Изготовление металлических прокладок гбц
Обновлено: 19.05.2024
Всем привет! Проблема следующая реставрирую МЗМА-402 с моторчиком 408ИЭ, все что снизу и с верху от прокладки ГБЦ уже отремонтировал проточил расточил поменял и тд. и тп. по ходу пьесы, ну вы меня поняли. Осталась одна проблема. нету ни где долбаной прокладки ГБЦ. и ни кто в городе не изготавливает на заказ. Замучился искать(, может кто-то уже пытался, у кого-то получилось, кто то сто-пицот раз уже сам изготавливал прокладку ГБЦ на ретро двигло поделитесь опытом плз. какой материал больше подходит, как качественно завальцевать края дырок под КС жестью и тп. А то не ровен час не удержусь - из паронита зафигачу(
Всем привет! Проблема следующая реставрирую МЗМА-402 с моторчиком 408ИЭ, все что снизу и с верху от прокладки ГБЦ уже отремонтировал проточил расточил поменял и тд. и тп. по ходу пьесы, ну вы меня поняли. Осталась одна проблема. нету ни где долбаной прокладки ГБЦ. и ни кто в городе не изготавливает на заказ. Замучился искать(, может кто-то уже пытался, у кого-то получилось, кто то сто-пицот раз уже сам изготавливал прокладку ГБЦ на ретро двигло поделитесь опытом плз. какой материал больше подходит, как качественно завальцевать края дырок под КС жестью и тп. А то не ровен час не удержусь - из паронита зафигачу(
Самопально я бы не советовал, есть фирмы которые изготавливают прокладки,знаю такую в Харькове,кстати в России у них тоже есть свои представительства,лучше заказать у професионалов
Самопально я бы не советовал, есть фирмы которые изготавливают прокладки,знаю такую в Харькове,кстати в России у них тоже есть свои представительства,лучше заказать у професионалов
знаю такую в Харькове
Вот с этого место пожалуйста по подробнее, если не затруднит конечно, и примерно сколько такие манипуляции стоят, если конечно вы в курсе.
В лихии 90годы был ТАЛБОТ Французкий.Прокладку под голову делал сам.Брал отечественный металлизированный паранит.(применяется в прокладках голов и колекторов,раньше продавался листами)Вырезал полностью по конфигурации старой прокладки.Это всё не сложно,а вот отверстия камер сгорания обшить толстой фольгой это очень гиморно.Но у меня все получилось.Мотор проходил до продажи без проблем.
Прокладки под ГБЦ изготавливают из сталеасбеста. Это, если я все правильно помню, такой материал, сотканный из асбестовых нитей, армированных тонкой стальной проволокой, а затем спресованный. И его назначение заполнить зазоры в одном из наиболее термически нагруженном месте блока цилиндров. Так как охладжение прокладки не предусматривается. Никакой паронит не способен заменить такую прокладку.
Можно попробовать изготовить прокладку из отпущенного алюминия или отпущенной листовой меди, толщиной не менее 2 х мм. При этом следует учесть, что протягивать такую прокладку надо в 5-6 приемов и с нарастающим усилием строго по схеме затяжки. Никакие герметики при этом применять не следует. Поверхность прокладки после изготовления должна быть тщательно зашкурена и отполирована, для устранения видимых царапин и неровностей.
Дерзайте, я подержу за вас пальцы крестиком.:)
Увы, приведенная выше ссылка от ДЕД ваня не работает. Подозреваю, что это устаревшая ссылка на устаревший сайт петербургской "МЕХАНИКИ". Они много лет назад начинали свою деятельность с изготовления прокладок. Сейчас они этим не занимаются. Прокладку высокого качества можно изготовить, но трудозатраты будут просто неприличными. Придется изготовить высечку, для вырезания отверстий под цилиндры. Высечку для вырубания окантовки из медного листа. Штамп, для выгибания кольца окантовки буквой "Г". и штамп для вальцевания окантовки в отверстиях прокладки. Если ничего ближе не найдете, могу познакомить с человеком из Питера. Он изготавливает любые прокладки. Поскольку регулярно требуются всякие не стандартные ПГБ, то оснастки у него довольно много. Цена вопроса не маленькая, но это ручная работа, никуда не денешься - продукция Handmade
всегда денег стоит. Насколько знаю, что три-четыре одинаковых будут стоить чуть-чуть дороже чем одна. Разница только на цену материала. Ценники его точно не знаю, но кажись что-то около $300.
Цитата: "С сожалением констатирую - можно даже не пытаться. Усилия , развиваемого головочными болтами, не достаточно, чтобы обжать металлическую прокладку. Слишком велика площадь опоры и слишком малыми получатся удельные давления. "
Думаю, что смысл попробовать есть, так как подобным способом в 1992 г удалось изготовить прокладку под ГБЦ Опель-Кадет. Но изготавливалась прокладка из меди в заводских условиях.
В какой то книжке по жигулям советских времён попадались чертежи просечек для изготовления, загибания и завальцовывания металического кольца камеры сгорания в прокладке гбц. Заказать просечки у токаря может обойтись значительно дешевле 300 уе, остальное зависит от места произрастания рук.
Хотя ИМХО, проще найти фирму по нестандартным прокладкам.
Думаю, что смысл попробовать есть, так как подобным способом в 1992 г удалось изготовить прокладку под ГБЦ Опель-Кадет. Но изготавливалась прокладка из меди в заводских условиях.
Элементарная задачка из сопромата. Посчитать площадь прокладки, подсчитать суммарное усилие болтов и определить величину удельного давления и сравнить с пределом прочности на смятие меди и/или алюминия. Не проживет ни минуты, причем камеру сгорания кое как уплотнять будет несколько секунд, а ОЖ посочится наружу еще до запуска. Единственный реальный вариант уплотнения алюминиевой или медной прокладкой это алюминиевые/медные кольца уплотняющие камеру сгорания и резиновая прокладка , уплотняющая все остальное. Так уплотнялись цилиндры на авиационных и танковых дизелях. Но там конструкция блока и головки были специально сконструированы для такого уплотнения. Водяные каналы все только круглого сечения, чтобы резину не вдавливало внутрь канала вставлялась распорная втулка. К сожалению, все рассказы про медные и алюминиевые прокладки для автомобильных моторов относятся к разряду легенд. Сделать, конечно можно, чтобы еще раз убедиться в несостоятельности идей, только надо ли?
Toyota007
Это всё не сложно,а вот отверстия камер сгорания обшить толстой фольгой это очень гиморно.
Помнится, кто-то из тюнеров писал, что как-то раз при расточке цилиндров не нашлось прокладки с увеличенными дырками и они ради эксперимента поставили штатную с вырубленными колечками. И оно нормально работало. Правда это был мицубиськин 16-клапанник, но мало ли.
КрылатыйЗмей думаю прав, кто пользовал Жиги, тот знает, что превым способом (колхозным) первода ТАЗа на 76-й было 2 аллюминеевые прокладки а между ними заводская, жило не долго (45-60 тыс км), но жило. (прим. : способ уменьшения компрессии методом проточки поршня применялось только кулибиными и имело практически заводской пробег "на отказ" )
Сходи на авторынок и поспрашай в иномарочных магазинах и кустарных иномарочных сервисах, там эта технология откатана практически до промышленной
КрылатыйЗмей думаю прав, кто пользовал Жиги, тот знает, что превым способом (колхозным) первода ТАЗа на 76-й было 2 аллюминеевые прокладки а между ними заводская, жило не долго (45-60 тыс км), но жило.
Давно это было и , видимо подзабылось. Все было с точностью до наоборот. Ставили ДВЕ заводские прокладки и между ними тонкую медную (0,5 мм кажется - подзабыл уже). Потом от медной вообще отказались - ставили две заводские. От медной отказались как раз из-за того, что мало ходил такой бутерброд.
К сожалению, все рассказы про медные и алюминиевые прокладки для автомобильных моторов относятся к разряду легенд.
А как же на иномарках тонкие из трех алюминиевых пластин.Такую ставили заводскую на мотор фольксвагена 1,8 турбо.Единственно эти пластины были покрыты черной краской.А может быть не краска,а какое то напыление.
Пластины не алюминиевые а стальные. Уплотнение достигается за счет специально проштампованных профилей на каждой отдельной пластине. Дополнительно, на пластины нанесен тонкий слой полимера для лучшего уплотнения масляных и водяных каналов. Забугорные конструкторы домудрились до того, что сейчас и на водяные лючки и на всякие передние/задние плиты двигателей стали применять однослойные стальные прокладки с профильной штамповкой уплотнительных поясков. на новых моторах они служат положенный срок, но года через 4-5 (а современные машины делают именно на 4-5 лет) они повально начинают течь. Более того выштамповки вытирают а алюминиевых деталях продавленности и новая стальная прокладка уже не держит вообще. Приходится ставить паронит.
Видел, как слесарь в мастерской леспромхоза делал прокладки из металлоасбеста. Медные окантовки брал со старых прокладок и простым молотком доводил до кондиции. Сколько ходили такие самоделки на КрАЗах-не в курсе. Отверстия по разметке вырубал зубилом с зачисткой напильником
Я только очень не хочу, чтобы подумали, будто я пытаюсь заработать на изготовлении этих прокладок. Мопед не мой. stop::):):)
Медные окантовки брал со старых прокладок и простым молотком доводил до кондиции. Отверстия по разметке вырубал зубилом с зачисткой напильником
Использовать повторно окантовки можно только от безысходности или совсем не понимая что творишь. Медная фольга уже при разгибании со старой прокладки часто лопается на сгибе. Ведь она выжата и долго работала в камере сгорания, т.е. на сгибе она выгорела. Сам в свое время поступал так. половина еще при разгибании ломается, половина оставшихся трещит при вальцовке. Сколько будет ходить то, что не лопнуло при вальцовке и не треснет ли она в момент обжатия, головы никто не знает.
Вырубание отверстия зубилом и выравнивание напильником, как ни старайся - отверстие круглым не будет, да + еще ручная закантовка медяхи. в этом случае гарантируется неприлегание медной окантовки как раз по внутренней части отверстия. Т.е. со стороны камеры сгорания окантовка будет висеть в воздухе. Не всюду, конечно, но местами будет. И в этом месте очень быстро прогорит.
Отверстия цилиндров хорошо делаются только просечками. Это не ручные просечки, которые мы привыкли видеть , а для использования на прессе. Тогда отверстия идеально круглые с не заваленными краями и все одного диаметра. Окантовка вырезается их медного листа 0,5 мм и первоначчально представляет собой плоское кольцо более чем в два раза шире окантовки. Затем кольцо зажимается между двумя орправками и выстукивается молотком чтобы оно приняло форму чашки, а затем обкатывается роликом чтобы чашка была ровной. Окантовка в сечении принимает форму буквы Г. А вот далее самое сложное. Если окантовку вложить в прокладку и обстукивать молотком, то обязательно появятся пустоты о которых я написал выше. Для того чтобы этого не было окантовку вкладывают в прокладку и внутрь окантовки вставляют распирающую оправку, которая не даст окантовке подвиснуть. После этого приспособлением похожим на закаточную машинку для банок раскатывают окантовку. И потом немного дожимают раскатку на прессе.
Из этого видно, что оснастка требуется не то чтобы сложная, но на каждый размер цилиндра своя. Если , допустим надо изготовить одну-пять прокладок на какой-нибудь уникальный мотор или когда надо изготовить прокладку такую (допустим, по толщине) каких просто не бывает, то стоимость прокладки не имеет значения. Если где-то делают прокладки на Москвичи или Волги, то там линейка размеров цилиндров очень не велика. Не более 5 разных диаметров кмк. Т.е. у людей уже вся оснастка есть и стоимость прокладки будет слагаться из стоимости материала и работы + прибыль. Когда изготаввливается уникальная прокладка, оснастка делается с нуля вся. И стоимость оснастки добавляется в цену прокладки. потому прокладка и может стоить 10000 руб, а три будут стоить 11000. Ну это все так. для общего понимания вопроса.
Здесь говорилось о невозможности изготовления и применения медных прокладок. У меня тесть вырубал для тазоводов в 90-х годах не один десяток, чтобы с 92(или тогда еще 93 был?) на 76 спрыгивать. Из меди. От заказов отбоя не было, пока медь халявная не кончилась;). Без нареканий.
Элементарная задачка из сопромата. Посчитать площадь прокладки, подсчитать суммарное усилие болтов и определить величину удельного давления и сравнить с пределом прочности на смятие меди и/или алюминия.
Вот, не хотел втупать с Вами в диспут, но безапелляционный Ваш тон меня покоробил. Думаю, несмотря на Ваш почтенный возраст, Вам стоило бы употреблять следующие обороты речи: "я думаю", "возможно", или, на худой конец, "ИМХО".
Вообще-то, у меня по сопромату пятерка. И то, о чем говорите Вы, не элементарная задачка, а профанация науки. Мы тоже кое-чему учились, причем в оборонке. Подсчитать удельное давление, учитывая характеристики резьбы шпильки, а так же момент затяжки шпильки и правда, не так сложно. А вот с пределом прочности на смятие - Вы переборщили. Начнем с элементарного, как выразились Вы. Уплотнение на головке блока происходит не за счет деформации сосбтвенно тела прокладки, а (внимание!) за счет деформации окантовки уплотняемых отверстий. Так вот, герметичность определяется, по-большому счету, в основном, характеристиками материала уплотнения. И, говоря о возможности изготовления прокладок ГБЦ из листовых пластичных металлов, я не сказал о том, что пробой прокладки начинается именно с разрушения окантовки. Но, в этом-то, как раз и есть вся суть.
Здесь говорилось о невозможности изготовления и применения медных прокладок. У меня тесть вырубал для тазоводов в 90-х годах не один десяток, чтобы с 92(или тогда еще 93 был?) на 76 спрыгивать. Из меди. От заказов отбоя не было, пока медь халявная не кончилась;). Без нареканий.
Вы просто забыли небольшую подробность - медную прокладку ставили между двумя металлоасбестовыми. Делали так потому, что считали просто пары металлоасбестовых не хватает. Эти бутерброды довольно часто пробивало. Скорее всего пробивало из-за того, что бутерброд большой толщины давал большую суммарную усадку, а это, возможно, требовало подтяжки головы через какое-то время. Но этот момент никто особо на прорабатывал - и так деньги не плохие зарабатывались.
На счет упомянутой Вами медной ПГБ для Опеля - не верю. При этом не считаю, что Вы искажаете факты, а, скорее всего, просто пересказываете чью-то историю, а при всех пересказах истории искажаются. Не надо обид, я ведь занимаюсь ремонтом автомобилей много лет и очень многое перепробовал и перевидал на своем веку.
Воля Ваша, верить или не верить. Но в девяностые были такие станки СМ 600 Ф4, на них можно было сверлить заготовки для печатных плат, а так же фрезеровать. Точность повторного позиционирования на нем - 5 микрон. В те годы у нас переводили цех с КД 4, на СМ-600. Я ездил на предприятия-изготовитель этих станков в город Минусинск (Минусинский электрокомплекс) и в город Черкассы (НПО Ротор), чтобы специализироваться на использовании и обслуживании этих машин. Я сам умею писать программы для этих станков, в них был встроенный перфоратор для изготовления перфолент. На нем был изготовлена прокладка, правда, программа была не моя. Обид никаких нет, есть недоумение, что Вы, образованный человек, рассуждаете примитивно и узко. Извините за прямоту. :)
ставили две заводские. От медной отказались как раз из-за того, что мало ходил такой бутерброд. +100, у меня батя в начале 80х так делал, но потом осознал, что никаких плюсов от этого при цене за литр бензина 7 копеек нет и стал ездить как человек)))
Прокладку закажите у какой нибудь фирмы, думаю сейчас такие есть в каждом городе, а лучше поищите новую, думаю найдёте, я на двигатель 157го зила без проблем покупал, а это ещё реже встречается, чем старый МЗМА
Вы, образованный человек, рассуждаете примитивно и узко.
Попробуйте для себя решить такую задачу:
1 - определить удельное давление в стыке блок-головка. Для этого надо знать площадь поверхности прокладки (ПГБ) и суммарное усилие болтов. Я не занимался измерениями, но полагаю что площадь прокладки может оказаться в пределах 80-150 см2. Болтов возьмите 10 штук и усилие затяжки каждого 15 кГ.м Резьба М12х1,5. Тоже не считал, но думаю, что это порядка 2 тонн на болт.
2 - определите величину деформации медного листа площадью примерно 80 см2 под нагрузкой 20000 кГ и прикиньте хватит ли этой величины деформации для заполнения микронеровностей поверхностей стыка.
После этого Вы сможете понять удержит ли эта прокладка рабочие газы и не потечет ли через нее на улицу вода сразу же после заполнения системы охлаждения. После этого, может быть, найдете в себе силы извиниться.
mezernitsky, необращайте внимание на москвичиста, я с ними имел дело, они все считают себя царями этого мира и как не советуй - сделают по своему, им надо лиш бы на халяву, поэтому я перестал с ними дело иметь
Даже страшно реплику вставить в разговор таких умных людей..
А на ВАЗовской калине с завода аллюминиевая вроде стоит, если нужно - уточню.
MLS прокладка ГБЦ на заказ.

Всем Доброго времени суток и хорошего настроения! Уже не первый год обращаю внимание, что летом Drive2 как бы тоже отдыхает, и оживляется с приходом осени. Вот и у меня все лето не было времени написать что то интересное, поэтому сейчас буду рассказывать о том, что было еще в конце весны 2018 года.
Я все готовлюсь к установке компрессора, продумываю разные мелочи и покупаю в прок детали, которые могут пригодиться. Все это делается для того, чтобы потом не собирать Бриллианта впопыхах из чего попало, и не занимать зря место в сервисе.
В записи Дорогу осилит идущий я рассказал о планах и методах, которые собираюсь применить для их достижения. Одним из самых главных пунктов является снижение степени сжатия. Самым подходящим оказалось увеличение толщины прокладки ГБЦ. Помните, как наши деды ставили вторую прокладку ГБЦ на свои жигули, чтобы можно было ездить на 76 бензине? Вот тут почти то же самое, но не совсем…
Прокладки головки блока цилиндров из многослойной стали (MLS) начали появляться в конце 80х годов прошлого века, когда под запрет попали асбестосодержащие материалы. Конечно, MLS прокладки могут выдержать гораздо большие тепловые нагрузки и давления, но они и более требовательны к качеству привалочной плоскости. Поэтому, и по многим другим причинам я сразу отверг советы по установке самодельных паранитовых прокладок, или двух прокладок MLS одна на другую. Первой мыслью было найти подходящей толщины прокладку в продаже. Как оказалось, многие производители предлагают ремонтные прокладки увеличенной толщины, но этого не достаточно. Степень сжатия снизится, но настолько незначительно, что ради этого не стоит снимать головки с безукоризненно работающего двигателя. На этот двигатель нет толстых прокладок даже у тюнинг магазинов ни в Европе, ни в Америке, ни в Австралии.
Тогда может попробовать доработать стоковую прокладку? Просто добавить несколько листов углеродистой, пружинной стали, вырезанных гидроабразивным станком. Но тут тоже не все просто. Я нашел живые прокладки и разобрал их, чтобы сделать чертеж.
Внутренние листы стали целиком покрыты тонким слоем герметика что будет не просто повторить на дополнительных листах. Кроме этого, я сильно сомневался, что найду нужного качества и толщины (калиброванную по толщине) листовую сталь для дополнительных слоев. Слишком много возможных слабых мест, поэтому я решил поискать другой путь.
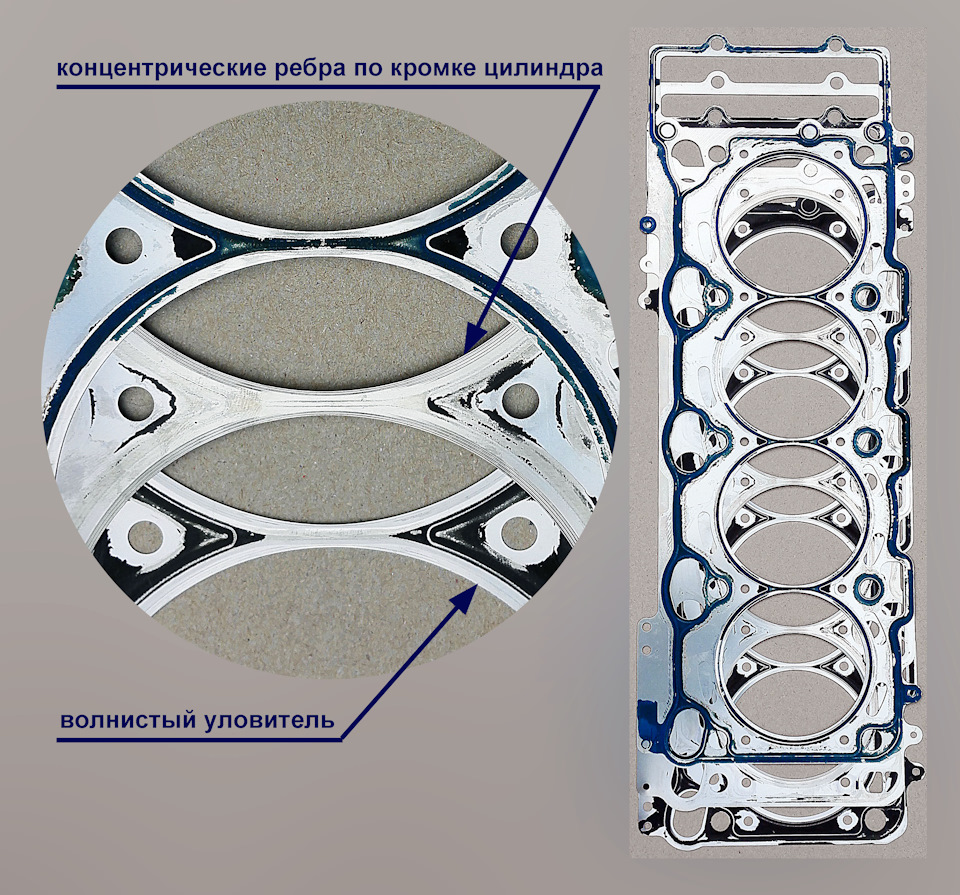
Обдумывал вариант сборки одной прокладки из нескольких. Там свои нюансы. В этих прокладках на каждом из слоев свой волнистый уловитель. На центральном слое это концентрические ребра по кромке цилиндра, а на внешних слоях ответная волна. Собрать вместе несколько прокладок так же не лучший вариант, слои просто не подойдут друг к другу, и получится почти то же самое, что и в случае двух прокладок одна на другой.
Тогда я собрал в кучу все остатки знаний английского языка, гугл переводчик, логику, и написал универсальное письмо, в котором я просил изготовить на заказ нестандартные MLS прокладки для двигателя BMW N62B48. Его то я и отправил в несколько американских контор. В их числе была и COMETIC
Не могу, сказать что отзывы о них все однозначно хорошие, но а разве у меня был выбор? Выбора у меня было еще меньше, чем я думал. Ни одна американская фирма мне не ответила ни на первое, ни на второе письмо. Ну, думаю, даже если американцы, вечно все тюнигующие, не хотят со мной связываться, к немцам и соваться не стоит. А вдруг? Так как сделанная в гараже прокладка нам не нужна, мы и сами такую сделать можем, я искал среди фирм с именем. Просматривая сайт компании ELRING, причем на русском, нашел то, что искал. Как оказалось, они делают прокладки мелкими сериями с требуемыми характеристиками для автоспорта и тюнинга. Отправил письмо в ELRING почти без надежды на ответ. По сравнению с ELRING, американская COMETIC просто маленький семейный бизнес, и то не захотели связываться. Чего же ждать от крупной фирмы? Но нет, ответили в тот же день. Специалисты ELRING взялись изготовить прокладки нужной толщины по цене около 130 евро за штуку в количестве трех штук. Это около 10000р. за штуку, но зачем нам три? Головок то две! Как мне объяснили, это минимально возможное количество для их производственного процесса. Одну прокладку, да еще нестандартную, можно только на стенку повесить в рамке. Дай думаю, узнаю, можно ли изготовить четыре, и как это на цену повлияет? Оказалось, что можно, но на цену не повлияет. Ну и ладно, пусть дорого, пусть лишние прокладки, но зато это же немцы, качество, ответственность, педантизм. Я смогу без опаски давить на газ, не ожидая, что прокладку выдует или она даст течь. Много было разных осложнений. Не знали, как принять оплату от частного лица. Когда определились, что это надо сделать SWIFT переводом, то оказалось, что в нашем городе это может сделать только один человек. Потом их изготавливали три недели. Отправили сразу на таможенный склад, дальше таможенный брокер и доставка прямо до двери. В итоге прокладки еще подорожали, но они у меня!
Технология ремонта двигателей. Уплотнения. Часть 2. Изготовление прокладок

Иногда при ремонте производится разборка только какого-либо одного узла, и покупать набор прокладок невыгодно. А отдельные прокладки к моторам иностранного производства продаются только в дилерских центрах, стоят дорого и ждать их приходится неделями. Приходится их делать самому. Процедура изготовления прокладок придумана еще нашими прадедами, однако известна далеко не всем. А ведь любая, даже самая сложная прокладка (кроме ПГБ) может быть изготовлена в считанные минуты. Для этого деталь зажимается в тиски или укладывается на стол поверхностью разъема наверх, на нее накладывается прокладочный материал и пальцем продавливается в диаметрально противоположных местах в зоне отверстий под болты. Затем намеченные отверстия пробиваются просечками, материал вновь накладывается на разъем и фиксируется через пробитые отверстия болтами (рис. 1).
Изготовление прокладки

Теперь, обстукивая прокладочный материал по наружному контуру детали маленьким молотком, вырубаем наружный контур прокладки (рис. 2).
Вырубка наружного контура прокладки

После этого, приподнимая прокладку над деталью, находим места отверстий под остальные болты и намечаем их, продавливая пальцами. Снимаем прокладку с детали и пробиваем все отверстия под болты. Затем снова крепим прокладку на деталь и прорубаем внутренний контур. Прокладка готова (рис. 3а и 3б).

Одной из частых причин течи через прокладки является неправильная сборка сопрягаемых деталей. Довольно часто приходится видеть как болты поочередно устанавливаются на свои места и сразу же затягиваются до отказа. Сопрягаемые поверхности могут иметь крохотную неровность, из-за которой возникнет перекос при сборке, иногда чреватый даже поломкой деталей. Кроме того, из-за довольно широкого допуска на расположение отверстий, в деталях, может возникнуть следующая проблема. Вы последовательно вставили и затянули несколько болтов, и вдруг обнаружили, что следующий уже не хочет легко вворачиваться на место, а более дальние вообще даже не вставляются в отверстия. Выходят из положения по-разному. Иногда применяя бородки и молотки, иногда ослабляя крепеж и двигая деталь. Для того чтобы такого не случилось, детали соединяют следующим способом: сначала все болты вставляют в отверстия и наживляют в резьбу. Затем все по очереди подтягивают до касания с собираемой деталью, после чего болты зигзагообразно понемногу подтягиваются и затягиваются окончательно. Все вроде бы просто, а сколько людей потрепали себе нервы на этом!
Перечень всех статей здесь
и отдельно пару слов о манерах и технике общения
Подписывайтесь, чтобы не пропустить
Изготовление металлических прокладок гбц
Самопально я бы не советовал, есть фирмы которые изготавливают прокладки,знаю такую в Харькове,кстати в России у них тоже есть свои представительства,лучше заказать у професионалов
Вот с этого место пожалуйста по подробнее, если не затруднит конечно, и примерно сколько такие манипуляции стоят, если конечно вы в курсе.
Дерзайте, я подержу за вас пальцы крестиком.
Увы, приведенная выше ссылка от ДЕД ваня не работает. Подозреваю, что это устаревшая ссылка на устаревший сайт петербургской "МЕХАНИКИ". Они много лет назад начинали свою деятельность с изготовления прокладок. Сейчас они этим не занимаются. Прокладку высокого качества можно изготовить, но трудозатраты будут просто неприличными. Придется изготовить высечку, для вырезания отверстий под цилиндры. Высечку для вырубания окантовки из медного листа. Штамп, для выгибания кольца окантовки буквой "Г". и штамп для вальцевания окантовки в отверстиях прокладки. Если ничего ближе не найдете, могу познакомить с человеком из Питера. Он изготавливает любые прокладки. Поскольку регулярно требуются всякие не стандартные ПГБ, то оснастки у него довольно много. Цена вопроса не маленькая, но это ручная работа, никуда не денешься - продукция Handmade
всегда денег стоит. Насколько знаю, что три-четыре одинаковых будут стоить чуть-чуть дороже чем одна. Разница только на цену материала. Ценники его точно не знаю, но кажись что-то около $300.
С сожалением констатирую - можно даже не пытаться. Усилия , развиваемого головочными болтами, не достаточно, чтобы обжать металлическую прокладку. Слишком велика площадь опоры и слишком малыми получатся удельные давления .
Читайте также: