Изготовление узоров из листового металла
Обновлено: 19.09.2024

Для многих холодная ковка стала тем делом, в котором можно реализовать себя не только как ремесленником, но и как творцом новых приспособлений и станков для работы. При этом, простые станки и приспособления для формирования улитки, навивки спирали и сгибания проката разного профиля как показывает практика можно сделать самостоятельно, из подручных материалов. Об особенностях технологии ковки и вариантах создания простейших станков и принципах их работы и пойдёт речь далее.
Искусство холодной ковки от идеи до готового образца
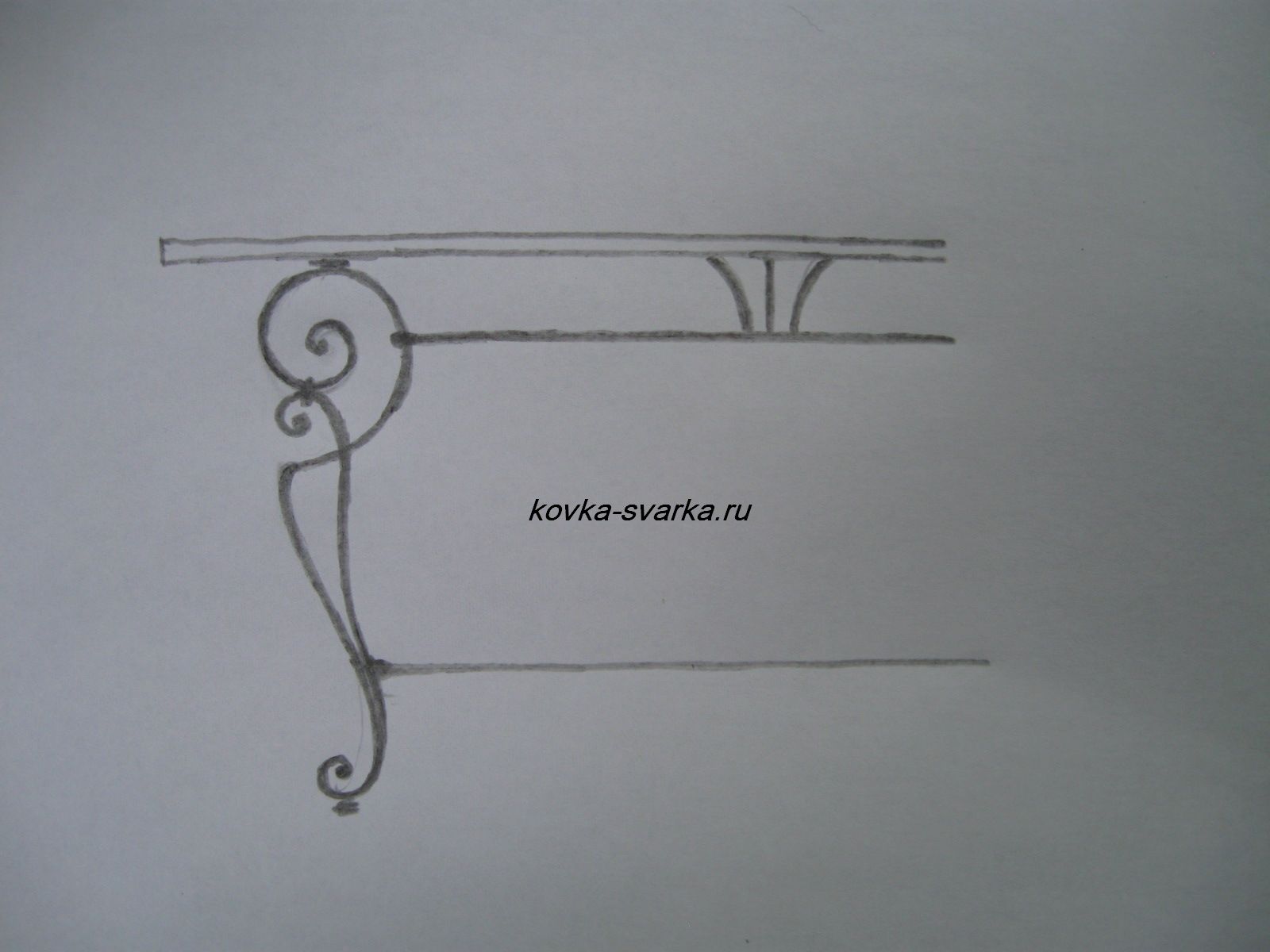
Идеи использования металлических элементов декора чаще всего реализуются в изготовлении оград, ворот, оконных решёток и козырьков. Готовые штучные элементы холодной ковки из металла различного профиля соединяются в готовую композицию сваркой. Простота технологии позволяет получить необычные узоры и объёмные композиции с минимальными навыками работы с металлом, станками и оборудованием.
Большим плюсом этой технологии выступает возможность использования готовых заготовок. Стандартные размеры завитушек, улиток, розеток и винтовых профилей позволяют создавать как единичные изделия, так и выполнять работы по шаблону, например, одинаковые пролёты ограды или оконные решётки.
Вместе с тем изделия из холодной ковки становятся особенно привлекательными тогда, когда в них присутствуют необычные элементы, которые изготавливаются в единичных экземплярах. Именно поэтому, мастера, работающие в этой технике обработки металла, предпочитают сами создавать заготовки из проката. Здесь важную роль играет оснащённость мастерской необходимыми приспособлениями и станками для обработки металла.
Основы технологии обработки металла
Получение готового элемента забора или подставки под кашпо в цветник включает в себя несколько последовательных технологических процессов. Самый главный, из которых придание заготовке из проката необходимую форму. Холодная ковка металла использует следующие виды обработки:
- гибка;
- штамповка;
- скручивание;
- ковка;
- прокат.
Применяемые приёмы и способы обработки зависят от формы и вида металлопроката.
И здесь необходимо обратить внимание на то, чем отличается горячая ковка от технологии холодной обработки металла. При нагреве заготовки происходит изменение структуры металла, он становится пластичнее, так, появляется возможность придать заготовке нужную форму, приложив немного усилий.
При холодной ковке, металл не нагревается, и его структура остаётся прежней. В этом случае приходится прикладывать больше усилий для получения детали нужной формы. Дело в том, что при гибке или скручивании сопротивление поверхностного слоя металла усиливается жёсткостью формы заготовки. А сердцевина, обладающая высокой вязкостью, принимает форму только после преодоления сил сопротивления поверхностных слоёв.
Поэтому, чтобы получить определённые виды ковки обычным молотком не обойтись. Для успешной работы необходимы специальные устройства и приспособления. Особенность технологии заключается в том, что для получения одной формы используется один вид инструмента.
Любое приспособление для холодной ковки это специальный инструмент:
- гибка профиля и полосы в завиток осуществляется на станке-улитке;
- штамповка, при изготовлении лепестков или розеток, использует пресс и пуансоны;
- скручивание полосы, квадрата, трубы выполняется на торсионе;
- ковка или расклёпывание делается на наковальне или при помощи гидравлического пресса;
- для проката используются вальцы разного профиля и диаметра.

Домашняя мастерская – оборудование, оснащение, размещение
Ковка дома, если речь не идёт о создании только красивого мангала или подставки под цветы рано или поздно потребует создания особых условий для комфортной работы. Даже для занятия ковкой как хобби потребуется большое, хорошо освещённое помещение, где кроме станков нужно будет предусмотреть место и под монтажный стол, и под покрасочный модуль, а также подобрать минимальный набор инструментов для работы.
Аргументов выделить просторное помещение много, но при планировании размещения стоит взять во внимание:
- холодная ковка профильной трубы требует сначала сделать прокат профиля, для того, чтобы можно было легче придать форму завитка или улитки. Для этого вальцы должны размещаться так, чтобы длина помещения была в 2,1-2,5 раза больше отрезка трубы.
- станок улитка должен иметь доступ со всех сторон;
- для объёмных работ, например, для сборки оград или въездных ворот монтажный стол стоит делать таким, чтобы он был больше конструкции на 0,2-0,3 метра;
- станки обязательно должны иметь массивную станину и надёжное крепление к полу, а вот монтажный стол можно сделать по принципу трансформера – они должны быть мобильными и быстро складываться.
Вальцы для проката, кроме обычной плоской формы должны иметь валы и для работы и с профильной, и с обычной трубой круглого сечения. Для пресса необходимо иметь несколько пресс-форм для работы с листовым металлом. Здесь понадобятся формы для штамповки листьев, лепестков, полусфер и оформления концов профилей.

Что нужно помнить, приступая к созданию станка для холодной ковки
Одним из важных вопросов, которые предстоит решить при проектировании и создании самодельного станка для холодной ковки выступает вопрос, какой металл нужно подобрать для изготовления рабочих органов. Простым и доступным вариантом для этого выступает покупка заготовок в строительном магазине. Это обойдётся относительно дёшево, а учитывая то, что станок будет собираться своими руками, то здесь можно сэкономить и на обработке, будет достаточно иметь болгарку и сварочный инвертор.
Но, при этом нужно понимать, что в магазине не продаются специальные сорта стали, скорее всего, это обычный прокат, не обладающий ни прочностью, ни долговечностью. В таком случае, не стоит рассчитывать на долгую службу шаблона, срок службы таких приспособлений составит всего 800-1000 рабочих циклов.
Видео описание
В этом видео показано самодельное приспособление для сгибания прута:
Другое дело, если использовать инструментальную или конструкционную сталь. Здесь срок службы будет в 4-5 раз дольше, а узоры из профильной трубы будут получаться с идеальными формами.
Во многих приспособлениях применяются пуансоны одинаковой формы, но разных размеров. Но создавать для каждого типоразмера проката свой станок неоправданно дорого. А вот предусмотреть в гнутике, или станке для улитки сменные пуансоны вполне возможно, да и обойдётся такой вариант дешевле.
Ковка из профильной трубы, квадрат и прут требует больших усилий для придания заготовке нужной формы. Электропривод в таком случае мог бы существенно облегчить работу. В домашнем варианте мини кузницы, вместо электропривода можно использовать шестерёнчатый редуктор.
Оснастка для станков холодной ковки
Самым простым и наиболее часто используемым оборудованием в мастерской обычно выступают два станка – гнутик и улитка. Первый, позволяет сгибать материал под нужным углом, второй обеспечивает создание плоских спиралей подобных улитке. Принцип работы устройств прост – один конец заготовки зажимается неподвижно, а второй, при помощи рычага, сгибается под нужным углом.

Гнутик
Станок холодной ковки гнутик включает:
- основание из пластины толщиной 15-20 мм;
- центральную ось, жёстко закреплённую на основании;
- подвижный рычаг с кареткой;
- сменные вальцы и ролики;
- фиксирующие устройства роликов и вальцов.
На оси крепится рычаг с подвижной кареткой. Рычаг имеет квадратную или прямоугольную форму. На него устанавливается подвижная каретка с двумя неподвижными осями под валки. Чтобы получить изгибы, нужного диаметра валки делаются сменными, изменяя диаметр валков, получаются заготовки разного размера.
- перед началом работы подбираются валки нужного диаметра;
- рычаг с кареткой устанавливается в исходное положение;
- один конец заготовки фиксируется в зажиме;
- заготовка прижимается к центральному вальцу;
- каретка с вальцом подводится к заготовке и плотно прижимается к ней;
- поворачивая рычаг, валки придают заготовке необходимую форму.
Как работает универсальное гибочное приспособление для полосы, прута, квадрата, показано в этом видеоролике:

Улитка
Станок улитка для холодной ковки представляет собой более сложный инструмент, чем гнутик. Сложность его состоит в том, что основной рабочий орган выполняется в виде составного устройства нестандартной формы. Составной вид формы из нескольких секций обеспечивает получение заготовки в виде плоской спирали похожей на улитку. Эта схожесть и дала название этому станку.
Станок улитка или кондуктор для холодной ковки состоит:
- основания в виде станины из толстой металлической пластины;
- кондуктора или оправки, вокруг которой и выполняется навивка улитки;
- рычаг с роликами.
Основой станка для ковки металл выступает основание из стального листа толщиной 15-20 мм диаметром 50-70 см. Станина располагается на валу. Под ней, внизу на подшипниках закреплён рычаг, крепление на подшипниках обеспечивает лёгкое вращательное движение. Он выполняется из толстостенной трубы. Длина рычага, должна быть не меньше 80см. Верхней части в центре основания прочно закреплён вал диаметром 10-16 мм. Основание имеет несколько отверстий, в которые вставляются разборные оправки. Отверстия располагаются так, чтобы можно было устанавливать шаблоны разного размера.
Оправки представляют собой разрезанную на части спираль. Для работы обычно необходимо 2-3 набора элементов – маленького диаметра, среднего и большого размера. Центральный элемент надевается на вал основания. В нем имеется паз для начальной фиксации прута или полосы. Первый завиток имеет 2\3 оборота окружности. Второй – продолжение спирали с увеличенным радиусом и длиной 1\3 оборота спирали. Третий элемент длиной 1\2 оборота с изгибом равным 4-6 радиусам центрального элемента.
Оправки выполняются из полосы шириной 50 мм и толщиной не меньше 5 мм. Для жёсткости с внутренней стороны они усиливаются квадратом 15х15 мм.
Для прижатия заготовки к оправке на рычаг надевается каретка с роликами. Вертикальные ролики прижимают заготовку к форме, а горизонтальные выступают опорой для сгибания.
Холодная ковка металла на станке улитке выполняется следующим образом:
- на основание станка устанавливается оправка;
- в паз вставляется заготовка и прижимается кареткой рычага;
- рычагом делается обжим заготовки вокруг оправки;
- после того как первый элемент будет обжат заготовкой полностью, на основание устанавливается второй, а потом и третий элемент оправки.
В этом видео показано, как работает станок улитка:

Коротко о главном
Простая и одновременно доступная технология холодной ковки сегодня находит сегодня все большее количество поклонников. И как показывает практика, многие мастера не только создают свои неординарные по замыслу элементы ковки, но и необычные устройства и приспособления для работы.
Мастерами успешно создаются как простые приспособления для выполнения одной операции, например, создания элемента улитка, веретено, спираль, навивка, скрутка, с применением физической силы мастера. Так и более сложные, с использованием механических редукторов и электроприводов. Однако, для создания небольшой мастерской многие советую обязательно собрать станок для завивки улитки и гнутик, для получения правильных геометрических форм. Именно эти приспособления и будут основой для развития в дальнейшем мастерской холодной ковки.
Но как бы там ни было, в разработке станков и приспособлений для холодной ковки одним из самых интересных моментов стоит вопрос создания универсального станка для большого количества операций.
Листья кованые своими руками

Кованые листья являются функциональными элементами, поэтому органично дополняют самые разнообразные изделия из металла. В данной статье представлена полезная информация о том, как делать элементы своими руками.
Компании, занимающиеся выпуском кованых элементов, предлагают широкий ассортимент листьев. Наибольшей популярностью пользуются листики винограда, дуба, розы, а также акантовые. Часто в ассортименте компаний присутствуют березовые и кленовые листья. Востребованы парные элементы: левые и правые.

Кованый виноградный лист. Фото ЭХК
Что потребуется для изготовления листиков: инструменты и приспособления: матрицы, штампы, трафареты, шаблоны для ковки
Для обработки металлических заготовок исполнителю потребуются различные инструменты и приспособления. Изготовление деталей по методу горячей и холодной ковки подразумевает применение кузнечного или ручного молота и наковальни, а также дополнительных приспособлений: штампов, которые также называют матрицами.

Трафареты (или шаблоны) из бумаги или металла значительно облегчает работу, позволяя каждый раз не рисовать контур элемента самостоятельно.
Кроме этого, мастера используются вспомогательное оборудование и инструменты: болгарка, металлическая щетка, сварочный аппарат.
Как сделать из уголка и других материалов, художественная и холодная ковка
Представленные далее видеоролики от опытных исполнителей позволяют получить представление о процессе изготовления кованых листьев. Мастер-классы будут полезны для начинающих исполнителей, опытные кузнецы смогут оценить работы коллег.
Листочки розы: холодная и горячая ковка, сварка, нанесение фактуры своими руками
- По шаблону на куске металла прорисовывается контур будущего элемента, лишние детали удаляются, края заготовки обрабатываются, обтачиваются на гриндере.
- Пять листиков скрепляются зажимом, болгаркой прорезается канавка для приварки стеблей, которые мастер изготавливает на наковальне.
- Элементы нагреваются в горне, выполняется оттяжка краев.
- На деталях маркером прорисовываются прожилки, нанесение фактуры выполняется самодельным приспособлением.
- Болгаркой производится обработка краев, тем самым формируются зубчики.
- Детали зачищаются, удаляются заусенцы.
- Молотком со сферическим бойком придается окончательная форма.
Листья винограда, художественная ковка своими руками
- Бумажный шаблон приклеивается к куску металла толщиной в 2 мм.
- Лишние детали металла удаляются болгаркой.
- Заготовка нагревается в горне, с помощью самодельных приспособлений разных размеров наносится фактура — прожилки.
- Элемент зачищается щеткой с металлической щетиной.
- В заключении края следует обработать, обстучать молотком.
Кованый лист из уголка, горячая обработка вручную и с помощью молота
- На уголке мелом прорисовывается контур детали, лишний металла обрезается.
- Заготовка нагревается, обрабатывается на кузнечном молоте, а затем вручную на наковальне, мастер простукивает деталь молотком.
Изготовление кованых листьев с помощью самодельного штампа из рессоры на молоте
- Из рессоры толщиной 20 мм. вырезается заготовка для штампа, на которую наносится фактура. Мастер изготавливает 2 заготовки: правая и левая, которые после закаляются.
- Толстый кусок металла нагревается, на него помещается заготовка. Посредством ударов кузнечного молота в металле формируется углубление в форме листа. Штамп готов.
- На металле размечаются и вырезаются заготовки элементов, на которые затем наносится фактура, с помощью штампа.
- Элементам вручную придается объем.
Завитки

Кованые завитки представляют собой декоративные элементы различных конфигураций. Они используются при изготовлении орнаментов и узоров, которые подходят для украшения практически любых предметов и конструкций из металла. Разнообразие видов и размеров является не единственным достоинством данных деталей:
- прочность;
- стойкость к ударам, коррозии, ультрафиолетовым лучам, температурам;
- привлекательный внешний вид;
- простота ухода;
- легкость сборки и крепления;
- продолжительный срок службы.
Компании-производители предлагают широкий ассортимент кованых завитков. Альтернативой покупке готовых деталей является самостоятельное изготовление декоративных элементов.
- Как сделать кованый завиток своими руками, видео изготовления, чертежи, расчеты, размеры, гибка
- Необходимое оборудование, инструменты и приспособления для горячей (художественной) и холодной ковки: улитка, волна, наковальня и другие
- Необходимые материалы: профильная/профтруба, прутки, полоса
- Важные вопросы: как рассчитать длину заготовки, как нарисовать и так далее
- Как сделать тугой (крутой) завиток
- Точка роста завитка с отверстием
- Видео
- Обратный
- Французский
- Как выковать окончание завитков, запятых, волют и других элементов
- Как делать, согнуть бублик
- Как сделать запятую, какой диаметр выбрать
Как сделать кованый завиток своими руками, видео изготовления, чертежи, расчеты, размеры, гибка
Будущим кузнецам, желающим попробовать собственные силы в обработке металла посредством ковки, рекомендуется начать оттачивать мастерство именно с изготовления кованых завитков.
Подробные инструкции о создании завитков разных форм представлены далее.
Необходимое оборудование, инструменты и приспособления для горячей (художественной) и холодной ковки: улитка, волна, наковальня и другие
В зависимости от выбранной технологии работы с металлом исполнителю потребуется различный набор оборудования и инструментов.
Горячая ковка подразумевает использование молотка (или молота) и наковальни.

Создание завитка на станке типа улитка.
Холодная ковка выполняется на специальном оборудовании: станок «волна» позволяет получать детали с волнообразными изгибами и менять их направление, «улитка» (кондуктор) предназначена для создания спиралевидных завитков. Возможно также применение шаблонов для изготовления завитков.
Некоторые исполнители также выполняют горячую и холодную ковку с помощью специальных шаблонов, лекал.
Необходимые материалы: профильная/профтруба, прутки, полоса
Кованые завитки могут производится из металлических заготовок разных форм:
- профильные трубы:
- прутки с круглым и квадратным сечением;
- полосы.
Важные вопросы: как рассчитать длину заготовки, как нарисовать и так далее
При выполнении гибки и ковки у исполнителей возникает большое количество технических вопросов.
Прорисовка завитка в натуральную величину, которая выполняется мелом или карандашом, упрощает изготовление элемента.
Подсчет размера металлической заготовки необходимо выполнить посредством сложения величин прямо- и криволинейных участков. Для этого исполнители нередко применяют обычную веревку или проволоку, которая прикладывается к изгибам. Полученная величина измеряется с помощью рулетки. Также используют инструмент курвиметр.
Другие важные нюансы рассмотрены в видеообзорах, представленных далее.
Как сделать тугой (крутой) завиток
- Один из кончиков прутка с квадратным сечением нагревается и обрабатывается на станке.
- Завиток делается на ребре наковальне с помощью молотка. Кончик заготовки слегка загибается и придавливается, подобная операция выполняется несколько раз. В результате у исполнителя получается тугой завиток.
- Изгиб детали придается с помощью шаблона и ручной вилки.
Точка роста завитка с отверстием
Приспособление для завитков с отверстием делается на основе куска уголка.

Получается вот такое простое приспособление.
Видео
Обратный
- Из полосы 40х4, длиной 50 см. выполняется кондуктор, позволяющий создавать завитки, волюты и спирали с обратным завитком.
- Полоса гнется с помощью подкладной вилки, зафиксированной в тисках, а также ручной вилки. Таким образом, получается спираль, часть которой удаляется болгаркой.
- Получившаяся деталь приваривается к листу металла небольшого размера.
- Пруток квадратного сечения нагревается, кончик обрабатывается, получается завиток. Заготовке придается обратный изгиб с помощью изготовленного своими руками лекала.
Французский
- Квадратный пруток нагревается, ее кончик слегка завивается на самодельном приспособлении.
- Обработка заготовки продолжается вручную, с помощью наковальни и молота.
- Изгиб детали с завитком выполняется на улитке.
Как выковать окончание завитков, запятых, волют и других элементов
Производители предлагают клиентам завитки с раскатанным и нераскатанным окончанием. Первая группа элементов обладает более изящным и ярким дизайном. Чаще всего детали имеют окончание в виде узора «гусиная лапка». Как сделать своими руками завиток в подобным окончанием вы увидите далее.
- Завиток с окончание «гусиная лапка» делается с помощью штампа из каленой стали, на поверхности которого присутствуют неглубокие канавки.
- Заготовка разогревается и помещается на штамп, окончание простукивается молотком. Таким образом исполнителю не потребуется специальный станок.
Как делать, согнуть бублик
Для изготовления лекала для кованых волют потребуется кусок швеллера; две петли, которые приваривается к швеллеру, одна из них с втулкой.
- Для этого в швеллере посредством сварки выжигается отверстие, куда помещается петля, выполненная из трубы круглого сечения, обваривается.
- С помощью подшипников, которые надеваются на нижние части петель в возможно изготавливать волюты разных размеров по ширине.
Как сделать запятую, какой диаметр выбрать
- Пруток с сечением в 10 мм. нагревается, на конце заготовки делается глазок и закручивается. В результате аккуратных постукиваний молотка получается тугой завиток.
- Заготовка придается изгиб, для этого используется ручная и подкладная вилки.
- Ненужная часть заготовки удаляется, обрубается, второй конец обрабатывается, оттягивается.
- В результате получается две запятые. Более подробно ролик описан на этой странице.
Как сделать резные наличники на окна из листа железа
Кто из нас, видя перед собой красивые, старые, рубленые дома, украшенные замысловатой резьбой ажурных наличников, с резными, словно царская корона, богатыми кокошниками на крышах, не восхищался сказочной красотой, дошедшей до нас из глубины веков. Но видеть такую красоту и восхищаться ей, это одно. А сделать из своего дома сказочный дворец, задача не из простых.

И дело даже не в том, что у кого-то отсутствуют навыки художника или не хватает фантазии в построении витых узоров, загвоздка в недолговечности внешних деревянных элементов и конструкций. К сожалению, деревянные наличники и элементы резьбы сохраняют свой первозданный вид на долгие годы, только лишь во внутренних, сухих помещениях. Во внешней влажной среде дерево быстро коробится, трескается и скалывается, особенно в местах тонкой резьбы. Внешняя среда, солнце и дожди быстро губят лакокрасочные покрытия, вынуждая, лишний раз тратиться на краску и каждые два или три года все перекрашивать.
Несмотря на некоторые трудности, которые могут показаться на первый взгляд, не стоит отказываться от желания превратить свой серенький дом в теремок. Изобилие материалов в строительных магазинах позволяет заменить дерево на более долговечный материал. В этом мастер-классе вы узнаете, как сделать резные наличники на окна своими руками заменив дерево плоским железом.
Плоское железо, или плоский лист, как его правильно называют по заводской классификации, это тонкая жесть (толщина 0,40-0,70 мм), которая поступает с завода рулонами по 20, 30 и 50 метров. Стандартная заводская ширина листа в рулонах 1 метр 25 сантиметров. Плоское железо окрашивают в разные цвета, от белого до чёрного шоколада. Все листы железа покрывают защитной плёнкой предохраняющей их от царапин при транспортировке. Для тех, кто ищет, куда сдать объектив, воспользуйтесь материалом о скупке объективов б/у , в котором представлены плюсы и минусы компаний по выкупу фототехники.
Материалы и инструменты
Для изготовления резных наличников на окна нам понадобится:
- плоский лист жестяного железа стандартной шириной в 1 метр 25 сантиметров;
- рулон обоев для изготовления шаблонов рисунка наличника;
- скрепки для фиксации шаблонов во время перевода рисунков и для последующей фиксации готовых деталей между собой;
- соединительные скобы размер 3-4 миллиметра;
- простой карандаш;
- ластик;
- линейка;
- сверло на 8 миллиметров для сверления отверстий под электролобзик, в местах срезаемых частей верхнего накладного наличника;
- сверло маленькое 3-4 миллиметра для сверления отверстий в местах клепочного соединение деталей;
- электрический лобзик;
- пила по металлу с мелкими зубьями;
- мелкая и средняя наждачная бумага для шлифовки заусенцев на обратной стороне деталей;
- клёпочный ручной станок и резиновый молоток для рихтовки заготовок.
Процесс изготовления резных наличников
Приступая к изготовлению оконных наличников необходимо заранее изготовить и установить откосы на окна. Один из вариантов – откосы из белого железа.
После того как изготовим и установим откосы, снимаем точный размер с окна учитывая выступающие на стены края откосов. Когда размер снят, высчитываем ширину и длину наличников. Стандартная ширина 30-35 сантиметров, длина окна плюс ширина наличника.
Сняв все размеры изготавливаем шаблоны для наличников из любого гладкого рулона обоев. Выбрав образец рисунка, готовим два шаблона. Один длинный боковой и один короткий на низ и верх окна. Складываем вырезанную полосу бумаги вдвое и рисуем эскиз так, чтобы на месте сгиба получился центр узора. Когда будет вырезаться рисунок, автоматически будет готова и вторая его половина, так получится правильный ровный шаблон.
Подготавливаем рабочее место, для этого ставим два стола, одинаковой высоты, рядом друг с другом в длину, между столами оставляем промежуток 7-8 см, это место для работы электрическим лобзиком. Наличники изготавливаются из двух цветов металла (самый простой вариант). Верхний накладной цвет будет белый, на нем и вырезают узоры. Второй цвет любой на выбор, это фоновая подкладка под верхний резной лист.

Берём лист плоского железа, нарезаем полосы для наличников нужной ширины.
Заготовки верхней накладной части наличника переворачиваем лицом вниз, и на обратную сторону закрепив шаблон скрепками, переводим ажурный рисунок наличника.
Когда рисунок будет готов, берём электродрель, насаживаем сверло 8 миллиметров и по краям рисунка сверлим сквозные отверстия под пилку лобзика и начинаем выпиливать наличник.


Вырезаем наличники на окна из железа.
Кладём полосу железа на стол так, чтобы вырезаемая часть была в центре стола, и начинаем по контуру вырезать рисунок.
Вырезав верхнюю часть, переходим к изготовлению нижней, фоновой части наличника. Для этого также нарезаем лист железа на полосы нужного нам размера, с учётом окантовки. Ширина этого листа должна быть на 4-5 сантиметров шире.

Переворачиваем лист лицевой стороной вверх. Кладём на него лицом вниз готовую верхнею заготовку наличника. Обводим внешний кант по краю рисунка 4-5 см шириной и начинаем вырезать.


Приготовив обе заготовки, снимаем с них защитную плёнку и накладываем друг на друга.
Фиксируем их скрепками и проделываем 1-2 отверстия сверлом 3-4 миллиметра. Делаем клёпочным ручным станком контрольную сцепку, чтобы детали не разошлись. После этого сверлим и клепаем всю конструкцию. Наличник на окно готов.
Монтаж резных наличников на окно
После того как наличники изготовлены начинаем их монтаж на стену, здесь будет нужна лестница или стремянка.
При монтаже наличников на деревянную стену понадобятся:
- молоток;
- небольшие гвозди 5-6 сантиметров;
- монтажный шприц;
- монтажный жидкий силикон (белый как цвет наличника или бесцветный) для замазки щелей;
- маленькая художественная кисть, и краска по цвету наличника для замазки шляпок гвоздей.
При монтаже наличников на каменные стены, нам понадобятся:
- электродрель;
- сверло диаметром 3-4 миллиметра с победитовым наконечником;
- пробки под шурупы (при отсутствии пробок можно подогнать и забить в отверстие стены самодельные деревянные пробки);
- шприц и монтажный жидкий силикон;
- художественная маленькая кисть и краска по цвету наличника для замазки шляпок шурупов.

Наличники подгоняются вплотную к краям выступающих оконных откосов и крепятся к стене.
Затем монтажным силиконом промазываются все щели и неровные места. А шляпки гвоздей или шурупов тонкой кисточкой прокрашиваются краской по цвету наличника. Работа готова, резные наличники установлены на окна.
Читайте также: