонт их огромных двигателей V8 или V10 широко развит. Для этого у них существуют специальные авторемонтные заводы с дорогими точными станками, точным мерительным инструментом и квалифицированным персоналом. Причём довольно часто на капитально отремонтированный двигатель даётся гарантия, превышающая гарантию на новый двигатель того же производителя.
Капитальный ремонт двигателей массовых легковых автомобилей в Европе, также как и в нашей стране массово отсутствует. Большая конкуренция на автомобильном рынке и высокая надёжность современных двигателей, привели к тому, что стало легче заменить весь автомобиль, чем ремонтировать двигатель. Если с Европой всё ясно, то насколько верна эта политика в нашей стране, для меня, точного ответа нет.
Но капитальный ремонт двигателей грузовых автомобилей, сельскохозяйственных и дорогих строительных машин производится, поскольку это экономически оправдано. Новый двигатель импортного бульдозера или экскаватора может стоить так дорого, что оправдывает капитальный ремонт любой сложности и стоимости.
Также возникает потребность в капитальном ремонте двигателя с гильзовкой, расточкой, хонинговкой и фрезеровкой поверхности головки блока цилиндров при реставрации старинных и уникальных автомобилей.
Выполнить капитальный ремонт с механической обработкой блока цилиндров и некоторых других основных деталей двигателя, например, коленчатого вала или головки блока цилиндров, в условиях небольших и даже средних сервисных предприятий с необходимым качеством практически невозможно. Гарантированное качество капитального ремонта двигателя можно обеспечить только в условиях узко специализированного на такие виды ремонта предприятиях, укомплектованные точными специализированными станками, мерительным инструментом и квалифицированными кадрами.
В наших условиях, особенно при капитальном ремонте двигателя на небольших сервисных предприятиях, когда механическая обработка блока цилиндров и коленчатого вала производится в сторонних организациях, срок службы капитально отремонтированного двигателя не превышает одной трети от ресурса нового двигателя. Поэтому, с учётом стоимости ремонта и вероятной стоимости каждой тысячи километров пробега отремонтированного двигателя, возможно, дешевле купить новый двигатель. Разумеется, если автомобиль не готовится к продаже.
Крышки коренных подшипников коленчатого вала
Ранее указывалось, что блок цилиндров является основой сборки двигателя. Внутри блока цилиндров расположены кривошипно-шатунный и газораспределительный механизмы, впрочем, газораспределительный механизм современного двигателя почти полностью расположен в головке блока цилиндров, а снаружи к блоку цилиндров крепятся различные вспомогательные механизмы. Но что объединяет все эти компоненты двигателя – их, в случае выявленной неисправности, во время ремонта можно заменить. Но в блоке цилиндров есть детали, которые ни при каких условиях заменять нельзя – это крышки коренных подшипников коленчатого вала. На заводе-изготовителе окончательная механическая обработка отверстий подшипников коленчатого вала производится за один проход режущего инструмента при установленных крышках коренных подшипников. Зазор и соосность в коренном подшипнике устанавливается с высокой точностью, поэтому никогда, ни при каких условиях не допускается установка на блок цилиндров крышек коренных подшипников от другого блока цилиндров. Также не допускается перестановка местами крышек одного блока, или установка крышек в другом направлении.
Условно крышки коренных подшипников можно разделить на три группы. К первой можно отнести индивидуальные крышки коренных подшипников. В этом случае каждый коренной подшипник имеет свою индивидуальную крышку. Например, стандартный рядный четырёхцилиндровый двигатель имеет пять коренных подшипников и каждый коренной подшипник имеет свою индивидуальную крышку. Большая часть автомобильных двигателей, и не только рядных четырёхцилиндровых, устроена именно по такому принципу.
Читайте также: