Изготовление пильных дисков по металлу
Обновлено: 21.09.2024
Крупнейшие заводы по производству Пильных кругов и диски
Заводы по изготовлению или производству Пильных кругов и диски находятся в центральной части России. Мы подготовили для вас список заводов из России, чтобы работать напрямую и легко можно было купить Пильные круги и диски оптом
Полотна для циркулярных пил включая полотна для пил продольной резки или для прорезывания пазов
8202310000 Полотна для циркулярных пил включая полотна для пил продольной резки или для прорезывания пазов
ПОЛОТНА ДЛЯ ЦИРКУЛЯРНЫХ ПИЛ НАПАЯННЫМИ ТВЕРДОСПЛАВНЫМИ ПЛАСТИНАМИ ДИСК ПИЛЬНЫЙ ДИСК ПИЛЬНЫЙ ШТ Фирма Фреуд Италия
ПИЛЬНЫЙ ДИСК СМЕННЫЙ ИНСТРУМЕНТ ДЛЯ ЦИРКУЛЯРНЫХ ПИЛ С ТВЕРДОСПЛАВНЫМИ ЗУБЬЯМИ ИЗ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ БЕЗ СОДЕРЖ ДРАГ МЕТАЛЛОВ ПРИМЕНЯЕТСЯ В ДЕРЕВООБРАБ ПРОМЫШЛЕННОСТИ ООО БЫКОВСКИЙ ЭЛЕКТРОИНСТРУМЕНТАЛЬНЫЙ ЗАВОД
ДИСК К ПИЛЕ Е АК ПИЛЬНЫЙ ДИСК ДЛЯ РУЧНОЙ ЦИРКУЛЯРНОЙ ЭЛЕКТРОПИЛЫ РАЗМЕРЫ ДИАМЕТР ММ ПОСАДОЧНЫЙ ДИАМЕТР ММ ИЗГОТОВЛЕН ИЗ СТАЛИ С РАБОЧЕЙ ЧАСТЬЮ ИЗ ТВЕРДОГО СПЛАВА ПРЕДНАЗНАЧЕН ДЛЯ ПИЛЕНИЯ ДРЕВЕСИНЫ КОРПОРАЦИЯ АТАКА
ПОЛОТНА ДЛЯ ЦИРКУЛЯРНЫХ ПИЛ ПИЛЬНЫЕ ДИСКИ ВЫПОЛНЕНЫ ИЗ ВЫСОКОКАЧЕСТВЕННОЙ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ С НАПАЙНЫМИ ЗУБЬЯМИ ИЗ ТВЕРДОГО СПЛАВА С АЛМАЗНОЙ ШЛИФОВКОЙ ПРИМЕНЯЮТСЯ С РУЧНЫМИ ЦИРКУЛЯРНЫМИ И ТОРЦОВОЧНЫМИ ПИЛАМИ ПОДХОДЯТ ДЛЯ БЫСТРОГО НО ГРУБОГО РА GOLDTOL TOOLS CO
ПИЛЬНЫЕ ДИСКИ ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ ИЗГОТОВЛЕННЫЕ МЕТОДОМ ХОЛОДНОЙ ШТАМПОВКИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ С ТВЕРДОСПЛАВНЫМИ НАПАЙКАМИ ПОБЕДИТ РАЗМЕР ДИАМ ЗУБЬЕВ ООО ЭЛЕКТРОИНСТРУМ
СМЕННЫЙ ИНСТРУМЕНТ ПИЛ ДЛЯ ПРОДОЛЬНОЙ И ПОПЕРЕЧНОЙ РАСПИЛОВКИ ПОЛНОРАЗМЕРНОГО КЕРНА И КЕРНОПРИЕМНЫХ ТРУБ ПИЛЬНЫЕ ДИСКИ ПОЛОТНО С РАБОЧЕЙ ЧАСТЬЮ ИЗ СТАЛИ ШТ HUSQVARNA
ПИЛЬНЫЙ ДИСК ДЛЯ ТОРЦОВОЧНОГО СТАНКА ПРОХОДНОГО ТИПА С РАБОЧЕЙ ЧАСТЬЮ ИЗ СТАЛИ CAABORUNDUM ELECTRIT A.S.ПОЛЬША
ПОЛОТНА ДЛЯ ЦИРКУЛЯРНЫХ ПИЛ С НАПАЯННЫМИ ТВЕРДОСПЛАВНЫМИ ПЛАСТИНАМИ ДИСК ПИЛЬНЫЙ ТРАП ЗУБ ДИСК ПИЛЬНЫЙ ТРАП ЗУБ ШТ Роза СпА
ПИЛЬНЫЙ ДИСК Е ПИЛЬНЫЙ ДИСК ДЛЯ ЦИРКУЛЯРНЫХ ПИЛ С ТВЕРДОСПЛАВНЫМИ ЗУБЬЯМИ ПРОИЗВОДЯТСЯ ИЗ ВЫСОКОКАЧЕСТВЕННОЙ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ БЕЗ СОДЕРЖ ДРАГ МЕТАЛЛОВ НЕ ИЗВЕС
ПОЛОТНА ДЛЯ ЦИРКУЛЯРНЫХ ПИЛ ДИСКИ ПИЛЬНЫЕ ЧЕРТ ВО ИЗ СТАЛИ МАРКИ ТУ ПРЕДНАЗНАЧ ДЛЯ РОТОРНЫХ ПИЛ ГОРЯЧЕЙ РЕЗКИ МЕТАЛЛА В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСТВЕ ОАО МОЗ ВНИИМЕТМАШ
Изготовитель Пилы дисковые со встроенным электрическим двигателем
БОРТ ПИЛА ЭЛ ЦИРКУЛЯР ПИЛА ЭЛ ЦИРКУЛЯР БХ МОЩНОСТЬ ВТ ЧИСЛО ОБОРОТОВ ОБ МИН ДИСК ММ КОМПЛЕКТАЦИЯ ПИЛЬНЫЙ ДИСК ПАРАЛЛЕЛЬНАЯ НАПРАВЛЯЮЩАЯ КОМПЛЕКТ КЛЮЧЕЙ ДЛЯ СМЕНЫ ДИСКА КОМПЛЕКТ ЩЕТОК CHERVON INTERNATIONAL TRADING LTD
ЭЛЕКТРОПИЛА ДИСКОВАЯ МОНТАЖНАЯ МОЩНОСТЬ ВТ ДИАМЕТР ДИСКА ММ ЧИСЛО ОБОРОТОВ ХОЛ ХОДА ОБ МИН ЭЛЕКТРОПИЛА СТРОИТЕЛЬНАЯ МОЩНОСТЬ ВТ ПИЛЬНЫЙ ДИСК ММ МЕТАВО
ПИЛА ДИСКОВАЯ МОД ДП РУЧНАЯ СО ВСТРОЕННЫМ ЭЛЕКТРОДВИГАТЕЛЕМ БЫТОВАЯ МОЩН ВТ НАПР В ГЛУБИНА РЕЗА ММ РАЗМ ПИЛЬНОГО ДИСКА Х Х ММ ЧАСТОТА ВРАЩЕНИЯ ОБ МИН ПРЕДНАЗНАЧЕНА ДЛЯ РАСПИЛОВКИ ДРЕВЕСИНЫ БЫКОВСКИЙ ЭЛЕКТРОИНСТРУМЕНТАЛЬНЫЙ ЗАВОД
ИНСТРУМЕНТ РУЧНОЙ СО ВСТРОЕННЫМ ЭЛЕКТРИЧЕСКИМ ДВИГАТЕЛЕМ ПИЛА МОЩНОСТЬЮ ВТ ТИП ДИСКОВАЯ С ВРАЩЕНИЕМ ПИЛЬНОГО ДИСКА ОБ МИН ПРЕДНАЗНАЧЕНА ДЛЯ ПИЛЕНИЯ ДЕРЕВЯННЫХ ПОВЕРХНОСТЕЙ КОМПЛЕКТУЕТСЯ ПИЛЬНЫМ ДИСКОМ КЛЮЧОМ ТОРЦЕВЫМ И ШИНОЙ FESTOOL
ПИЛА РУЧНАЯ ДИСКОВАЯ СО ВСТРОЕ ЫМ ЭЛЕКТРИЧ ДВИГАТЕЛЕМ МОДЕЛЬ С ПИЛЬНЫМ ДИСКОМ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ПОТРЕБЛЯЕМ МОЩНОСТЬ ВТ ПРЕДНАЗНАЧЕНА ДЛЯ РАСПИЛОВКИ ДРЕВЕСИНЫ ДИАМЕТР ПИЛЬНОГО ДИСКА ММ ШИРИНА РЕЗА МАХ ММ РЕЖИМ РАБОТЫ АО РЕБИР
ПИЛА ДИСКОВАЯ СО ВСТРОЕ ЫМ ЭЛЕКТРИЧЕСКИМ ДВИГАТЕЛЕМ ТОРЦОВО УСОВОЧНАЯ ДЛЯ ПИЛЕНИЯ ИЗДЕЛИЙ ИЗ ДЕРЕВА И ТОНК АЛЮМИН ПРОФИЛЯПОД УГЛОМ МОДЕЛЬ КОРВЕТ ПОТРЕБЛ МОЩНОСТЬ ВТ ДИАМ ПИЛЬНОГО ДИСКА ММ ООО ЭНКОР-ИНСТРУМЕНТ-ВОРОНЕЖ
ПИЛА РУЧНАЯ ЭЛЕКТРИЧЕСКАЯ ДИСКОВАЯ МОДЕЛЬ СТР ВТ ПИЛЬНЫЙ ДИСК ДИАМЕТР Ф Х ММ ОБ МИН МОДЕЛЬ СТР ВТ ПИЛЬНЫЙ ДИСК ДИАМЕТР Ф Х ММ ОБ МИН ЛИОН ИНТЕРНЭШНЛ С.Р.Л
ПИЛА ЭЛЕКТРИЧЕСКАЯ РУЧНАЯ ДИСКОВАЯ МОЩНОСТЬ ВТ ГЛУБИНА ПРОПИЛА ММ ПИЛЬНЫЙ ДИСК ММ ЧАСТОТА ВРАЩЕНИЯ ОБ МИН ИЖЕВСКИЙ МЕХ.ЗАВОД
Поставщики Пилы механические дисковые
ПИЛА ТОРЦОВОЧНАЯ ПРР РАДИАЛЬНО РЫЧАЖНАЯ КОМПЛЕКТ МЕХАНИЧЕСКАЯ ДИСКОВАЯ ГАБАРИТЫ Х Х ММ ПОТРЕБЛЯЕМАЯ МОЩНОСТЬ ВТ НОМИНАЛЬНОЕ НАПРЯЖЕНИЕ В ГЦ ЧАСТОТА ВРАЩЕНИЯ ОБ МИН ДИАМЕТР ПИЛЬНОГО ДИСКА ММ ИСПОЛЬЗУЮТСЯ В ОСНОВ ЗАО ИНТЕРСКОЛ
СТАНОК РАСПИЛОВОЧНЫЙ ДИСКОВЫЙ ДЛЯ ОБРАБОТКИ ДЕРЕВА ВЫХОДНАЯ МОЩНОСТЬ КВТ ПИЛЬНЫЙ ДИСК ПОСАДКА ММ РАЗМЕР ДИСКА ММ КОЛ ВО ШТ ЗАОНПКТЕХНОЛОГИИ
СТРОИТЕЛЬНЫЕ ЦИРКУЛЯРНЫЕ ПИЛЫ ДЛЯ РАСПИЛА ДРЕВЕСИНЫ С ЭЛЕКТРИЧЕСКИМ ПРИВОДОМ И ПИЛЬНЫМ ДИСКОМ МЕХАНИЧЕСКИЕ С РУЧНОЙ ПОДАЧЕЙ ЗАГОТОВОК КОД ОКП WMH TOOL GROUP INC
КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ НАПРЯЖЕНИЕ В ПОТРЕБЛЯЕМАЯ МОЩНОСТЬ ВТ ПОСТАВЛЯЕТСЯ ВМЕСТЕ С ДИСКОМ С ЛИНЕЙКОЙ ДЛЯ РАСПИЛА ПОД УГЛОМ ВОЗМОЖНА УСТАНОВКА ГЛУБИНЫ И УГЛА ПИЛЬНОГО АГРЕГАТА PROMA
НОВАЯ ФОРМАТНО РАСКРОЕЧНАЯ ЦИРКУЛЯРНАЯ ПИЛА С ПОДР УСТР КАРЕТКА ПИЛЬНЫЙ ДИСК ММ ВЫДВИЖНОЙ ТОРЦОВЫЙ УПОР ММ СЕТЕВОЕ ПИТАНИЕ В МОЩНОСТЬ ДВИГАТЕЛЯ КВТ ПРЕДНАЗНАЧЕН ДЛЯ РАСПИЛИВАНИЯ ИЗДЕЛИЙ ИЗ ДЕРЕВА ДСП ВМХ ТУЛ ГРУП АГ
Крупнейшие производители полотна для циркулярных пил включая полотна для пил продольной резки
ПИЛЬНЫЙ ДИСК ДЛЯ ЦИРКУЛЯРНЫХ ПИЛ С НАПАЯННЫМИ ТВЕРДОСПЛАВНЫМИ ПЛАСТИНАМИ ММ АРТ ИРВИН ИНДАСТРИАЛ ТУЛ КОМПАНИ
Экспортеры Станки пильные с дисковыми пилами
ТОРЦОВОЧНАЯ ПЛУНЖЕРНАЯ ПИЛА ЗАВ Е Е СТАНОК ПИЛЬНЫЙ С ДИСКОВЫМИ ПИЛАМИ ПОЗВОЛЯЕТ ВЫПОЛНЯТЬ ТОЧНЫЕ И ЧИСТЫЕ РЕЗЫ В ЛЮБЫХ ПЛАСТИКАХ АЛЮМИНИИ И СТАЛИ МОЩНОСТЬ ВТ НА НАПРЯЖЕНИЕ В СКОРОСТЬ ОБ МИН ДИСК ММ МАКС HITECH EVOLUTION EUROPE LTD
СТАНОК ПИЛЬНЫЙ С ДИСКОВОЙ ПИЛОЙ ТИП С МЯ ЗАПАСНЫМИ ДИСКАМИ С МАРКИРОВКОЙ ДЛЯ ПОЛЬЗОВАНИЯ НА ВЫСТАВОЧНОМ СТЕНДЕ METABO
Компании производители станки для обработки дерева
ФОРМАТНО РАСКРОЕЧНЫЙ СТАНОК СС Д ПРЕДНАЗНАЧЕН ДЛЯ РАСКРОЯ ПАНЕЛЕЙ ДО ТРЕБУЕМЫХ РАЗМЕРОВ С ВОЗМОЖНОСТЬЮ НАКЛОННОГО ПРОПИЛА ДО ГРАДУСОВ ДИАМЕТР ПИЛЬНОГО ДИСКА ММ ШИРИНА ПРОПИЛА ММ ТОЧНОСТЬ ОБРАБОТКИ ММ НАИБОЛЬШИЙ РАЗМЕР ОБРАБАТЫ ООО ПО КАМАТЕХКОМПЛЕК
Производство приспособления для крепления инструмента
ПРИСПОСОБЛЕНИЯ ДЛЯ КРЕПЛЕНИЯ ПИЛЬНЫХ ДИСКОВ ЭЛЕКТРИЧ Х ПИЛЬНЫХ ДЕРЕВООБРАБ СТАНКОВ ИЗ НЕ КОРРОЗ СТАЛИ ДЛЯ ТЕХ ОБСЛУЖ И РЕМ ТА СТАНКОВ ФЛАНЕЦ НОЖА ДЛЯ ГКБС ШАНГХАЙ ДЖОЕ ИМП.И ЭКСП.КО
Изготовитель Станки для обработки камня
Поставщики полотна для пил по металлу
ПОЛОТНА ДЛЯ ПИЛ ДЛЯ ОБРАБОТКИ МЕТАЛЛА ПИЛЬНОЕ ПОЛОТНО ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ В ФОРМЕ ДИСКА ММ ШТ ШЛИФОВАЛЬНЫЕ ТЕХНОЛОГИИ ООО
Крупнейшие производители жернова
Экспортеры Станки строгальные
СТАНОК ДЕРЕВООБРАБАТЫВАЮЩИЙ МД ОСНАЩЕННЫЙ ПИЛЬНЫМ ДИСКОМ ПРЕДНАЗНАЧЕН ДЛЯ ВЫПОЛНЕНИЯ СТРОГАЛЬНЫХ И РАСПИЛОЧНЫХ РАБОТ ПО НАПРАВЛЯЮЩИМ ЛИНЕЙКАМ МОЩНОСТЬ КВТ ШТ ООО СТАНКОПРЕМЬЕР
Производители из России
Пильные круги и диски цены
В разных странах цена на Пильные круги и диски различная, мы собрали статистику за 2021 - 2022 год, текущую и прогнозируемую стоимость узнайте: saw blade price 2021, Saw blade for circular saw price, saw blade for wood price per ton, kg.
График за 2021 год

Пильные круги и диски цена: сегодня (22.09.2022)
| Продукция | Цена за 1 кг | Вес |
|---|---|---|
| ШЛИФОВАЛЬНЫЕ КРУГИ ИЗ СИНТЕТИЧЕСКИХ АЛМАЗОВ ПО ГОСТ 16181-82, цена за 10 кг 3641 рублей | 3641 руб / кг | 10-100 кг |
| ОСНАСТКА ДЛЯ ЭЛЕКТРОИНСТРУМЕНТА: АБРАЗИВНЫЙ ОТРЕЗНОЙ, цена за 50 кг 32650 рублей | 653 руб кг | 100 - 1.000 кг |
| ЖЕРНОВА | 207 руб / кг | 1.000 - 10.000 кг |
| КРУГИ ОТРЕЗНЫЕ И ШЛИФОВАЛЬНЫЕ ДЛЯ ЛУГА. НЕ ЛОМ ЭЛЕКТРООБОРУДОВАНИЯ. НЕ ВОЕННОГО НАЗНАЧЕНИЯ. КРУГ ОТРЕЗНОЙ ЛУГА МЕТАЛЛИЧЕСКИЙ 230Х2.0Х22 A 36 S BF 80 (14А БУ 80) ЛУГА КРУГ ОТРЕЗНОЙ ЛУГА МЕТАЛЛИЧЕСКИЙ НЕРЖАВЕЮЩИЙ 115Х1 | 26531 руб. за 1 тонну | больше 10 тонн |
| КРУГИ ОТРЕЗНЫЕ И ШЛИФОВАЛЬНЫЕ ИЗ ИСКУССТВЕННЫХ АГЛОМЕРИРОВАННЫХ АБРАЗИВОВ СО СВЯЗУЮЩИМ ВЕЩЕСТВОМ ИЗ СИНТЕТИЧЕСКОЙ СМОЛЫ, цена за 10 кг 496 рублей | 496 руб / кг | 10-100 кг |
| КРУГ ЗАЧИСТНОЙ ШЛИФОВАЛЬНЫЙ ИЗ ИСКУССТВЕННЫХ АБРАЗИВОВ КАРБИДОКРЕМНИЕВЫХ ШЛИФМАТЕРИАЛОВ СО СВЯЗЫВАЮЩИМ ВЕЩЕСТВОМ ИЗ ИСКУССТВЕННОЙ СМОЛЫ НА ВУЛКАНИТОВОЙ СВЯЗКЕ, цена за 50 кг 14300 рублей | 286 руб кг | 100 - 1.000 кг |
| КРУГИ АБРАЗИВНЫЕ АРМИРОВАНННЫЕ (С УПРОЧНЯЮЮЩИМИ ЭЛЕМЕНТАМИ) НА БАКЕЛИТОВОЙ СВЯЗКЕ;ГОСТ 21963-02 | 249 руб / кг | 1.000 - 10.000 кг |
| КРУГИ АБРАЗИВНЫЕ АРМИРОВАНННЫЕ (С УПРОЧНЯЮЮЩИМИ ЭЛЕМЕНТАМИ) НА БАКЕЛИТОВОЙ СВЯЗКЕ;ГОСТ 21963-02 | 193966 руб. за 1 тонну | больше 10 тонн |
| ПОЛОТНА ДЛЯ ЦИРКУЛЯРНЫХ ПИЛ (ВКЛЮЧАЯ ПОЛОТНА ДЛЯ ПИЛ ПРОДОЛЬНОЙ РЕЗКИ ИЛИ ДЛЯ ПРОРЕЗЫВАНИЯ ПАЗОВ), цена за 10 кг 1331 рублей | 1331 руб / кг | 10-100 кг |
| ПИЛЬНЫЕ ДИСКИ ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ, цена за 50 кг 34650 рублей | 693 руб кг | 100 - 1.000 кг |
| ДИСКИ ПИЛЬНЫЕ ДЛЯ РЕЗКИ КАМНЯ С НАПАЙКАМИ ИЗ ИСКУСТВЕННЫХ АЛМАЗОВ ДИСК ДИАМЕТР: ТОЛЩИНА 1200 ММ: 5 | 428 руб / кг | 1.000 - 10.000 кг |
| ДИСКИ ПИЛЬНЫЕ (ОТРЕЗНЫЕ), цена за 10 кг 1244 рублей | 1244 руб / кг | 10-100 кг |
| ПОЛОТНА ДЛЯ ЦИРКУЛЯРНЫХ ПИЛ (ВКЛЮЧАЯ ПОЛОТНА ДЛЯ ПИЛ ПРОДОЛЬНОЙ РЕЗКИ, цена за 50 кг 127100 рублей | 2542 руб кг | 100 - 1.000 кг |
| СТАНКИ ЗАТОЧНЫЕ (ДЛЯ РЕЖУЩИХ ИНСТРУМЕНТОВ), цена за 10 кг 1563 рублей | 1563 руб / кг | 10-100 кг |
| СТАНКИ ЗАТОЧНЫЕ (ДЛЯ РЕЖУЩИХ ИНСТРУМЕНТОВ), цена за 50 кг 53450 рублей | 1069 руб кг | 100 - 1.000 кг |
| ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ ГРАЖДАНСКОГО НАЗНАЧЕНИЯ ДЛЯ СЕРВИСНЫХ ЦЕНТРОВ ОБСЛУЖИВАНИЯ А/М КАМАЗ; УЗ-3-СТАНОК ТОЧИЛЬНО-ШЛИФОВАЛЬНЫЙ НАПОЛЬНЫЙ | 1725 руб / кг | 1.000 - 10.000 кг |
Доставка Пильных кругов и диски за границу
Часть портов, куда наиболее часто осуществляется импорт Пильных кругов и диски из России. Вы можете получить цену FOB/CIF в портах ниже. Или прислать наиболее подходящий порт для Вас. Продажа будет осуществляться напрямую между заводом изготовителем и покупателем
- Limassol (Cyprus)
- Izmail (Ukraine)
- Jayapura (Indonesia)
- Giurgiulesti (Moldova)
- Bautino (Kazakhstan)
- Botinge (Lithuania)
- Dalsbruk (Finland)
- Guanghai (China)
- Berndshof (Germany)
Покупка производства Пильных кругов и диски
Если вам необходимо подобрать/купить завод, предприятие не только в России, но и в любых странах включая (Филиппины, Бразилия, Эквадор, Непал, Великобритания, Niger, Венгрия, Франция, Монако, Burkina Faso)
Мы обладаем базой собственников компаний, можем помочь вам и договориться о сделке для вас. Так же если вы хотите продать предприятие или найти зарубежные инвестиции под изготовление Пильных кругов и диски. Мы так же в этом случае можем вам помочь. Пишите нам на почту [email protected]

Mihil Krylov
Образование: University of Salamanca, Spain. Страна: ПОЛЬША. Поиск покупателей, продавцов, логистика
способ изготовления дисковых пил с помощью лазера
Изобретение относится к машиностроению, в частности к способу изготовления дисковых пил с помощью газового СО 2 - лазера. Оно может быть использовано в любом технологическом процессе, предназначенном для выпуска аналогичной продукции. Сущность изобретения: способ включает пять операций, представляющих один технологический процесс. Две операции - подготовку диска пилы и наплавку на него твердого сплава осуществляют внутри кристаллизатора с перемещением обрабатываемой поверхности относительно луча лазера. Третью операцию вырезки пилы осуществляют вне кристаллизатора, перемещая уже луч лазера относительно боковой поверхности обрабатываемого диска пилы по трем координатам с точностью 0,1 мм. А четвертую и пятую операции - разводку пилы и термообработку осуществляют одновременно с применением расфокусированного луча лазера и локального обдува диска пилы. Этим операциям сначала подвергают только нечетные зубья пилы, а затем после поворота диска пилы на 180 o относительно луча лазера, обрабатывают оставшиеся четные зубья пилы. 2 з.п.ф-лы, 3 ил.
Формула изобретения
1. Способ изготовления дисковых пил с помощью лазера, включающий вырезку диска пилы и наплавку на него твердого сплава, отличающийся тем, что перед наплавкой диск пилы помещают в кристаллизатор и нагревают его совместно с ним расфокусированным лучом лазера в среде защитного газа до 200 - 250 o С, наплавку ведут сфокусированным лучом лазера путем сканирования его по синусоиде с частотой 50 - 150 Гц и амплитудой, равной толщине зуба, затем производят вырезку пилы, разводку и термообработку, при этом в процессе наплавки фокус луча лазера заглубляют на 3 - 8 мм относительно наружной поверхности диска пилы, а при вырезке выводят его на линию раздела фаз и поддерживают относительно линии реза с точностью 0,1 мм.
2. Способ по п.1, отличающийся тем, что в процессе нагрева и наплавки обрабатываемую поверхность диска пилы перемещают относительно луча лазера, при этом в процессе вырезки пилы луч лазера перемещают по трем координатам относительно боковой поверхности диска пилы.
3. Способ по пп.1 или 2, отличающийся тем, что разводку и термообработку диска пилы осуществляют одновременно расфокусированным лучом лазера и локальным обдувом диска пилы, при этом сначала обрабатывают только нечетные зубья пилы, а затем, перевернув диск пилы на 180 o относительно луча лазера, обрабатывают четные зубья пилы.
Описание изобретения к патенту
Изобретение относится к машиностроению и касается области лазерных технологий, в частности способа изготовления дисковых пил с помощью лазера. Оно может быть использовано для изготовления любого режущего инструмента аналогичной конструкции.
Значительный рост объема выпуска и потребления в деревообрабатывающей промышленности новых материалов поставил новые требования к инструменту, от которого в первую очередь зависят производительность и улучшение качества обработки, а также снижение их стоимости. При этом дисковые пилы в этих технологиях занимают главенствующее положение. Чем выше качество режущей кромки и надежность дисковой пилы в работе, тем более прост и эффективен технологический процесс. Старые методы изготовления дисковых пил не отвечают всем требованиям, которые предъявляет к ним современный технологический процесс.
Так, например, известен способ изготовления дисковых пил, в котором вырезание фасонных контуров зубьев производится лазерным лучом при сочетании возвратно-поступательного движения лазера и поворота заготовки [1].
Однако данная технология предусматривает только лишь вырезку заготовки дисковой пилы и не гарантирует ее качество после последующих операций, например, наплавки и термообработки.
Наиболее близким способом того же назначения к предлагаемому по совокупности признаков является способ обработки инструмента, в котором свариваемую режущую кромку твердого сплава подвергают совместно с резцом воздействию луча большой тепловой мощности. При этом тепло, выделяющееся в процессе обработки, выполняет несколько функций, включающих испарение, расплавление части материала поверхностного слоя резца рядом с режущей кромкой, а в некоторых случаях - части материала самой режущей кромки. Тонкая жидкая пленка материала резца, образующаяся рядом с режущей кромкой, быстро затвердевает, образуя слой сплава, обладающий более высокой твердостью и коррозионной стойкостью, чем сплав, из которого изготовлен резец [2].
Вышеуказанная технология обеспечивает сваривание твердого сплава с основой резца, однако она мало пригодна для изготовления резцов дисковой пилы, т. к. профиль ее очень сложен, в силу чего не всегда удается с должным качеством наплавлять твердые наплавки на уже вырезанную заготовку. К тому же температурные напряжения, возникающие при вышеуказанной обработке, существенно ухудшают свойства твердосплавной вставки, которая по своему химическому составу и физическим свойствам значительно отличается от основы, с которой она сваривается.
К причинам, препятствующим достижению требуемого технического результата при использовании известного способа, принятого за прототип, относится отсутствие в известном способе технологических приемов и режимных условий, обеспечивающих низкие затраты на производство дисковых пил и получение высокого качества ее режущих элементов - зубьев. Предварительное вырезание диска пилы и дальнейшая обработка зубьев путем наплавки на них твердосплавной режущей кромки с помощью лазера не обеспечивает стопроцентную надежность во время работы и в значительной мере усложняет и удлиняет технологический цикл изготовления пил в целом.
Сущность изобретения заключается в следующем. Изобретение направлено на снижение затрат при изготовлении дисковых пил и улучшение их качества при соответствующей надежности в работе.
Указанная задача решается за счет достижения технического результата при осуществлении изобретения, заключающегося в эффективном технологическом процессе - способе, который обеспечивает минимально возможный уровень затрат на изготовление дисковых пил и гарантирует при этом их высокое качество при соответствующей надежности в работе.
Указанный технический результат при осуществлении изобретения достигается тем, что известный способ изготовления дисковых пил с помощью лазера включает подготовленную операцию, в результате которой заготовка для дисковой пилы совместно с кристаллизатором нагревается в защитной атмосфере до 200-250 o C с помощью расфокусированного луча лазера. Далее поверхность, на которую наплавляют затем твердый сплав, подвергается обработке сфокусированным лучом вышеуказанного лазера, который сканирует по обрабатываемой поверхности по синусоиде и частотой 50-150 Гц и амплитудой, равной толщине зуба, а затем только производится вырезка зубьев пилы, при этом во время операции наплавки фокус луча лазера заглубляется на 3-8 мм относительно наружной поверхности диска, а во время операции вырезки выводится на линию раздела фаз и поддерживается относительно линии реза с точностью 0,1 мм.
Технический результат достигается также тем, что во время операции подготовки и наплавки твердого сплава поверхность обрабатываемого диска пилы перемещается относительно луча лазера, в то время как в процессе вырезки пилы уже луч лазера перемещают по трем координатам относительно боковой поверхности диска пилы.
Технический результат достигается также тем, что следом за операцией вырезки зубьев пилы последняя разводится и термообрабатывается одновременно при помощи расфокусированного луча лазера и локального обдува диска пилы, при этом сначала вышеуказанной операции подвергаются только нечетные зубья дисковой пилы, а затем, после поворота последней на 180 o относительно луча лазера, обрабатываются оставшиеся четные зубья дисковой пилы.
Изложенная выше совокупность признаков обеспечивает достижение указанного технического результата, чем обусловливается причинно-следственная связь между признаками и техническим результатом и существенность признаков формулы изобретения.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и изучение источников, содержащих сведения об аналогах изобретения, позволили установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем существенным признакам изобретения, а определение из перечня выявленных аналогов прототипа позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявляемом объекте, изложенных в формуле изобретения. Следовательно, изобретение соответствует требованию "новизна" по действующему законодательству.
Для проверки соответствия изобретения требованию изобретательского уровня заявитель провел дополнительный анализ известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками изобретения, результаты которого показывают, что изобретение не следует для специалиста явным образом из известного уровня техники, т.е. соответствует требованию "изобретательский уровень" по действующему законодательству.
На фиг.1 представлена схема расположения лазера по отношению к обрабатываемому диску пилы по время подготовительной операции и во время наплавки на диск пилы твердого сплава; на фиг.2 - схема расположения луча лазера относительно обрабатываемого диска пилы во время вырезки; на фиг.3 - схема расположения луча лазера относительно обрабатываемого диска во время операций разводки и термообработки.
Подготовленный для пилы диск заключается в кристаллизатор, конструкция которого выполнена известным способом, например, как показано на фиг. 1, в виде двух медных дисков с диаметром, большим диаметра диска пилы. Расфокусированный луч лазера направляют на открытую поверхность диска, который совместно с кристаллизатором приводится во вращение. В зону встречи луча лазера с поверхностью диска производится наддув инертного газа, например, аргона. После достижения температуры обрабатываемого диска и кристаллизатора 200-250 o C луч лазера фокусируется, при этом фокус его заглубляется на 3-8 мм ниже наружной поверхности диска и приводится в колебательное движение с частотой, равной 50-15 Гц, и амплитудой, равной ширине диска, пилы, а сам диск совместно с кристаллизатором приводится во вращение. Луч лазера проплавляет на поверхности диска синусоидальную дорожку, в зону которой впрыскивается с помощью рабочего газа мелкодисперсный порошок специального состава. При встрече с жидкой ванной обрабатываемого диска и воздействии луча лазера вышеуказанный порошок, частично расплавляясь и перемешиваясь с основным металлом обрабатываемого диска, тут же кристаллизуется. Операцию наплавки ведут с помощью газового CO 2 -лазера мощностью 2 кВт при толщине жидкого слоя не более 1 мм со скоростью 1-2 с и продолжают до тех пор, пока вся торцевая поверхность обрабатываемого диска пилы не будет заполнена слоями кристаллизуемой массы на глубину 2-7 мм. При этом во время вышеуказанной операции каждая последующая синусоидальная дорожка наплавки смещена не более чем на половину своей ширины относительно предыдущей. Далее обрабатываемый диск отсоединяется от кристаллизатора и подвергается операции резки. Причем, как показано на фиг. 2, диск пилы устанавливается на вращающийся стол горизонтально, а сфокусированный луч лазера направляется перпендикулярно его боковой поверхности и перемещается относительно наружной поверхности диска пилы по трем координатам. Фокус луча лазера выводится на линию раздела фаз и поддерживается во время операции вырезки пилы с точностью 0,1 мм относительно линии реза. После вырезки пила подвергается разводке и термообработке одновременно с помощью расфокусированного луча лазера и локального обдува обрабатываемого диска пилы, как это показано на фиг.3. Обдув может производиться как газом или паром, так и любой жидкостью, способствующей эффективному образованию перенасыщенных метастабильных структур высокой дисперности. При этом сначала обрабатываются нечетные зубья пилы, а после поворота диска на 180 o относительно луча обрабатываются оставшиеся четные зубья пилы. Это позволяет не только снять температурные напряжения, возникшие в диске пилы во время операции вырезки, но и обработать ее зубья соответствующим образом, придав им требуемую форму и необходимые прочностные характеристики. Следует отметить, что совмещение операции разводки и термообработки, как и использование во всех технологических операциях одного и того же лазера, существенно снижают капитальные затраты на весь технологический комплекс в целом (ввиду высокой стоимости лазерных установок). К тому же эксплуатационные и энергетические затраты при этом также уменьшаются, т.к. нет необходимости производить дополнительные операции по установке и транспортировке, а также отпадает необходимость в повторном нагреве и охлаждении обрабатываемого диска пилы.
Данный способ изготовления дисковых пил позволяет снизить капитальные затраты на технологический комплекс в целом и существенно сократить время и трудозатраты на их производство. Причем качество режущей кромки дисковой пилы после разводки и термообработки значительно возрастает, а прочностные характеристики во много раз превышают аналогичные показатели дисковых пил, изготовленных по другим технологиям, например дисковых пил с армированным твердым сплавом или с приваренными режущими кромками из твердого сплава.
Таким образом, вышеуказанные сведения свидетельствуют о выполнении при использовании данного изобретения следующей совокупности условий:
средство, воплощающее изобретение при его осуществлении, предназначено для использования в промышленности, а именно для изготовления дисковых пил с повышенным качеством и сниженной трудоемкостью;
для изобретения в том виде, как оно охарактеризовано в независимом пункте нижеизложенной формулы изобретения, подтверждена возможность его осуществления с помощью вышеуказанных в заявке способа и известных до даты приоритета средств и методов;
средство, воплощающее изобретение при его осуществлении, способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, изобретение соответствует требованию "промышленная применимость" по действующему законодательству.
Производители Дисковых пил по дереву из России

Крупнейшие заводы по производству Дисковых пил по дереву
Заводы по изготовлению или производству Дисковых пил по дереву находятся в центральной части России. Мы подготовили для вас список заводов из России, чтобы работать напрямую и легко можно было купить Дисковые пилы по дереву оптом
Пилы механические дисковые
СТАНКИ ПРЕДНАЗНАЧЕННЫЕ ДЛЯ ОБРАБОТКИ ДЕРЕВА ПИЛЫ ДИСКОВЫЕ СТАНОК КРОМКООБРЕЗНОЙ К В КОЛ ВЕ СЕРИЙНЫЙ НОМЕР ООО ПОРОСДРЕВМАШ
СТАНОК КРОМКООБРЕЗНОЙ САМУРАЙ ПИЛЬНЫЙ ДИСКОВЫЙ БЕЗ СТАНИНЫ СТОЛА ДЛЯ ОБРАБОТКИ ДЕРЕВА БЫВШИЙ В УПОТРЕБЛЕНИИ В РАЗОБРАННОМ ВИДЕ СОСТОЯЩИЙ ИЗ ПИЛЬНОЙ КАРЕТКИ ДЛЯ ДВУХ ДИСКОВЫХ ПИЛ ДВУХ ШПИНДЕЛЕЙ ДЛЯ ППРИЖИМА ДОСКИ ДВУХ ООО ЛИДЕР
ПИЛЫ ДИСКОВЫЕ СТАНОК КРОМКООБРЕЗНОЙ ДЛЯ ОБРАБОТКИ ДЕРЕВА МОДЕЛЬ СКА ПРЕДНАЗНАЧЕН ДЛЯ ОБРЕЗАНИЯ КРОМОК РАСКРОЯ НЕОБРЕЗНОЙ ДОСКИ ТОЧНОСТЬ ММ ЗАВОДСКОЙ АЛИКОМ
ПИЛА ЦИРКУЛЯРНАЯ БМП МЕХАНИЧЕСКАЯ ДИСКОВАЯ СТАЦИОНАРНАЯ БЫВШ В УПОТР ПРЕДН ДЛЯ ОБРАБ ДЕРЕВА БРЯНСКИЙ МАШИНОСТРОИТЕЛЬНЫЙ ЗАВОД
ПИЛЫ РУЧНЫЕ М ДИСКОВЫЕ ПО ДЕРЕВУ СО ВСТРОЕННЫМ ЭЛЕКТРИЧЕСКИМ ДВИГАТЕЛЕМ НАПРЯЖЕНИЕ СЕТИ ПИТАНИЯ В В ЧАСТОТА ТОКА ГЦ НОМИНАЛЬНАЯ ПОТРЕБЛЯЕМАЯ МОЩНОСТЬ ВТ СКОРОСТЬ ОБ МИН ПРИМЕНЯЕМЫ В БЫТУ И НА ЛЕСОПИЛЬНЫХ КОМБИНАТАХ ООО ТЕХМИРЖИ
ПИЛА ДИСКОВАЯ ВСТРОЕННЫМ ЭЛЕКТРИЧЕСКИМ ДВИГАТЕЛЕМ МОДЕЛЬ РАБОТАЮЩАЯ ОТ СЕТИ БЫВШАЯ В УПОТРЕБЛЕНИИ ПРЕДНАЗНАЧЕНА ДЛЯ ПРОДОЛЬНОЙ И ПОПЕРЕЧНОЙ РАСПИЛОВКИ РАЗЛИЧНЫХ МАТЕРИАЛОВ ИЗ ДЕРЕВА ПЛАСТИКА И АЛЮМИНИЯ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ MAFELL AG
ИНСТРУМЕНТЫ РУЧНЫЕ ЭЛЕКТРИЧЕСКИЕ ПИЛЫ ДИСКОВЫЕ ПИЛЫ КРУГЛЫЕ ПО ДЕРЕВУ ММ ЯЩ ПИЛЫ КРУГЛЫЕ ПО ДЕРЕВУ ММ ЯЩ ПИЛЫ КРУГЛЫЕ ПО ДЕРЕВУ ММ ЯЩ ШТ ОАО ГОРЬКОВСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД
ПИЛА ЭЛЕКТРИЧЕСКАЯ ДИСКОВАЯ СО ВСТРОЕННЫМ ЭЛЕКТРИЧЕСКИМ ДВИГАТЕЛЕМ ПО ДЕРЕВУ С ОТРЕЗНЫМ КРУГОМ METADO
ПИЛЫ ДИСКОВЫЕ СО ВСТРОЕННЫМ ЭЛЕКТРИЧЕСКИМ ДВИГАТЕЛЕМ ПРЕДНАЗНАЧЕННЫЕ ДЛЯ ОБРАБОТКИ ДЕРЕВА ПИЛА ДИСКОВАЯ В КОНТЕЙНЕРЕ С ШИНОЙ НАПРАВЛ М ШТ Фирма ТТС Систем Эй Дж&Со
МОНТАЖНО ДИСКОВАЯ ПИЛА ОТНОСИТСЯ К ПРОФЕССИОНАЛЬНОМУ ИНСТРУМЕНТЫ ПРИМЕНЯЕТСЯ ДЛЯ РАСПИЛОВКИ ДЕРЕВА МЕТАЛЛА КАМНЯ И Т П В ЗАВИСИМОСТИ ОТ УСТАНОВЛЕННОГО ДИСКА БОШ ГРУП
Поставщики полотна для циркулярных пил включая полотна для пил продольной резки
ПИЛЫ ДИСКОВЫЕ С ТВЕРДОСПЛАВНЫМИ ПЛАСТИНАМИ ПО ДЕРЕВУ РАБОЧАЯ ЧАСТЬ ИЗ ТВЕРДОГО СПЛАВА Х Х Х А Х Х Х Х Н Х ШТ ОАО ГМЗ
ПОЛОТНО ДИСКОВОЕ ПИЛА ДЛЯ ЦИРКУЛЯРНОЙ ПИЛЫ ПО РАСПИЛОВКИ ДЕРЕВА ПИЛА ДИСКОВАЯ ПИЛА ДИСКОВАЯ ПИЛА ДИСКОВАЯ ЗАО ГМЗ-ГЕДУМЕКС
Крупнейшие производители Полотна для циркулярных пил включая полотна для пил продольной резки или для прорезывания пазов
ПОЛОТНА ДЛЯ МЕХАНИЧЕСКИХ ДИСКОВЫХ ПИЛ ДЛЯ ОБРАБОТКИ ДЕРЕВА С РАБ ЧАСТЬ ИЗ СТАЛИ ТМ ПОЛОТНО ДЛЯ ПОДРЕЗНОЙ ДВУХКОРПУСНОЙ ПИЛЫ С НАПАЙКАМИ И Х Х Т М NANXING WOODWORKING MACHINERY CO
Экспортеры Пилы ручные
ИНСТРУМЕНТЫ РУЧНЫЕ ИЗ НЕДРАГОЦЕННЫХ МЕТАЛЛОВ ПИЛА РУЧНАЯ НОЖОВКА ПО ДЕРЕВУ НЕ ДИСКОВАЯ ОДНОРУЧНАЯ С РАБОЧЕЙ ЧАСТЬЮ ИЗ УГЛЕРОДИСТОЙ СТАЛИ ДЛИНОЙ ММ БЕЗ НАПЫЛЕНИЯ С ПЛАСТМАССОВОЙ РУКОЯТКОЙ КОД ОКП ЧП ПЕТРЕНКО И
Дисковые пилы по дереву цены
В разных странах цена на Дисковые пилы по дереву различная, мы собрали статистику за 2021 - 2022 год, текущую и прогнозируемую стоимость узнайте: Circular saws for wood price 2021, controllers electric motors price.
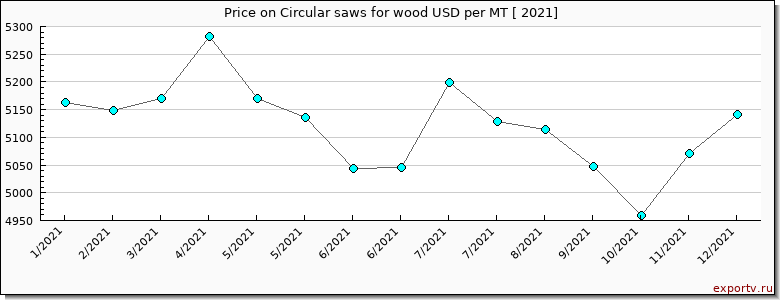
Дисковые пилы по дереву цена: сегодня (22.09.2022)
| Продукция | Цена за 1 кг | Вес |
|---|---|---|
| ПИЛЫ РУЧНЫЕ, цена за 10 кг 488 рублей | 488 руб / кг | 10-100 кг |
| ПИЛЫ РУЧНЫЕ, цена за 50 кг 15500 рублей | 310 руб кг | 100 - 1.000 кг |
| ПИЛА ЛЕНТОЧНАЯ - 15183 ПОГ.МЕТР. | 116 руб / кг | 1.000 - 10.000 кг |
| ПОЛОТНА ДЛЯ ЦИРКУЛЯРНЫХ ПИЛ (ВКЛЮЧАЯ ПОЛОТНА ДЛЯ ПИЛ ПРОДОЛЬНОЙ РЕЗКИ ИЛИ ДЛЯ ПРОРЕЗЫВАНИЯ ПАЗОВ), цена за 10 кг 1331 рублей | 1331 руб / кг | 10-100 кг |
| ПИЛЬНЫЕ ДИСКИ ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ, цена за 50 кг 34650 рублей | 693 руб кг | 100 - 1.000 кг |
| ДИСКИ ПИЛЬНЫЕ ДЛЯ РЕЗКИ КАМНЯ С НАПАЙКАМИ ИЗ ИСКУСТВЕННЫХ АЛМАЗОВ ДИСК ДИАМЕТР: ТОЛЩИНА 1200 ММ: 5 | 428 руб / кг | 1.000 - 10.000 кг |
| ПИЛЫ МЕХАНИЧЕСКИЕ ДИСКОВЫЕ, цена за 10 кг 943 рублей | 943 руб / кг | 10-100 кг |
| ПИЛЫ ДИСКОВЫЕ МЕХАНИЧЕСКИЕ ТОРЦОВОЧНЫЕ ДЛЯ ОБРАБОТКИ ДЕРЕВЯННЫХ ИЗДЕЛИЙ. ПОПЕРЕЧНОЙ И УГЛОВОЙ РАСПИЛОВКИ ДОСОК, цена за 50 кг 26600 рублей | 532 руб кг | 100 - 1.000 кг |
| ПИЛЫ МЕХАНИЧЕСКИЕ НОВЫЕ | 377 руб / кг | 1.000 - 10.000 кг |
| ПИЛЫ ДИСКОВЫЕ СО ВСТРОЕННЫМ ЭЛЕКТРИЧЕСКИМ ДВИГАТЕЛЕМ, цена за 10 кг 841 рублей | 841 руб / кг | 10-100 кг |
| ДИСКОВАЯ ЭЛЕКТРИЧЕСКАЯ ПИЛА ПАРМА, цена за 50 кг 44700 рублей | 894 руб кг | 100 - 1.000 кг |
Доставка Дисковых пил по дереву за границу
Часть портов, куда наиболее часто осуществляется импорт Дисковых пил по дереву из России. Вы можете получить цену FOB/CIF в портах ниже. Или прислать наиболее подходящий порт для Вас. Продажа будет осуществляться напрямую между заводом изготовителем и покупателем
- Limassol (Cyprus)
- Gdynia (Poland)
- Izmail (Ukraine)
- Bautino (Kazakhstan)
- Botinge (Lithuania)
- Qaradag (Azerbaijan)
- Guanghai (China)
- Skulte (Latvia)
- Zumaya (Spain)
Покупка производства Дисковых пил по дереву
Если вам необходимо подобрать/купить завод, предприятие не только в России, но и в любых странах включая (Central African Republic, Греция, Бангладеш, Босния и герцеговина, Aruba, Эстония, Bahamas, The, Швейцария, Польша, Мексика)
Мы обладаем базой собственников компаний, можем помочь вам и договориться о сделке для вас. Так же если вы хотите продать предприятие или найти зарубежные инвестиции под изготовление Дисковых пил по дереву. Мы так же в этом случае можем вам помочь. Пишите нам на почту [email protected]

Maria Cardenal
Образование: Tokyo University of Marine Science and Technology, Japan. Страна: ИСПАНИЯ. Поиск покупателей, продавцов, логистика
Читайте также: