Изготовление литьевых форм из металла
Обновлено: 18.04.2024

Прессование препрегов из SMC материала на заказ при помощи специальной оснастки. Выпуск опытной партии изделий.

Производство пресс-форм и фильер на заказ
Завод пресс-форм «Вертикаль» более 10 лет занимается разработкой и изготовлением экструзионной оснастки и пресс-форм для литья пластиков и алюминия. Наши производственные мощности позволяют выпускать до 350 пресс-форм в год. Благодаря большому опыту наших конструкторов и технологов мы можем разрабатывать оснастку для различных технологий переработки сырья. К освоенным технологиям в настоящий момент можно отнести не только технологии литья пластиков и алюминия под давлением, экструзию пластифицированных и непластифицированных материалов с возможностью применения технологии ко- и пост-экструзии, а также технологии компрессионного прессования композитных материалов. Благодаря отлаженной логистике по поставке комплектующих для изготовления пресс-форм как российского, так и зарубежного происхождения, мы можем предложить изготовление оснастки в различном ценовом диапазоне. Для того, чтобы заказать изготовление пресс-формы или фильеры, вам необходимо заполнить данные в нашем калькуляторе расчета оснастки:
На каждом этапе изготовления оснастки наши менеджеры будут держать вас в курсе посредством электронной почты и фотоотчетов. К таким этапам относятся: этап проектирования детали, этап разработки пресс-формы, этап тестирования пресс-формы и запуск оснастки на отливку тестовой партии. Каждая изготовленная пресс-форма на нашем производстве проходит несколько этапов контроля качества, начиная от математического расчета проливаемости и деформации до полевых испытаний пресс-формы на оборудовании.
Контрактное производство изделий из алюминия и пластика
После изготовления и тестирования технологической оснастки многие клиенты нашего завода передают изготовленную оснастку в наши литейные или экструзионные цеха для дальнейшего освоения изделий. Благодаря парку термопластавтоматов, литейных машин для литья алюминия под давлением, а также различного пост оборудования для обработки деталей, мы можем предложить клиентам комплексные решения по производству как опытных, так и серийных партий. Компания работает на рынке контрактного производства изделий более 10 лет. Поэтому наш многолетний опыт дает неоспоримые преимущества перед конкурентами не только в области ценообразования и логистики, но в вопросах сервисного обслуживания наших клиентов. Для того, чтобы заказать производство деталей по вашим чертежам, вам необходимо заполнить форму обратной связи на нашем сайте или сделать запрос в инженерный отдел по электронной почте.
Литье пластиковых деталей на ТПА с применением пресс-форм
Представляет собой процесс, в котором полимерное сырье в виде гранул загружается в специальную машину (ТПА - термопласт автомат), где происходит их расплав и последующее впрыскивание в оснастку (пресс-форму) под высоким давлением. После остывания детали внутри пресс-формы происходит размыкание оснастки с последующим извлечением отливки. В зависимости от конструкции формы, процесс может происходить как в ручном, так и автоматическом режиме. В случае если вашей компании, после изготовления пресс-формы, потребуется произвести отливку изделий на ТПА, компания «Вертикаль» готова выполнить такую задачу на своих производственных мощностях.
Литье алюминиевых деталей под давлением.
Представляет собой процесс, при котором расплавленный алюминий, заливается в камеру литейной машины в жидком виде, после чего осуществляется мгновенный его впрыск в специальную пресс-форму. После затвердевания детали внутри оснастки, происходит ее открытие с последующим извлечением детали из формы. Такой процесс может производится, как в ручном, так и автоматическом режиме в зависимости от конструкции оснастки и применяемого оборудования при литье. При размещении заказа на изготовление пресс-формы для литья алюминия в компании «Вертикаль», мы можем не только произвести тестирование пресс-формы, но и произвести выпуск необходимой партии деталей.
Вакуумная формовка деталей. Краткое описание технологии
Технология изготовления деталей, при помощи вакуумной формовки, представляет собой процесс, при котором, листовой материал сначала разогревается до пластичного состояния, после чего в него вводиться форма и происходит откачка воздуха между листом и оснасткой, в результате чего после остывания лист принимает заданную форму. После извлечения листа из установки вакуумного формования, производится его обрезка на специальных станках с компьютерным управлением (ЧПУ). Завод «Вертикаль» производит различные виды пресс-форм для вакуумной формовки, с тестированием этих форм на собственных вакуумных машинах. На нашем производстве в городе Торжок, расположен самый большой в Тверской области станок для вакуумной формовки с рабочим полем 2000х3000 мм.
Изготовление пластикового профиля на заказ
Технология изготовления пластиковых профилей при помощи экструзии представляет собой процесс, при котором полимерное сырье сначала окрашивается в нужный цвет. Окраска при этом происходит путем подмешивания сухого красителя в определенном процентном соотношении (от 3 до 5 % по отношению к единице массы), после чего происходит расплавление сырья в специальном экструдере с последующим его продавливанием через формообразующую матрицу - фильеру. После выхода профиля из матрицы изделие имеет очень нестабильные размеры, так как находится в горячем состоянии. Поэтому в большинстве случаев горячий профиль поступает далее в вакуумный калибратор, где и происходит окончательное стабилизирование размеров с плавным снижением температурного режима. Но калибратор не дает максимальной температуры профиля, достаточной для его дальнейшей транспортировки, поэтому затем профиль поступает в длинную ванную охлаждения, где он окончательно и остывает. После полного охлаждения профиль поступает в специально установленные конвейерные системы для нарезки по размерам, соответствующим требованиям клиента. Также при необходимости профиль может подвергаться технологии ламинирования, которая придает ему любой цвет и фактуру.
Изготовление алюминиевого профиля по чертежам заказчика
Технология изготовления алюминиевых профилей представляет собой процесс, при котором нагретая алюминиевая болванка (столб) посредством горизонтального гидравлического пресса с огромной силой продавливается через матричный инструмент. После формирования профиля с обратной стороны матрицы он захватывается манипулятором и растягивается до момента стабилизации его геометрических размеров. После плавного охлаждения профиля происходит его конвейерная нарезка в размер заготовок длиной от 2 до 6 метров. После нарезки профиля в размер отрезки поступают в печь искусственного старения, где в зависимости от температурных режимов он приобретает заданную твердость материала. После полного охлаждения профиля наша компания может произвести порошковую покраску или его анодирование. При анодировании верхняя поверхность алюминиевого профиля покрывается тонкой оксидной пленкой, которая в дальнейшем защищает его от воздействия внешней среды. Толщина анодирования может варьироваться от 15 до 25 микрон.
Изготовление деталей из SMC или BMC реактопластов на заказ
Технология изготовления деталей из реактопластов или, другими словами, термореактивных полимеров представляет собой процесс, при котором материал в гранулированной или листообразной форме загружается в предварительно разогретую оснастку (пресс-форму). После чего происходит его формование при достаточно высокой температуре и давлении. Процесс формования может представлять собой как однократное сжатие пресс-формы, так и периодическое открытие (припрессовка) для выпуска избыточного давления воздуха. При этом масса материала в форме расплавляется и равномерно заполняет все формообразующие части матрицы. Так как цикл формирования изделия в форме достаточно велик и происходит в основном в ручном режиме, такая технология прессования несет за собой относительно невысокий тираж изделий, но значительно превосходит по прочности изделия изготовленные литьем на термопластавтоматах. На ТПА возможно применение технологии литья реактопластов с коротким стекловолокном (BMC), но при этом значительно теряется прочность изделия по отношению стеклонаполненных материалов с длинным волокном (SMC).
Онлайн расчет стоимости пресс-формы для литья алюминия

Производство литейных пресс-форм для изготовления алюминиевых деталей под давлением является более сложным и дорогим процессом, чем изготовление оснастки для литья пластиков, так как при литье такие формы работают с высокой температурой жидкого метала, а также испытывают огромные перегрузки при впрыске расплава под высоким давлением. Завод "Вертикаль" имеет большой опыт по проектированию и производству пресс-форм для лить алюминия под давлением.
Преимущества завода пресс-форм «Вертикаль»:
- оптимизируем 3D модель клиента для получения оптимальной стоимости оснастки;
- расчет стоимости через 7 дней после заполнения заявки;
- изготавливаем массивные формы как с охлаждением, так и нагревом;
- ресурс формы до 100 000 впрысков;
- контроль на всех этапах производства;
- свой парк литьевых машин по алюминию и цинку для тестирования пресс-форм;
- постоянный запас сырья для выпуска опытной партии.
Выбор материала пресс-формы
Любые пресс-формы для литья алюминия под давлением имеют стандартный срок эксплуатации не более 50 000 смыканий, но в зависимости от задач клиента мы можем изготовить оснастку с увеличенным сроком эксплуатации — до 100 000 смыканий. Стоит обязательно учитывать этот незначительный срок эксплуатации литейных форм при расчете конечной стоимости изделия в партии. Так же при выборе поставщика пресс-форм стоит учитывать и тот факт, что, если завод-производитель оснастки заявляет ресурс форм более описанного выше это означает, что, либо у такого поставщика отсутствует опыт работы с подобными изделиями, либо они намеренно пытаются обмануть покупателя, завышая этот срок. Конечно есть детали, на которых можно достигнуть срок и выше 150 000 смыканий, но, во-первых, это уже не будет являться гарантийным сроком, а, во-вторых, это детали с несложной геометрией.
Конструкция литейной пресс-формы
Конструкция пресс-формы для литья алюминия незначительно отличается от аналогичных форм для ТПА. Первой особенностью является наличие большого литейного канала и литника, расположенного в нижней части формы, а также специальных "промывников" и тормозных гребенок, благодаря которым можно значительно снизить коэффициент брака при отливке. Также в конструкции, в зависимости от геометрии изделия, могут быть дополнительные слайдеры, которые предназначены для изготовления деталей с боковыми отверстиями и полостями.
Режим работы формы
- автоматический - режим, где заливка расплава, снятие горячей детали и смазка формы полностью проходит без участия оператора;
- ручной режим - режим, где съем отливки производит оператор при помощи специальных щипцов.
Система охлаждения формы
Температура расплава алюминия при работе пресс-формы более 660 градусов, что в 3 раза выше температур, при которых работают пресс-формы для полимерных деталей, поэтому к проектированию системы охлаждения нужно подходить с особым вниманием. Важно для вывода пресс-формы на стабильный режим внутри нее должны быть не только каналы охлаждения, но и нагрева. Для сохранения срока эксплуатации пресс-форм в некоторых случаях необходимо делать несколько видов каналов, включая коаксиальный канал охлаждения рассекателя.
Цены на изготовление пресс-формы для литья алюминия
Стоимость изготовления оснастки для литья алюминия зависит от конструкции пресс-формы и панируемого гарантийного срока эксплуатации. Часто производители китайских пресс-форм дают цену без учёта стоимости каналов охлаждения и нагрева, а также наличия в форме специальных формообразующих, предназначенных для торможения расплавленного металла и снижения количества брака в ходе отливки тестовой партии.
Завод пресс-форм «Вертикаль» изготавливает оснастку для литья алюминия в пресс-формы по ценам, способными выдержать любую конкурентную борьбу не только с китайскими, но и российскими производителями.
Литье алюминия под давлением на заказ.
Фото пресс-форм и отливок с производства

Фото с производства
Высокоточное изготовление пресс-форм для литья изделий из алюминия
Доставка пресс-форм для литья изделий из алюминия в любой регион России и СНГ
Федеральный номер завода
Вы активировали он-лайн расчет изготовления пресс-формы для литья алюминия на заводе «Вертикаль». Данные переданы в отдел разработки. Расчет стоимости займет несколько рабочих дней в зависимости от сложности изделия.
3D-технологии для литейного производства: как создать форму для отливки за неделю

3D-технологии, интегрированные в технологическую цепочку литейного производства, обеспечивают предприятию реальную выгоду. Как показать все преимущества 3D-сканирования и 3D-печати? Нагляднее всего – продемонстрировать процесс создания детали с нуля аддитивными методами и провести сравнение с традиционными технологиями. С этой целью мы обратились к Павлу Чадушкину, ведущему специалисту производственного направления RP-центра компании iQB Technologies.
– Итак, наша задача – создать эталонную деталь на основе цифровой модели для последующей отливки реального изделия. С чего начинается этот процесс, если мы применяем 3D-технологии?
– Прежде всего, нам необходимо исходное изделие, которое нужно отсканировать, а затем выполнить обратное проектирование (реверс-инжиниринг). Конечно, оно должно быть новое, не бывшее в употреблении, чтобы не было износа детали. Мы оцениваем, насколько сложна ее геометрия и после этого задаем только один вопрос: какой должен быть допуск по точности? Уже по внешнему виду можно понять, каким образом эта деталь производится. Чаще всего это литье (высокоточное или в землю), фрезерование или изготовление на токарном станке. У каждой из этих методик производства есть свои допуски.
После того, как мы имеем представление о технологии производства и допуске, мы выбираем оборудование, а именно – 3D-сканер с нужными нам параметрами точности, и производим оцифровку изделия. Например, ручной сканер Creafrom HandyScan 700 или стационарный Solutionix C500. Такие устройства метрологического класса уже хорошо зарекомендовали себя на производственных предприятиях. Получив 3D-модель, мы переносим ее в программное обеспечение Geomagic Design X, позволяющее быстро и легко обработать данные 3D-сканирования с целью выполнения контроля геометрии и реверс-инжиниринга. Затем к работе подключается инженер, который по результатам сканирования обрисовывает эту деталь и создает твердотельную модель.
В процессе обрисовки инженер исключает из твердотельной модели различные недостатки изделия. Здесь нужно подчеркнуть, что абсолютно любое изделие имеет производственные деформации. Они могут быть обусловлены разными факторами – например, неверно подобранным материалом, сложной формой, деформацией во время транспортировки, изношенным инструментом, с помощью которого производилось изделие.
В любом случае, какой бы объект мы ни взяли для 3D-сканирования, он будет содержать дефекты и отклонения от эталона, а наша задача – создать этот самый эталон. Если деталь круглая, то совершенно точно можно сказать, что отверстие в ней будет не круглым, а эллипсовидным. Соответственно, инженер с помощью ПО этот эллипс исключает и создает окружность правильной формы. Таким путем, обрисовывая каждый элемент геометрии, мы исправляем все недостатки. Когда деталь полностью обрисована, у нас получается твердое тело, которое можно запускать в производство.

Отливка перепускного клапана стравливания избыточного давления газа (в разрезе)
– Мы получили CAD-модель. Теперь нужно определить, каким способом производить изделие.
– Традиционный способ – подготовка оснастки для литья восковых моделей на станке с ЧПУ. В этом случае модель должна адаптироваться под станок, со своими допусками, уклонами, скруглениями – все зависит от оборудования и инструментов, с помощью которых деталь будет производиться.
Но теперь есть и второй путь – 3D-печать, которая является идеальным решением для прототипирования и изготовления малых серий.
Ключевое преимущество аддитивных технологий – возможность создавать изделия максимально сложной формы (в том числе с мельчайшими деталями), которые нельзя произвести традиционными методами. Кроме того, при запуске печати необязательно учитывать сложность геометрии. Это особенно актуально для производства изделий путем металлического и пластикового литья.
Если изделие имеет простую форму, то зачастую целесообразнее его производить на станке с ЧПУ. Если же геометрия сложная, то 3D-печать – оптимальный вариант.
Когда нам нужен не один рабочий прототип, а малая серия – от 10 до 1000 изделий, используется литье в силикон, или двухкомпонентное литье. Для этого нужно получить мастер-модель – эталон, по которому будет создаваться силиконовая форма, в которую затем заливается пластик или воск.
– Мы выяснили, что 3D-печать – незаменимое решение при производстве продукции с использованием металлического и пластикового литья. Можете привести пример создания конкретной детали?
– Возьмем корпус обыкновенного телефона из пластика. Во-первых, он делится на две половины, нижнюю и верхнюю. Чтобы произвести одну из половин, надо сделать матрицу и пуансон – это оснастка для литья пластика под давлением. Металлическая форма, состоящая из двух половин, смыкается, затем в нее под давлением подается пластик, который принимает форму внутренней геометрии изделия.
При традиционном производстве на станке с ЧПУ вытачивают внешнюю и внутреннюю форму каждой половины. Но если у нас есть 3D-принтер, мы печатаем сразу готовое изделие целиком, металлическую оснастку делать не нужно. Мало того что ее долго изготавливать, она будет баснословно дорогая для тиража в десять штук. Таким образом, выгода 3D-печати очевидна – отпадает необходимость фрезерования для получения оснастки.
– При создании выплавляемых и выжигаемых мастер-моделей для литья с помощью 3D-принтера используется, соответственно, воск и фотополимер (технология печати MJP, технология литья QuickCast). Как выглядит производственная цепочка с использованием этих материалов и в чем их различия?
– Использование напечатанных на 3D-принтере выплавляемых восковых и выжигаемых фотополимерных моделей имеет одну и ту же механику, немного различаются алгоритмы действия.
У нас есть напечатанная восковая модель. Мы создаем для нее корку (то есть форму, в которую заливается металл), обмазывая мелкодисперсным порошком толщиной не менее 6-8 мм. Вид материала и толщина корки зависит не только от сложности геометрии и габаритов изделия, но и от металла, который будет литься в будущую форму. Затем деталь помещается в печь. В печи воск выплавляется, а сама корка отвердевает, и у нас получается твердая форма для литья металла.
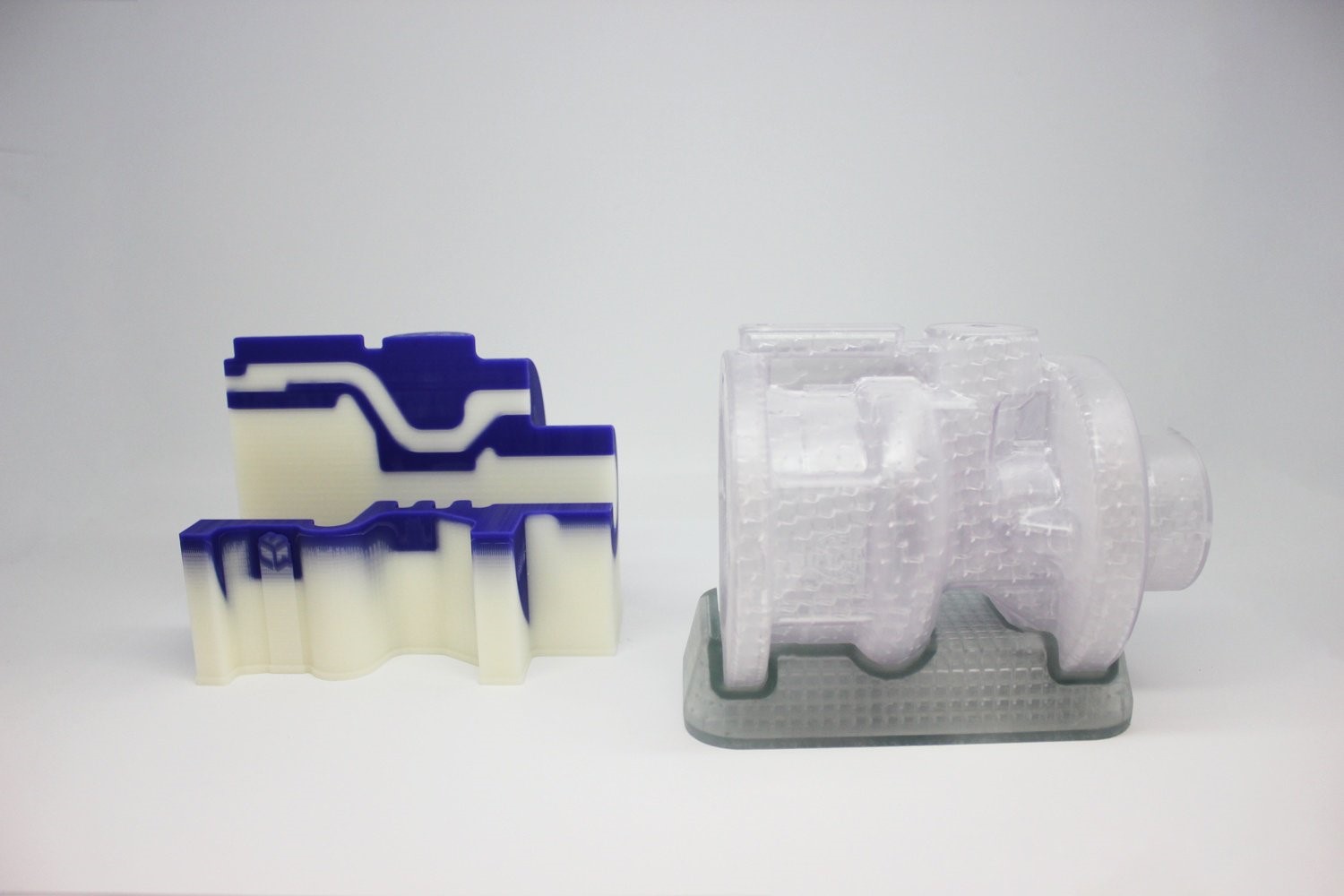
Восковая и фотополимерная модели перепускного клапана, напечатанные на 3D-принтерах
Что касается выжигаемого фотополимера, то мы так же кладем изделие в печь, но если воск вытапливается при температуре +200⁰С градусов, то фотополимер – при +950⁰С. Корка так же затвердевает, а материал, из которого была создана модель, выгорает.
Далее в получившуюся форму заливается раскаленный металл – это может быть и алюминий, и титан, и даже магний. Форма остывает, после чего корка разбивается молотком или вибромашиной, и мы получаем отливку.
Следующий этап – мехобработка. Она заключается в том, чтобы сделать поверхность детали более гладкой – обрезать литники, по которым заливался металл, зашлифовать их, снять излишнюю шероховатость изделия. На этой стадии нам также может потребоваться сверление отверстия или подгонка крепежных элементов – для этого применяются станки с ЧПУ для финальной обработки изделия до его конечного варианта (шлифовальные, пескоструйные, сверлильные и т.д.).
– От чего зависит выбор воска или фотополимера?
– Восковые машины относительно дешевы, при этом расходный материал – дорогой. С фотополимерными 3D-принтерами ситуация обратная. В сравнении с фотополимером воск достаточно хрупкий материал, это его недостаток. Но на сегодня восковая 3D-печать обеспечивает самую точную и самую гладкую поверхность. К тому же, восковое литье является традиционным для всех литейных производств в России. Соответственно, фотополимер подойдет там, где нужны модели большего размера, а прочность и детализация менее критичны. Пользователь должен сделать выбор, исходя из того, какие объемы он будет печатать, насколько часто он будет обращаться к прототипированию.
Так, на литейных предприятиях по всему миру, в России в том числе, активно используются профессиональные 3D-принтеры от 3D Systems, ведущего мирового производителя аддитивных установок. При этом ряд компаний имеют свой парк 3D-оборудования, другие заказывают услуги 3D-печати у подрядчиков.
– Мы подробно рассмотрели, как и в каких случаях выгодно использовать 3D-принтеры и 3D-сканеры. Если резюмировать: почему литейному предприятию необходимо внедрять аддитивные технологии?
– Для сокращения сроков производства при изготовлении опытных образцов и деталей малого тиража. Мы экономим и время, и деньги.
Вернемся к сравнению традиционного процесса с аддитивным. В первом случае это выглядит следующим образом:
1. Конструктор разрабатывает деталь, затем передает свою разработку инженеру.
2. Инженер адаптирует ее под методику производства вместе с технологом.
3. Дальнейшая адаптация заключается в том, что создается чертеж будущей формы матрицы и пуансона или чертеж, по которому деталь будет вытачиваться на фрезеровочном станке.
4. Затем на станке изготавливают матрицу и пуансон и отдают их на производство.
Так вот, с момента выдачи конструктором готового проекта инженеру и до получения формы, по которой будет отливаться изделие, проходит от полугода до года. И прошло, допустим, полгода, сделали десять опытных образцов, отдали их конструктору, он примерил эти металлические болванки, а они не совпадают с посадочными местами. Он понимает, почему они не совпадают, дорабатывает эту модель, и дальше цикл повторяется. Проходит еще минимум полгода до следующей примерки.
С помощью 3D-принтера конструктор фактически нажатием одной кнопки отправляет на печать свое изделие и отдает его сразу на производство в отливку. Срок сокращается с года или полугода до недели максимум. Это самое главное преимущество. Плюс, мы экономим значительные средства на изготовление формы. И, наконец, мы имеем возможность создавать изделия с геометрией любой сложности и, при необходимости, быстро оптимизировать конструкцию в программном обеспечении.
Литье в форму
Технология литья в форму, или матрицу, основана на физическом свойстве жидкости затекать в твердые емкости, заполняя все их уголки. После этого жидкость застывает и образует твердую отливку, повторяющую все детали поверхности матрицы.

Разновидности литья в форму
Методом литья получают самые разнообразные изделия из металлов, для этого их предварительно нагревают, доводя до температуры плавления и перехода в жидкое состояние. Этот способ обработки металлов был освоен человечеством в IV-III тысячелетии до н.э. Температура плавления самых применяемых человеком металлов — от 213 °C у олова до 1538 °C у железа.
Кроме металлов, путем литья получают изделия из различных пластмасс. Их температура плавления намного ниже — в диапазоне 200-300 °C.
Также литьем получают изделия из смесей неметаллических веществ, химически отвердевающих при комнатной температуре — это смолы и пластмассы, гипс и цемент.
Основные виды литья в формы
Виды литья делятся по различным признакам.
По возможности повторного использования различают однократные (песчаные, оболочковые, выплавляемые модели, газифицируемые модели) и многократные формы — кокили, цементные, графитовые и асбестовые. Однократная разбивается, чтобы извлечь изделие. Многократные бывают разборные и неразборные, и обеспечивают повторное литье в форму от десятков до тысяч раз.
Однократные формы Многократные формы
Традиционные методы литья, освоенные человечеством еще в древности — в песчаные формы и в кокиль.
Прогрессивные виды технологии, разработанные в прошлом веке и завоевавшие популярность сегодня:
- в оболочковые формы;
- по выплавляемым моделям;
- центробежное;
- под давлением;
- по газифицируемым моделям;
Литьё в оболочковые формы
Для литья металлов данным способом готовят состав из песка и порошкообразного связующего, чаще всего фенолформальдегидных смол.
Модель, или макет нагревают до 300 °C и обсыпают подготовленной смесью. За короткое время (около минуты) на поверхности макета запекается упрочненный слой. Излишки смеси убирают.
Иногда плакированную смесь задувают в промежуток между разогретой моделью и фигурной опокой. Следующий этап — обжиг при температуре 650 °C для окончательного набора прочности. После извлечения макета половинки матрицы соединяют вместе – и она готова к отливке. Для того чтобы матрица не деформировалась весом поступающего в нее расплава, ее окружают металлическим ящиком, который заполняют дробью. Дробь улучшает также и график остывания изделия.

Литьё в оболочковые формы
Основные преимущества метода:
- существенное снижение трудоемкости и времени подготовки формы по сравнению с литьем в землю
- контроль режима остывания изделия
- процесс поддается механизации
Данный вид заливки пригоден для изделий весом до 30 кг.
Литьё по выплавляемым моделям
Выплавляемые модели – пожалуй, самый дорогостоящий и трудоемкий вид литья металлов.
Его используют для особо ответственных видов изделий высокой точности — таких, например, как турбинные лопатки. Точный макет будущей детали выполняется из вещества с низкой температурой плавления, такого, как воск. В производстве используется смесь парафин-стеарин в равных частях. Для более крупных видов изделий в состав добавляют соли, препятствующие короблению макета. Потом путем погружения макет покрывают 5-12 слоями специальной жаростойкой суспензии. В качестве основы берут гидролизованные силикаты, жаростойкой обсыпкой являются зерна электрокорунда или кварца.

Отливки по выплавляемым моделям
Для сушки применяют шкафы, наполненные аммиачным газом. Далее форму нагревают, чтобы из нее вытек парафин. Остатки состава удаляют паром, подаваемым под высоким напором. Следующая фаза подготовки — прокаливание при температуре около 100 °C. Эту операцию проводят для избавления от остатков, способных к газификации. Заливка осуществляется в подогретые до 1000 °C матрицы. После охлаждения изделия по заданному графику в термостате, матрицу разбирают и достают деталь.
Основное преимущество этого вида заливки — высокая точность соблюдения размеров и качество поверхности.
- возможно изготовление продукции из сплавов, плохо поддающихся механической обработке
- Можно отливать детали, которые другими видами литья пришлось бы лить по частям и впоследствии соединять в единый узел
Недостатки – низкий коэффициент использования металла и чрезвычайно высокая трудоемкость.
Литье по газифицируемым моделям
Представляет собой развитие вида заливки в песчаные формы с применением ручной или машинной формовки. Суть данного вида в том, что макет делают не из дерева, а из легкоплавкого пластика, чаще всего вспененного полистирола.

Литье по газифицируемым моделям
Модель размещают в опоке, после чего проводят послойную формовку песчано-глиняной смесью с уплотнением. В верхней части формы создают литниковую систему. Расплав заливают прямо поверх модели, полистирол плавится и газифицируется, выходя через формовочные массы вместе с другими литьевыми газами.
Преимущества этого вида заливки:
- трудоемкость подготовки форм снижается многократно
- можно моделировать и отливать за один раз детали любой, даже самой сложной формы
- не нужны составные макеты и сложные составные формы.
- Доступны большие серии изделий — в этом случае макеты также отливаются.
ЛГМ-это современный вид литья, приобретающий все большую популярность среди металлургов.
Литье под давлением
Отличается от традиционного вида заливки тем, что расплав поступает в форму не под действием гравитации, а под влиянием избыточного давления, создаваемого в отливочной камере напором газа или поршнем. Тигель с расплавом, система его нагрева, формы и металлопровод помещены в герметичную камеру и представляют собой единый механизированный и автоматизированный комплекс.

Литье под давлением
По достижении требуемой температуры расплава в тигель опускается металлопровод, выполненный из тугоплавкого титанового сплава, и в камеру подается напор воздуха. Под его воздействием расплав поднимается в матрицу и заполняет ее. Автоматика поддерживает постоянное давление в камере, поскольку объем ее увеличивается по мере расходования металла. Далее вентиляционные насосы откачивают литьевые газы в систему очистки воздуха. При этом виде заливка проводится как в одноразовые песчаные формы, включая газифицируемые модели, так и в многократные: кокили, цементные, графитовые и асбестовые. По окончании заполнения формы остаток металла стекает из металлопровода обратно в тигель.
- Высокая степень автоматизации литейных операций
- Исключение ручного труда во вредных условиях
- Экологичность
- Высокий коэффициент использования металла.
- Сложность оборудования
- Размер отливки ограничен размером герметичной камеры.
Данный вид популярен в цветной металлургии для крупных партий небольших и средних деталей.
Центробежное литье
Используется при производстве изделий, имеющих форму вращения — втулок, шестерен и т.п. Литье проводится в металлическую матрицу, вращающуюся с большой скоростью.

Центробежная сила прижимает жидкий металл к внешней стенке, где он и кристаллизуется. Метод позволяет получить исключительно однородные отливки. Возможно создание и многослойных деталей. Слои заливаются один за другим.
Достоинства и недостатки литья в форму
Отливка в форму, как и любая технология, имеет свои плюсы и минусы.
- Точное повторение геометрии макета
- Производство изделий самой замысловатой геометрии
- Возможность изготовления большого количества идентичных деталей
- Низкая себестоимость продукции
- Высокая трудоемкость
- Тяжелые условия труда и вред для экологии
- Сложность автоматизации процессов, особенно подготовки сложных форм
- Неоднородность состава и плотности материала отливок.
Современные виды литья во многом снимают эти недостатки. Так, использование ЛГМ многократно снижает трудоемкость подготовки, литье под давлением повышает однородность изделий и автоматизирует процессы во вредных условиях труда, центробежное и интрузионное литье позволяет получить абсолютно однородные отливки. Металлурги постоянно разрабатывают новые разновидности известных методов литья и изобретают принципиально новые его виды.
Читайте также: