К технологическим свойствам металлов и сплавов относится
Обновлено: 17.05.2024
Под технологическими свойствами металлов и сплавов понимают способность металла подвергаться различным видам обработки. К технологическим свойствам металлов и сплавов относятся: термическая обработка и обработка сплавов давлением.
Термическая обработка – процесс теплового воздействия – обжиг, отжиг, закалка, отпуск.
1. Обжиг – нагрев и выдержка при высокой температуре, для придания им необходимых свойств и удаление примеси.
2. Отжиг – нагрев до определенной температуры, выдержка и медленное охлаждение, для улучшения структуры и обрабатываемости, снятия внутреннего напряжения.
3. Закалка – нагрев до определенной температуры и последующее быстрое охлаждение; для фиксации высокотемпературного состояния материала.
4. Отпуск – термическая обработка, нагрев ниже нижней критической точки, выдержка и охлаждение; для снятия внутреннего напряжения.
Обработка сплавов давлением основана на свойстве, изменять первоначальную форму под действием внешних сил без разрушения и сохранять новую форму после снятия нагрузки. Ковка, штамповка, волочение, прокатка.
1. Ковка – процесс последовательный деформации металлов под ударами молотка совершающий возвратно – поступательное движения, при этом изменение формы не ограничивается какими-либо строго ограниченными пределами (ковка гильзы на наковальне).
2. Штамповка – деформируемое металлическое изделие придавливается к стенкам заранее подготовленной формы, при этом форма полностью определяет конфигурацию изготовляемого изделия. (предварительная и окончательная штамповка коронок).
3. Прокатка – процесс обжатия металлов двумя вращающимися валиками прокатного устройства (прокатка золотых дисков для штампованных коронок через вальцы).
4. Волочение – процесс протягивания металлического прутка через отверстие в матрице имеющие меньшие размеры поперечного сечения, чем исходный пруток. (получение проволоки различного сечения).
Припой для зуботехнических сплавов. Состав, свойства, применение
Припой –металл или сплав, заполняющий зазор между соединяемыми деталями при паянии.
ПРИПОИ
Текучесть припоя увеличивается с повышением температуры, поэтому расплавленный припой течет в направлении от холодных частей к горячим. Этим свойством пользуются в процессе пайки, передвигая пламя вдоль места спайки. Припой течет за пламенем, и получается хороший шов. Иногда припой кладут на одну часть спаиваемой детали, а нагрев ведут другой, встык расположенной. Перетекая к детали , припой заполняет щель, и детали спаиваются. Для получения высокой прочности спайки расстояние между деталями должно быть минимально, чтобы количество припоя тоже было минимальным. В месте соприкосновения деталей и припоя происходит диффузия ( проникновение ) одного металла в другой. Скорость диффузии зависит от материала протеза и припоя, а также температуры.
Для предотвращения растекания припоя на поверхности детали на расстоянии 2 – 2,5 мм от места пайки при помощи карандаша наносят слой графита.
Зуботехнические припои поставляются в виде : стружки, стержней, проволоки и кубиков с ребром длиной 1 мм.
Технологические свойства металлов и сплавов

Технологические свойства металлов и сплавов определяют пригодность материала для конкретного вида обработки и в целом возможность его использования в том или ином производственном цикле. Добавление в металл или сплав сторонних элементов напрямую влияет на их основную характеристику. Для определения технологических свойств необходимо провести испытания.
В нашей статье мы расскажем, какими бывают указанные свойства, как проявляют себя примеси, а также приведем пример производственных испытаний, которые выявляют пригодность материала к использованию в производстве.
Понятие металлов и сплавов
К технологическим свойствам металлов и сплавов относятся:
- высокая обрабатываемость (ковкость, штампуемость, возможность резки, пайки, сварки и т. п.);
- прочность;
- твердость;
- ударная вязкость и пр.
Все металлы делятся на черные и цветные.
Технологические свойства чистых металлов зачастую не позволяют использовать их для промышленных и технических нужд. Поэтому в основном применяются сплавы.
Сплав состоит из двух и более затвердевших расплавленных металлов и других веществ.
Помимо металлов, в составе сплавов могут присутствовать, к примеру, углерод, кремний, другие элементы.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Используя разные комбинации металлов и неметаллов, можно получать материалы с различными технологическими свойствами, которыми не обладают составляющие сплав компоненты.
Технологические свойства сплавов могут отличаться от характеристик составляющих их металлов. Они могут быть:
- более прочными и твердыми;
- обладать более высокой или, напротив, более низкой температурой плавления;
- более коррозионно-устойчивыми;
- менее подверженными высокотемпературному воздействию;
- оставаться прежнего размера при нагревании или охлаждении и пр.
Чтобы увеличить твердость железа, в него добавляют углерод. Менее 2 % углерода содержится в сталях, более 2 % – в чугуне. Для придания металлам и сплавам такого технологического свойства, как коррозионная устойчивость, в них добавляют хром, твердость достигается за счет добавления вольфрама, износостойкость – марганца, прочность – ванадия.
Определение и виды технологических свойств металлов и сплавов
Технологические свойства металлов и сплавов определяют их способность меняться под воздействием горячих или холодных способов обработки. В их основе лежат физико-механические характеристики материалов.

Выделяют такие технологические свойства металлов и сплавов, как:
- О+бработка при помощи резки;
- подверженность деформациям за счет ковкости, штампуемости, загибов, перегибов, отбортовки и пр.;
- свариваемость;
- литейные свойства;
- способность к пайке;
- упрочняемость и т. п.
Именно от технологических свойств металлов и сплавов зависит, как поведет себя заготовка в процессе обработки.
Остановимся более подробно на основных технологических свойствах.
Свариваемость.
Это технологическое свойство металлов и сплавов, благодаря которому они образуют друг с другом прочные соединения. Соединяются заготовки за счет расплавления материала и его последующего охлаждения. В зависимости от источника нагрева деталей сварку делят на газовую, дуговую, электроконтактную, ультразвуковую и пр.
Деформируемость.
Под этим технологическим свойством понимают способность металлов и сплавов меняться под воздействием пластических деформирующих операций, таких как гибка, ковка, штамповка, прокат, прессование и др. При этом целостность заготовок не нарушается. На это свойство материалов влияют их химический состав, механические свойства, скорость деформации, температура, при которой выполняются операции и т. п. Способ деформации выбирают после выполнения технологических испытаний, в процессе которых оценивают деформируемость различных сплавов и металлов.
Литейные свойства.
Это технологические свойства (жидкотекучесть, усадка и ликвация), учет которых позволяет изготавливать отливки деталей и изделий без возникновения трещин, усадочных раковин и других дефектов.

Жидкотекучесть.
Металлы и сплавы, находясь в жидком состоянии, заполняют все полости, узкие и тонкие места литейных форм и принимают четкое объемное изображение очертаний отливок. На это технологическое свойство металлов и сплавов влияют химический состав материала заготовки, температура заливки, вязкость, поверхностное натяжение. Помимо характеристик обрабатываемых металлов, жидкотекучесть зависит от качества внутренней полости формы, ее шероховатости, теплопроводности и пр. Это свойство при использовании песчаных сухих форм гораздо выше, чем при применении сырых металлических.
Усадкой называют такое технологическое свойство металлов и сплавов, за счет которого их объем уменьшается при затвердевании отливок. Степень усадки выражается в процентах, для разных металлов она варьируется в пределах 1-2 %. На нее влияют химический состав материала и температура заливки (чем она выше, тем сильнее усадка).
При усадке в отливках образуются усадочные раковины и рыхлости. Во избежание появления подобных дефектов используют литейные формы с дополнительными устройствами – прибылями, за счет которых в формы постоянно поступает жидкий металл.
В процессе кристаллизации металлы и сплавы в отливках становятся неоднородными по химическому составу. Эта неоднородность называется ликвацией. Она может быть зональной – наблюдаемой на отдельных заготовках, и внутрикристаллической – распространяющейся на отдельные зерна.
Для устранения последней используют термическую обработку, первой – механическую, в процессе которой при заливке жидкого металла в форму его механически перемешивают. Ликвация зависит от скорости охлаждения заготовки, если она остывает равномерно, то этот дефект не образуется.
Технологическое свойство металлов и сплавов, благодаря которому они способны создавать прочные и герметичные соединения за счет пайки. Если спаиваемые детали предполагается использовать в области радио- и электротехники, то материалы, из которых они изготовлены, должны обладать такими свойствами, как электропроводность, индуктивность и пр.
Рекомендуем статьи:
Упрочняемость.
Так называют технологическую характеристику материалов, благодаря которой их механические свойства повышаются при термической и химико-термической обработке. Упрочняемость включает в себя закаливаемость, прокаливаемость и незакаливаемость.
Закаливаемость.
Это свойство означает, что материалы воспринимают закалку, оно характерно для углеродистых и легированных сталей, в которых содержание углерода превышает 0,3 %, а также для чугуна, сплавов цветных металлов, бронзы, латуни и других сплавов.
Прокаливаемостъ.
Прокаливаемость означает глубину закалки, воспринимаемую металлами и сплавами и определяемую в соответствии с требованиями ГОСТ 5657-69. На эту характеристику влияют химический состав обрабатываемых материалов, температура нагрева и способ охлаждения.
Незакаливаемость.

Означает, напротив, невосприимчивость материала (к примеру, углеродистых и других сталей с содержанием углерода в составе менее 0,3 %) к закалке. Это технологическое свойство металлов и сплавов учитывают при сварке, поскольку чем оно выше, тем более качественным будет сварное соединение. Отдельные стали устойчивы к закаливанию при нагревании и охлаждении, заготовки из них также не воспринимают закалку.
Изменение технологических свойств на примере стали
Наиболее распространенным материалом является сталь. На технологические свойства стальных сплавов влияет их химический состав – входящие в него примеси могут повышать или понижать отдельные характеристики материала:
- Чем больше содержание в составе сплава углерода, тем выше его прокаливаемость и ниже восприимчивость к ковке. Ковка и прокатка возможны для металлов и сплавов, в которых присутствует не более 1,4 % этого химического элемента.
- Марганец понижает теплопроводность металлов и сплавов и, как следствие, возможность их сваривания. Однако при равномерном медленном нагревании такие материалы прекрасно подходят для ковки.
- Никель положительно сказывается на пластичных технологических свойствах металлов и сплавов, материалы, в которых он присутствует, хорошо поддаются ковке. Однако при нагреве никель способствует образованию окалины. Она не разрушается во время ковки, проникает в металл и снижает качество готовых изделий.
- Хром способствует повышению прочности металлов и сплавов, следовательно, заготовки, в составе которых он присутствует, не следует обрабатывать при помощи ковки или проката, так как велика вероятность возникновения трещин.
- Большое содержание в составе металлов и сплавов молибдена снижает такое их технологическое свойство, как теплопроводность. Этот момент важно учитывать при выборе температурного режима обработки, нагрев и охлаждение должны выполняться при строгом соблюдении предписанных технологией требований. Ковка возможна при применении более мощного оборудования
- Ванадий же, напротив, повышает качество ковки, увеличивает устойчивость сталей к перегреву.
Отрицательно сказываются на технологических свойствах металлов и сплавов присутствие в их составе серы и фосфора. Их высокое содержание становится причиной красноломкости (ломкости при нагревании) и хладноломкости (ломкости при охлаждении) заготовок. Несмотря на то, что полностью очистить сплавы от присутствия этих химических элементов невозможно, на производстве стремятся к максимально возможному снижению их содержания в составе.

Технологические свойства металлов и сплавов напрямую зависят от их химического состава, поэтому, прежде чем выбрать тот или иной способ обработки, на производстве тщательно анализируют состав подлежащего обработке материала. Если этого не сделать, вероятно возникновение проблем как в процессе обработки, так и при дальнейшем использовании готовых изделий.
Технологические испытания металлов и сплавов
Технологические испытания включают в себя испытания на изгиб, осадку, сплющивание, бортование, загиб и т. д. Многие пробы и испытания проводятся в соответствии с разработанными и утвержденными стандартами.
В зависимости от результатов технологических испытаний принимают решение о возможности изготовления деталей и конструкций соответствующего качества из имеющегося материала с применением той или иной операции, выполняемой на данном производстве.
Испытание на изгиб проводится в соответствии с требованиями ГОСТ 14019-80. С его помощью определяют, способны ли металлы и сплавы выдерживать изгибание без разрушения. Образец помещают под пресс и изгибают до необходимого угла. Если угол изгиба равен 180°, то материал может выдерживать предельную деформацию. О том, что образец прошел испытание, свидетельствует отсутствие трещин, надрывов, расслоений и других дефектов
Такое технологическое испытание проводят для листовых металлов толщиной до 3 см, а также для сортового металлопроката (прутков, швеллеров, уголков).
Испытание на осадку выполняется в соответствии с требованиями ГОСТ 8817-82. С его помощью определяют, способны ли металлы и сплавы выдержать требуемую пластическую деформацию. Проводится оно при помощи пресса или молота, осаживающего горячий или холодный образец до заданной высоты. Для испытания используют круглые или квадратные образцы диаметром или стороной квадрата 0,3–3 см в холодном состоянии, 0,5–15 см – в горячем. Стальные образцы должны быть высотой не менее двух диаметров, из цветных металлов – не менее полутора диаметров. Об успешном прохождении испытания свидетельствует отсутствие трещин, надрывов или изломов.
Испытание на сплющивание труб проводится в соответствии с требованиями ГОСТ 8695-75. С его помощью определяют, способны ли трубы сплющиваться до определенной высоты без появления дефектов. Для этого конец или отрезок трубы длиной 2–5 см размещают между двумя параллельными плоскостями и сплющивают. При испытании сварной трубы место соединения должно быть расположено на горизонтальной оси. Скорость сплющивания не должна превышать 2,5 см/мин. Об успешном прохождении испытания свидетельствует отсутствие трещин и надрывов.
Испытание на бортование труб проводится в соответствии с требованиями ГОСТ 8693-80. С его помощью определяют, способны ли трубы отбортовываться на прямой угол. Для этого конец трубы помещают в оправку и отбортовывают усилием пресса до тех пор, пока не получают фланец требуемого диаметра. При испытании используют оправку с чисто обработанной рабочей поверхностью, обладающей высокой твердостью (HRC не менее 50). Радиус закругления оправки, формирующей борт, должен составлять две толщины стенки трубы (R = 2s). Об успешном прохождении испытания свидетельствует отсутствие трещин и надрывов.
Об успешном прохождении испытания свидетельствует отсутствие трещин, надрывов, расслоений.
Для того чтобы определить прочность сварного соединения, проводят испытание на свариваемость. Сваренный образец изгибают на определенный угол или растягивают. После чего проводят сравнение прочности сваренного и несваренного образцов из испытуемого материала.
В статье мы рассказали о том, какое значение имеют технологические свойства металлов и сплавов, а также проведение испытаний для получения качественных, долговечных изделий и конструкций из них.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Свойства металлических изделий

Свойства металлических изделий зависят от металлов, входящих в их состав. Речь идет про тепло- и электропроводность, хрупкость или, наоборот, пластичность, а также свариваемость, ковкость и другие. Металлические изделия широко используются как в промышленности, так и в быту.
Выбор металлов определяется назначением изделия и тем, в каких условиях оно будет эксплуатироваться. Более подробно о свойствах металлических изделий читайте в нашем материале.
Общая характеристика металлических изделий
Современная металлургическая промышленность предлагает большое разнообразие видов металлических изделий. К самым распространенным из них относится металлический прокат, то есть изделия, которые производят на специальных станках методом горячей либо холодной прокатки.

Все разновидности металлического проката объединяются общим понятием «сортамент». Сортамент принято разделять на четыре группы: листовой, сортовой, трубы и специальные виды проката. К последним относятся бандажи, колеса, шары, периодические и гнутые профили. По способу обработки поверхности выделяют калиброванный, шлифованный, зеркальный и матовый сортамент.
Говоря о свойствах металлических изделий, стоит отметить, что сортовой прокат обладает самой разнообразной номенклатурой, где принято выделять простые и фасонные профили.
Прокатные цеха изготавливают примерно две тысячи размеров простых профилей, более тысячи фасонных общего потребления, а также около полутора тысяч размеров профилей специального назначения. Простыми называют профили с сечением в виде геометрических фигур, таких как круг, полукруг, овал, сегмент, шестигранник, квадрат, треугольник, полоса плоского сечения, пр.
Прокат сложного поперечного сечения обозначают как фасонные профили. В данной группе выделяют профили общего или массового потребления и специального назначения. К первым относятся уголки, швеллеры, двутавровые балки, шестигранные профили, пр. Тогда как вторые представлены трамвайными и железнодорожными рельсами широкой и узкой колеи, профилями сельскохозяйственного машиностроения, нефтяной и электропромышленности, пр. Из цветных металлов обычно производятся простые профили.
Размеры являются еще одним важным нюансом, о котором не стоит забывать, говоря на тему свойств металлических изделий. Сортовой прокат делят на:
- Крупный. Сюда относят круглую сталь диаметром 80–250 мм, квадратную со стороной 70–200 мм, периодические арматурные профили № 70–80, угловая сталь с шириной полок 90–250 мм, швеллеры и двутавровые балки обычные и облегченные высотой 360–600 мм. Также в эту категорию входят специальные широкополочные двутавры и колонные профили высотой в пределах 1 000 мм, шестигранная сталь до № 100, железнодорожные рельсы массой 43–75 кг на метр длины изделия, полосовая сталь шириной не более 250 мм, пр.
- Средний. Речь идет о круглой стали диаметром 32–75 мм, квадратной со стороной 32–65 мм и шестигранной до № 70. Здесь же представлен стальной периодический арматурный профиль № 32–60, двутавровые балки высотой до 300 мм, швеллеры высотой 100–300 мм, рельсы узкой колеи Р18 – Р24, штрипсы с сечением до 8×145 мм и фасонные профили.
- Мелкий. Такая круглая сталь имеет диаметр 10–30 мм, квадратная со стороной 3,2–31 мм, сюда же относят периодический арматурный профиль.
В качестве элементов строительных конструкций применяют листовую и сортовую сталь. Нередко используют вторичные профили, то есть сварные, для изготовления которых соединяют полосы или листы, и гнутые. Для изготовления вторых прибегают к холодной гибке полос и листов.
Технологические свойства металлических изделий
Технологические свойства металлов являются частью их общих физико-химических свойств. Их важно учитывать во время проектирования и производства изделий с улучшенными характеристиками для данного металла или сплава.

Вот ключевые технологические свойства материалов и металлических изделий:
- Обрабатываемость резанием. Предполагает возможность обработки металла или сплава при помощи резца, абразива. Для оценки этого показателя учитывают скорость затупления резца во время работы на определенных режимах резания при получении поверхности необходимой шероховатости. Данный параметр фиксируют в процентах от обрабатываемости стали или свинцовистой латуни повышенной обрабатываемости резанием – здесь все зависит от того, идет речь о сталях или о медных сплавах.
- Обрабатываемость давлением в горячем и холодном состоянии. Для замера данного показателя используют различные технологические пробы: на осадку, на изгиб, на вытяжку сферической лунки, пр. Обязательно учитываются пластичность, твердость, упрочнение материала при конкретной температуре обработки.
- Свариваемость. Так называют способность металлов и сплавов образовывать неразъемные соединения, соответствующие необходимым механическим характеристикам. Для оценки свариваемости сопоставляют качества сварных соединений со свойствами основного материала металлического изделия. Чем больше методов сварки может использоваться при работе с конкретным металлом и чем шире выбор среди режимов такой обработки, тем выше показатель свариваемости. Данную характеристику проверяют за счет рассмотрения структуры, механических свойств, вероятности растрескивания металла шва в зоне шва.
- Литейные свойства. Речь идет о сочетании таких показателей, как температура плавления, кипения, заливки и кристаллизации, плотность и жидкотекучесть расплава, литейная усадка, пр.
- Жидкотекучесть представляет собой способность металла заполнять литейную форму и зависит от вязкости, поверхностного натяжения, температуры заливки расплава. Если этот показатель высокий, удается легко заполнить расплавом сложную литейную форму.
- Усадка является разницей между моделью и отливкой в соответствии с их линейными размерами. Чем она ниже, тем меньше вероятность, что в металле появятся усадочные раковины.
- Пластичность, также известная как деформируемость, обозначает способность металла изменять форму в результате гибки, ковки, штамповки, прессования таким образом, чтобы не страдала целостность материала заготовки. За счет оптимальных показателей и учета данного свойства удается производить металлические изделия без видимых и скрытых дефектов.
- Упрочняемость металлов и сплавов зависит от их способности становиться более прочными в результате термической, механической обработки.
- Закаливаемость – это повышение твердости стали в процессе закалки. Есть разновидности металла с плохой закаливаемостью – они остаются недостаточно твердыми после подобной обработки.
- Диамагнетики – выталкиваются из магнитного поля и ослабляют его.
- Парамагнетики – втягиваются в магнитное поле, усиливают его, но незначительно.
- Ферромагнетики – способны серьезно усиливать магнитное поле.

- Прокаливаемость – так называют глубину проникновения закалки при обработке массивных изделий. Дело в том, что разные слои металла охлаждаются неравномерно: его поверхность, которая вступает в контакт с закалочной жидкостью, остывает быстрее остального объема. Вполне логично, что медленнее всего остывает центр изделия. Чем выше критическая скорость закалки, тем ниже прокаливаемость стали.
Углеродистые стали отличаются высокой критической скоростью, из-за чего страдает прокаливаемость. Учитывая данное свойство, их не используют для производства массивных металлических изделий, так как здесь важны хорошие механические характеристики по всему сечению. Для таких целей обычно выбирают легированную сталь, поскольку она отличается более высокой прокаливаемостью.
Термическое старение предполагает изменение растворимости углерода в железе в зависимости от температуры. Деформационное старение происходит в сплаве, подвергнутом пластической деформации при температуре ниже показателя рекристаллизации. В обычных условиях подобный процесс занимает не менее 15 суток, тогда как при +200…+350 °C на него уходит несколько минут.
Перед проведением искусственного старения закаленных и отпущенных при низкой температуре изделий осуществляют механическую обработку при +100…+180 °C. Последняя предполагает выдержку в течение 18–35 часов и постепенное охлаждение. Естественное старение происходит на открытом воздухе под навесом, где металлические изделия меняют свои свойства на фоне перепадов температуры, влажности, давления воздуха. На весь процесс уходит от трех месяцев до двух лет. Именно так защищают от дальнейших изменений станины прецизионных станков, корпусные детали ответственного назначения, рамы роялей и пианино. В результате снижается внутреннее напряжение металлов, стабилизируются размеры и форма заготовки.
Механические свойства металлических изделий
Речь идет о характеристиках материала, позволяющих ему противостоять воздействию внешних сил. Такие нагрузки бывают статическими, динамическими или циклическими, то есть повторно-переменными. По направлению действия силы принято выделять деформации растяжения, сжатия, изгиба, скручивания и среза. В реальной жизни изделие испытывает на себе воздействие сразу нескольких сил, при этом возникает упругая или пластическая деформация. Первая является обратимой, тогда как вторая необратима.

Основными механическими свойствами металлических изделий считаются прочность, твердость, пластичность, упругость, вязкость. Также на производствах определяют усталость или выносливость металлов, ползучесть и другие показатели.
Статические испытания на растяжение позволяют оценить следующие прочностные свойства материала: предел пропорциональности, упругости, текучести, прочности. Также рассматривается пластичность, которая предполагает относительное удлинение и относительное сужение образца. Для испытания используют образцы, отвечающие требованиям ГОСТ по форме и размерам. В процессе проверки на растяжение их растягивают до разрыва при помощи плавно возрастающей нагрузки. А напряжение, при котором происходит течение пластичного металла/сплава, является пределом текучести и выражается в МПа.
Рекомендуем статьи по металлообработке
Твердостью называют способность твердого тела противостоять внедрению в его поверхность другого более твердого тела. На производствах в этом случае принято пользоваться тремя методами испытания – все они названы в честь своих изобретателей. Речь идет о методах Бринелля (НВ), Роквелла (HRA, HRB, HRC) и Виккерса (HV). Они позволяют косвенно судить о прочности материалов, стойкости к износу. Также перечисленные подходы дают возможность контролировать качество и сохранение необходимых свойств металлических изделий после термического и химико-термического воздействия и обработки давлением.
Способность металлов сопротивляться ударным, циклическим (повторно-переменным) нагрузкам и нагрузкам при высоких температурах считаются основными свойствами.
Для определения ударной вязкости прибегают к помощи маятниковых копров, где перебивается стандартный образец с надрезом. По работе, затраченной на излом образца (в ДЖ), можно судить об ударной вязкости металла или сплава (KCU, KCV и КСТ).
Циклические испытания на усталость помогают оценить те материалы и детали оборудования, которые испытывают многократные повторно-переменные нагрузки. Речь идет о нагружении – разгружении, растяжении – сжатии, закручивании в противоположные стороны, пр. Усталостному разрушению подвержены, например, пружины, рессоры, валы, шатуны. Способность материала противостоять усталости называют выносливостью. Она оценивается числом циклов нагрузка – разгрузка, которые металл способен выдержать до наступления усталостного разрушения.
Функционирование деталей в условиях высокой температуры и нагрузки приводит к ползучести материала. Тогда наиболее значимым свойством металлического изделия становится стойкость сплава к ползучести.
Физические свойства металлических изделий
В стандартных условиях все металлы, кроме франция и ртути, имеют твердое состояние. Нагревание до определенной температуры приводит к их плавлению, а достижение еще более высоких показателей вызывает переход в газообразное состояние. Твердость, температура плавления металлов зависят от их пространственной кристаллической решетки. Наиболее мягкими являются щелочные металлы – их можно разрезать даже ножом. Самыми твердыми считаются металлы VIВ-группы, главным представителем которой является хром. По твердости он близок к алмазу и может резать стекло.

Такое свойство металлических изделий, как электропроводность, объясняется наличием в металле свободных электронов – наложение электрического тока приводит к их направленному перемещению. Металлы являются проводниками первого рода, так как сохраняют изначальную структуру при проведении тока. Нагревание приводит к снижению электропроводности, поскольку колебательное движение ионов усиливается, соответственно, перемещение электронов затрудняется. Охлаждение позволяет повысить электропроводность, при абсолютном нуле она стремится к бесконечности. Данное явление принято называть сверхпроводимостью.
Теплопроводность представляет собой характеристику, которая обеспечивается взаимодействием электронов проводимости с ионами, расположенными в узлах кристаллической решетки. Описанная выше электропроводность и теплопроводность взаимосвязаны – если у металла высокий первый показатель, то и второй находится на аналогичном уровне.
Пластичность – это легкость деформации металлов, которая проявляется наиболее ярко при высоких температурах. Дело в том, что под внешним воздействием одни слои в кристаллах легко перемещаются относительно других, что не приводит к разрыву. Данное свойство позволяет изготавливать такие металлические изделия, как листы, проволока, кроме того, металлы можно ковать и прессовать. Наиболее пластичны золото, серебро и медь. Чтобы произошла деформация материалов с механической прочностью, изделия из них должны испытывать серьезные нагрузки.
По плотности металлы делят на легкие и тяжелые. Если данный показатель ниже 5 г/см 3 , металл относят легким, при его превышении – к тяжелым. Самым легким является литий, его плотность составляет 0,53 г/см 3 , а самым тяжелым – осмий с плотностью 22,6 г/см 3 . Легкими считаются щелочные, щелочноземельные металлы, а еще бериллий, алюминий, скандий, иттрий и титан, тогда как все остальные называют тяжелыми.
Магнитные свойства имеют все металлические изделия, так как металлы являются магнетиками. Они изменяют либо приобретают магнитный момент под действием стороннего магнитного поля. Магнитные свойства измеряют при помощи остаточной индукции, коэрцитивной силы и магнитной проницаемости, также известной как магнитная восприимчивость.
На основе магнитных свойств металлы делят на три группы:
В первую категорию входят медь, серебро, золото, кремний, бериллий и металлы подгруппы цинка, галлия, германия. Они выделяются отрицательной магнитной восприимчивостью, а под действием внешнего магнитного поля в них возникает направленная навстречу ему намагниченность.
Ко второй группе относят металлы с небольшой положительной восприимчивостью, это преимущественно щелочные и щелочноземельные. Они намагничиваются в направлении внешнего поля. Ферромагнетики – это металлы с высокой магнитной восприимчивостью, а именно железо, кобальт, никель.
Нужно понимать, что существуют металлы и сплавы, которые не относятся ни к одной из данных групп. Это ряд редкоземельных металлов, которых называют антиферромагнетиками, и ферриты, то есть соединения оксида железа, пр.
Технологические свойства
Под технологическими свойствами понимают способность подвергаться различным видам обработки. Технологические свойства материалов характеризуют восприимчивость материалов к технологическим воздействиям при переработке в изделия. Знание этих свойств позволяет рационально осуществлять процессы изготовления изделий.
Из технологических свойств наибольшее значение имеют:
§ литейные свойства (характеристики),
§ склонность к короблению при термической обработке и др.
1 Обрабатываемость резанием — комплексное свойство металла, характеризующее способность его подвергаться обработке резанием и определяется по скорости, усилию резания, по чистоте обработки (качеству поверхности), по характеру образующейся при обработке стружки.
Обрабатываемость резанием характеризуют следующими показателями:
§ качеством обработки материалов — шероховатостью обработанной поверхности и точностью размеров;
§ стойкостью режущего инструмента;
§ сопротивлением резанию — скоростью и силой резания;
Испытания по скорости и усилию резания производятся путем сравнения показателей, полученных при обработке данного металла, с показателями обрабатываемости эталонной марки стали (автоматная сталь марки А12). Показатель чистоты обработанной поверхности определяется измерением высоты неровностей, образующихся на поверхности металла после снятия стружки режущим инструментом.
2 Обрабатываемость давлением определяют в процессе технологических испытаний (проб) материалов на пластическую деформацию. Методы оценки обрабатываемости давлением зависят от вида материалов и технологии их переработки.
Обрабатываемость давлением порошковых материалов характеризует их текучесть, уплотняемость и формуемость. Методы определения характеристик порошковых материалов установлены государственными стандартами.
3 Свариваемость — способность металла давать доброкачественное соединение при различных способах сварки, характеризуется отсутствием трещин и других пороков в швах и прилегающих к шву зонах основного металла. О свариваемости судят по результатам испытания сварных образцов и характеристикам основного материала в зоне сварного шва.
Хорошей свариваемостью обладают конструкционные стали; значительно худшую имеют чугуны, медные и алюминиевые сплавы, которые требуют специальных технологических условий при сварке.
О свариваемости металлов и сплавов обычно судят по результатам испытания сварных образцов. При этом сварной шов должен быть равнопрочным, т.е. механические характеристики сварного соединения и основного металла должны быть примерно одинаковыми. Сварной шов формируется в результате образования общей сварочной ванны, поэтому металл шва имеет литую структуру. Свойства сварного шва зависят от способа и технологических режимов сварки, условий защиты расплавленного металла, режимов охлаждения и других факторов. Обычно свариваемость тем выше, чем проще технология сварки и чем большее число способов сварки может быть использовано для образования сварного соединения.
Следовательно, свариваемость металлов и сплавов можно рассматривать как способность образовывать неразъемные соединения с заданным комплексом свойств в условиях принятого технологического процесса. С этой точки зрения свариваемость является понятием чисто технологическим.
4 Ковкость — способность металлов и сплавов без разрушения изменять свою форму при обработке давлением. Ковкость зависит
§ от вида обрабатываемых материалов,
§ технологической схемы их обработки,
§ температурных условий деформирования и других факторов.
Поэтому ковкость в значительной степени определяет выбор технологии обработки металлов давлением и экономичность обработки.
Многие металлы и сплавы обладают достаточно хорошей ковкостью в нагретом состоянии, а в холодном состоянии — латунь и алюминиевые сплавы; пониженной ковкостью характеризуется бронза.
5 Прокаливаемость — способность стали воспринимать закалку на определенную глубину от поверхности. Она зависит от присутствия легирующих элементов в составе и размеров зерен структуры.
6 Литейные свойства (характеристики) материалов характеризуют их способность в жидком состоянии заполнять литейные формы и образовывать качественные отливки. Эти свойства можно оценить по жидкотекучести, усадке, газопоглощению и ликвации.
Жидкотекучесть — свойство расплавленного материала заполнять литейную форму и точно воспроизводить внутренние очертания этой формы.
Жидкотекучесть зависит от физических свойств сплава, его химического состава, температуры расплава, состояния формы и других факторов. Наиболее высокую жидкотекучесть имеют серые чугуны, оловянистые бронзы, сплавы алюминия с кремнием (силумины), некоторые легкие магниевые сплавы.
Для повышения жидкотекучести к ним добавляют легирующие компоненты, например, фосфор — в медные сплавы и чугун, кремний — в алюминиевые сплавы.
Литейная усадка — уменьшение объема расплава при переходе из жидкого состояния в твердое. Коэффициент усадки индивидуален для каждого вида материала. Усадка может быть причиной образования многих видов брака в отливках: коробление, раковины, трещины, рыхлоты. На степень усадки влияют многие факторы: химический состав расплава, скорость охлаждения и др. Для многих видов литейных сплавов усадка составляет 0,9. 2,5 %.
Газопоглощение.Многие металлы и сплавы в процессе плавки и заливки способны поглощать и растворять различные газы — азот, водород, кислород. Поглощенные газы могут находиться в металлах в свободном состоянии или образовывать различные химические соединения — нитриды, гидриды, оксиды. Причем повышение температуры расплава увеличивает содержание газов в нем. В результате этого механические и технологические свойства отливок снижаются. Для уменьшения газонасыщения плавление металлов производят в вакууме или среде защитных газов.
Ликвациейсплава называется его химическая неоднородность в различных частях отливки. Ликвация во многом зависит от химического состава сплава, скорости его охлаждения в форме, а также от конфигурации отливки. Устраняют ликвациюдлительным нагревом при температурах 900. 1000 °С с последующим медленным охлаждением.
Понятие о методах испытаний на определение технологических свойств материалов: свариваемость, обрабатываемость резанием, прокаливаемость и т.д
Классификация свойств материалов приведена на рис. 18.1.

Рисунок 18.1 Свойства материалов.
Технологические свойства металлов и сплавов. Под технологическими свойствами металлов и сплавов понимают способность металла подвергаться различным видам обработки.
- ковкость, или деформируемость, в горячем и холодном состоянии;
Литейные свойства металла (жидкотекучесть) определяются температурой канала определенного сечения при заданных условиях гидростатического напора и температуры сплава и формы.
К литейным свойствам относится ряд свойств. Такие как:
- стойкость к газонасыщению;
- стойкость к трещинообразованию;
- стойкость к усадке;
- стойкость к ликвации (неоднородность по химическому составу).
Жидкотекучесть - способность металла или сплава в расплавленном состоянии заполнять литейную форму зависит от вязкости, поверхностного натяжения расплава и температуры заливки. Определяется жидкотекучесть металла по длине заполнения длиной, прямолинейной или спиралевидной формы данных, и поэтому оценка качества металла при испытаниях производится визуально по состоянию поверхности материала после испытания.
При испытаниях жидкотекучести стали производится одновременно отливка нескольких прутков с сечением в виде пирамиды высотой 8 мм и основаниями 5 и 8 мм и по среднеарифметическому определяется средняя длина. Жидкотекучесть выражается в миллиметрах длины отлитого прутка.
Жидкоподвижность - это способность не только заполнять форму, но и способность заливать тонкий рельеф поверхности формы, например, черты лица, складки одежды, тончайший орнамент какого-либо украшения и пр.
Жидкотекучесть зависит от многих факторов: температуры плавления, температуры формы, вязкости, химического состава, диаграммы состояния и пр. Все эти величины можно рассчитать и использовать производственный опыт.
Хорошей жидкотекучестью обладают чугуны и силумины, бронзы, олово, а также магниевые и литиевые сплавы. Есть сплавы, которые обладают низкой жидкотекучестью (иногда их неправильно относят к густоплавким). К ним относятся: медь, чистое серебро, сталь, легированная рядом элементов, и др.
Литейная усадка - отражение различия между плотностью металла или сплава в твердом и жидком состояниях. Чтобы получить отливку близкую по конфигурации к готовому изделию, необходимо модель изделия изготавливать больше отливки на величину усадки.Измеряется с помощью усадочных линеек. Линейка усадочная с диапазоном измерения 0 - 500 мм, ценой деления 1 мм. Масса линейки 0,175 кг. Производятся для измерений со следующими величинами усадки: 1,0%, 1,5%, 2,0%, 2,5%, рис 18.2
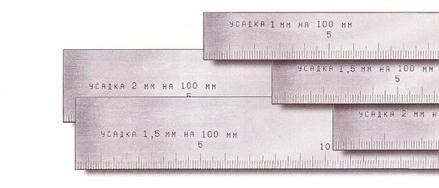
Рисунок 18.2 Линейка усадочная с диапазоном измерения 0 - 500 мм
Способность металла или сплава к ликвации и образованию пор определяется методами микроструктурного анализа.
Ковкость металла (деформируемость) - способность воспринимать пластическую деформацию в процессе изменения формы (без появления признаков разрушения) при гибке, ковке, штамповке, прокатке и прессовании. Ковкость зависит от пластичности, степени нагрева, величины деформирующего усилия, наличия примесей и пр. Сплавы и металлы могут коваться как в холодном, так и в нагретом состоянии В последнем случае из раскаленного железа изготавливаются изделия самой различной сложности.
Деформируемость металлов определяется при технологических испытаниях. Некоторые методы технологических испытаний на деформируемость материалов (технологические пробы) стандартизованы. Например, проба на изгиб в холодном и нагретом состоянии (ГОСТ 14019— 68) применяется для пластических металлов при толщине пруткового и листового материала а до 30 мм. Проба на изгиб материалов более 30 мм, а также поковок, отливок и труб производится на образцах методами, предусмотренными соответствующими технологическими условиями на поставку металлов.
Различают загибы: на определенный угол , до параллельности сторон вокруг оправки (угол а = 0) и до соприкосновения сторон образца. Степень нагрева образца должна быть оговорена в технических условиях. Образцы, выдержавшие испытания, не должны иметь трещин, надрывов, расслоений или изломов.
Свариваемость - свойство металлов в определенных условиях технологического процесса образовывать сварное соединение, соответствующее качеству основного металла. Для этой цели производят пробную наплавку валика на листовой металл с последующим определением качества металла в валике и прилегающих зонах. Определение дефектов шва производится ми ГОСТ 3242—69, а стыкового соединения - в соответствии с ГОСТ 6996—66. При сварке сталей увеличение процента углерода в сталях ухудшает свариваемость.
Прокаливаемость - свойство стали закаливаться на определенную глубину определяют на стандартных цилиндрических образцах методом торцовой закалки (ТОСТ 5657—69) в специальной закалочной установке с последующим замером твердости через определенные интеркалы расстояния от закаливаемого торца. За глубину закалки принимают расстояние от поверхности торца образца до слоя с полумартенситной структурой.
Эксплуатационные свойства характеризуют способность материала работать в конкретных условиях.
К ним относятся такие свойства как:
Износостойкость - свойство материала оказывать сопротивление износу, т. е. постепенному изменению размеров и формы тела вследствие разрушения поверхностного слоя изделия при трении.
Жаростойкость - это способность материала сопротивляться окислению в газовой среде при высокой температуре.
Жаропрочность - способность конструкционных материалов (главным образом металлических, а также керамических, полимерных и др.) выдерживать механические нагрузки без существенных деформаций, не разрушаясь при повышенных температурах.
Хладостойкость- способность материалов, элементов, конструкций и их соединений сопротивляться хрупким разрушениям при низких температурах окружающей среды.
Читайте также: