Из какого металла сделаны гильзы двигателя
Обновлено: 28.09.2024
Износ гильз, зависящий от твердости поверхности зеркала цилиндра, повышается с уменьшением твердости. Так, например, гильзы твердостью ИВ 140—160 изнашиваются в 2 раза быстрее, чем гильзы с твердостью ИВ 220—250 (при твердости поршневых колец ИВ 230—260).
Для повышения износостойкости зеркало цилиндров покрывают тонким слоем пористого хрома (толщиной 0,05—0,08 мм). Надежное покрытие слоем пористого хрома достигается при диаметре цилиндра до 2Е0 мм.
Стальные гильзы устанавливаются только на двигателях большой мощности (Д-12). Зеркало цилиндра отличается повышенной износостойкостью, так как внутреннюю поверхность гильзы азотируют. Твердый азотированный слой хорошо сопротивляется истиранию и обладает значительной коррозионной стойкостью при высокой температуре. При атом срок службы чугунных поршневых колец увеличивается, так как коэффициент трения колец по азотированной поверхности невелик.
Большое влияние на износ гильз и поршневых колец оказывает чистота обработки их поверхностей (0,35—0,45 мкм). Нанесение слоя пористого хрома на верхнее поршневое кольцо и указанная выше чистота обработки внутренней поверхности гильзы способствуют повышению износостойкости гильз и колец.
Долговечность гильз может быть увеличена следующим образом: 1) установкой в системе охлаждения термостата — в этом случае износ гильз сокращается в среднем в 2 раза; 2) применением вентиляции картера для удаления газов, проникающих в него из цилиндров; 3) использованием бумажных фильтров тонкой очистки; 4) применением двухступенчатой очистки воздуха; 5) установкой перед радиатором жалюзи, управляемых отдельным термостатом.
Надежность автомобиля
Требования к материалу для гильз цилиндров
Чугун как конструкционный материал в автомобилестроении имеет широкое применение: на долю чугунных деталей в современном автомобиле приходится 8,2 %, что находится на уровне с количеством резинотехнических изделий 8,25 % и в процентном отношении уступает лишь стальным деталям (30,9 %) и листовому металлу (29,3%). Это делает объективными задачи по повышению долговечности чугунных деталей, в том числе и гильз цилиндров двигателей.
Факторы, действующие на износ деталей ЦПГ
Многообразие факторов, действующих на изнашивание деталей ЦПГ, и гильз цилиндров в частности, можно условно разделить на металлургические, конструкционные, технологические и эксплуатационные. Ведущими из них необходимо признать металлургические и технологические по той причине, что физическая природа сплавов, их свойства и структура ответственны за величину, и темп износа пары трения при всех остальных изменяющихся параметрах.
Требования к чугунам
Из множества требований, предъявляемых к чугунам, применяющимся для деталей, работающих в условиях трения при повышенных температурах, можно выделить следующие: высокое сопротивление металлической основы пластическим деформациям, оптимальное распределение, форма и количество включений графита, способность сохранять прочность и твёрдость при рабочих температурах, достаточно высокая коррозионная и эрозионная стойкость, хорошее сопротивление схватыванию и способность к самозалечиванию различных дефектов, образовавшихся на поверхности трения. Всё это определяет способность чугунных деталей сопротивляться изнашиванию. Материал гильз цилиндров должен иметь достаточно высокую теплопроводность, обеспечивающую возможность создания оптимального теплового режима работающих в паре с ним деталей. Рабочая поверхность гильзы должна иметь высокие трибологические качества, стабильную шероховатость, высокую стабильность формы и стойкость к вибрациям под воздействием нагрузок, возникающих при работе двигателя. Наряду с высокой износостойкостью чугун, как конструкционный материал, должен обладать хорошей обрабатываемостью резанием, технологичностью и иметь невысокую стоимость.
В практике автомобильного двигателестроения выполнение этих, иногда противоречивых требований, достигается за счёт выбора материала, подбора оптимального соотношения легирующих компонентов, варьирования параметров технологических режимов отливки заготовок, вариантов окончательной обработки гильз цилиндров и упрочнения их рабочей поверхности.
Материал для изготовления гильз блока цилиндров
Чугун как основной материал для изготовления гильз блока цилиндров
Сегодня принято использовать для производства гильз цилиндров заготовки из чугуна. Этот материал для производства гильз блока цилиндров отвечает всем современным требованиям к деталям для автомобильного двигателя. Серый чугун хорошо себя зарекомендовал в показателях прочности, надежности и износостойкости. Существует 4 основные сплавы гильзы цилиндра из чугуна. Детально смотрите таблицу, приведенную в конце статьи.

Материал для изготовления гильз блока цилиндров из нелегированного чугуна плохо подходит для достаточно долгой работы двигателя, особенно если это проходит в трудных условиях эксплуатирования. В такой ситуации происходит сильное трение и воздействие высокой температуры на внешнюю стенку детали гильзы цилиндра и седло клапана. Чтобы повысить износостойкость к гильзе из чугуна присоединяют нирезистовые термовставки. Их производят из чугуна, сильнолегированного большим объемом никеля (Ni). Это приводит к возрастанию показателей износостойкости деталей гильзы цилиндров, но существует ряд обстоятельств, из-за которых ограничивают использование такого способа, а именно: 1) термовставки можно использовать только вверху гильзы цилиндров из чугуна; 2) он нетехнологичный при металлообработке; 3) применение чугуна для детали гильзы цилиндра с большим содержимым Ni во многих случаях неэкономично. Поэтому наша компания отказалась от применения термовставок. Теперь мы изготавливаем гильзы цилиндров из фосфористого высоколегированного чугуна по низким ценам.
Гильзы из фосфористого чугуна различаются большим (0,4–1,5%) содержимым фосфора. Наши лабораторные исследования и большой опыт показывают, что высокая износостойкость характерна для гильз, сделанных из фосфористого чугуна. Наши лабораторные испытания показали как влияет различные добавки к сплаву чугуна на его износостойкость.
— при легировании материала для изготовления гильз блока цилиндров из чугуна его металлическая матрица становится прочнее, а деформация детали гильзы цилиндра в процессе трения становится меньше;
— эластичность и прочность деталей также зависит от свойств его металлического основания;
— поэтому добавление графита как бы служит характерным индикатором легированого чугуна, с его помощью мы делаем выводы о годности к эксплуатации;
— увеличивает надёжность работы детали гильзы цилиндра легирование материала для изготовления гильз блока цилиндров из чугуна такими элементами как: Cr, Cu, Р, Ni, C, Si, Mn, S, Ti, V в приемлемом соответствии с другими элементами.
Все эти действия создают дополнительные защитные слоя на поверхности детали гильзы блока цилиндра в результате трения. Комбинируя все эти методы мы достигли высокого качества нашей продукции, которая соответствует всем современным требованиям и стандартам. Также хотим отметить, что проведенные нами опыты показывают, что прочность, эластичность, и свойства деформации материала для изготовления гильз блока цилиндров из серого чугуна, значительно не различаются, а то и наоборот, превосходят оригинальную продукцию фирм производителей.
Гильзы цилиндров

Создание максимально легкого и мощного двигателя — первоочередная задача для инженеров всех автомобильных компаний, которую они с тем или иным успехом пытаются решить уже более ста лет. Настоящей революцией стало появление двигателей, полностью сделанных из алюминия. Однако применение этого материала поставило перед разработчиками новую задачу — как создать в алюминиевом блоке прочные цилиндры? Самым удачным решением стало применение гильз, активно применявшихся при создании двигателей для мотоциклов, у которых нет общего блока цилиндров.
Виды гильз и требования, которые к ним предъявляются
Гильза должна быть очень прочной и тугоплавкой, ведь в случае с алюминиевым блоком он играет лишь роль корпуса, в котором она держится. Противостоять теплу, давлению и износу ей приходится самостоятельно. Поэтому гильзы должны обладать высокой износостойкостью, высокой антикоррозийной устойчивостью, жаростойкостью и прочностью. В зависимости от конструкции двигателя гильзы делятся на «мокрые» и «сухие». суть этого термина напрямую связана с особенностями системы водяного охлаждения двигателя.
"Мокрые" гильзы получили наибольшее распространение, так как отлично решают задачу отвода тепла
«Мокрые» гильзы
«Мокрыми» называются гильзы, наружная поверхность которых омывается охлаждающей жидкостью, циркулирующей в системе каналов, пронизывающих толщу блока цилиндров. Эта система называемой «водяной рубашкой» и служит для равномерного отвода тепла от блока цилиндров. В районе установки гильз охлаждающая жидкость "выходит на поверхность", чтобы напрямую омывать стенки гильзы. Поэтому такой тип гильз и называется мокрым. Блок цилиндров с «мокрыми» гильзами обеспечивает лучший отвод тепла, поэтому «мокрые» гильзы получили очень широкое распространение. Они применяются на легковых автомобилях Volvo, Renault, ГАЗ-24, Москвич и других.
Уплотнение между гильзой и блоком достигается путем установки медной прокладки между отлитым буртом гильзы и плоскостью блока
Ремонт двигателей, оснащенных «мокрыми» гильзами, крайне прост — в блок устанавливается новые пары гильза-поршень, не требующие доработки. Для капремонта даже нет необходимости снимать двигатель, и он может быть выполнен даже в полевых условиях.
«Сухие» гильзы
«Сухие» гильзы запрессованы в тело цилиндра и не имеют прямого контакта с охлаждающей жидкостью. Некоторые производители предпочитают делать алюминиевые блоки с не сменными гильзами методом литья. В этом случае гильзы укрепляются в форме для отливки, которая позже заполняется расплавленным алюминием. Созданные таким образом блоки цилиндров по жесткости от обычных чугунных не отличаются. При необходимости ремонта гильзы растачиваются и хонингуются, как обычные цилиндры. Такую технологию используют для производства двигателей Volkswagen, Land Rover, Honda, Audi, Volvo и ряда других.
"Сухие" гильзы хуже отводят тепло, но их применение позволяет придать блоку цилиндров монолитную жесткость
Применение гильз снимает ограничение с количества капремонтов, которые способен выдержать блок. Теоретически этом можно делать неограниченное количество раз, хотя на деле это никому не нужно, так как кузов автомобиля, к сожалению, не вечен. Так, для обычного блока без гильз допустимо не более 3-4 предусмотренных изготовителем калибров ремонтных поршней. Это ограничивает количество возможных ремонтов. Когда же выполнен последний ремонт и цилиндр больше не подлежит расточке, то «выручают» гильзы, запрессовка которых вновь поднимает ресурс блока на несколько ремонтов.
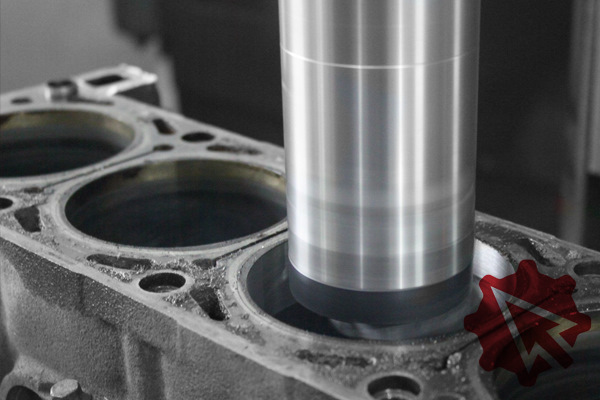
Установка гильзы в цилиндр
Внутренняя поверхность цилиндра растачивается и тщательно шлифуется перед запрессовкой, такой же обработке подвергают и наружную поверхность гильзы для плотности посадки в цилиндр. Затем гильзы, имеющие, как правило, упорную кромку в верхней части, запрессовываются в расточенный цилиндр с натягом 0.03-0.04 мм.
«Мокрые» гильзы полностью "готовы к употреблению". После запрессовки в блок цилиндров внутреннюю поверхность обрабатывать не нужно, на ней уже есть хон. Сухие гильзы, как правило, нужно растачивать после установки.
Гильзы растачивают и хонингуют строго под определенную группу поршней. Каждый поршень замеряется, и по его замерам идет расточка гильзы. После такой подгонки поршень маркируется по цилиндру и не подлежит установке в другие цилиндры. Кстати, при капремонте гильзованного двигателя рекомендуется покупать так называемые "ПОНы", подобранные в заводских условиях комплекты из гильз, цилиндров и пальцев.
Как исключение можно упомянуть японскую компанию Isuzu, выпускающую двигатели, где в блоке установлены стальные тонкостенные гильзы с покрытием из пористого хрома, не требующие механической обработки.
В двигателях Isuzu гильзы устанавливаются в блок без натяга и удерживаются в теле за счет прижима притянутой болтами установленной поверх головки блока цилиндров.
Гильзы в двигателях с воздушным охлаждением
Для двигателей воздушного охлаждения гильзы цилиндров выполнены по образу мотоциклетных, с ребрами охлаждения. Так как цилиндры должны охлаждаться потоком воздуха, из них нельзя сформировать блок и они устанавливаются на двигатель в виде отдельных деталей.
Гильзы крепятся к картеру (через медные прокладки) посредством невысоких шпилек через специальный опорный фланец или же посредством анкерных шпилек, проходящих сквозь всю головку цилиндров. Головка устанавливается на эти шпильки и затягивается в обычном порядке, прижимая тем самым цилиндры к картеру и обеспечивая герметизацию.
Мотоциклетные двигатели с воздушным охлаждением и стали "донором", давшим миру автомобильные гильзованные двигатели
Для двигателей с воздушным охлаждением гильзы цилиндров изготавливаются либо из одного вида металла (монометаллические), либо из двух металлов (биметаллические).
Монометаллические цилиндры воздушного охлаждения выполняют в основном из чугуна, иногда из стали или из легких сплавов.
Биметаллические цилиндры также выполнены из чугуна или стали, а поверх корпуса отлиты алюминиевые ребра.
Недостатки блоков с гильзами воздушного охлаждения
Двигатели с гильзами воздушного охлаждения очень восприимчивы к температурному режиму и при перегреве «страдают» отпусканием резьбы шпилек крепления цилиндров в алюминиевом блоке. Это ведет к вытягиванию шпильки и разрушению резьбы, что ослабляет затяжку гильзы и вызывает разгерметизацию и потерю компрессии. Попытка подтяжки соединения заканчивается полным выходом посадочной резьбы шпильки из тела картера и последующим ремонтом. Иными словами, допускать перегрева алюминиевого двигателя не стоит ни при каких обстоятельствах.
Мат.часть мокрые и сухие гильзы

«Мокрые» гильзы. Конструкцией двигателя с водяным охлаждением предусмотрена полость в картере двигателя, так называемая «рубашка охлаждения». Гильза, соприкасающаяся свой поверхностью с охлаждающей жидкостью находящейся в «рубашке охлаждения» называется «Мокрой». «Мокрые» гильзы цилиндров обеспечивают лучший отвод тепла, но картер двигателя с такими гильзами обладает меньшей жесткостью. Большое распространение эти гильзы получили на грузовых и тракторных двигателях в силу своей высокой ремонтопригодности.
Как правило, выпускаемые производителями «мокрые» гильзы не требуют перед установкой, какой либо доработки. Изношенные «мокрые» гильзы в большинстве случаев не ремонтируют, а заменяют новыми без снятия двигателя с шасси. Для предотвращения прорыва газов в охлаждающую жидкость и просачивания этой жидкости в цилиндр и картер двигателя «мокрые» гильзы комплектуются уплотнительными прокладками. Внутренняя поверхность гильз тщательно обрабатывается (хонингуется)для того что бы обеспечить наличие требуемой масляной пленки для смазки поршневых колец.
Гильзы, не имеющие соприкосновения с охлаждающей жидкостью, называются «сухими» гильзами. Конструкцией некоторых двигателей предусмотрена заливка при изготовлении в блок картер гильз изготовленных из износостойкого материала, создавая тем самым оптимальные условия для работы цилиндро поршневой группы. Например, некоторые модели двигатели HONDA, Lend Rover, Volkswagen, AUDI, VOLVO и многих других производителей имеют алюминиевый блок цилиндров (для уменьшения веса силового агрегата) и залитые в него «сухие» гильзы (для увеличения ресурса и повышения ремонтопригодности).
Но самое широкое распространение «сухие» гильзы получили в сфере капитального ремонта двигателя. Не «загильзованный» блок цилиндров современного двигателя имеет несколько, предусмотренных технологией, расточек с последующей установкой в него ремонтных поршней. Установка «сухих» гильз позволяет не менять блок двигателя даже после износа цилиндра расточенного в последний ремонтный размер .
Производители гильз выпускают так называемые, заготовки гильз, то есть гильзы имеющие запас по длине и внешнему диаметру, которые после токарной обработки запрессовываются с натягом в блок цилиндров. Такие гильзы как правило не имеют обработки внутренней поверхности. Они растачиваются и хонингуются только после установки гильзы в блок цилиндров. Поверхность блока цилиндров под установку тоже повергается тщательной обработке: расточке и в некоторых случаях хонингованию. Гильза с упором устанавливается в блок под давлением, с натягом (в среднем 0,03-0,04 мм), для гильз, не имеющих упора натяг больше. Наружная поверхность «сухих» ремонтных гильз, как правило, подвергается шлифовке, для увеличения плотности прилегания к блоку цилиндров.
Гильзы могут фиксироваться при установке верхним буртом, нижним буртом или вообще могут устанавливаться без упора.
Некоторые японские производители, например ISUZU, изготавливают двигатели с тонкостенными стальными гильзами, имеющими покрытие из пористого хрома железом. Такие гильзы не подвергаются механической обработке и устанавливаются в блок цилиндров без натяга, с небольшим усилием и удерживаются в блоке за счет прижатия широкого бурта гильзы головкой блока. Блок картер с сухими гильзами имеет повышенную жесткость по сравнению с блоком, с установленными «мокрыми» гильзами.
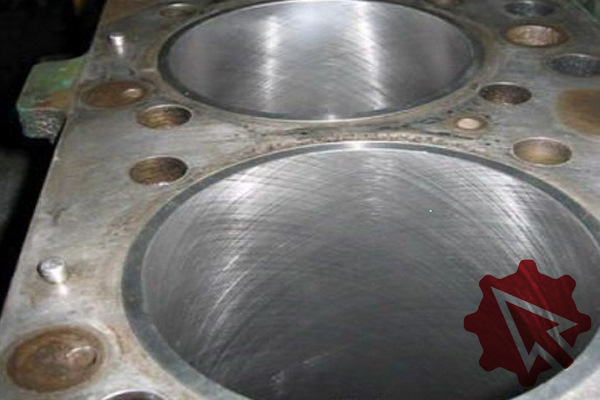
Гильзовка блока цилиндров

Гильзовка блока цилиндров — Ремонт гильзы цилиндра называют «гильзованиеМ». Ремонт гильзы цилиндра производится либо по рекомендации производителя в определенные сроки (пробег), либо в случае износа цилиндров. Здесь учитываются и марка блока и модель двигателя, и, соответственно, износ цилиндра.
Техническая операция выполняется на специализированном оборудовании, которое вряд ли у вас завалялось в гараже. Услуга редкая даже в крупных города. Найти адекватного специалиста крайне сложно, а так же получить стабильно приемлемый результат по скорости работ и качеству оказанных услуг.

Гильзы над местом будущей установки
Гильза в переводе с немецкого языка – оболочка. В нашем случае гильза блока цилиндров – это съёмная металлическая труба в блоке цилиндров. В ней перемещается поршень двигателя. Кстати она же определяет рабочий объём цилиндра двигателя.
В современном автомобиле применяется два типа гильз:
«мокрые» гильзы – наиболее ремонтопригодные гильзы. Гильзы конструктивно взаимодействуют внешней стороной с охлаждающей жидкостью двигателя. Комплектуются уплотнительными прокладками, исключающими попадание жидкости или наоборот газов в охлаждающую жидкость.
«сухие» гильзы – этот тип гильз вмонтирован непосредственно в сам блок цилиндров при изготовлении
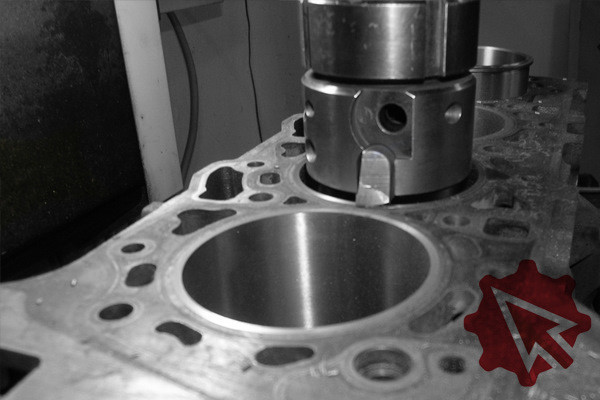
Установленные в блок гильзы
Типичными требованиями, которые предъявляются к эксплуатационным свойствам гильз цилиндров, являются: актикоррозийная устойчивость, высокая износостойкость металла, прочность. Надёжность уплотнений ремонтных гильз при гильзовании блока цилиндров должна обеспечиваться высокая надёжность уплотнений в месте стыка гильзы и блока.
К ремонтным гильзам предъявляются определенные требования, о которых должны знать не только специалисты, но и мы, автолюбители. Особенно, если приобретаем их самостоятельно.
Технология ремонта гильз цилиндра отличается в зависимости от типа гильз. «Мокрые» гильзы более просты для ремонтных операций. Их замена производится вручную.Начнем с того, что уточним – ремонт гильз цилиндров не обязательно должен проводиться с заменой всех гильз. Для этого существует диагностика гильз цилиндров при помощи нутромера, после которой и принимается решение о замене гильз.
С «сухими» гильзами процесс замены более сложен, и требует применения оборудования и участия специалистов.
Технология гильзования цилиндров блока, практически подходит для ремонта любого двигателя. Блоки цилиндров из чугуна гильзуются чугунными втулками, изготовленными из легированного чугуна. Для алюминиевых блоков применяются гильзы из сплава алюминия с содержанием присадок для разных видов покрытия поверхности цилиндров.
ТЕХНОЛОГИЯ ГИЛЬЗОВКИ БЛОКА ЦИЛИНДРОВ
В первую очередь производится расточка цилиндров. Процедура важная, так как здесь должна быть соблюдена правильная геометрия гнёзд под гильзы. Эллипс гнезда впоследствии передастся гильзе, что повлечет за собой неправильную работу поршня и… остальные вытекающие последствии.
После расточки под необходимый ремонтный размер, производится хонинговка гнёзд для точности поверхности. И, переходим к непосредственно процедуре гильзования блока цилиндров.
Гильзовка «сухих» гильз
Метод горячего гильзования имеет в основе своей учёт разницы температур блока и втулки. Блок нагревают до температуры 1500, затем в гнездо вставляется охлаждённая в жидком азоте гильза.
Предварительно гильза обрабатывается спецсоставом для того, чтобы избавить её от водяного конденсата при монтаже. Метод горячего гильзования считается наиболее качественным, т.к достигается наиболее оптимальный натяг в соединении материалов.
В случаях, когда цилиндры выполнены из галникала, они не поддаются предварительной расточке. Тогда гильзование алюминиевых втулок производится методом запрессовки.
1. Нагрев блока
2. Охлаждение втулки в азоте
3. Нанесение в отверстие гнезда герметика
4. Установка гильзы в блок.
Таким вот образом производится один из видов капитального ремонта двигателя – гильзование цилиндров блока. При грамотном выполнении этой операции, и при соблюдении всех рекомендуемых параметров, отремонтированный двигатель проходит еще не одну сотню километров.
P.S. Если конечно вы следите за маслом, вовремя меняете расходники, не гоняете не перестовая ну и конечно пользуетесь только качественными комплектующими и маслом! Подобрать только качественные запчасти вы всегда можете в нашей сети! Мы не продаем то в чем не уверены!
Типы материалов применяемых для гильз цилиндров
В настоящее время широкое применение для гильз цилиндров двигателей автомобилей получил серый чугун. Он в достаточной степени соответствует требованиям к данной детали.
Соотношение основных и легирующих элементов для различных цилиндров приводятся в широком количественном интервале. Серый чугун, применяемый для гильз цилиндров, по химическому составу можно условно разделить на четыре основные группы (табл.). Условность классификации заключается в том, что нельзя точно определить границы для каждой группы чугунов по содержанию элементов. Основное их отличие состоит в особенностях микроструктуры чугуна.
Гильзы из нелегированного чугуна
Гильзы из нелегированного чугуна не обеспечивают необходимой долговечности двигателей, особенно при их работе в тяжёлых условиях эксплуатации, когда усиливается процесс абразивного износа или увеличивается тепловое воздействие на поверхность трения. Для повышения их износостойкости в гильзы вставляют нирезистовые вставки, которые изготавливают из аустенитного чугуна, легированного большим количеством никеля (Ni). Хотя это и приводит к некоторому увеличению износостойкости деталей ЦПГ, однако существует ряд факторов, которые ограничивают их применение: этот материал может быть использован только для вставок в верхнюю часть цилиндров, он нетехнологичен при обработке, кроме того, использование чугунов с высоким содержанием Ni во многих случаях нецелесообразно и экономически. Поэтому, в последнее время конструкторы и исследователи отказываются от практики применения нирезистовых вставок, предпочитая сплошной материал тела гильзы.
Фосфористые чугуны отличаются повышенным (0,3–1,0 %) содержанием фосфора (P) и имеют в структуре разорванную (при 0,3–0,6 % P) или замкнутую (при 0,6–1,0 % P) сетку фосфидной эвтектики. Содержание легирующих элементов в этих чугунах такое же, как и в аналогичных низкофосфористых чугунах.
Таблица
Марка двигателя (чугуна),страна
Химический состав чугунов , используемых для изготовления гильз цилиндров автомобильных двигателей.
Между тем, лабораторные испытания и производственная практика показывают, что наибольшей износостойкостью обладают гильзы, полученные из легированного серого чугуна.
Влияние химического состава и микроструктуры на механические свойства чугуна обстоятельно исследовано и на основе этого сложились определённые взгляды: при легировании и модифицировании чугунов их металлическая матрица упрочняется и меньше пластически деформируется при трении; антифрикционные и прочностные свойства чугуна зависят от строения металлической основы и графита; графит является своеобразным индикатором микростроения чугуна и позволяет судить о его пригодности для определённых условий трения. Однако, что касается влияния этих параметров на изнашивание чугуна, то здесь единой точки зрения нет.
Для качества легированных чугунов, кроме методов плавки, также важны точное (при помощи средств автоматизации) выдерживание режимов и строгий контроль химического состава шихты и жидкого металла. Именно их сочетание, а также модифицирование дают возможность получать различные марки чугунов с заданными свойствами из одного базового.
Следует заметить, что по химическому составу материал гильз цилиндров двигателей СНГ и чугуны, используемые специализированными зарубежными фирмами, различаются незначительно.
На рис. приведены величины износа ряда чугунов при различных нагрузках и времени испытания.
Таким образом, опыт применения серых чугунов для гильз цилиндров показывает, что наибольший эффект в повышении надёжности работы детали даёт комплексное легирование чугуна такими элементами как Cr, Ni, Mo, Cu в оптимальном соотношении с основными элементами. Главное при этом – достижение такого уровня легирования, которое в процессе трения способно в диапазоне рабочих режимов двигателя обеспечить образование на поверхности защитных вторичных слоёв. Необходимое условие – способность этих слоёв противостоять развитию схватывания, локализовать разрушения в весьма малыхобъёмах вторичных структур и иметь положительную реакцию на ужесточение режимов трения в цилиндре двигателя без возникновения катастрофических форм изнашивания.
Гистограммы износа аустенитных и серых чугунов, легированных различными химическими элементами:
Читайте также: