Как профрезеровать паз в металле своими руками
Обновлено: 12.05.2024
проще да , надежность под сомнением , в неудачный момент может прослабится ( темпераментный клиент попадется ) , червячная пара была бы надежней , а еще вариант от водительского кресла , есть червячная , есть на принципе храпового механизма ,но эти варианты под вопросом .
Фунтик , все верно говорите, без сомнений. Но тут разовый и дешевый вариант исполнения, поэтому такой расклад. Думаю, если через рычаг небольшой подтягивать, то держаться будет нормально.
Для разового дешевого заказа надо сделать две такие детальки с такими пазами из листа 3мм. Как можно сделать их подручными средствами? На ум приходит только просверлить отверстия, потом доводить напильником.
Хорошо Вам . У меня неделю голова болит от размышлений. Тоже такое нужно сделать только в 12мм металле. Думаю обойтись двумя фиксированными положениями или сделать паз. Сначала насверлить плотняком отверстий на станке, а потом напильником. Сразу вспоминаю кустарных филиппинских оружейников . Они кольты 1911 напильниками делают.
Настольный сварщик .
Удовольствие от высокого качества длится дольше чем радость от
или сделать паз. Сначала насверлить плотняком отверстий на станке, а потом напильником.Напильник самый замечательный инструмент и чо его современники так боятся стали . 12ММ сталь сверленая и напильнику час работы да и рукам "гимнастика" не один тренажер не даст такого.
[quote name='chdv1971' timestamp='1528365169' post='335599'] Сразу вспоминаю кустарных филиппинских оружейников . Они кольты 1911 напильниками делают.
эх, что филиппинцы я как то в славной Туле наблюдал как слесарь снимает фаски с фрезерованных автоматных затворов , так вот у него быстрые пневмо тески и он смотрит в окно а руки делают свое дело да так быстро что не один современный робот не поспеет за ними , ну и взял я из ящичка один затвор взглянуть на качество работы , а слесарь смеется все там как положено и действительно фаска к фазочке не одного заусенца.
chdv1971 , может быть плазменная\лазерная резка? 12 мм тяжковато забороть напильником )
12 мм тяжковато забороть напильником )
Ну тогда засверлится и сделать нехитрую приспособу под бор машинку или ручной фрезер ну и он сам по радиусу пойдет и главное по немногу брать
Вот нарисовал чуток на скору руку но думаю понятно усе.
P.S. то есть что приспособа то состоит из верхней части - поводка бор машинки , ну а лишнее отверстие на деталюхи если оно мешает то можно и заварить.

Дури во мне немеряно. Мне надо было в швеллере 100мм отверстие сделать. Насверлил со стремянки много дырок. Потом болгарка и зубило. Дырки сверлить в швеллере это не самое стрёмное .
Станок плазменный есть кста. Но есть проблемы с исполнителем. Он первую пластину запрограммил с ошибками. Там простая пластина с отверстием посередине. Он ошибся в размерах пластины. Сегодня отнёс более сложную пластину и побоялся доверить вырезать сектор. Исполнителю вырезал даже картонный шаблон в натуральную величину. Типа прикладывай если чё .
Ну тогда засверлится и сделать нехитрую приспособу под бор машинку или ручной фрезер ну и он сам по радиусу пойдет и главное по немногу брать Вот нарисовал чуток на скору руку но думаю понятно усе. P.S. то есть что приспособа то состоит из верхней части - поводка бор машинки , ну а лишнее отверстие на деталюхи если оно мешает то можно и заварить.
Оно всё красиво конечно. Но фрезером по дереву металл особо не взять. Сто процентов выбьет или фрезу или сам инструмент из колеи.Многие по прямошлифовалке знают. Очень давно периодически думаю о фрезерном станке настольном. Но как посмотрю как они мучаются на элементарной железке, то всё желание пропадает. Алюминий только строгать. Куда уж фрезеру. Фрезер кста есть.
Вон человек со 2:42 минуты тренируется в ручном режиме.
Но фрезером по дереву металл особо не взять. Сто процентов выбьет или фрезу или сам инструмент из колеи.Многие по прямошлифовалке знают.
Но если в руках то конечно не удержать и вот к моей приспособе рычаг поболе и усе пойдет как по маслу.
Фрезу не выбьет и на моем Интерсколе - большом (фото завтра) цанга посерьезнее чем на шлиф машинках любых да и мощи у него не мерено , я люминь как то сразу по 3мм грыз он этого даже не заметил .
Ну и еще раз про "рычаг" и это страшная сила и смотри чо вытворяют
. тады лучше на токарке- к фланцу кольцо выточенное в размер ( сегмент ) приварить ( сварщика надеюсь найдете ).
Да опасно работают , да и шпиндель довольно с большими оборотами крутит а он там в плотную к нему и почти голыми руками.
selco , По молодости давил колпаки на светильники, (до меня здоровый дядька давил, кг 120, во мне 72 кг) сначала тяжело было, потом приноровился. после смены часа за три можно было пятерку заработать.
Сегодня собрался с духом и начал делать сектор. В одном листе сделал кондукторное отверстие, в другом с помощью его насверлил сектор. Металл 12 мм. Потом самое интересное .
Наконец сделал. Немного надо довести, но можно и "так сойдёт" . Применена прямошлифовалка и немного напильник. Отвык от напильника.
Пару дней думал как довести до "завода" своё изделие. И вспомнил о подарке Паши ака "Demonstrator". Приспособа от фирмы Suhner. Берёг абразивы для особого случая.
Немного напильника, немного suhner-a.
chdv1971 ,А что это будет?
chdv1971 , силён!
Делаю такую штуку. Фотка в качестве примера. Мой лучше .
Паз в торце ДСП без фрезерного станка (это возможно?)
Помогите идеями, пжалуста.
Есть восемь панелей ДСП (см.рис.) и есть Т-образная кромка ПВХ. Чтобы приклеить эту кромку к торцу панели, необходимо по периметру панели в середине торца выбрать паз 4мм шириной и 10мм глубиной. Фрезерного станка не имею.
Поначалу думал, что повозившись, пропилю паз обычной ручной пилой. Но, взявшись, быстро понял, что не тут то было.
Вопрос: может как-то можно без фрезера, может дрелькой, может еще как-то ? Может для дрели есть приспособы какие нибудь ? Поделитесь опытом или хотябы соображениями. Пожалуйста !

Возможно. Делал циркуляркой.НО если надо оч. точно до ,думаю,без фрезера не обойтись.
Для дрели приспособы не видел, а вот на основе болгарки видел такую штуковину в магазине. В место круга одета не-то пилка, не-то фреза, а болгарочный корпус штатно приделан к станине. был еще упор и регулировка глубины фрезерования
для подобных дел есть "шпунттубель" - инструмент наподобие рубанка. Делов на две минуты. Вот найти его, вероятно сложно, в свое время сам делал. А можно смастерить наградку из полотна для машинной пилы по металлу и двух дощечек.
Спасибо за советы. Из инструментов имею электродрель и электролобзик. Нету не циркулярки, не болгарки. Лобзик, думаю, здесь не применим. А вот дрель ? Ведь выпускают же какие-то фрезы именно для дрелей.
Спасибо за идею с шпунттубелем. Наверное буду копать именно в этом направлении, может чё нибудь подобное сам сварганю.
В любом случае, please, если кто-то что-то знает по этому вопросу, сталкивался с подобными проблемами, прошу поделиться !
Палецкий написал :
Для дрели приспособы не видел, а вот на основе болгарки видел такую штуковину в магазине. В место круга одета не-то пилка, не-то фреза, а болгарочный корпус штатно приделан к станине. был еще упор и регулировка глубины фрезерования
Эта "штуковина" называется ламельный фрезер и используется для соединения досок вплотную между собой специальными пластинками-вставками(ламелями). Естественно, годится и для ДСП, поскольку
паз будет ровным и чистым.
А шпунтубель будет хорошо работать (ИМХО!) только по дереву, а не по ДСП. Может рвать части торца.
Salty_Ears написал :
А можно смастерить наградку из полотна для машинной пилы по металлу и двух дощечек.
При отсутствии специализированных инструментов, самый лучший способ, ИМХО. Только нужно принять меры к тому, чтобы "дощечки" не испортили внешний вид ЛДСП.
Я в свое время не додумался до такой приспособы. Сначала ножовкой по металлу как бы намечал линию пропила, а потом обычной ножовкой делал пропил, гемор еще тот. Но у меня ширина ДСП была всего 40 см.
Да есть, на дрель. Стоила 800 руб. У меня была (немецкая, как то называлась Worktool или что то подобное, их Бауклотц в Москве продает) и приказала долго жить на втором листе ЛДСП. Они предназначены для дерева а не для ДСП (которое гораздо тверже). Пришлось в конце концов покупать фрезер с 3 мм (паз под Т-образную кромку нужен 3 мм) пальчиковой фрезой, им сделал 4 листа за 1 час. Так что лучше фрезера ничего не советую.
2Lom А не проще найти у знакомых небольшую циркулярку, поставить диск бакелитовый от болгарки (толщ.2-2,5 мм)? Я таким образом кроил ЛДСП за неимением мелкозубого диска - если без фанатизма, то и вонь вполне терпима .
А шпунтубель точно не пойдет - и рвать будет, и железка быстро будет садиться. Я в свое время (начало 90-х) с его помощью делал шпунтованную половую доску, та еще работа была .
iosif написал :
Эта "штуковина" называется ламельный фрезер
Ага, спасибо, та самая штуковина! Вот и фотки подоспели
2sansan21.
Я думал - есть способ что-то сделать самому, например используя дрель.
Но раз все предложения сводятся к тому, что надо использовать какой либо специальный инструмент, то, похоже, Вы правы.
Знакомые, вот, рекомендуют сделать вдоль торца пропилы ножовкой по металлу, а середину высверлить дрелью. Но этож сколько возни.
Покупайте инструменты!, они увеличивают мужское достоинство.
Skobar написал :
Покупайте инструменты!, они увеличивают мужское достоинство.
Только для дома, не узкоспецилизированные. Паз легко делается например такой фрезой
Может вам сделать что то типа резака по оргстеклу? Им процарапывают в оргстекле как раз паз. Там правда ширина паза небольшая.
Вот сделать нечто похожее (из нескольких пилок по металлу, для толщины), сделать лобзиком шаблон из полоски фанеры, боковые щечки, что бы по сторонам не ерзал резак. и вперед. За полчаса, наверно можно процарапать. ДСП двердая, но не сталь же.
вопрос в том, насколько близко этот цех и сколько будет стоить доставка.
Кроме того, я как-то почти час уговаривал работника такого цеха проделать
паз в бруске для ремонта двери ("хомут") за "сумасшедшие" в 1988 году деньги - 30 рублей!
В итоге за 3 часа сам пробил стамеской, а после вставки по месту неровности не видны
А теперь и цеха этого нет - всё позакрывали в радиусе нескольких км
Salty_Ears написал :
для подобных дел есть "шпунттубель" - инструмент наподобие рубанка. Делов на две минуты.
это в дсп то?
Паркетка делает пропил 3мм. за 2 прохода 1 паз и точно по центру. запастись малярным скотчем только. дсп как я понял ламинированная.
Что то мне подсказывает, что за 20(!) лет кое-что изменилось. по крайней мере у нас. Фирм, занимающихся порезкой ДСП тьма - выбирай на вкус. А размер панелей (видимо это имелось ввиду в плане доставки?). Если эти пазы буду больше метра, то "на коленке" их точно не одолеть.
я тут подумал. можно из пары тройки деревянных брусков сделать каретку-кондуктор, в которую крепится обычная ножовка. важно только чтобы каретка плотно садилась на торец дсп. чтобы легче было ее двигать соприкасающиеся (трущиеся) поверхности натереть свечкой, или лучше сухим мылом. Но опять таки с двух сторон. полотно ножовки крепится 7мм от края, проход с одной стороны, потом опроной другая плоскость плиты. в результате по 7 мм с краев =14. и 4 паз строго по центру. центральный недобор, (ну если он будет) легко выкрошить чем угодно.
B@tu написал :
кое-что изменилось. по крайней мере у нас. Фирм, занимающихся порезкой ДСП тьма
интересно, как насчёт этого в Гродно.
или надо бочком в какой-нибудь цех просачиваться и "договариваться"
проще всего сделать что-то вроде рубаночка-червёрки, но с ножом посередине -
тогда и на коленке можно, но лучше на грубом прочном столе
1) Если у Bac дрель по паспорту в дереве позволяет сверлить отверстия ф25 и к тому же высокооборотистая, хотя бы 2000об под нагрузкой;
2) Есть где купить фальцевую фрезу с упорным подшипником (первый рис) за 100-200 руб;
3) Есть возможность надежно (жестко) и строго вертикально закрепить дрель на столе (под столом);
.
ХХ) Есть свободное время и страсть к экспериментам,
то можно сваять что-то типа фрезерного станка (см.второй рис.)
Как работать.
0) Почитать что-нибудь про способы работы на фрезерах (на форумах или в книжках, журналах).
1) Вести заготовку - от себя - "вглубь рисунка".
2) Углубляться постепенно, по 2-3 мм. Желательно "потренироваться на кошках"
3) Заглубиться больше чем надо не даст подшипник на фрезе.
4) Не торопиться с подачей заготовки - одно неверное движение и нехорошо будет как детали, так и дрели.
Помните, что для дрели, да и для фрезы такой режим работы экстремален.
Технология фрезерования пазов, канавок, уступов, и разрезания заготовок фрезой
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Фрезерование пазов
Выемку металла в детали, ограниченную фасонными или плоскими поверхностями, называют пазом. Пазы бывают прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и др. Обработка пазов является распространенной операцией на фрезерных станках различных типов и осуществляется дисковыми, концевыми и фасонными фрезами (рис. 5.23).
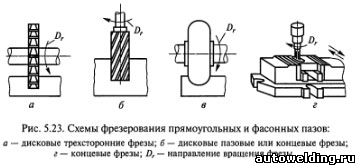
Сквозные прямоугольные пазы чаще всего фрезеруют дисковыми трехсторонними фрезами (рис. 5.23, а), дисковыми пазовыми или концевыми фрезами (рис. 5.23, б). При фрезеровании точных пазов ширина дисковой фрезы (диаметр концевой фрезы) должна быть меньше ширины паза, а фрезерование на заданный размер производят за несколько проходов. Обработка пазов концевыми фрезами требует правильного выбора направления вращения шпинделя станка относительно винтовых канавок фрез. Оно должно быть взаимно противоположным.
Фрезерование замкнутых пазов производят на вертикально-фрезерных станках концевыми фрезами (рис. 5.23, г). Диаметр фрез следует принимать на 1. 2 мм меньше ширины паза. Врезание на заданную глубину резания осуществляют перемещением стола с заготовкой в продольном и вертикальном направлениях, затем включают продольное движение подачи стола и фрезеруют паз на необходимую длину с последующими чистовыми проходами по боковым сторонам паза.
Криволинейные пазы фрезеруют за один рабочий ход на полную их глубину. Соответственно этому условию назначают результирующее движение подачи, равное сумме векторов поперечного и продольного движения подач. Для уменьшения врезания в местах изменений направлений пазов необходимо вести обработку фрезами с минимальными вылетами и уменьшать скорости подачи.
Фрезерование пазов специальных профилей — Т-образных, типа «ласточкин хвост» — осуществляют на вертикально- или продольно-фрезерных станках за три (Т-образные пазы) или два (пазы типа «ласточкин хвост») перехода. Учитывая неблагоприятные условия работы Т-образных и одноугловых фрез, используемых при выполнении указанных операций, подача на зуб S, не должна превышать 0,03 мм/зуб; скорость резания — 20. 25 м/мин.
Особенности фрезерования шпоночных пазов
Шпоночные пазы на валах подразделяют на сквозные, открытые, закрытые и полузакрытые. Они могут быть призматическими, сегментными, клиновыми и др. (соответственно сечениям шпонок). Заготовки валов удобно закреплять на столе станка в призмах. Для коротких заготовок достаточно одной призмы. При большой длине вала заготовку устанавливают на двух призмах. Правильность расположения призмы на столе станка обеспечивается с помощью шипа в основании призмы, входящего в паз стола (рис. 5.24).
Шпоночные пазы фрезеруют пазовыми дисковыми фрезами, пазовыми затылованными (ГОСТ 8543—71), шпоночными (ГОСТ 9140-78) и насадными фрезами. Пазовая или шпоночная фреза должна быть установлена в диаметральной плоскости заготовки.
Фрезерование открытых шпоночных пазов с выходом канавки по окружности, радиус которой равен радиусу фрезы, производят дисковыми фрезами. Пазы, в которых не допускается выход канавки по радиусу окружности, фрезеруют концевыми или шпоночными фрезами.
Гнезда под сегментные шпонки фрезеруют хвостовыми и насадными фрезами на горизонтально- и вертикально-фрезерных станках. Направление движения подачи — только к центру вала (рис. 5.25, а).

Для получения точных по ширине пазов обработку ведут на специальных шпоночно-фрезерных станках с маятниковой подачей (рис. 5.25, б). При этом способе фреза врезается на 0,2. 0,4 мм и фрезерует паз по всей длине, затем опять врезается на ту же глубину и фрезерует паз на всю длину, но в другом направлении.
Для фрезерования шпоночных пазов рекомендуется применять шпоночные фрезы с S_= 0,02. 0,04 мм/зуб при скорости резания v = 15. 20 м/мин; дисковые пазовые фрезы с S_ = 0,03. 0,06 мм/зуб при скорости резания v = 25. 40 м/мин.
Операцией, аналогичной фрезерованию пазов, является фрезерование канавок на заготовках режущих инструментов. Канавки могут быть расположены на цилиндрической, конической или торцовой части заготовок. В качестве инструмента для обработки канавок применяют одноугловые или двухугловые фрезы.
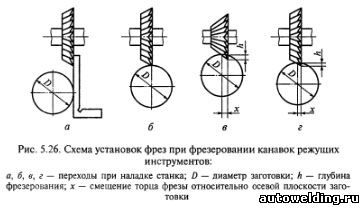
При фрезеровании угловых канавок на цилиндрической части режущего инструмента с передним углом γ= 0° одноугловыми фрезами вершины зубьев фрез должны проходить через диаметральную плоскость заготовки. Установку фрезы производят с помощью угольника (рис. 5.26, а) по центру вставленного в коническое отверстие шпинделя так, чтобы вершины зубьев фрез и центра совместились, а затем перемещают заготовку в поперечном направлении на величину, равную половине ее диаметра, или по проведенной на торце или цилиндрической поверхности заготовки риске, проходящей через ее диаметральную плоскость (рис. 5.26, б).
При обработке угловых канавок с заданным положительным значением переднего угла γ торцовая поверхность одноугловой фрезы должна находиться от диаметральной плоскости на некотором расстоянии х (рис. 5.26, в), которое можно определить по формуле
где D — диаметр заготовки, мм; γ — передний угол,°.
Вершины зубьев двухугловой фрезы при настройке на обработку угловых канавок следует установить в диаметральной плоскости с помощью одного из рассмотренных выше способов, а затем — сместить заготовку относительно фрезы на величину х (рис. 5.26, г), которая зависит от диаметра заготовки D, глубины профиля канавки h, угла рабочей фрезы 8 и переднего угла фрезы γ:
x = D/(2sin(γ+δ) - hsinδ/cosγ).
При γ= 0° x = (D/2 - /0)sinδ.
Заготовка может быть установлена и закреплена одним из следующих способов: в центрах делительной головки и задней бабки или в центрах на оправке.
Угловые фрезы также используют при фрезеровании угловых канавок на конической поверхности. Устанавливают фрезы относительно диаметральной плоскости заготовки так же, как и при фрезеровании угловых канавок на цилиндрической поверхности.
Заготовка при фрезеровании угловых канавок на конической поверхности может быть закреплена в трехкулачковом патроне, на концевой оправке, вставленной в коническое отверстие шпинделя делительной головки или в центры делительной головки и задней бабки. Последний из перечисленных способов установки заготовки используют при небольшом угле конусности.
Фрезерование уступов
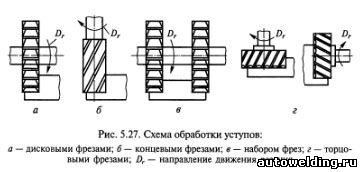
Две взаимно-перпендикулярные плоскости образуют уступ. На заготовках может быть один или несколько уступов. Обработка уступов — это распространенная операция, которую и осуществляют дисковыми или концевыми фрезами, или набором дисковых фрез (рис. 5.27, а — в) на горизонтально- и вертикально-фрезерных станках так же, как и обработку пазов. Уступы, имеющие большие размеры, фрезеруют торцовыми фрезами (рис. 5.27, г).
Торцовые фрезы используют при фрезеровании заготовок с широкими уступами на горизонтально- и вертикально-фрезерных станках. Деталь с симметрично расположенными уступами обрабатывают на двухпозиционных поворотных столах. После фрезерования первого уступа деталь в приспособлении поворачивают на 180°.
Для легкообрабатываемых материалов и материалов средней трудности обработки с большой глубиной фрезерования применяют дисковые фрезы с нормальными и крупными зубьями. Фрезерование труднообрабатываемых материалов следует вести фрезами с нормальными и мелкими зубьями. При фрезеровании уступа следует брать дисковую фрезу, ширина которой на 5. 6 мм больше ширины уступа. В этом случае точность размера уступа по ширине не зависит от ширины фрезы.
Разрезание заготовок
Операции полного отделения части материала от заготовки, разделения заготовок на отдельные части, а также образования одного или нескольких мерных узких пазов (прорезей, шлицов) осуществляют отрезными и прорезными фрезами. Диаметр отрезной фрезы следует выбирать по возможности минимальным. Чем меньше диаметр фрезы, тем выше ее жесткость и виброустойчивость.Заготовки чаще всего устанавливают и закрепляют в тисках (рис. 5.28). Отрезку тонкого листового материала и его разрезку на полосы предпочтительнее вести при попутном фрезеровании и небольших подачах (S_= 0,01. 0,08 мм/зуб). Скорости резания при отрезании отрезными и прорезными фрезами из быстрорежущей стали в зависимости от глубины фрезерования и подачи на зуб фрезы составляют: при обработке заготовок из серого чугуна v=12. 65 м/мин; из ковкого чугуна — 27. 75 м/мин; из стали — 24. 60 м/мин.
Технология фрезерования пазов, канавок, уступов и разрезания заготовок фрезой
Для обработки пазов фрезерованием подбирают инструмент, форма которого соответствует форме будущего паза: как правило, это фасонные, концевые, дисковые фрезы (рис. 1).
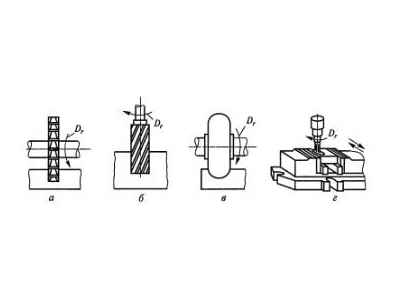
Рис. 1. Схемы фрезерования прямоугольных и фасонных пазов:
а – дисковые трехсторонние фрезы; б – дисковые пазовые или концевые фрезы; г – концевые фрезы; Dr – направление вращения фрезы
Точность при фрезеровании пазов имеет немаловажное значение – пазы являются важным соединительным элементом при различных способах крепления деталей в узлах машин и механизмов. Пазы-выемки могут иметь различную форму (плоскую, фасонную, сквозную, замкнутую, внутреннюю и др.), а также в сечении представлять собой:
- прямоугольник;
- сегмент;
- «ласточкин хвост»;
- Т-образную геометрическую фигуру и др.
Вертикальные фрезерные станки относятся к категории универсальных, обладающих широкими возможностями обработки поверхностей плоской и фасонной формы. Замкнутые пазы на станках этого типа обрабатываются с применением концевых фрез с цилиндрическим или коническим хвостовиком, в зависимости от патрона станка. На заготовке выполняется разметка будущего паза, после этого ее закрепляют в тисках, установленных на столе станка. Диаметр фрезы не должен превышать ширину паза. Параметры резания обеспечиваются за счет продольного и вертикального перемещения стола станка, на котором установлена обрабатываемая деталь. Обработка паза по длине происходит при продольном движении стола. Обеспечение заданной чистоты поверхности боковых сторон выемки-паза происходит в несколько проходов фрезы.
Наиболее простая форма пазов – сквозная прямоугольная. Для их обработки лучше использовать дисковые пазовые и трехсторонние (рис. 1, а), а также концевые фрезы (рис. 1, б). Точность резания обеспечивается за счет правильного подбора ширины дисковой фрезы (диаметра концевой фрезы). Фрезерование проводится в несколько проходов, указанные параметры инструментов не должны превышать размеров паза. Следует учитывать, что для осуществления резания необходимо, чтобы винтовые канавки концевой фрезы имели направление, противоположное направлению ее вращения.
Криволинейные профили пазов обрабатывают за один проход фрезы, регулируя направление движения рабочего стола станка в соответствии с вырезаемым профилем. Для повышения точности обработки следует выбирать минимальную скорость подачи, работая при максимальной глубине посадки инструмента.
Пазы со специальным профилем «Т-образным» и «ласточкин хвост» обрабатываются на вертикальных и горизонтальных фрезерных станках. Для обработки применяют фасонные фрезы соответствующего профиля (Т-образные и угловые). Скорость подачи инструмента при этом невелика – не более 0,03 мм/зуб, при скорости резания от 20 до 25 м/мин. В первом случае для обработки достаточно трех проходов инструмента, во втором – двух.
Обработка канавок
Особую сложность представляют собой операции фрезерования угловых канавок при изготовлении режущего инструмента. В каждом отдельном случае – при расположении канавок в торце, на цилиндрической или конической части заготовок – следует выбирать специальную конфигурацию фрез (одно- или двухугловых).
Перед фрезерованием канавок, расположенных на цилиндрической части заготовки с передним углом γ= 0°, положение одноугловой фрезы выставляют по угольнику (рис. 2, а). Вершины зубьев фрезы должны касаться наружной диаметральной поверхности заготовки. После этого вершины зубьев инструмента смещают в поперечном направлении на расстояние, равное половине диаметра заготовки. Можно предварительно отметить на торце заготовки эту линию, находящуюся на вертикальной плоскости, проходящей через центральную ось заготовки (рис. 2, б).
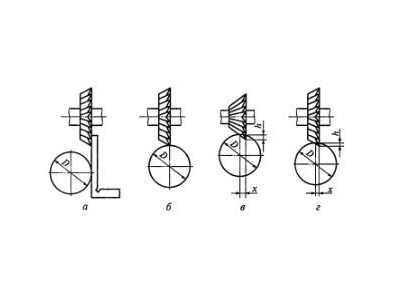
Рис. 2. Схема установок фрез при фрезеровании канавок режущих инструментов:
а, б, в, г – переходы при наладке станка; D – диаметр заготовки; h – глубина фрезерования; x – смещение торца фрезы относительно осевой плоскости заготовки
Если предстоит обработка угловых канавок с передним углом γ˃0, торец одноугловой фрезы располагают на удалении x от диаметральной плоскости (рис. 2, в). Искомое удаление определяется по формуле, где D – диаметр заготовки:
где D – диаметр заготовки
При обработке угловых канавок двухугловой фрезой, инструмент устанавливают по угольнику аналогично вышеизложенному, затем смещают вершины его зубьев на расстояние x (рис. 2, г), формула которого:
x = D/(2sin(γ+δ) - hsinδ/cosγ),
где D – диаметр заготовки, h - глубина канавки, δ – угол рабочей фрезы, γ – передний угол фрезы. Для нулевого значения γ формула выглядит:
Для осуществления обработки двухугловой фрезой используют закрепление заготовки:
- на оправке – в центрах станка, с использованием делительной головки;
- непосредственно в центрах станка, с использованием делительной головки.
Таким же образом, при помощи двухугловых фрез нарезаются канавки на конической поверхности заготовок. Для закрепления заготовок используют трехкулачковые патроны. Возможно также крепление заготовок, установленных в оправке, в делительной головке шпинделя станка, или в центрах делительной головки и задней бабки (если задана небольшая конусность).
Обработка шпоночных пазов
Для нарезки шпоночных пазов (сквозных, открытых, полузакрытых или закрытых) заготовки устанавливаются в призмах (в зависимости от длины детали выбираются одна или две призмы для крепления). В конструкции основания призмы предусмотрен специальный шип, который фиксирует призму в пазу стола станка (рис. 3). Форма пазов может быть различной, в соответствии с формой шпонок, в том числе:
- призматической;
- клиновой;
- сегментной и пр.
Рис. 3. Установка призмы на столе станка
Открытые пазы, расположенные по окружности, удобно нарезать с помощью дисковых фрез. Радиус дисковой фрезы подбирается в соответствии с радиусом вырезаемой канавки-паза.
При расположении паза вдоль оси детали используют пазовые затылованные, концевые (шпоночные) фрезы. При необходимости нарезания сегментных пазов работы ведутся при помощи концевых и насадных фрез, с использованием вертикальных и горизонтальных фрезерных станков. Движение заготовки – продольное, фрезы – радиальное, по направлению к центру детали (рис. 4).
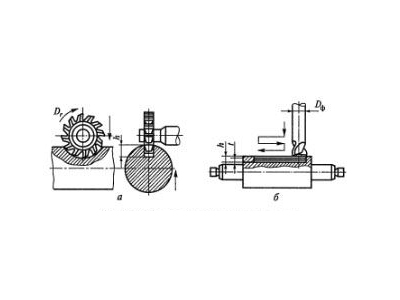
Рис. 4. Фрезерование шпоночных пазов:
а – дисковыми фрезами с вертикальным или поперечным движение подачи; б – шпоночными фрезами с маятниковым движением подачи; Dr – направление движения резания; h – глубина фрезерования; Da – диаметр концевой фрезы; t- припуск, снимаемый за один проход инструмента
Расстояние S, преодолеваемое шпоночной фрезой, должно быть не более чем 0,02-0,04 мм/зуб при скорости V не более 15-20 м/мин Для дисковых пазовых фрез, соответственно, 0,03-0,06 мм/зуб и 25-40 м/мин.
Точное фрезерование шпоночных пазов может быть получено с использованием шпоночно-фрезерных станков. Глубина фрезерования при обработке на таком специальном оборудовании составляет от 0,2 до 0,4 мм. Обработка паза ведется в два прохода при одинаковой глубине резания, в прямом и обратном направлении. Такой способ фрезерования получил название маятникового.
Как фрезеровать уступы
Формирование уступов на заготовках различных деталей может успешно выполняться на вертикальных и горизонтальных фрезерных станках. Технологической картой изготовления деталей могут быть предусмотрено использование различных видов фрез, в зависимости от требуемой формы и размеров детали, площади ее поверхности. При значительных размерах обрабатываемой поверхности предпочтение отдается торцовым фрезам (рис. 5, г). В остальных случаях применяют дисковые, а также концевые фрезы. Для одновременной обработки двух уступов на одной детали используют комплект из дисковых фрез, установленных на одной цилиндрической оправке (рис. 5, а-в).
Дисковую фрезу необходимо подбирать таким образом, чтобы ширина обрабатываемого уступа была меньше ширины фрезы на 5-6 мм, это облегчит обработку и обеспечит расчетную точность поверхности.
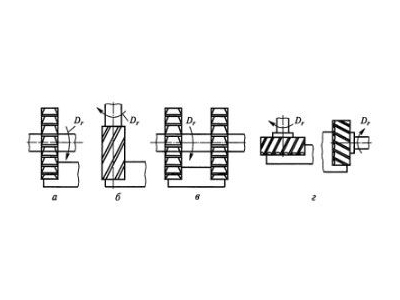
Рис. 5. Схема обработки уступов:
а – дисковыми фрезами; б – концевыми фрезами; в – набором фрез; г – торцовыми фрезами; Dr – направление движения резания
Дисковую фрезу с крупными (или нормальными) зубьями используют для фрезерования материалов, легко поддающихся обработке. В этом случае можно задавать большую глубину резания. Детали из труднообрабатываемых материалов фрезеруют с использованием инструмента с мелкими или нормальными зубьями.
В случаях, когда два уступа расположены на детали симметрично, их можно обработать поочередно, используя станки с двухпозиционными поворотными столами. Для этого, обработав первый уступ, стол разворачивают вместе с закрепленной на нем деталью на 180° и обрабатывают следующий уступ.
Отрезка заготовок. Нарезание глубоких пазов
Отрезку частей заготовок и нарезание глубоких пазов проводят с использованием отрезных (прорезных) фрез. При выполнении этих операций следует помнить, что выбор тонкой фрезы большого диаметра может привести к искривлению и нарушению формы отрезаемой заготовки. Это связано с уменьшенной жесткостью фрезы, поэтому при подборе отрезного (прорезного) инструмента следует отдавать предпочтение инструменту с минимально возможным диаметром. Учитывается при этом и скорость резания, различная для разрезания заготовок из различных материалов. Так, для резки стальных деталей скорость резания составляет от 24 до 60м/мин, для серого чугуна – от 12 до 65 м/мин, для ковкого чугуна – от 27 до 75 м/мин.
Крепят детали при разрезании, как правило, в тисках. Листовой металл разрезают с использованием подачи S от 0,01 до 0,08 мм/зуб. Материал фрезы – быстрорежущая сталь.
Читайте также: