Йодированный металл что это
Обновлено: 21.09.2024
Анодирование: специфика и назначение технологии. Характеристика оборудования для выполнения анодирования. Виды выполнения работ: холодный, теплый и твердый методы. Преимущества анодированного металла. Особенности обработки различных металлов.

Анодирование металла – это электрохимический процесс создания защитной оксидной пленки, которая защищает поверхность металла от воздействия окружающей среды. Отсюда и другое название, которое лучше всего отражает суть – анодное оксидирование. Технологию покрытия используют для обработки не только стали, но и большинства цветных металлов. Исключениями являются железо и медь. Данные элементы характеризуются образованием сразу двух оксидных соединений – это негативно сказывается на целостности пленки и ее адгезии к базовой поверхности.
За период развития анодирования было разработано несколько способов осуществления работ. Все они будут подробно рассмотрены в данной статье.
Специфика и назначение процесса
По своей сути процесс анодирования напоминает гальваническую обработку стали. Основное отличие состоит в том, что при гальваническом способе в качестве защитного покрытия выступают составы на основе цинка или хрома. При анодировании стали не используются вспомогательные составы, а защитная пленка образуется непосредственно из материала обрабатываемой поверхности.

Оксидная пленка естественного происхождения, которая образуется в процессе эксплуатации деталей, не отличается толщиной и стойкостью покрытия. При анодировании процесс образования слоя поддается регулировке. В результате окисленный участок не разрушается, а становится прочнее.
К технологическому процессу имеются свои требования: обрабатываемый металл должен иметь только один оксид и обладать высокой адгезией к поверхности. Вместе с тем защитный слой должен иметь пористую структуру для беспрепятственного контакта рабочей смеси с чистым металлом, ускоряя процесс образования пленки. Несмотря на то что вышеописанным требованиям соответствует большинство металлов, лучше всего анодированию поддаются алюминий, тантал, сталь и титан.
Существует два типа оксидных пленок, которые отличаются строением и назначением:
- Пористая. Ее свойства были описаны выше. Такой слой получают при оксидировании в среде кислых электролитов. Данная структура является отличной основой для нанесения лакокрасочных материалов.
- Барьерная. Является самостоятельным защитным покрытием, препятствуя контакту стали с внешними негативными факторами. Получают в нейтральных растворах.

Анодированные поверхности используют не только в качестве защитного слоя. Современные дизайнеры активно используют оксидированный алюминий в качестве отделочного элемента интерьера. Существует возможность изменения оттенка защитного слоя: от жемчужного до золотистого в зависимости от применяемых материалов и уровня напряжения.
Применяемые устройства и оборудование
В промышленных масштабах для анодирования стали применяют раствор серной кислоты, который обеспечивает высокую скорость процесса и наибольшую глубину проникновения. Современные установки представляют собой полностью автоматические линии с минимальным количеством персонала, роль которого сводится к контролю над рабочим процессом.
Все оборудование можно разделить на три вида:
- Основное. К нему относят ванну и катод. Емкость должна быть изготовлена из инертного материала, обладающего высокими теплоизоляционными свойствами – в этом случае электролит не будет слишком быстро нагреваться и прослужит намного дольше. Материал катода зависит от типа обрабатываемого металла. Например, для анодирования алюминия используют свинцовый лист, размер которого должен быть вдвое больше габаритов заготовки.
- Обслуживающее. Сюда относят узлы, которые отвечают за обеспечение работоспособности установки: приводные механизмы и устройства для передачи тока.
- Вспомогательное. Речь идет об оборудовании, на котором осуществляются работы по подготовке заготовок к анодированию. Сюда же относят механизмы для перемещения деталей и их складирования.
В процессе выбора подходящей установки необходимо принимать во внимание следующие особенности:
- Наиболее трудоемкими операциями являются погружение и выгрузка заготовки. Обращайте внимание на надежность и энергопотребление данных узлов.
- Производительность зависит от мощности энергетической установки. Как показывает практика, оптимальная мощность выпрямителя – 2,5 кВт. Наличие бесступенчатой регулировки уровня напряжения будет дополнительным преимуществом, облегчающим процесс анодирования стали.
Бесступенчатая регулировка будет после формирования защитного слоя средней толщины, когда для сохранения уровня тока будет необходимо плавно увеличивать напряжение.
- По кольцам емкости должны быть уставлены контактные площадки из гибкого материала. Лучше всего с этой задачей справятся элементы из меди.
Способы анодирования
Метод образования оксидной пленки зависит от типа базовой поверхности и выбранной технологии. Примечательно, что в условиях домашнего анодирования рабочий цикл практически не отличается от промышленных условий. Разница состоит в том, что при работе с элементами сложной конструкции используют хромовую кислоту, а не серную.
Существует несколько видов анодирования стали. Наиболее любопытным является цветное анодирование, которое изменяет исходный цвет детали.
Возможны варианты изменения оттенка даже без погружения в раствор электролита. Известны 4 вида цветного оксидирования:
- Адсорбционное.
- Электролитическое, или черное.
- Интерференционное.
- Интегральное.

Рассмотрим основные методы выполнения работ.
Теплый метод
Данная технология считается самой простой. Она применяется в качестве подготовительных работ перед покраской. Пористая структура обеспечивает высокую адгезию, благодаря чему краска надежно держится на поверхности. Процесс протекает при температуре не выше 50 °C, что и дало название методу.
Недостатками покрытия являются низкая прочность и устойчивость к коррозии. При нарушении технологии слой можно стереть, проведя по нему рукой. По этой причине теплое анодирование применяется в качестве промежуточной стадии перед дальнейшей обработкой.
Благодаря своей простоте метод можно применять в домашних условиях без потери качества результата.
Холодный метод
Холодное анодирование характеризуется скоростью образования окисной пленки: она гораздо выше, чем скорость растворения металла с внешней стороны. Отличается высоким качеством защитного слоя. Имеются четкие требования к температуре электролита – она не должна превышать 5 °C. Кроме того, раствор теплее в центре ванной, поэтому необходимо обеспечить его непрерывную циркуляцию.
Единственный недостаток – невозможно использовать краски органического происхождения.
Технология твердого анодирования
Твердое анодирование – лучший способ получить сверхпрочное покрытие на поверхности стали. Метод активно применяется для защиты элементов авиационной и космической промышленности. Особенность – использование одновременно нескольких электролитов в определенном соотношении, при котором их свойства будут усиливаться.
Подавляющее большинство составов, а также методика их применения защищены патентами.
Главные плюсы анодированного металла
Анодированная сталь выгодно отличается от незащищенных изделий следующими качествами:
- Стойкость к коррозии. Барьерная пленка препятствует контакту металла с влагой, а также химически активными соединениями.
- Высокая прочность. Защитный слой обладает высокой устойчивостью к механическим повреждениям.
- Диэлектрические свойства. Оксидная пленка практически не проводит ток.
- Экологичность. Обработанная посуда приобретает устойчивость к интенсивным перепадам температур. В процессе приготовления пища не подгорает.
- Декоративные свойства. Некоторые металлы подвергают обработке для изменения визуальных качеств. В основном, для этих целей используют алюминий как обладающий хорошим соединением с кислородом. Добавление определенных солей в раствор электролита позволит поменять исходный цвет, придавая окрашенным изделиям ровные и глубокие оттенки.
Оксидирование также позволяет скрыть незначительные дефекты поверхности, такие как царапины или потертости.
В отличие от обычной нержавеющая сталь плохо поддается обработке как условно инертный металл. Для решения этой проблемы нержавейку покрывают никелем, а только затем проводят оксидирование. Ученые активно занимаются разработкой специальных паст, которые будут уменьшать инертные свойства наружного слоя нержавеющей стали.
Процесс обработки различных типов металла
Анодирование стали проводится с учетом свойств и характеристик металла. Для прочих соединений эти условия могут быть неприемлемыми. Рассмотрим особенности обработки отдельных металлов и сплавов на их основе.
Анодирование меди и ее сплавов
Этот металл очень плохо поддается оксидированию. Оптимальным считается электрохимический способ, в результате которого происходит изменение цвета. В качестве рабочей смеси используют фосфатные или оксалатные растворы.
Процесс отличается высокими технологическими требованиями, поэтому на практике встречается крайне редко.
Анодирование титана
Процедура считается обязательной, поскольку оксидная пленка не только увеличивает прочность заготовки, защищая от механических повреждений, но и меняет цвет в широком спектре в зависимости от уровня напряжения на протяжении рабочего цикла.
Для обработки титана подходит практически любая кислота.
Анодирование серебра
Для анодного оксидирования серебра специалисты рекомендуют применять серную печень – она способна придать синий или фиолетовый оттенки без изменения свойств серебряной поверхности.
Продолжительность рабочего цикла составляет 30 минут. После получения заданного цвета изделие достают из емкости и промывают сначала теплой, а затем холодной водой.
Анодирование алюминия
Анодирование алюминия получило наибольшее распространение. Разработано множество способов нанесения оксидной пленки, включая цветное покрытие. Особой популярностью пользуется декоративное назначение оксидирования.
Технология покрытия не отличается высокой сложностью. При большом желании оксидирование алюминия можно проводить в домашних условиях – это не потребует больших затрат.
Анодирование – универсальная технология, которая может использоваться в качестве как подготовительных работ перед покраской, так и самостоятельной защиты металлической поверхности. Кроме того, обработанным элементам можно придать дополнительные визуальные эффекты.
А вы пробовали выполнять анодное оксидирование в домашних условиях? Получилось добиться нужного качества? Поделитесь вашим опытом в блоке комментариев.
Технология и способы анодирования титана
Анодирование титана в домашних условиях. Процесс анодного оксидирования поверхностей титановых сплавов. Преимущества и недостатки процедуры. Способы осуществления оксидного анодирования самостоятельно.

Анодированием металла называют электрохимическую обработку, в результате которой на поверхности объекта обработки образуется оксидная пленка. Барьерное покрытие прекрасно предохраняет изделие из титана от окислов и ржавчин, а также имеет декоративный внешний вид. Процедуру анодирования металлических сплавов можно осуществить самостоятельно, используя подручные средства.
Цель анодирования титана
В процессе анодирования изделие из титана покрывается оксидной пленкой, которая образуется из самого металла в результате электрохимической реакции.

Анодирование изделий из титана также называют анодным оксидированием. Если сравнивать анодирование в условиях промышленного производства с применением специального оборудования и самостоятельное покрытие оксидной пленкой, то, конечно, второй способ несколько уступает качеством результата. Но тем не менее металл, обработанный в домашних условиях, приобретает ряд неоспоримых преимуществ:
- Оксидная пленка выполняет защитные функции, не позволяя влаге проникнуть к металлической основе изделия. Барьер предотвращает образование коррозии, что продлевает сроки эксплуатации предметов быта из титанового сплава.
- Анодирование титана укрепляет поверхность изделия и делает его более устойчивым к различным видам внешних повреждений.
- Металлические изделия после анодного оксидирования частично или полностью теряют способность проводить электрический ток.
- Посуда с оксидным покрытием выдерживает длительный нагрев, обладает антипригарными свойствами и не выделяет токсичных веществ во время приготовлении пищи.
- Если изделие из титана прошло оксидную обработку, это не является препятствием к другим видам обработки посредством гальванизации.
- Регуляция силы тока и составляющих электролитической жидкости позволяют сделать оксидное покрытие не только более прочным, но и красивым. Применение красителей позволит придать изделию привлекательный внешний вид.
Анодирование титана в условиях производства позволяет провести более глубокую обработку деталей, однако даже в домашних условиях можно добиться повышения износостойкости металлических изделий.
Способы и методы
Согласно уравнению оптимальная температура, при которой необходимо осуществлять процессы анодирования по данной технологии, – 0 °C. Однако допустимы колебания от –10 до +10 °C. Именно при таких температурных нормах происходит образование прочной и целостной оксидной пленки на поверхности детали из титанового сплава. Холодный метод позволяет в домашних условиях провести процедуру твердого анодного оксидирования.
При правильной регулировке силы тока можно осуществить напыление с помощью гальваники, используя в качестве материала золото, медь или хром. Такое барьерное покрытие защитит изделия из титана от окислов и ржавчин, что продлевает срок его службы до нескольких десятков лет.
Главный недостаток такой технологии анодирования – невозможность дальнейшей покраски объекта обработки.
Самый доступный метод для реализации в домашних условиях. Анодирование можно проводить при комнатной температуре воздуха.
Технология предусматривает использование органических красителей, благодаря которым металлу можно придать удивительно красивый декоративный вид. Подойдут как готовые красящие составы, так и подручные красители из домашней аптечки: йод, зеленка, марганцовка, йодинол и прочее.
К сожалению, такая технология не рассчитана на проведение твердого анодирования. Барьерные свойства оксидной пленки очень слабые, как и защита от механических повреждений. Однако при дальнейшем окрашивании оксидное покрытие проявляет высокие адгезивные способности. Эмалевые краски прекрасно сцепляются с таким покрытием, и в свою очередь обеспечивают изделию из титана надежную защиту от коррозии.
Анодирование титана в домашних условиях
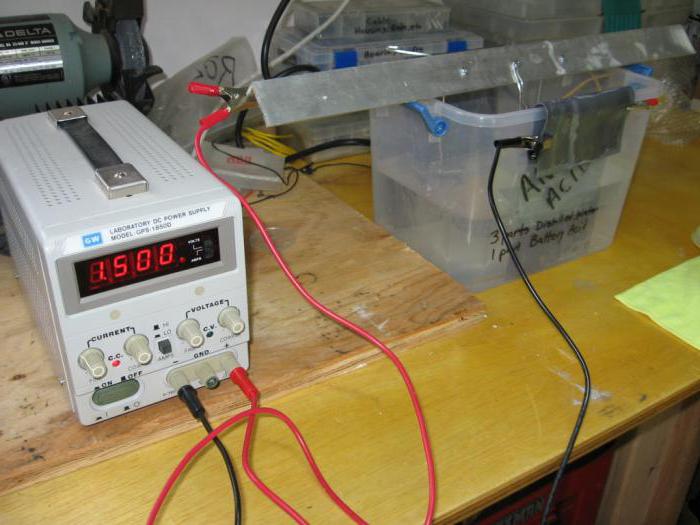
В домашних условиях анодирование осуществляется по следующей схеме:
- В контейнер, который не обладает электропроводимостью (стекло или пластмасса), помещают электролит.
- Собирается электрическая цепь, где источником электрического тока с постоянным напряжением может выступать блок питания (аккумулятор).
- Изделие из титана, которое нужно обработать, подключается зажимом к положительному заряду, после чего помещается в резервуар с электролитическим раствором.
- К отрицательному заряду крепятся пластины из нержавеющей стали из свинца, после чего также погружаются в электролит.

Если деталей, подключенных к «-», несколько, их необходимо расположить на одинаковом расстоянии от титанового сплава.
- Цепь активируется с помощью источника электрического тока, после чего деталь из титана начинает выделять кислород, способствующий образованию оксидного покрытия.
Не стоит забывать о предварительной подготовке изделия из титанового сплава к процедуре анодирования. Детали необходимо очистить от загрязнений и элементов ржавчины, после чего отполировать и промыть чистой водой. Титановый сплав должен несколько часов провести в щелочном растворе, после чего поверхность изделия тщательно обезжиривается.
Только после вышеперечисленных подготовительных мер титан можно погружать в электролит и приступать к анодированию.
Если у вас есть опыт проведения процедуры анодирования титана в домашних условиях, вы можете поделиться им в комментариях.
Способы анодирования алюминия в промышленности и быту
Анодирование алюминия – процесс улучшения стойкости металла к окислению и получения более однородной поверхности. Рассмотрим существующие виды процесса получения анодированного алюминия и способы проведения в домашних условиях.

Алюминий относится к мягким металлам, которые легко поддаются обработке. В этом смысле он очень хорош для изготовления разных изделий, чем во многом объясняется его популярность. Кроме положительных сторон, есть один существенный недостаток металла – он очень быстро поддается окислению. Тонкая пленка на его поверхности серьезно мешает процессу покраски изделия, а неокрашенный металл выглядит малопривлекательным. Решить задачу можно, применяя анодирование алюминия.
Вся проблема естественно образованной оксидной пленки, которая, в принципе, защищает металл от дальнейшего разрушения, в том, что она хрупкая и легко счищается. Анодирование способствует наращиванию прочной оксидной пленки и ее закреплению на алюминии. После этого металл можно красить, лакировать, и эти покрытия будут стойко держаться на поверхности деталей.

Цель анодирования алюминия и его дальнейшее использование
Анодирование алюминиевых профилей и других деталей имеет большой смысл. Важно, что все характеристики металла остаются неизменными, но сама поверхность изделий приобретает дополнительные качества:
- По всей поверхности образуется механически прочный слой оксида, который не позволяет разрушаться металлу под воздействием влаги и кислорода.
- Мелкие повреждения в виде точечных дефектов либо незначительные царапины скрываются под слоем, и металл становится более однородным.
- При нанесении лакокрасочных покрытий последние распределяются более равномерно, хорошо ложатся на алюминий.
- Детали из анодированного алюминия приобретают презентабельный вид, на различных механизмах они смотрятся выигрышно.
- В процессе анодирования можно передать алюминию совершенно иной оттенок, например, посеребрить или позолотить его либо сделать отлив жемчужным блеском.
Обработанные запчасти из алюминия можно дальше пускать на производство различных узлов, механизмов машин, каркасов.
Способы анодирования алюминия
Наиболее распространенным методом анодирования выступает метод химического оксидирования, когда посредством специального электролита на поверхность алюминия осаживают пленку. Применяют при этом растворы на базе кислот:
- хромовой;
- сульфосалициловой;
- серной;
- щавелевой.
Кроме химического, анодирование бывает интегральным, микродуговым, интерферентным, также используют цветное оксидирование. При добавлении красителя можно получить любой цвет пленки, например черный.
Теплое анодирование
Применяют этот способ анодирования алюминия тогда, когда после необходимо красить изделие. Пленка имеет пористую структуру, что является положительным моментом для адгезии покрытия с эпоксидным красителем. Серьезным минусом можно считать недостаточную прочность механического и коррозионного характера. Активные металлы и морская вода способны легко разрушить покрытие. Такой способ анодирования можно использовать дома.
Нет четко установленной температуры, при которой создают условия образования кристаллического оксида по теплому методу анодирования алюминия. Известно, что он должен протекать в помещении, где поддерживается комфортная для организма температура либо она повышена, но не более чем до 50 °C. Процесс протекает в растворе электролита под воздействием напряжения.
Предварительно обезжиренная и промытая деталь претерпевает анодирование до тех пор, пока визуально вся обрабатываемая поверхность не станет молочно-белого цвета.
Холодная технология
Холодное анодирование предполагает тот же процесс создания кристаллического оксида, как и при теплой технологии, но температура раствора при этом не должна превышать 5 °C. Особенностью метода является ускоренный рост анодного покрытия со стороны алюминия относительно его же растворения со стороны электролита.

Что происходит при анодировании холодным способом:
- Емкость наполняют электролитом.
- В электролит опускают деталь, подвешивая ее, и соединяют с анодом.
- Катодную пластину также опускают в раствор и подают постоянное напряжение 12 В с плотностью тока 4–1,6 А/дм².
- При покрытии маленьких изделий ждут 30 минут, крупных – 60 минут, после чего снимают напряжение с электродов.
Преимущество холодного способа: получается высокопрочная оксидная пленка, стойкая к любым видам воздействия. Недостаток – плохая адгезия с красителями.
Анодирование алюминия в домашних условиях
- емкости или ванночки, выполненные из металла алюминия, где будет проходить сам процесс;
- емкости из полимера либо стекла для подготовки растворов в количестве двух штук;
- провода для подводки тока из электротехнического алюминия;
- источник питания напряжением 12 В, можно применить автомобильный аккумулятор либо блок питания;
- мощный реостат проволочного типа;
- измерительный прибор амперметр.
Для процесса анодирования на производстве в качестве основы электролита используют кислоту серную. Это опасно, так как ее пары легко воспламеняются, а в течение операции оксидирования бурно выделяются газы.
Чтобы безопасно анодировать алюминий в домашних условиях, от серной кислоты стоит отказаться, заменив ее на специальный раствор из соли и соды.

Подготовка электролита
В качестве электролита для получения рабочего раствора используют специальную смесь взамен кислоте. Приготовление каждого из двух компонентов раствора содового и солевого происходит в отдельных посудинах с применением дистиллированной воды без посторонних включений и подогретой до теплого состояния. Пищевую соду растворяют с тем расчетом, чтобы ее объем относительно объема солевого раствора был больше в 9 раз.
- Отдельно каждый раствор подвергают скрупулезному перемешиванию с целью получения полной однородности без нерастворенных частиц.
- Оставляют смеси на некоторое время, чтобы опустился осадок, и сливают верхнюю часть через фильтр в другие чистые емкости.
- Перед тем как запустить процесс оксидирования, растворы смешивают в емкости из алюминия, где 1 часть будет солевого, 9 – содового растворов.
Подготовительный этап
Деталь, прежде чем подвергнуть химической обработке, следует правильно подготовить. На этом этапе:
- Поверхность изделия очищают от загрязнений.
- Шлифуют, удаляя окислы, значительные дефекты и неровности.
- Обезжиривают, избавляясь от веществ, препятствующих получению качественной пленки.
Температура электролита
Температура электролита имеет важное значение для процесса получения кристаллической оксидной пленки способом анодирования алюминия. Она напрямую влияет на прочность и рыхлость покрытия и его дальнейшие свойства.
Чем ниже температура, тем более плотной, крепкой и не такой рыхлой будет оболочка, но скорость образования последней меньше, нежели при использовании высоких температур.
Анодная плотность
Правильное анодирование металлов алюминия и их сплавов предполагает выдержку определенной плотности тока. Это показатель силы тока, отнесенный ко всей поверхности, которая будет подвержена покрытию оксидом. Этот параметр напрямую определяет, с какой скоростью будет образовываться слой. Также учитываются плотность электролита и его температура.
Общие правила предписывают использовать плотность в пределах 2,5–1 А/дм², если целью является получение покрытия декоративно-защитного характера – толщина 20–6 микрон; использовать плотность в пределах 4–2 А/дм², если нужен электроизоляционный слой или очень твердое покрытие – толщина 75–40 микрон.

Контакт детали с подвеской
Достижение результата качественного покрытия алюминиевых деталей методом анодирования также зависит от правильного их расположения в электролите. Они должны быть полностью погружены в раствор, иметь отличный контакт с анодом и не прикасаться к любым другим поверхностям. Осуществить это можно, применяя специальную подвеску. В роли ее может выступить алюминиевый брусок, который устойчиво закреплен на штативе. В бруске сверлят отверстия под болтовые соединения. Болтами крепят алюминиевую проволоку, на которой уже подвешивают детали. Также на брусок подключают анод.
Следует избегать большой площади контакта детали с подвеской: в этом месте пленка не будет образовываться во время оксидирования.
Закрепление
Окончательный этап после оксидирования – это закрепление. Суть процесса состоит в том, чтобы закрыть поры, образовавшиеся в поверхностном слое. Достигается это очень легко: деталь просто пропаривают или подвергают кипячению в дистиллированной воде. Длительность процесса составляет около 30 минут.
Типичные ошибки при анодировании
- Применение скруток и некачественных зажимов в электрической цепи.
- Использование катодов меньших по размеру, нежели обрабатываемая деталь. Нужно, чтобы площадь катода была хотя бы в два раза больше.
- Плохо подобранный анодный ток.
Всем, кто связан с гальваникой и на практике умеет проводить анодирование алюминия, поделитесь в комментариях своим опытом. Такие знания очень важны для начинающих.
Анодирование алюминия в домашних условиях своими руками
Каждый из нас сталкивался с таким определением, как анодирование, которое применяется, в частности, к алюминиевым изделиям. Этот металл в чистом виде или его сплавы хорошо подходят для изготовления разных поделок, чем пользуются многие домашние умельцы. Металл имеет малый вес, обладает высокой прочностью и легко поддается обработке. Но что самое ценное, он стоек к коррозии. Многие умельцы проводят анодирование алюминия в домашних условиях.

Но для чего это делается, ведь материал сам по себе достаточно прочный и выглядит неплохо? Однако, несмотря на все достоинства, у него есть и слабые стороны. И его главный недостаток – это взаимодействие с воздухом, в результате чего происходит реакция окисления. Это приводит к образованию налета, который существенно затрудняет покраску изделий. К тому же сам вид алюминия далек от совершенства. Именно по этой причине алюминий подвергается процедуре анодирования.
Что такое анодирование?
Согласно ГОСТам, анодирование именуется анодным оксидированием. Главным итогом электрохимического процесса анодирования алюминия становится образование более прочного оксидного покрытия.
Дело в том, что в ходе окисления металла на его поверхности образуется защитная пленка, которую легко повредить. Вся суть анодирования сводится к укреплению этой пленки, а не в нанесении какого-либо покрытия, что обычно происходит при хромировании или цинковании изделий. Пленка образуется из самого алюминия.
Процесс очень схож с другой технологией – воронением металлов окислением. Анодированию подвергаются не только изделия из алюминия, магний и титан тоже при необходимости подвергаются такой защитной обработке.
Необходимость анодирования и его способы
Что может дать анодирование алюминия в домашних условиях металлу? Прежде всего способность противостоять коррозии существенно повысится. Более прочная оксидная защитная пленка будет держаться очень долгое время и не отслоится.

- Сглаживает поверхность алюминиевых изделий, то есть скрывает некоторые дефекты (царапины и повреждения точечного характера, сколы, полосы) и придает однородность металлу.
- Красочные покрытия лучше держатся на таком металле за счет приобретения матовой поверхности. профили отличаются улучшенными защитными свойствами.
- Цветное анодирование алюминия придает металлу более привлекательные черты.
- Большая толщина защитной пленки.
- Возможность для различной имитации – серебро, золото, жемчуг и прочее.
Что касается анилиновых красителей, то здесь существует много вариантов. К тому же анодирование может выполняться разными способами:
Рассмотрим их вкратце ниже.
Холодное анодирование
В домашних условиях зачастую используется холодная методика анодирования алюминия. Многие компании, которые предлагают услуги в этой области, также в основном специализируются на таком способе. Диапазон рабочей температуры составляет от -10 до +10 градусов, из-за чего методика и зовется холодной.

Среди достоинств анодирования алюминия в домашних условиях этим способом можно выделить получение более толстого защитного покрытия, что повышает стойкость к коррозии.
Только обработанные изделия сложно обрабатываются органическими красочными материалами. Хотя цвет металл приобретет в любом случае, причем оттенок может быть оливковым, сероватым или черным.
Твердое анодирование
Результатом твердого анодного оксидирования является получение особенно прочной защитной пленки. Во многом за счет этого данная технология успешно используется в огромных масштабах:
- промышленность;
- авиастроение;
- автомобилестроение;
- строительство.
Особенностью твердого анодирования алюминия является применение сразу нескольких электролитов. Помимо использования серной кислоты, участвует и ряд прочих аналогов: щавелевая, серная, лимонная, винная и борная. И это в ходе одного только процесса, при котором плотность тока постепенно повышается.
Прочность защитного покрытия увеличивается за счет структурных изменений.
Цветное анодирование
Суть этого метода заключается в изменении цвета металла. При этом можно выделить 4 основные методики:
- Адсорбция – изделия погружаются в специальную ванну либо в красящий раствор, разогретый до необходимой температуры.
- Электролитическая (черное анодирование алюминия) – изначально получается бесцветная пленка, после чего происходит окунание алюминиевых изделий в кислый солевой раствор. В строительстве широко распространен черный цвет, но можно получить и слегка бронзовый оттенок.
- Интерференционная – методика схожа с электролитической, но при этом создается особенный светоотражающий слой, за счет чего цветовая палитра гораздо больше.
- Интегральная – суть этого метода заключается в смешивании электролита и органических солей.
Как можно понять, цветное анодное оксидирование позволяет приобрести новый оттенок цвета, в зависимости от предпочтений.
Домашняя технология
В промышленности анодирование металлов производится при участи серной кислоты, но проводить анодирование алюминия в домашних условиях с ее использованием крайне нежелательно в силу выделения большого количества газа. Стоит только образоваться малейшей искре, и тогда не избежать печальных последствий. Сама методика остается неизменной, но вместо кислоты используется сода.
Но прежде стоит подготовить «оборудование»:
- несколько ванночек;
- проводку;
- АКБ или выпрямитель (источник тока);
- реостат;
- амперметр.
Непосредственно для самого процесса нужны именно алюминиевые емкости. Две прочие нужны для приготовления растворов, для чего пригодятся изделия из стекла или пластика.
Подготовка альтернативного электролита
Для приготовления растворов для анодирования алюминия своими руками (содового и солевого) нужна только теплая дистиллированная вода. Компоненты для смешивания выдерживают в пропорции 1 к 9 (сода или соль – вода).
Растворы хорошо перемешиваются, после чего им необходимо настояться. А через некоторое время их нужно перелить в другие емкости, причем стараться исключить попадание содового осадка. Конечный результат процедуры будет зависеть от чистоты раствора.
Перед тем как деталь подвергать обработке, ее нужно очистить, при необходимости отшлифовать поверхность и обезжирить. Толщина пленки не более 0,05 миллиметра, поэтому она не может скрыть видимые дефекты.
Непосредственно перед процессом нужно смешать подготовленные растворы в одной емкости.
Электрохимический процесс
Посуда, в которой будет производиться анодирование, должна полностью вмещать обрабатываемое изделие. В то же время оно не должно касаться дна емкости. Здесь уместен любой из удобных вариантов, достаточно проявить смекалку. Крепление детали тоже нужно хорошо продумать, так могут остаться следы, которых в идеале не должно быть.
Согласно технологии анодирования алюминия, источник питания подключается следующим образом: «плюс» подается на деталь, а «минус» – на ванну. Продолжительность процедуры составляет не менее 30 минут. Изменение окраса изделия будет свидетельствовать об окончании процесса. Можно отключать АКБ (обычно он используется чаще) и вынимать деталь.
Обработанное изделие хорошо промывается, а чтобы избавиться от остатков раствора, можно подержать его какое-то время в марганцовке. После его еще раз нужно промыть в холодной и теплой воде (попеременно) и просушить. При правильном подходе деталь будет отличаться светло-серым оттенком, равномерно покрытым по всей поверхности. Пятна, разводы или потеки должны отсутствовать.
Завершающий этап
Необходимо довести процедуру до конца, поскольку образовавшаяся пленка характеризуется наличием микропор, которые не идут на пользу. Их нужно закрыть, для чего деталь нужно прокипятить в дистиллированной воде также полчаса.

По завершении и при желании деталь можно покрасить или покрыть бесцветным лаком. Хотя металл в процессе приобретает естественный окрас, который зависит от состава обрабатываемой детали. Обычно оттенки могут варьироваться от зеленого до темного, но зачастую получается анодирование алюминия в черный цвет. Чтобы придать детали другой желаемый цвет, деталь погружают в раствор с анилиновыми красителями (10 %).
Как видно, анодирование алюминия можно выполнить и у себя дома, но из всех способов доступен только холодный метод, так как он более безопасен. К тому же особой разницы между видом раствора практически нет (сода или кислота) результат в любом случае будет одинаковый. Главное, придерживаться инструкции.
Анодированное покрытие: что это, где применяется, как изготавливается
Анодированием называется электролитический процесс, который используется для увеличения толщины слоя природных окислов на поверхности изделий. Свое название эта технология получила из-за того, что обрабатываемый материал используется в качестве анода в электролите. В результате проведения этой операции увеличивается сопротивление материала к коррозии и износу, а также обеспечивается подготовка поверхности к применению грунтовки и краски.
Нанесение дополнительных защитных слоев после анодирования металла осуществляется гораздо более качественно по сравнению с исходным материалом. Само анодированное покрытие в зависимости от способа его нанесения может быть пористым, хорошо впитывающем красители либо тонким и прозрачным, подчеркивающим структуру исходного материала и хорошо отражающим свет. Образованная защитная пленка является диэлектриком, то есть не проводит электрический ток.

Для чего это делается
Анодированное покрытие используется там, где требуется обеспечить защиту от коррозии и избежать повышенного износа в соприкасающихся частях механизмов и устройств. Среди других способов поверхностной защиты металлов эта технология является одной из самых дешевых и надежных. Наиболее распространено применение анодирования для защиты алюминия и его сплавов. Как известно, этот металл, обладая такими уникальными свойствами как сочетание легкости и прочности, имеет повышенную восприимчивость к коррозии. Данная технология разработана и для целого ряда других цветных металлов: титана, магния, цинка, циркония и тантала.

Некоторые особенности
Изучаемый процесс, помимо изменения микроскопической текстуры на поверхности, также изменяет и кристаллическую структуру металла на границе с защитной пленкой. Однако при большой толщине анодированного покрытия сам защитный слой, как правило, обладает значительной пористостью. Поэтому для достижения коррозионной устойчивости материала требуется его дополнительная герметизация. Вместе с тем толстый слой обеспечивает повышенную износостойкость, гораздо большую по сравнению с красками или другими покрытиями, например, напылением. Вместе с повышением прочности поверхности она становится более хрупкой, то есть более восприимчивой к растрескиванию от теплового и химического воздействия, а также от ударов. Трещины анодированного покрытия при штамповке – отнюдь не редкое явление, и разработанные рекомендации тут не всегда помогают.

Изобретение
Первое документально зафиксированное использование анодирования произошло в 1923 году в Англии для защиты от коррозии деталей гидросамолета. Изначально применялась хромовая кислота. Позднее в Японии была использована щавелевая кислота, однако сегодня в большинстве случаев для создания анодированного покрытия в составе электролита применяется классическая серная кислота, что значительно удешевляет процесс. Технология постоянно совершенствуется и развивается.

Алюминий
Анодированное покрытие выполняется для повышения коррозионной устойчивости и подготовки к покраске. А также, в зависимости от применяемой технологии - либо для увеличения шероховатости, либо для создания гладкой поверхности. При этом анодирование само по себе не способно существенно увеличить прочность изделий, изготовленных из этого металла. При контакте алюминия с воздухом или любым другим газом, содержащим кислород, металл естественным путем формирует на своей поверхности слой оксида толщиной 2-3 нм, а на сплавах его величина достигает 5-15 нм.
Толщина анодированного покрытия алюминия составляет 15-20 микрон, то есть разница в два порядка (1 микрон равен 1000 нм). При этом этот созданный слой в равных долях распределен, условно говоря, внутрь и вовне поверхности, то есть увеличивает толщину детали на ½ от размера защитного слоя. Хотя при помощи анодирования возникает плотное и равномерное покрытие, имеющиеся в нем микроскопические трещины могут привести к коррозии. Кроме этого, сам поверхностный защитный слой подвержен химическому распаду вследствие воздействия среды с высокими показателями кислотности. Для борьбы с этим явлением применяются технологии, сокращающие количество микротрещин и внедряющие в состав оксида более стабильные химические элементы.

Применение
Применяются обработанные материалы весьма широко. Например, в авиации многие элементы конструкции содержат изучаемые сплавы алюминия, такая же ситуация в судостроении. Диэлектрические свойства анодированного покрытия предопределили его использование в электротехнической продукции. Изделия из обработанного материала можно обнаружить в различной бытовой технике, включая плееры, фонари, камеры, смартфоны. В быту используют анодированное покрытие утюга, точнее – его подошвы, что значительно улучшает его потребительские свойства. При приготовлении пищи можно использовать специальные тефлоновые покрытия, чтобы избежать пригорания блюд. Обычно такая кухонная утварь стоит достаточно дорого. Однако сковорода из алюминия без покрытия анодированная в состоянии обеспечить решение той же проблемы. При этом с меньшими затратами денежных средств. В строительстве применяется анодированное покрытие профилей для монтажа окон и прочих нужд. Кроме этого, разноцветные детали привлекают внимание дизайнеров и художников, они используются в различных культурных и арт-объектах во всем мире, а также в изготовлении ювелирных изделий.

Технология
Для проведения работ в промышленных масштабах создаются специальные гальванические цеха и производства, которые считаются «грязными» и вредными для здоровья человека. Поэтому рекомендации по проведению процесса в домашних условиях, рекламируемые в некоторых источниках, следует воспринимать крайне осторожно, несмотря на кажущуюся простоту описываемых технологий.
Анодированное покрытие можно создать несколькими способами, но общий принцип и последовательность проведения работ остаются классическими. При этом прочностные и механические свойства полученного материала зависят от, собственно, самого исходного металла, от характеристик катода, силы тока и состава применяемого электролита. Необходимо подчеркнуть, что в результате выполнения процедуры на поверхность не наносится никаких дополнительных веществ, а защитный слой образуется путем преобразования самого исходного материала. Суть гальваники – воздействие электрического тока на химические реакции. Весь процесс делится на три основные стадии.
Первая стадия - подготовка
На этой стадии изделие подвергается тщательной очистке. Поверхность обезжиривается и шлифуется. После чего происходит так называемое травление. Оно осуществляется путем размещения изделия в щелочном растворе с последующим перемещением в кислотный раствор. Завершает эти процедуры промывка, в ходе которой крайне важно удалить все остатки химических веществ, включая труднодоступные участки. От качества проведения первой стадии во многом зависит конечный результат.
Вторя стадия – электрохимия
На этой стадии собственно и создается анодированное алюминиевое покрытие. Тщательно подготовленную заготовку вывешивают на кронштейны и опускают в ванну с электролитом, располагая между двумя катодами. Для алюминия и его сплавов используются катоды, изготовленные из свинца. Обычно в состав электролита входит серная кислота, но могут использоваться и другие кислоты, например, щавелевая, хромовая в зависимости от будущего предназначения обработанной детали. Щавелевая кислота используется для создания изоляционных покрытий разных цветов, хромовая – для обработки деталей, имеющих сложную геометрическую форму с отверстиями небольшого диаметра.
Время, необходимое для создания защитного покрытия, зависит от температуры электролита и от силы тока. Чем выше температуры и ниже сила тока, тем быстрее проходит процесс. Однако в этом случае поверхностная пленка получается достаточно пористой и мягкой. Для получения твердой и плотной поверхности требуются низкие температуры и высокая плотность тока. Для сернокислого электролита диапазон температур составляет от 0 до 50 градусов, а удельная сила тока - от 1 до 3 Ампер на квадратный дециметр. Все параметры для проведения этой процедуры отработаны годами и содержатся в соответствующих инструкциях и стандартах.

Третья стадия – закрепление
После завершения электролиза изделие, имеющее анодированное покрытие, закрепляют, то есть закрывают поры в защитной пленке. Это можно сделать путем помещения обработанной поверхности в воду либо в специальный раствор. Перед этой стадией возможна эффективная покраска детали, поскольку наличие пор позволят обеспечить хорошее впитывания красителя.

Развитие технологий анодирования
Для получения сверхпрочной оксидной пленки на поверхности алюминия был разработан способ использования сложного состава различных электролитов в определенной пропорции в сочетании с постепенным увеличением плотности электрического тока. Используется своеобразный «коктейль» из серной, винной, щавелевой, лимонной и борных кислот, а сила тока в процессе постепенно увеличивается в пять раз. Благодаря такому воздействию меняется структура пористой ячейки защитного оксидного слоя.
Отдельно следует упомянуть технологии изменения цвета анодированного объекта, которое возможно сделать разными способами. Самым простым является помещение детали в раствор с горячим красителем сразу после проведения процедуры анодирования, то есть до третьей стадии процесса. Несколько сложнее организован процесс окрашивания с использованием добавок непосредственно в электролит. Добавками обычно являются соли различных металлов либо органические кислоты, позволяющие получить самую разнообразную гамму цветов – от абсолютно черного до практически любого цвета из палитры.
Читайте также: