Изготовление фасонных изделий из листового металла
Обновлено: 05.10.2024

Изобретение относится к области общего машиностроения, в частности к способам формирования фасонных изделий из листовой стали. Предложенный способ включает химико-термическую обработку плоской заготовки по толщине со стороны формообразующей поверхности и формообразование, при этом перед химико-термической обработкой проводят очистку всей поверхности плоской заготовки, на одну или обе очищенные поверхности наносят рисунок, определяющий форму гнутых изделий, и на выделенную площадь наносят слой олова или эвтектики Pb-Sn, остальную площадь плоской заготовки покрывают термостойким лаком, а химико-термическую обработку осуществляют алюминированием. В частных случаях выполнения изобретения очистку заготовки проводят с помощью механической обработки; алюминирование осуществляют в течение 3-5 минут; на очищенную поверхность наносят рисунок с помощью металлического карандаша; слой олова или эвтектики Pb-Sn наносят гальваническим методом. Техническим результатом изобретения является применение методов химико-термической обработки, в частности алюминирования, для изготовления гнутых фасонных изделий с защитным покрытием. 4 з.п. ф-лы, 3 ил.
Изобретение относится к области общего машиностроения, в частности к способам формирования фасонных изделий из листовой стали.
В настоящее время существуют различные способы формирования деталей машин с криволинейной поверхностью из плоских заготовок, которые могут быть применены для изготовления различных деталей с криволинейными формами.
Так, например известны:
- способ пневмоформовки в состоянии сверхпластичности, включающий нагрев плоской заготовки, формовку ее давлением рабочей среды и непрерывный контроль формоизменения заготовки в процессе формовки (патент №2056197, Россия);
- способ формообразования деталей или криволинейной заготовки, при котором определяют величину максимальной деформации εmax заготовки, затем ее нагревают и нагружают в режиме ползучести, а скорость деформации меняют как при помощи нагрева, так и при помощи нагружения (патент №2062159, Россия).
Однако несмотря на разнообразие имеющихся методов, их применение требует: наличия нагревательного оборудования; изготовления и своевременной замены, из-за наличия износа, пуансонов и матриц, в большинстве случаев приспособленных для изготовления одного строго определенного вида деталей и не обладающих универсальностью, что не всегда оправдано в условиях мелкосерийного производства; применения последующей термообработки; невозможность обрабатывать одновременно большое количество деталей также снижает экономичность этих методов.
Наиболее близким к данному изобретению по технической сущности и достигаемому результату является способ изготовления листовых пружин преимущественно малой кривизны, включающий обработку плоской заготовки пружинного элемента по толщине со стороны формообразующей поверхности и формообразование, отличающийся тем, что обработку плоской заготовки пружинного элемента осуществляют химико-термической обработкой до получения такой глубины диффузионного слоя, при которой в поверхностном слое возникают остаточные напряжения, необходимые и достаточные для получения детали с заданными геометрическими, механическими, физическими и химическими параметрами (патент №2121615, Россия). В качестве примеров авторы приводят технологию ионного азотирования.
Недостатком данного способа является длительность процесса и невозможность вести процесс ионного азотирования при температуре выше 600 градусов, а при этой температуре сталь сохраняет жесткость, при которой получение сложных фасонных изделий невозможно.
Задача изобретения - получение гнутых фасонных изделий с защитным покрытием и снижение общего времени производства.
Технический результат - получение изогнутых форм с защитным покрытием за счет использования химико-термической обработки листовой заготовки.
Поставленная задача решается способом изготовления гнутых фасонных изделий из стального листового металла, включающим химико-термическую обработку плоской заготовки по толщине со стороны формообразующей поверхности. Перед химико-термической обработкой проводят очистку всей поверхности плоской заготовки, на одну или обе очищенные поверхности наносят рисунок, определяющий форму гнутых изделий, и на выделенную площадь наносят слой олова или эвтектики Pb-Sn, и остальную площадь плоской заготовки покрывают термостойким лаком, а химико-термическую обработку осуществляют алюминированием. Очистку заготовки проводят с помощью механической обработки. Алюминирование осуществляют в течение 3-5 минут. На очищенную поверхность наносят рисунок с помощью металлического карандаша. Слой олова или эвтектики Pb-Sn наносят гальваническим методом.
Пластинка изогнулась оттого, что расплав алюминия, интенсивно внедряясь в металл с облуженной стороны (слой олова является своеобразным мостиком, ускоряющим процесс диффузии алюминия в железо, в то время как защитный лак (клей БФ2) с необлуженной стороны препятствует диффузии расплавленного алюминия), вступает в химическую реакцию с железом и образует интерметаллическое соединение. Так как образовавшееся интерметаллическое соединение имеет большой удельный объем, чем сталь, то это приводит к возникновению в приповерхностном слое сжимающих напряжений, которые приводят к изгибу стальной пластины.
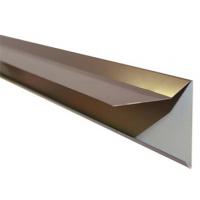
На фиг.1 приведена схема стальной заготовки, вид спереди, с залуженными частями.
На фиг.2 приведена схема стальной заготовки, вид сзади, с залуженными частями.
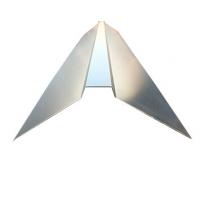
На фиг.3 приведена деталь, полученная методом направленной диффузии.
На фигурах изображены стальная заготовка 1, имеющая залуженную часть 2 спереди и залуженную часть 3 сзади.
Способ осуществляется следующим образом.
Берем стальную пластинку, проводим очистку всех ее поверхностей (очистку поверхности осуществляем шлифованием). Пластинку лудим с одной стороны оловом (лужение осуществляем гальваническим методом), а остальную поверхность металлической пластинки покрываем термостойким лаком (клей БФ 2). Затем осуществляем алюминирование путем опускания стальной пластинки в расплавленный алюминий при температуре 700°С, в результате пластинка в течение 3 минут изогнется.
Берем пластинку из стали 30, проводим очистку всех ее поверхностей (очистку поверхности осуществляем шлифованием). На среднюю часть с одной стороны стальной пластинки и по краям с другой стороны наносим рисунок (прямоугольной формы) металлическим карандашом, после чего на выделенную поверхность наносим слой эвтектики Pb-Sn гальваническим методом (см. фиг.1 и фиг.2), а остальную поверхность стальной пластинки покрываем термостойким лаком (клей БФ 2). Затем осуществляем алюминирование путем опускания стальной пластинки в расплавленный алюминий при температуре 1000°С. В результате через 5 минут мы получим деталь, изогнутую в двух направлениях типа лотка-питателя (см. фиг.3).
Приведенные примеры доказывают возможность использования методов химико-термической обработки, в частности алюминирования, для изготовления гнутых фасонных изделий. Использование предлагаемого способа производства гнутых фасонных изделий обеспечивает по сравнению с известными способами: снижение общего времени, затрачиваемого на их изготовление, за счет совмещения формообразующей и упрочняющей обработок; значительное повышение их долговечности и износостойкости.
1. Способ изготовления из листовой стали гнутых фасонных изделий, включающий химико-термическую обработку плоской заготовки по толщине со стороны формообразующей поверхности и формообразование, отличающийся тем, что перед химико-термической обработкой проводят очистку всей поверхности плоской заготовки, на одну или обе очищенные поверхности наносят рисунок, определяющий форму гнутых изделий, и на выделенную площадь наносят слой олова или эвтектики Pb-Sn, и остальную площадь плоской заготовки покрывают термостойким лаком, а химико-термическую обработку осуществляют алюминированием.
2. Способ по п.1, отличающийся тем, что очистку заготовки проводят с помощью механической обработки.
3. Способ по п.1, отличающийся тем, что алюминирование осуществляют в течение 3-5 мин.
4. Способ по п.1, отличающийся тем, что на очищенную поверхность наносят рисунок с помощью металлического карандаша.
5. Способ по п.1, отличающийся тем, что слой олова или эвтектики Pb-Sn наносят гальваническим методом.
Изготовление фасонных изделий из листового металла


Оставьте свой номер и мы с удовольствием перезвоним Вам прямо сейчас.
Фасонные изделия

От 250 р. за м
Производство фасонных изделий из металла – одно из направлений деятельности завода «Атлант». Мы изготавливаем оцинкованные отливы, которые используются для защиты оконных проёмов от дождя, снега, пыли, продлевают срок службы окон, предотвращают образование конденсата, плесени, грибка. В наличии всегда доступен широкий выбор элементов, характеристики которых соответствуют стандартам ГОСТ. Также возможно изготовление на заказ под любые размеры по чертежам клиента.
Преимущества стальных отливов с оцинкованным покрытием
- долговечность;
- устойчивость к коррозии;
- стойкость к любым погодным условиям, атмосферным явлениям, перепадам температур, повышенной влажности;
- стойкость к механическим повреждениям;
- возможность изготовления изделий любого размера при сохранении жёсткости металла и других характеристик;
- широкие возможности выбора конструктивных особенностей;
- привлекательный вид.




Изготовление фасонных изделий из оцинкованной стали
Мы используем оборудование, которое обеспечивает высокую производительность, гарантирует точное соответствие заданным размерам, в разы сокращает процент брака. Контроль качества сырья гарантирует сохранение ключевых свойств готовых изделий. Мы тщательно отбираем сырьё, используя сталь толщиной от 0,5 до 1,2 мм от ведущих российских поставщиков. Если использовать более тонкие листы, неизбежна потеря прочности и деформация отливов во время эксплуатации. На все материалы, которые мы используем в производстве, имеются сертификаты. Наша продукция соответствует самым строгим стандартам ГОСТ.
Мы поставляем фасонные изделия из металла с нанесенным полимерным покрытием. Также есть альтернативный вариант – порошковая покраска оцинкованного листа, цвет которого подбирается по каталогу RAL.

Заказ и доставка
Завод «Атлант» работает с оптовыми и розничными покупателями, выпуская большие объёмы продукции по стандартным и индивидуальным размерам. Благодаря прямым продажам, мы сохраняем устойчивые расценки. Заказывайте стальные фасонные изделия по ценам производителя. Мы доставляем заказ клиентам по Москве и городам Подмосковья.

Отлив для фундамента \ цоколя полка 10см (цена за метр)
Отлив для цоколя фундамента шириной 100мм (10см) длинна 2м оцинкованный или окрашенный.Отлив для фун..
210.00 р.

Отлив оконный полка 10см (длина 2м) (цена за метр)
Отлив для окон и карниза шириной 100мм (10см) длинна 2м оцинкованный или окрашенный.Оконный отлив - ..

Планка примыкания верхняя 10х10см (длина 2м)
Планка примыкания верхняя - используется для герметизации стыка крыши со с стеной или..
330.00 р.
Планка торцевая (для гибкой кровли) полка 10см свес 13см (длина 2м)
Для расчета стоимости изготовления нестандартного изделия воспользуйтесь калькулятором. ..
345.00 р.

Планка торцевая (для металлочерепицы) полка 8см свес 10см (длина 2м)
Торцевая планка она-же ветровая или фронтонная планка - используется для обрамления торцов кровли, о..
375.00 р.

Конек кровельный стандартный
Коней простой - это обязательный элемент кровли, который защищает подкровельное пространство от попа..
297.00 р.
Конек кровельный фигурный
Конек кровельный фигурный - это обязательный элемент конструкции кровли, который защищает ..
225.00 р.
Капельник карнизная планка
Капельник карнизная планка 7х4х1,5..
112.00 р.

Нащельник металлический с полимерным покрытием
Нащельник металлический с полимерным покрытием Нащельники – фасонные элементы, предназначен..
60.00 р.
Угол внутренний планка
180.00 р.
Лобовая L планка
Лобовая L планка защищает брус от пагубного воздействия окружающей среды, осадков в виде снега и дож..
100.00 р.

Кровельное ограждение 1м
Кровельное ограждение 1м..
550.00 р.
Винтовая свая оцинкованная 57мм 1.5 метра
Винтовая свая диаметром 57мм длинной 1.5м с антикорозийным покрытием HELIX PRO ®..
900.00 р.
Винтовая свая оцинкованная 57мм 2 метра
Винтовая свая диаметром 57мм длинной 2м с антикорозийным покрытием HELIX PRO ®..
1 050.00 р.

Колпак на трубу дымохода №3 с шатром
Цена на зонт печной трубы с шатром в размере 39х51.Возможно изготовление в других размерах..
4 500.00 р.

Колпак для забора 39х39
Стандартный колпак для забора 39х39 ..

Фартук печной трубы Зонт печтной трубы Лобовая планка Откос Отлив Ендова Отлив фундамента Водосток Фронтонная планка Капельник Конек Снегозадержатель
Заказывать у нас очень легко. Нарисуйте и отправьте на производство.
Услуги по гибке доборных элементов на гибочном станке из листового металла
Наша компания может спроектировать и изготовить изделия любой геометрии и конфигурации, при этом обеспечиваются максимально сжатые сроки производства от 10 минут. Для клиентов предлагаются как готовые доборные листовые изделия, так и выполнение по индивидуальным размерам.
При необходимости, наша компания может спроектировать и изготовить изделия любой геометрии и конфигурации, при этом обеспечиваются максимально сжатые сроки производства. Для клиентов предлагаются как готовые доборные и гнутые листовые изделия, так и выполнение по индивидуальным размерам.
Работаем даже от одного изделия!
Технологические преимущества станочной обработки
Станочная гибка, является практически эталоном выполнения данного рода работ. Сгиб под любым градусом получается идеально точным и стабильным, что гарантирует длительный период эксплуатации без изломов, коррозии и деформации.
Использование специального гибочного и режущего оборудования исключает из процесса изготовления изделий сварочные работы, что значительно удешевляет производство и положительно отражается на внешнем виде изделия.
Применение современных механизмов и технологий позволяет выполнять изделия высочайшего качества.
Отдельный подход к каждому клиенту
Очень часто находясь в поиске качественных доборных элементов, заказчики сталкиваются с проблемой изготовления изделий индивидуального, зачастую нестандартного размера.
В продаже, как правило, имеются только некоторые детали добора исключительно стандартные и невысокого качества изготовления.
Мы готовы выполнить любое изделие соответствующее нашему профилю работы строго по требованиям заказчика.
Мы понимаем насколько важно качественное исполнение ветровой планки, отлива, других элементов кровли, постоянно испытывающих давление климатических явлений, поэтому как к простым, так и к сложным деталям отношение одинаковое.
Четкое исполнение всех необходимых технологических процессов и норм – главнейшее правило нашей работы.
Особенности выполнения заказа
Для производства изделий используются листовые заготовки стандартных размеров, длиной 2м.
Имеется несколько вариантов расцветки листовой стали.
Несложные изделия выполняются в прямом смысле в течение 10 минут рабочего времени.
Более сложные детали или партии изделий выполняются так же очень оперативно и качественно.
Мы ценим время заказчика и свое время, поэтому на производстве трудятся только высококвалифицированные специалисты, знающие все тонкости изготовления самых сложных элементов.
К услугам заказчика всегда работает доставка заказа по месту назначения.
Гибка доборных элементов кровли на промышленном оборудовании
Гибка металлических листов произведенная на промышленном станочном оборудовании имеет массу преимуществ:
Абсолютный сгиб под любым углом;
Высокие качества эксплуатации;
Отличный вид изделий;
Только на станке листовой гибки металла, возможно изготовить доборные элементы кровли необходимого качества.
Высокая технологичность процесса, придает готовому изделию дополнительную жесткость и защиту от воздействия погодных явлений и механических повреждений.
Мы производим гибку и резку листового металлопроката на импортном высокотехнологичном оборудовании.
Изготовление изделий из оцинкованной стали на заказ - Прайс-лист на услуги
Наша компания занимается изготовлением изделий из оцинкованной стали на заказ. Мы предлагаем полный комплекс работ: от замеров, создания конструкций по вашим чертежам до покраски и монтажа. У нас можно заказать оцинкованные стальные изделия разного назначения, вида, в любом количестве.




Мы выпускаем:
- профиль разного типа и размера;
- фасадные, вентиляционные и кровельные элементы;
- корпусные элементы, решетки, панели, уголки, пластины и другое;
- короба для кабеля и вентиляции;
- столешницы, двери, мойки, баки и другие бытовые изделия из оцинковки;
- крепежные детали и элементы.
Благодаря собственному производству, может создавать металлоконструкции разного дизайна и назначения, в любом количестве.
Наши изделия из оцинкованного листа находят свое применение в быту, строительстве, пищевой и машиностроительной промышленности, а также в других отраслях.




Цены на изготовление изделий из оцинкованной стали
Фасонные изделия
| Толщина | Ед. изм. | Стоимость |
|---|---|---|
| 0,5 (полиэстер) | м2 | от 560 руб. |
| 0,5 (металл) | м2 | от 430 руб. |
| 0,7 (металл) | м2 | от 600 руб. |
| 0,8 (металл) | м2 | по запросу |
| 1,0 (металл) | м2 | по запросу |
| 1,2 (металл) | м2 | по запросу |
с полиэстерным покрытием + от 15%
cтоимость изделий из металла от 0,5 до 0,8 мм при развертке менее 150 мм - 100 руб./п.м.
Профили из оцинкованной стали
| Вид профиля | Размеры | Ед. изм. | Стоимость |
|---|---|---|---|
| Профиль «Г» | 40х40 | п/м | 37 руб. |
| 50х50 | п/м | 50 руб. | |
| 60х40 | п/м | 46 руб. | |
| Профиль «Z» | 40х20х20 | п/м | 38 руб. |
| Профиль «П» | 60х20х20 | п/м | 63 руб. |
| 80х20х20 | п/м | 73 руб. |
Цены действительны при покупке упаковки изделия. При штучной покупке изделий +15% к стоимости.
Почему стоит обратиться к нам
- Сроки изготовления металлоконструкций минимальны, поскольку наше производство оснащено самым современным оборудованием. Мы готовы выполнять заказы любой сложности и высокоточные проекты.
- Отличное качество, соответствие стандартам и пожеланиям заказчика гарантируется.
- На все услуги демократичные цены, оперативное выполнение и доставка.
- Возможность заказать продукцию по индивидуальным замерам и чертежам. Это могут быть элементы для кровли, фасада, крепеж, профиль и многое другое.



Экспресс расчет
стоимости заказа
Узнайте предварительную стоимость заказа,
отправив нам необходимую информацию:
Производство изделий из металла

Производство изделий из металла включает в себя множество отдельных этапов и операций в зависимости от поставленных задач и применяемых материалов. Понимание технологий изготовления поможет выбрать наиболее подходящий метод реализации для вашей продукции, что сэкономит время и деньги.
Не менее важной частью процесса производства является контроль качества полученных изделий. В нашей статье мы расскажем, какие этапы и технологии используются в производстве, а также поговорим о дефектах и их выявлении в готовой продукции.
2 вида металла для производства изделий
При производстве изделий используют металлы двух видов:
Черные
В данном классе существуют подвиды, а именно чугун и сталь, которые близки друг к другу по характеристикам, но главная разница между ними состоит в доле углерода в металле. Если отдельно говорить о сталях, то они бывают углеродистыми или легированными.

Доступные сегодня различные виды черных сплавов активно применяются при изготовлении металлопроката. Их востребованность на рынке объясняется тем, что подобные металлы и изделия из них отличаются отличными рабочими свойствами.
Классификация металлов и сплавов предполагает выделение марок, которые указывают в буквенно-цифровом виде, например – Ст16ГС. Благодаря группировке марок, применяемой в производстве металлопроката, удается серьезно упростить подбор видов черного металла для различных сфер человеческой жизнедеятельности.
Ко всем разновидностям металлопроката предъявляются строгие требования – изделия должны отвечать нормам ГОСТа по форме, размерам и предельным отклонениям. Из черного металла изготавливают листовой, сортовый, фасонный, трубный прокат.
Цветные
Название этой группы объясняется наличием у металлов и сплавов особых оттенков. Так, медь – красная, поэтому ее сплавы отличаются красноватым тоном.
При массовом производстве изделий из металла необходимых свойств добиваются за счет использования сплавов в определенных пропорциях. Их механические, физические и химические качества удается варьировать за счет изменения соотношения исходных металлов.

Стоит пояснить, что для получения сплавов металлы смешивают в разных пропорциях – в итоге появляется новый продукт со значительно более высокими характеристиками. Кроме того, качества сплавов меняют при помощи дополнительного механического или химического воздействия. Под последним понимают термообработку, технологию старения, пр. Тогда как в качестве механической обработки может использоваться штамповка, ковка, прессование, прокатка, пайка, сварка, резка.
Из цветных металлов производят большинство литых изделий, проволоку, квадраты, шестиугольники в виде прутков и мотков, ленты и полосы, листы и фольгу. Не так давно предприятия начали применять подобные металлы в форме порошков.
Преимущества производства изделий из металлов
Металлоизделиями называют любую продукцию из металла, при этом не учитывается способ производства и марка. Данные характеристики подбираются под особенности использования будущей продукции и влияют на качество, технические особенности и надежность в процессе эксплуатации.

Металлоизделия выгодно выделяются на фоне аналогов из прочих материалов такими качествами:
- Большой выбор – он объясняется тем, что металлические элементы могут иметь различную форму, размеры, при этом не теряют прочности и предполагают большой срок службы.
- Разнообразные характеристики – при производстве изделий из металла используются такие методы, как формовка, ковка, прокат, волочение, при этом за счет каждого подхода изделию сообщаются конкретные качества. Это может быть прочность на разрыв, пластичность, твердость, пр. При помощи грамотного выбора способа обработки удается изготовить универсальную или узкоспециальную продукцию с заранее заданными свойствами.
- Относительно низкая цена, которая объясняется стоимостью сырья, применяемого при производстве изделий из металла. Кроме того, по цене последние близки к пластиковым аналогам, но превосходят их практически по всем эксплуатационным свойствам.
- Эстетичность, прекрасные декоративные характеристики. Добиться подобного эффекта можно исключительно при соблюдении технологии производства. Не менее важно, чтобы работой занимался настоящий специалист, а не новичок, оставляющий капли сварки и забывающий о шлифовке поверхности.
- Прочность и большой срок службы, что достигается даже без дополнительной обработки металлоизделий – они могут исправно выполнять свои функции долгие годы, сохраняя основные характеристики. За счет применения защитных покрытий, препятствующих развитию очагов ржавчины, продолжительность эксплуатации возрастает в разы.
- Возможность проведения санитарной обработки – данное свойство дает возможность пользоваться изделиями из некоторых видов нержавеющей стали в пищевой и медицинской промышленности. Материал выдерживает частое мытье с применением агрессивных средств, а предмет не меняет внешнего вида и важных с точки зрения эксплуатации качеств.
Основные этапы и технологии производства изделий из металла
Придание формы и размеров
На стадии формообразования применяются несколько технологий: литье, резка, воздействие высоким давлением. Под последним понимают ковку, штамповку, прессование, волочение, прокатку.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Обработка поверхности
Дальнейшее производство изделий из металла предполагает механическую обработку с целью придания заготовке необходимых габаритов, формы и прочих характеристик. Нужного эффекта достигают при помощи ручной опиловки напильником или использования металлорежущих токарных, фрезерных, строгальных и других станков.
Когда применяется второй подход, то деталь закрепляют на станке, после чего подвергают воздействию режущего инструмента. В результате, если стружка снимается с заготовки резцом – речь идет о точении, фреза используется при фрезеровании, сверло – при сверлении, шлифовальный круг – при шлифовке.
В любом случае с заготовок удаляют оставленный припуск на обработку, облой, неровности, чтобы получить изделия, полностью соответствующие требованиям чертежей. Нужно понимать, что после механической обработки поверхность деталей покрыта микронеровностями – их размер определяется «чистотой» проведения названных выше операций. Подобные дефекты невозможно разглядеть невооруженным глазом, однако из-за них происходит более стремительное развитие коррозии, что негативно сказывается на сроке службы изделий.
Рекомендуем статьи:
Обработка термическим способом
Речь идет о таких операциях, как нагрев, выдержка, охлаждение. За счет их последовательного осуществления удается повлиять на внутреннее строение сплава, избавиться от напряжения материала, сообщить ему все необходимые свойства. Во время производства изделий из металла используют следующие способы термической обработки:
- отжиг;
- нормализация;
- закаливание;
- отпуск.
Вторичная обработка
На данном шаге на поверхности изделий воздействуют механическими методами, такими как шлифовка, полировка. Либо возможно применение электрофизических и физико-химических подходов, что позволяет обеспечить деталям дополнительные преимущества в технологическом плане.
Отказ от механических методов в пользу электрического, физического, химического воздействия обеспечивает более высокую точность, качество обработки, так как при удалении припуска используются минимальные механические усилия. Указанные подходы могут применяться для изготовления металлических предметов, вне зависимости от прочности, вязкости материала. Обычно за счет этих технологий удается добиться предельно тонкого дефектного слоя на поверхности деталей после обработки. А значит, появляется возможность работать с изделиями очень сложной формы, обеспечивая высокое качество деталей даже в труднодоступных местах.
Скрепление элементов
Этот этап производства изделий из металла выполняют при помощи технологии пайки и сварки.
Сваривание предполагает использование технологии плавления или соединения элементов под давлением. В первом случае кромки изделий нагревают, из-за чего образуется ванна расплава. В нее обычно вводят присадочный металл, призванный перекрыть зазор между заготовками, однако есть технологии, позволяющие отказаться от дополнительных присадок.
Остывая, горячий металл скрепляет части изделия в единое целое, формируя атомно-молекулярные связи между кромками – таким образом получается необходимое неразъемное соединение.
Плюсы использования станков с ЧПУ в производстве изделий из металла
Станок с ЧПУ позволяет изготавливать детали без непосредственного участия человека, а значит, снижается вероятность ошибки, брака. Единственным минусом подобных станков является высокая цена их использования.
Применение данного подхода в производстве изделий из металла имеет смысл, когда:
- Речь идет о потоковом, регулярном изготовлении большого количества однотипных деталей. Ключевую роль играет их количество, скорость работы и идентичность изделий.
- Речь идет о потоковом, регулярном изготовлении большого количества однотипных деталей. Ключевую роль играет их количество, скорость работы и идентичность изделий.
- Требуется предельно точное исполнение.
- Заготовки имеют сложную поверхность, из-за чего невозможно использование других способов либо они оказываются слишком затратными в плане ресурсов, времени.
Производство металлических изделий по чертежам на станках с ЧПУ является удобным и быстрым. Немаловажно, что таким образом удается выполнять самые мелкие работы, в том числе гравировку, нанесение канавок, резьбы, сверление отверстий.
Методы контроля качества в производстве изделий из металла
Для разных глубин и размеров дефектов применяют отдельные уровни исследования:
Субмикроскопическое изучение
Позволяет обнаружить дефекты на границах кристаллов или зерен. Нужно понимать, что неравномерная кристаллизация, недостаточное питание зародышей жидким раствором приводит к формированию тонких прослоек между блоками кристаллов. Также проблема бывает связана с выделением твердой фазы нерастворимых соединений и элементов на поверхности кристаллов. Например, фосфор и некоторые другие тугоплавкие металлы не могут соединяться с железом, входящим в состав сталей, поэтому скапливаются на границах зерен.
Исследование при помощи микроанализа
Проблемы, появившиеся после производства изделий из металла, определяют при помощи микроскопов, которые способны обеспечить увеличение свыше 100 крат. Во время поиска литейных дефектов в большинстве случаев пользуются именно микроанализом, ведь данный подход дает возможность установить балл зерна, структуру металла, наличие и количество неметаллических включений, присутствие в составе меди, серы и фосфора.
Количество углерода и легирующих элементов в стали влияет на то, какие твердые фазы будут выделяться в процессе кристаллизации. Нужно понимать, что они обладают свойственной только им прочностью, твердостью, пластичностью. В марках стали, стойких к коррозии, формируются фазы аустенита, мартенсита или ледобурита – здесь все зависит от температуры охлаждения.
Помимо этого, качество металла зависит от балла зерна. Его снижение приводит к росту пластичности и параллельному падению прочности. Тогда прибегают к легированию карбидообразователями или тугоплавкими материалами, чтобы, сохранив изначальную пластичность, обеспечить повышенную прочность стали.
В первую очередь, микроанализ позволяет узнать, какое количество в процентах вредных примесей и неметаллических включений содержится в сплаве. Обычно вредными примесями оказываются сера и фосфор, вызывающие красноломкость и хладноломкость стали при производстве изделий из металла. Материал сможет использоваться в промышленности лишь при условии, что содержание данных элементов не выходит за пределы нормы.
За счет контроля доли неметаллических включений определяют, сколько в стали содержится оксидов, сульфидов, нитридов и других соединений. Все названные примеси могут оказывать положительное или негативное воздействие на свойства металла.
Исследование при помощи макроанализа
Речь идет о визуальном поиске дефектов поверхности или глубинных слоев материла, при котором изделия рассматриваются под тридцатикратным увеличением. Макроскопические изъяны появляются на любом этапе производства изделий из металла – от выплавки до содержания в условиях склада. Если в процессе исследования были найдены деформации, изделие отправляют в брак либо на доработку.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: