Изменение цвета металла от температуры
Обновлено: 04.05.2024
Цвета побежалости – это цвета, которые становятся различимы на гладкой металлической или минеральной поверхности из-за появления тончайшей окисной пленки или световой интерференции в ней. Зачастую их появление связано с тепловым воздействием. О том, что такое побежалость, далее.
Происхождение цветов побежалости металла
Цвета побежалости металла распространяются из-за перераспределения интенсивности света в утонченных пленках на структуре отражения. По ходу развития пленочной толщины появляются условия погашения лучей с какой-либо волновой длины. Вначале из белоснежного появляется сиреневое свечение, обнаруживается желтое свечение. По ходу того, как пленка растет в толщину, увеличивается волновая длина погашенных лучей. Из непрерывного спектра солнца появляется зеленое и красное свечение.
Яркость оттенков побежалости нержавейки зависит от размера оксидной пленки с протяженностью солнечной волны, которая идет на спецматериал. Одни из ярчайших оттенков находятся на материалах медного типа. Цвета побежалости стали, которые получаются из-за физического процесса, зависят от металлического состава. Если в микроэлементе есть много металлических ионов, то он прокрашивается в синий. В присутствии хромофоров можно обнаружить красные оттенки – следы побежалости на металле.
Искусственная цветовая побежалость видна на структуре при повышенных показателях. Непременным условием образования следов побежалости считается отсутствие воды с иными спецжидкостями. В ходе нагревания появившаяся пленочная структура окиси снижается. Это объясняется диффузией, то есть перемешиванием микроэлементов или внедрением одного химического элемента в иной. В ситуации с металлической пленкой окиси становится видно, как взаимодействуют атомы кислорода со спецметаллом.
Как искусственно создать цвета побежалости
При металлообработке активным образом применяется воронение. Технология спецпокрытия металлов пленками окиси хорошо известная и активным образом применяемая на протяжении десятков лет. Вороненый материал отличается устойчивостью ко ржавчине, прочностью к повышенным нагрузкам и обладает эстетичным окрасом, без добавочных покрытий с красками.
Чтобы выполнить воронение, необходимо:
- обмакнуть заготовку, протереть ее минеральным маслом;
- нагреть на металлическом листе до температурного показателя (для различных металлов со сплавами она различается);
- после сделать закалку в охлажденном участке – во избежание металлического отпуска.
Получившийся окисленный слой на структуре металлического изделия будет устойчивым к воздействию воды. Он будет иметь повышенную прочность к действию внешних факторов.
В нижеследующей таблице приведены составы растворов и требуемая температура для бесщелочного оксидирования черных металлов:

Пленка окисления образуется как с большой, так и с малой скоростями. На образование пленки влияют такие факторы, как:
- мера закаленности обрабатываемой детали (закалка способствует ускорению появления необычного эффекта);
- загрязнение (при появлении грязи она обугливается, и, в результате, образуется неравномерный пленочный слой оксида);
- шероховатость (заготовка, которая имеет выемку, получает уплотненную пленку; эстетичное цветовое различие обнаружить невозможно, а полированная деталь создает разноцветный эффект);
- технология нагревания (в зависимости от спецоборудования, применяемого для нагрева деталей, с большой скоростью и шириной формируются пленки окисления; для нагревания деталей лучше применять оборудование, которое позволяет поддерживать требуемый температурный показатель и контролировать его).
Тонкие пленки оксида поглощают солнечные волны с наименьшей длиной волны, но отражают с наибольшей. Цвет металла при нагреве изменяется в зависимости от температуры. Чем больше температура пленки оксида, тем светлее цвет металла при нагревании. Синий и фиолетовым цвета получаются, когда из спектра отображается перечень длинных волн. При отражении пленки из оксидов волны с минимальной волновой длиной, металлическая поверхность прокрашивается в желтоватый оттенок. Светлые оттенки соответствуют повышенной температуре нагревания. Поэтому мастер нередко определяет с помощью цветов побежалости нержавейки закалку материалов со стальной стружкой и колющим инструментарием. Они применяются при работе токаря.
Несмотря на указанные факторы, при содействии цветов побежалости нержавеющей стали невозможно точно определить температуру металла, поскольку на показатель влияют разные факторы:
- период нагрева (промежуток времени, на протяжении которого деталь из металла прогревается до показателя помещения, если отсутствует тепловая отдача);
- разная примесь в переливающемся металле;
- особенность освещения в помещении, где производилась сварка с закалкой заготовок;
- скорость прогрева (температурное изменение в единицу времени во время прогрева).
Среди различных электроприборов есть пирометры, обеспечивающие конкретный температурный контроль. Они функционируют на лучевом анализе лазера. В электроприборах находятся особые датчики, которые анализируют отраженные лучи и отражают металлическую температуру, которой равны измеренные параметры излучений.
Температура цветов побежалости металла
Температура и цвет металла изменяются на протяжении всего процесса нагрева заготовки. Причем у каждого сплава или вида металла своя температура появления побежалости. Вследствие этого технологи пользуются большим количеством таблиц соотношения цвета и температуры цветов побежалости. Некоторые из них приводим в нашей статье.
Цвета побежалости металлов
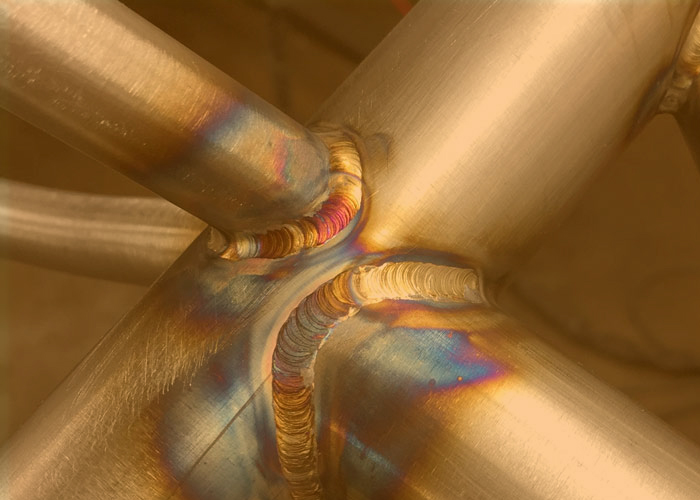
Цвета побежалости – спектр цветов, образующихся на поверхности железных сплавов в результате появления окисной пленки. Они образуются при нагревании поверхностей из металла до определенных температур без участия воды. Цвета побежалости являются дефектом сварного соединения.
Происхождение
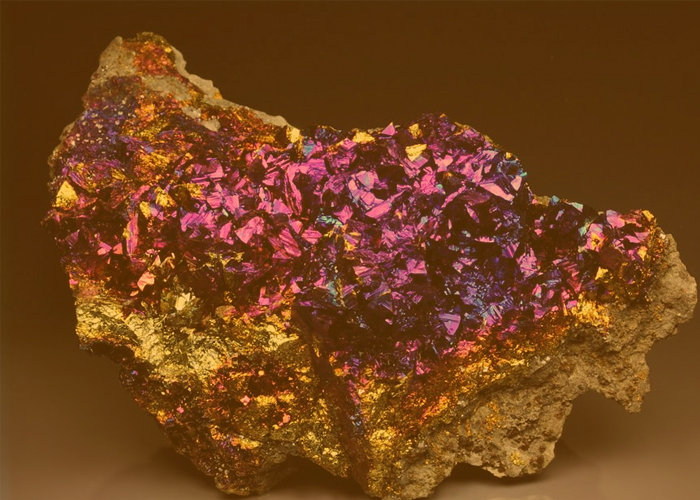
В природе цвета побежалости образуются на поверхности многих минералов, включая пирит и халькопирит. Из-за окисления они покрываются тонкой оксидной пленкой, преломляющий солнечный свет. В результате интерференции поверхности металла окрашивается в разные цвета. Яркость побежалости зависит от толщины оксидной пленки и длины волны. Наиболее яркие цвета побежалости образуются на медных минералах. Также цвет зависит от качественного состава металла. Если в элементе присутствует большое количество ионов металлов, то он окрашивается в синие цвета. При наличии хромофоров минералы становятся красными.

Также цвета побежалости могут образовывать в естественных условиях на поверхностях старых стекол или монет. Изменение окраса может быть обусловлено длительным контактом этих материалов с землей. Если на них присутствует жировая пленка, то они окрашиваются в радужный цвет. Побежалость скрывает настоящий цвет металла. Поэтому нельзя определять его истинный окрас на свежем изломе. Рекомендуется определять цвет при рассмотрении оксидной пленки.
Искусственно цвета побежалости образуются на поверхности металлических заготовок при сварке или закалке. Они появляются при нагревании металлов до критических температур без участия молекул воды или иных жидкостей. Во время нагревания происходит процесс образования оксидной пленки. Ее толщина составляет несколько молекул и уменьшается по мере нагрева. Это обусловлено явлением диффузии – процессом проникновения мельчайших частиц одного химического элемента в другой. В данном случае происходит взаимодействие атомов металла и кислорода. На углеродистых сталях пленки из оксидов возникают быстрее, чем на легированных.
Процедура покрытия стали и железа слоем оксидной пленки называется воронением. После проведения этой процедуры повышается коррозийная стойкость изделия. Обработанные детали не покрываются ржавчиной. Процедура воронения позволяет придать изделию окрас, даже если металлическая поверхность по условиям эксплуатации не подлежит покраске. Во время воронения заготовку протирают минеральным маслом и нагревают на железном листе. После выгорания масляной жидкости на заготовке появляются цвета побежалости. Для нужного окраса необходимо нагреть деталь до соответствующей температуры. Получившийся слой окисла является влагоустойчивым и не подвергается воздействию воздуха.

На скорость образования окисных пленок влияют следующие факторы:
- Структура поверхности: закаленные детали окисляются с большей скоростью.
- Загрязненность изделия: поверхности, покрытые маслом, при длительном нагреве обугливаются, что приводит к возникновению сажи. По этой причине образуется неровная и тонкая оксидная пленка.
- Наличие шероховатостей: если нагревается заготовка с шершавой поверхностью, то оксидная пленка получается плотной. Если перед процедурой термообработки отполировать деталь, то образуется тонкая пленка из оксидов.
- Оборудование для нагрева: если при термообработке применяются специальные нагревательные печи, способные поддерживать устойчивую температуру, то окисная пленка будет плотной. В бытовых условиях можно также использовать духовые шкафы, газовые горелки или металлургические печи (горны).
Тонкие оксидные пленки поглощают световые волны с меньшей длиной волны, но отражают – с большей. Цвет металлических деталей меняется в зависимости от температуры и плотности оксидной пленки. Чем толще оксидная пленка, тем светлее окраска. Синий или фиолетовый цвет получается, когда из спектра отражаются наиболее длинные волны. Если пленка из оксидов отражает волны с малой длиной волны, то металлическая поверхность становится желтой. Светлые цвета соответствуют высокой температуре нагрева, светлые – более низкой. По этой причине многие мастер часто определяют при помощи цветов побежалости степень закалки изделий, стальной стружки и режущих инструментов, применяемых во время проведения токарных работ.
Несмотря на эти факторы, при помощи цветов побежалости нельзя точно определить температуру металла, потому что на величину этого показателя оказывают влияние следующие факторы:
- время нагрева: промежуток времени, в течение которого металлическая деталь нагревается до температуры окружающей среды при отсутствии теплоотдачи.
- наличие различных примесей в составе металла;
- особенности освещения в помещении, где проводилась сварка или закалка заготовок;
- скорость разогревания: изменение температуры изделия в единицу времени при его нагревании.
В современной промышленности контроль температуры производится при помощи специальных приборов – пирометров. Они оснащены специальными датчиками, определяются степень нагрева заготовки при помощи лазера.

Цвета побежалости используются при изготовлении рабочих инструментов, лазерной маркировке и внешней обработке изделий из железа, меди, алюминия и латуни. Если требуется изготовить инструментарии с высокой плотностью (бритвенные лезвия, предметы для проведения хирургических операций, режущие кромки резцов и грабштихели), то побежалость должна быть яркого цвета: красного, оранжевого или желтого. До пурпурных и зеленых тонов нагревают инструменты, применяющихся в деревообрабатывающем секторе. Для достижения упругости при изготовлении пил, ножей, вил и пружин необходимо нагреть заготовки до появления синих или черных цветов.
В процессе нагревания металлическая заготовка становится гибкой, что позволяет мастеру придать ей необходимую форму. После данного процесса изделие закаляется при определенных температурах. Согласно рекомендациям специалистов, оптимальной температурой для закалки металлов является 700–800 °C. В этом случае изделие окрашивается в разные оттенки красного или розового цветов. При превышении этих значений на 300 °C заготовка становится оранжевой или желтой. При больших температурах происходит перекал, что негативно сказывается на прочности изделия.
Закалка улучшает следующие параметры металлической поверхности:
- Твердость: этот показатель является номинальным. Он прописан в шкале Роквелла и измеряется в HRC. Твердость определяет степень сопротивляемости металла к механическим повреждениям. На мягких изделиях при длительном соприкосновении с иными поверхностями остаются следы, что ухудшает их режущие свойства. Твердость ножей европейского образца составляет 60 HRC, азиатских – 70 HRC.
- Упругость: данный параметр определяет степень деформации металла при изгибах и ударах. Если сталь закалена, при изгибе на 10–30° она вернется в исходное положение. При перегреве снижается упругость поверхности, что приводит к поломке инструментов.
- Износостойкость: данный критерий показывает общую стойкость металла (сопротивление абразивному износу, стойкость к большим нагрузкам). При правильной закалке изделие сможет стабильно функционировать в течение более длительного срока.
После закалки заготовка приобретает высокую твердость. Для восстановления ее прочности необходимо провести процедуру отпуска, представляющую собой повторную термообработку детали. Металлическое изделие нагревается до более низких температур и охлаждается. Между закалкой и охлаждением также осуществляется полное остывание металлической поверхности при помощи его погружения в раствор соли или в масло. При выборе отпуска необходимо учитывать следующие особенности:
- Для изделий, подвергающимся деформациям или ударным нагрузкам, нужно использовать высокотемпературный отпуск: до 700 °C.
- Для легких клинков используется среднетемпературный отпуск: до 500 °C.
- Для обеспечения оптимальной твердости применяется низкотемпературный отпуск: до 250 °C. Но в этом случае изделие не сможет выдерживать высокие ударные нагрузки и будет легко деформироваться.

Температура цветов побежалости и каления
Во время отпуска возникают цвета каления. По ним можно определить, до какой температуры нагрелась заготовка. В отличие от побежалости, цвета каления меняются в процессе охлаждения металлической поверхности. Переход между цветами осуществляется в строгой последовательности, но с быстрой скоростью, поэтому мастер должен тщательно контролировать процесс термообработки.
Шкала цветов побежалости стали
Окрас углеродистых деталей при соответствующих температурах указан в следующей шкале цветов побежалости стали:
| Окрас | Пределы температур, °С |
| Лимонный | 220 – 229 |
| Желтый (цвет соломы) | 230 – 245 |
| Золотой | 246 – 255 |
| Земляной или коричневый | 256 – 264 |
| Алый или красно-оранжевый | 265 — 274 |
| Пурпурный | 275 – 279 |
| Аметистовый | 280 – 289 |
| Небесный | 290 – 294 |
| Твиттера | 295 – 299 |
| Индиго Крайола | 300 – 309 |
| Светло-голубой | 310 – 329 |
| Аквамариновый | 320 — 339 |

На заготовках из нержавеющей стали12Х18Н10Т, содержащей 18% хрома, 10% никеля и 1% титана (значения определены в ГОСТ 5632-2014), цвета побежалости образуются при иных температурах. Это обусловлено тем, что данный материал коррозийно-стойкий и жаропрочный. Поэтому при закалке и охлаждении мельчайшие частицы металлов и кислорода взаимодействуют медленнее, что препятствует образования оксидной пленки во время закалки и каления.
ГОСТ 5632-2014 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные
В следующей таблице цветов побежалости представлены особенности изменения цвета изделий из нержавеющей стали:
| Окрас | Пределы температур,°С |
| Светло-соломенный | 300 – 399 |
| Золотистый | 400 – 499 |
| Земляной или коричневый | 500 – 599 |
| Красный или пурпурный | 600 – 699 |
| Синий или черный | 700 – 779 |

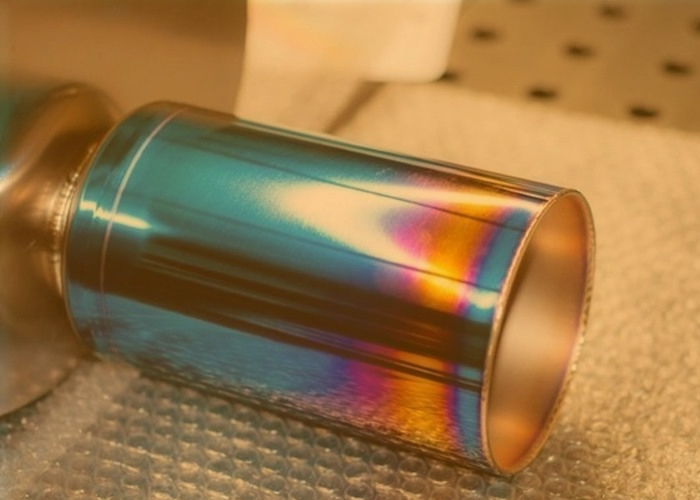
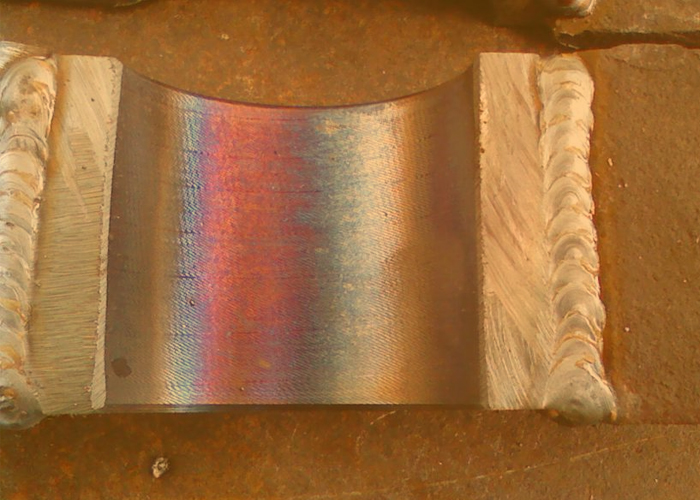
На поверхностях заготовок из нержавеющей стали могут появиться радужные полосы. Они могут появиться при нагревании изделия до температуры кипения (100 °С). Появление радужных следов обусловлено изменениями в кристаллической решетке металла. Радужный окрас на поверхности обрабатываемой заготовки не свидетельствуют о перегреве нержавеющей стали.
Цвета побежалости металла
В данной статье мы рассказали о том, откуда появляются цвета побежалости на металле и как изменение температуры влияет на цвет побежалости. Выяснили, как избавиться от побежалости на нержавеющей стали
Цвета побежалости металла представляют собой пленки разной плотности и толщины на поверхности обрабатываемых металлических сплавов. Появляются при нагреве материала до определенной температуры. Подобную пленку практически каждый видел на бензине в луже или на мыльных пузырях.
Явление на металле соответствует теории из физики «тонких пленок»; причиной является оптическое взаимное увеличение или уменьшение окисленных пленок, которая колеблется в зависимости от размеров молекул. При этом металл может приобретать самые разные оттенки и охватывать поверхность только частично.
Побежалостями называют именно те участки, которые поменяли цвет. Расскажем, о чем сигнализирует появление окисной пленки и как применять эту информацию с пользой.
О чем говорят цвета побежалости
Раньше цвета преимущественно использовали, чтобы определять температуру при термообработке стали. Однако нельзя сказать, чтобы этот индикатор имеет высокую точность. На окрас влияет масса факторов, например:
- Насколько быстро происходит рост температуры;
- Как долго сталь находится в таких температурных условиях;
- Компоненты окружающей газовой среды;
- Тип освещения и пр.
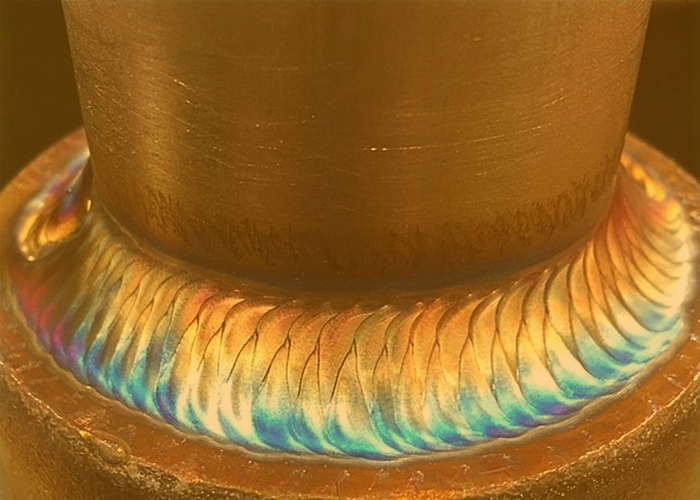
Наблюдается непосредственная связь между толщиной слоя пленки и длиной волны света, который она отражает. Если пленка толстая, то свет будет коротковолновым. Особенно критичной считается побежалость при обработке коррозионностойких сталей — она показывает повреждение защитного слоя, где может образоваться коррозия. Поэтому данный участок нужно зачистить либо протравить.
В общем и целом, образование побежалости при сварке и обработке сталей неизбежно. Это не является дефектом. В инструкциях обычно характеризуется как загрязнение, которое мешает контролю, поэтому его желательно устранить. Дефектом же данное явление считается только при обработке титана. Здесь поверхность должна быть идеально серебристой и блестящей, что является признаком надлежащей газовой защиты.
Изменение температуры по цветам побежалости металла
У различных металлов и сплавов при влиянии разных температур образуются побежалости оттенков радуги; их насыщенность может быть выше или ниже. Поскольку чрезмерный нагрев способен отразиться на физических и механических характеристиках материала, его стойкости, важно знать, какие визуальные эффекты, о чем говорят.
Анализировать переливающийся цвет рекомендуется в оптимальной естественной инсоляции, поскольку отдельные источники электрического освещения немного искажают передачу оттенка. В продаже есть специальные шаблоны-палитры, с помощью которых можно определить интерференционные оттенки. Также можно воспользоваться приведенными здесь данными шкалы соответствия цвета и температуры.
Цвета побежалости углеродистой стали:
- Светлый серый — от 330 до 350°С;
- Светлый голубой — 320°С;
- Ярко-синий — 300°С;
- Фиолетовый — 280°С;
- Пурпурный — 260°С;
- Коричнево-красный — 250°С;
- Коричневатый — 240°С;
- Золотой — 230°С;
- Соломенный — 220°С.
Цвета побежалости нержавеющей стали:
- Пепельный — 630°С;
- Темный синий — 600°С;
- Синий — 540°С;
- Темный фиолетовый — 450°С;
- Фиолетово-коричневый — 420°С;
- Коричневатый — 390°С;
- Интенсивный желтый — 370°С;
- Соломенный желтый — 340°С;
- Светлый желтый — 290°С.
Синие и соломенные части поверхности изделий из нержавейки необходимо зачищать специализированными химическими аэрозолями или пастами при помощи щетки из металла. Темный и пепельный наплавленный металл полностью удаляют путем срезки абразивным кругом, затем проводят окончательную зачистку шраблением и полировкой.
Титан — серебристо-белый металл, который прекрасно сваривается и поддается обработке давлением при высокой температуре. При этом на нем также нередко возникает побежалость. Существенное отличие титана от стали заключается в том, что он химически активен относительно воздушных газов, а при температуре выше восьмисот градусов склонен к увеличению зерна. Вот почему нежелательно возникновение радужной пленки на титане, и все оттенки, за исключением соломенного и серебряного, сигнализируют о неверной техники обработки.
- Серовато-синий — 500°С;
- Темный синий — 450°С;
- Желто-голубоватый — 320°С;
- Соломенный — 240°С.
Помимо перечисленных металлов и сплавов, цветные переливы могут возникнуть на вольфраме, железе для ковки, чугуне, сталях закаленных и пр. При этом на цветовую гамму влияет множество разных факторов, в том числе примеси. Поэтому перечисленные показатели — не строгая инструкция, а лишь ориентир. В реальности температура цветов побежалости металла индивидуальна.
Цвета побежалости в природе
В натуральных условиях без вмешательства человека явление тоже весьма распространено.
Так, на пирите и других металлах разной твердости тоже возникает тонкий оксидный слой. При этом часто возникают интерференционные цвета, близкие к минеральным. На халькопирите при взаимодействии с рядом минералов из меди наблюдается особенно яркий эффект.
Необходимо иметь в виду, что если на побежалость смотреть на сразу, а через время, то истинный минеральный оттенок может скрыться. Если пленка схожих оттенков, то можно допустить ошибку. Цвета побежалости зачастую возникают на старых монетах и других предметах, долго лежащих под землей, включая стеклянные.
Как избавиться от побежалости на нержавеющей стали
Существует три основных способа устранить с нержавейки цвета побежалости:
Химический
А именно – практически любая кислота. Например, в домашней мастерской допускается применения уксуса. Сталь требуется нагреть, затем протирать уксусом в течение некоторого времени.
Также можно использовать любые кислотные растворы, такой как концентрированная азотная кислота. Она не только очистит поверхность сплава, но и пассивирует его.
В профессиональных компаниях мастера применяют последовательность таких продуктов:
- Обезжириватель для металлов и сплавов;
- Травильные гели, спреи;
- Средства для пассивации;
- Либо для регенерации пассивного слоя.
Механический
Визуальные дефекты вместе с цветовыми переливами возможно убрать при помощи паст ГОИ и войлочного круга для шлифмашинки. Круг даже не обязательно покупать – отлично выходит его изготовление из ненужных валенок. При обработке на круг наносится паста ГОИ, после чего осуществляется полировка
Также заменой войлоку может выступить муслиновый полированный круг либо круг скотч-брайт.

Если в процессе очистки используется болгарка, то важно оснастить ее механизмом регулирования оборотов.
Электрохимический
- Раствор воды с лимонной кислотой (2:1);
- Трансформатор 30V;
- Электрод.
Один контракт трансформатора помещается на электрод, а второй на деталь.
Далее, смочив кусок войлока в растворе лимонной кислоты, следует протереть ею сварные швы или иные проблемные участники. В результате можно добиться вполне эстетичного внешнего вида. Следует сразу отметить, что работа требует терпения, но результат порадует зеркальным чистым блеском. Специальная аппаратура действует как на сам шов, так и на поверхность вокруг него.

В этой ситуации есть еще тот положительный момент, что в полной мере соблюдается внешний вид сварного шва заготовки – неважно, была она шлифованной, матовой или же глянцевой. По окончании процесса регенерируется пассивный слой на шве, что обеспечивает защиту от коррозии. Технология дает возможность существенно снизить трудозатраты и избежать возникновения на детали каких-либо дефектов.
Заключение
Иногда цвета побежалости металлов даже вызывают специально — например, при создании украшений (бижутерии), архитектурных деталей, предметов декора для дома. Выглядит это очень красиво и стильно. Для этого применяются различные технологии, инструменты и химические элементы. Есть все шансы, что в ближайшие годы металлурги совместно с химиками изобретут инновационные технологии, используя физические и химические свойства металлов.

Это очень интересное и перспективное направление.
Напоминаем, что при обработке металла на станках необходимо использовать смазочно-охлаждающие жидкости. Их можно выбрать в нашем каталоге. Грамотно подобранные СОЖ — залог долгой и успешной эксплуатации станка. Предлагаем к продаже также вспомогательные детали для организации подачи СОЖ к месту обработки.
Цвета побежалости металлов, определение температуры по цвету нагретой заготовки
Цвета побежалости металла – это спектр цветов, которые образуются на поверхности металла при появлении появления окисной пленки. Эти окисные пленки создаются из самого металла при нагревании. Важным условием для образования такой пленки является отсутствие воздействия воды.
Такая побежалость металла является дефектом сварного соединения.
В естественной природе цвета побежалости можно наблюдать на поверхностях ряда минералов, среди них пирит и халькопирит. Логично заключить, что эти изменения видны в следствие окисления верхнего слоя материала. Как результат — они покрываются тонкой оксидной пленкой, которая и преломляет попадающий на ее поверхность свет. Создавшийся эффект интерференции, «окрашивает» поверхность металла в разные цвета.

Яркость цветов побежалости зависит от толщины образуемой оксидной пленки и длины световой волны, которая попадает на поверхность материала. Самые яркие оттенки можно увидеть на медных минералах. Получаемые цвета также зависят от состава металла. Если в элементе есть много ионов металлов, то он окрашивается в синие цвета. В случае если присутствуют хромофоры, вы увидите красные цвета.
Искусственный цвет побежалости металла появляется на его поверхности при воздействии высоких температур. Важно условие – отсутствие воды и любых других жидкостей.
По мере нагрева образовавшаяся окисная пленка уменьшается, что объясняется диффузией (процесс «смешивания» или проникновения частиц хим.элемента в другой материал). Конкретно в ситуации с окисной пленкой металла наблюдается взаимодействие атомов кислорода и металла.
Стоит отметить, что на легированных сталях цвет побежалости появится при большем нагреве, чем на углеродистой стали.

Россия

Беларусь

Молдова
Создание искусственных цветов побежалости
В сфере обработки металлов активно используется прием воронения. При этом технология покрытия сплавов окисными пленками известна и активно используется уже не одну тысячу лет.
Вороненный металл устойчив к ржавчине, более прочен перед механическими нагрузками и имеет красивый окрас даже без дополнительных покрытий и красок.
Воронение выполняется следующим образом:
- Заготовку обмакивают или протирают минеральным маслом;
- Нагревают на металлическом листе до соответствующей температуры (для разных металлов и сплавов она может отличаться);
- После могут выполнить закалку в холодном масле (чтоб избежать «отпуска металла»).
Получаемый слой окисла на поверхности металлического изделия полностью устойчив к воздействию воды, а также обладает высокой прочностью к механическим воздействиям.

Окисные пленки образуются с различной скоростью и на это влияют следующие факторы:
- Закаленность детали (наличие закалки ускоряет появление побежалости);
- Наличие загрязнений (при нагреве загрязнения обугливаются и усложняют образование равномерного слоя окисной пленки);
- Шероховатости. Заготовка, имеющая неровности получает плотную пленку и как результат красивого переливания цветов можно не увидеть. Полированная же деталь быстро образует на поверхностях равномерный тонкий слой окислов;
- Технологии нагрева. В зависимости от оборудования, которое применяется для нагрева деталей, с разной скоростью и разной толщины образуются окисные пленки. Для нагрева деталей лучше всего использовать оборудование, позволяющее контролировать и поддерживать нужную температуру стабильно.
Среди современных приборов существуют пирометров, которые обеспечивают достаточно точный контроль температуры. Они работают на основе анализа лазерных лучей. Приборы оснащены специальными датчиками, анализирующими отраженные лазерные лучи и отображают температуру металла, которой соответствуют полученные характеристики излучений.

Технологии с использованием цветов побежалости активно применяют в производстве рабочих инструментов и оборудования. Особенно распространено использование этого приема при работе с медью, железом, алюминием и латуни.
Цвет побежалости металла и его температура или температура цветов побежалости металла
Как уже стало ясно из описанного выше материала, температура и цвет металла изменяется все время нагрева заготовки. Важно отметить, что температура побежалости металла отличается для каждого отдельно взятого сплава и вида металла. Поэтому существует большое количество таблиц и списков соотношения цвета и температуры. Ниже приведены таблицы цветом побежалости металла для разные сплавов.

Шкала цветов побежалости стали
Для углеродистых сталей можно привести следующую зависимость цветов и соответствующих температур:
| Температура цветов побежалости для углеродистых сталей | |
| Окрас | Пределы температур, °С |
| Лимонный | 220 – 229 |
| Желтый (цвет соломы) | 230 – 245 |
| Золотой | 246 – 255 |
| Земляной или коричневый | 256 – 264 |
| Алый или красно-оранжевый | 265 — 274 |
| Пурпурный | 275 – 279 |
| Аметистовый | 280 – 289 |
| Небесный | 290 – 294 |
| Твиттера | 295 – 299 |
| Индиго Крайола | 300 – 309 |
| Светло-голубой | 310 – 329 |
| Аквамариновый | 320 — 339 |
На заготовках из нержавейки 12Х18Н10Т, где 18% хрома, также 10% никеля и 1% титана (взято из ГОСТ 5632-2014), цвета побежалости в зависимости от температуры будут изменяться несколько другим образом. Главное отличие – величины температур. Это объясняется коррозийной устойчивостью и жаропрочной стойкостью. Поэтому при нагреве и охлаждении частицы сплава и кислорода взаимодействуют медленнее, замедляя создание оксидной пленки.
В следующей таблице цветов побежалости металла представлены особенности изменения цвета изделий из нержавеющей стали:
| Температура цветов побежалости для нержавеющих сталей | |
| Окрас | Пределы температур,°С |
| Светло-соломенный | 300 – 399 |
| Золотистый | 400 – 499 |
| Земляной или коричневый | 500 – 599 |
| Красный или пурпурный | 600 – 699 |
| Синий или черный | 700 – 779 |
На поверхностях заготовок из нержавеющей стали могут появиться радужные полосы. Они могут появиться при нагревании изделия до температуры кипения (100 °С). Появление радужных следов обусловлено изменениями в кристаллической решетке металла.

Радужный окрас на поверхности обрабатываемой заготовки не свидетельствуют о перегреве нержавеющей стали.
Я работал токарем и знаю, что такое побежалость. Интересное явление, особенно, когда металл «перегреешь» в процессе обработки. Он действительно нагревается от золотистого цвета до синего. Особенно было интересно, когда только обучался токарному делу. М-да.
Читайте также: