Как производят металлические двери
Обновлено: 30.06.2024
Некоторые хозяева относятся к выбору входной двери довольно легкомысленно, за что, как правило, рано или поздно им приходится поплатиться. Плохая термоизоляция, негармоничный вид, легкая подверженность физическому воздействию – вот чем рискуют те, кто пренебрегает этой немаловажной частью жилья. Что же делать тем, кто желает, чтоб входные двери в квартиру радовали своих хозяев шикарным внешним видом и надежностью долгое время? Сначала следует изучить виды входных дверей, а затем можно перейти и к рассмотрению конкретных предложений множества фирм-производителей.
Виды входных дверей по материалам
Дверные конструкции, которые устанавливают в квартиру, не будут подвергаться воздействию мороза, жары и повышенной влажности, как входные уличные двери: в подъезде поддерживаются благоприятные условия для их долгосрочной службы. Поэтому материал подходит практически любой:
- дерево;
- металл;
- металлопластик.
Дерево
Вот уже много лет огромной популярностью среди потребителей пользуются двери, изготовленные из дерева. В ассортименте производителей как дорогие модели, так и бюджетные, хотя не стоит забывать, что экономия может отразиться на качестве товара. Например, двери, изготовленные из плохо просушенного материала, впоследствии могут рассохнуться, потерять форму.
Экологическая безопасность натурального материала, отличные показатели звуко- и теплоизоляции – это достоинства деревянных дверей. Их отрицательные качества:
- неустойчивость к открытому пламени;
- водопроницаемая структура, и как следствие – разбухание в условиях повышенной влажности;
- склонность к поражению грибками, плесенью.
Как правило, входные двери в картиру практически не подвержены последним двум недостаткам, и все же, чтобы создать наиболее качественный товар и продлить срок его службы, производители обрабатывают древесину специальными растворами, тем самым делая материал более устойчивым к различным внешним факторам (например, к влаге). Хотя дубовая входная дверь и без обработки послужит своим хозяевам верой и правдой не один десяток лет, причем с годами ее эксплуатационные качества только улучшатся.
Металл

Металлическая входная уличная дверь ассоциируется с прочностью и надежностью. Эти же качества необходимы и для дверей в квартиру, поэтому металлические конструкции по популярности занимают лидирующую позицию. Их преимущества:
- не деформируются под воздействием внешних факторов;
- огонь и влага для них не несут никакой опасности;
- они способны выполнять свои функции без каких либо проблем долгие годы.
К недостаткам относят то, что дверь в квартиру из металла обладает плохими звукоизоляционными свойствами и плохо удерживает тепло. Но ответственные производители учитывают эти особенности, поэтому современные конструкции имеют слой утеплителя, который нейтрализует недостатки. Также небольшие неудобства несет то, что сталь сама по себе имеет не очень эстетичный внешний вид, а потому изготовление металлических входных дверей предусматривает и их «приукрашивание». Оно может производиться путем крепления пластиковых и МДФ-панелей, покрытием лаком или краской, употреблением деревянных или кованых элементов, правда последний вариант обойдется покупателю довольно дорого.
Взлом металлической двери в подъезде – явление крайне редкое: эта процедура очень шумная и непростая. И все же, будет неплохо, если конструкция сможет противостоять ударам тяжелыми предметами, сверлению и воздействию химическими растворами. Поэтому при выборе надежной конструкции следует учесть, что толщина листа стали должна составлять не менее 3 мм (тонкая сталь не станет помехой для грабителей) и еще он должен быть подвержен калению или легированию.
Металлопластик
Следующий вид входных конструкций последнее время все чаще появляется в малоэтажных зданиях, хотя в квартирах их используют редко – это пластиковые входные двери. Они покоряют потребителей множеством своих положительных качеств. Имея эстетичный внешний вид, пластиковые двери качественно изолируют помещение от шума, а благодаря герметичной конструкции являются отличными защитниками жилого помещения от перепада температур (к тому же, они не расположены к образованию наледи на их поверхности при низких температурах). Также фирмы-изготовители наладили производство конструкций с различными цветовыми и дизайнерскими решениями, что является веским аргументом для тех, кому не безразличен внешний вид дома. Ухаживать за такими дверьми очень просто с помощью чистящих средств.
К недостаткам ПВХ дверей часто относят их небезопасность по сравнению с деревянными и металлическими аналогами. По всей видимости, именно этот факт послужил причиной того, что в лучшем случае пластиковую конструкцию устанавливают в качестве второй входной двери, расположенной внутри помещения.
Потребители, выбравшие в свой дом пластиковые двери, должны с особым вниманием отнестись к монтажу, ведь пренебрежение некоторыми аспектами установки входной ПВХ конструкции может сказаться на снижении положительных качеств двери. Также, не стоит поверхностно относиться к вопросам безопасности и лучше снабжать такие двери несколькими замками.
Еще в производстве встречаются двери, изготовленные из стекла и алюминия, но так как они не отличаются такими свойствами как прочность и надежность, их никогда не используют в качестве уличных.
Виды конструкций входных дверей
Разнообразные конструкции уличных входных дверей – возможность оформить входную зону в индивидуальном стиле, однако в многоквартирном жилом доме это сделать довольно проблематично, поскольку все дверные проемы имеют стандартные размеры и предназначены для обычных прямоугольных конструкций. Лишь в домах старых построек параметры проемов отличаются от стандартов, поэтому появляется возможность, а иногда даже необходимость выбрать изделие с индивидуальной формой и дизайном. Конструкции могут отличаться:
Безопасность
Двери для квартиры должны быть прочными и надежными. Эти качества достигаются правильным монтажом, установкой качественных замков и дополнительных элементов защиты от взлома.
Замки
Наиболее популярными до сих пор остаются два типа замков: сувальдные и цилиндровые.
- Сувальдные замки представляют собой массивную конструкцию с подвижными элементами – ригелями, которые надежно фиксируют дверное полотно при закрытии. Вскрыть такой замок без электроинструмента практически невозможно. А с учетом того, что для хвостовика, наиболее уязвимой части замка, производители используют каленую сталь, процесс вскрытия двери может занять не менее полутора часов.
- Цилиндрический замок получил свое название от формы внутреннего механизма, который схож с цилиндром. Надежность этого замка можно определить количеством вырезов на поверхности ключа. Чем их больше, тем качественнее защита.
Самым надежным вариантом является установка одновременно и сувальдного, и цилиндрического замка. Однако они должны находиться на определенном расстоянии друг от друга, ведь близкое их расположение упрощает задачу тем, кто может попытаться взломать дверь.
Дополнительные системы защиты
Кроме замков входные двери оснащают еще парой элементов безопасности: щеколдами и противосъемными штырями. Щеколды – это запоры, которые удобно использовать тогда, когда все члены семьи находятся дома. А противосъемные штыри размещаются на дверном полотне и при закрытии двери они «врезаются» в дверную коробку, тем самым мешая процессу снятия двери с петель.
Внешний вид

- Ламинат. Ценится за доступную стоимость, богатый выбор фактур и расцветок, искусную имитацию натуральных материалов.
- Винилискожа. Отличается широкой цветовой гаммой, обеспечивает дверной конструкции теплоизолирующие свойства.
- Порошковое напыление. На поверхности металла образует пленку, устойчивую к различным погодным условиям.
Более дорогие изысканные варианты внешней отделки дверного полотна:
- Шпон – обработанный срез ценных пород древесины.
- МДФ панели. Их можно ламинировать, окрашивать и создавать на поверхности рельефные узоры методом тиснения.
- Массив древесины, особенно украшенный резьбой, считается самым шикарным способом отделки.
Фирмы-производители входных дверей
Для качества двери изготовление, с соблюдением производственных технологий, а также использование правильного материала, имеет огромное значение. Выполнение этих условий зависит от профессионализма и ответственности производителей. Стоит помнить, что выиграв в цене, покупатель, скорее всего, проиграет в качестве, так как надежная входная дверь ни при каких условиях не будет стоить дешево. Среди отечественных производителей можно выделить несколько фирм, отличающихся хорошим качеством и относительно умеренными ценами.
- «Протек». В производстве используются экологично чистые материалы, импортная фурнитура. Также активно практикуется использование гнутого профиля в конструкции, что делает ее более надежной.
- «Кондор». Эта фирма кроме дверей изготавливает замки и дверную фурнитуру. Двери отличаются массивностью и надежностью. Производитель предлагает множество вариантов внешней отделки.
- «Торекс». В двери обязательно встраиваются по два замка, а также противосъемные ригели.
- «Форпост». Предлагает высокопрочные конструкции с внешними и внутренними петлями, разнообразную внешнюю отделку.
- «Гардиан». Используют коробку замкнутого типа с несколькими ребрами жесткости. Установленные замки и противосъемные ригели производят на этом же предприятии.
Наиболее удачным считается выбор такой входной двери, которая будет теплой, прочной, долговечной и безопасной. Если ориентироваться на базовые потребности и учесть полезную информацию, изложенную в статье, то выбор наверняка будет удачным.
Что нужно знать об изготовлении металлических дверей

Изготовление металлических дверей — это целый комплекс работ, которые регламентированы специальной документацией. Последовательность выполняемых мероприятий отражена в техкарте. Макет (образец) будущей двери с детальным описанием размеров и составных частей указан в чертежах.
Все производители пытаются разработать что-то эксклюзивное, но преимущественная доля всего процесса изготовления производится по одинаковым принципам. Дополнительная информация отражается в технологических условиях. Там же указаны и способы проверки, и требования, и варианты поставки дверей, а также все условия эксплуатации и хранения продукции. Требования технологического плана обладают ограниченным периодом действия. То есть с течением времени они могут изменяться, тут все зависит от политики компании.
Стадии изготовления железных дверей

- Производственная. На данной стадии производится подготовка приспособлений и всех необходимых материалов. Заготовка частей, гибка, раскрой, подготовка дверной коробки и полотен.
- Основная. Предполагает сварку элементов металлической конструкции и иные мероприятия производственного плана.
- Отделка. Подготовка поверхности конструкции, нанесение красящего состава, облицовочные и иные мероприятия.
- Контроль качества. Взломостойкость, надежность и иные показатели продукции отслеживаются на каждой отдельно взятой стадии. Результаты измерений отображены в соответствующей документации.
- Подбор комплектующих. Монтаж и выбор глазка, петлей, замков и доводчиков.
Итак, стоит по порядку рассмотреть эти производственные этапы.
Подготовка к производству
Несомненными лидерами по показателям универсальности и надежности, считаются металлические сплавы. Зачастую производители применяют сталь. Данный материал прекрасно подходит для производства конструкций защитного назначения. Сталь при этом подвергается тщательной проверке перед использованием.
Для создания дверных конструкций применяют сталь углеродистого типа. Эксперты отмечают несколько полезных свойств этого материала:
- в сравнении с древесиной стальные сплавы гораздо крепче (примерно в пять раз);
- кроме того, сталь считается крайне универсальным материалом. Она применяется и для защитных, и для декоративных целей. К примеру, кованые детали прекрасно смотрятся с ламинатом и пластмассой.

Раскрой специальными ножницами. Для начала делают металлические заготовки: материал режут или разрубуют с помощью специальных устройств. Зачастую, изготовители пользуются гильотинными ножницами. Это оборудование позволяет точно и быстро нарезать детали для блока. Кроме того, листы стали подвергаются обработке устройствами раскройки.
Применение прессов. Заготовки материала делают с помощью специализированного оборудования. Кройка включает в себя вырубку, отрезку, обрезку, пробивку и резку. Затем металл прессуется на станках с автоматическим управлением. Такие установки позволяют оперативно изготовить практически любую металлическую деталь. Прессы делают формовку, штамповку и специальные ниши в металле.
В прессах также установлен револьверный механизм, позволяющий создавать изделия сложной конфигурации.
Гибка металлического сплава. После прессования и резки, листы подвергаются обработке посредством гибочных станков. Также в дополнительном порядке применяются вспомогательные приспособления, способствующие увеличению производительности. Все устройства проходят проверку на точность и работоспособность заранее, потому что даже мелкие задержки могут привести к излишним финансовым расходам.
Для гибки, зачастую применяются прессы гидравлического типа. Такие устройства прекрасно подходят для формовки ребер жесткости, наличников и иных элементов.
Основной этап — сварка

Профили и заготовки скрепляются посредством сварки. При этом на материале делается особый акцент. На металле не должно быть никаких повреждений и дефектов, в противном случае сварочные швы получаются не совсем ровными.
Для сварки могут применяться разные инструменты и приспособления. В частности, горелка применяется для скрепления тонких деталей. В итоге получается изделие с незаметными стыками. Это увеличивает антикоррозийную стойкость металлического сплава и обеспечивает защиту от преждевременного разрушения. Способ и технология сварки выбирается в зависимости от толщины материала и конструктивных особенностей изделия.
Отделочные работы
Предварительно дверные конструкции подвергаются специальной обработке, которая включает в себя следующие мероприятия:
- полотна тщательно чистятся от пыли и загрязнений;
- затем они грунтуются, обезжириваются и ошкуриваются;
- поверхность металла покрывается особой краской. Многие изготовители предпочитают пользоваться эмалевыми, нитритовыми или порошковыми красками. Каждый из этих видов обладает своими особенностями.
Металл, как известно, отлично гармонирует почти со всеми разновидностями отделки, главное — подобрать долговечный, надежный и безопасный материал. Такими качествами обладает, к примеру, МДФ. Плиты МДФ используются для межкомнатных и входных дверей.

Искусственная кожа (винилискожа) считается одним из наиболее популярных материалов, так как является общедоступной и практичной. Ее поверхность может быть фактурной или гладкой. Дешевые двери, отделанные этой искусственной кожей, очень надежны и прочны. Этот тип отделки обеспечивает металлической поверхности отличную защиту от износа и внешних воздействий. Помимо этого, современные компании предлагают широкий ассортимент оттенков и расцветок этого инновационного материала.
Часто встречаются варианты отделки и с помощью ламината. Однако он характеризуется меньшей стойкостью к воздействию влаги, нежели МДФ-плиты. Зачастую ламинат применяется в производстве межкомнатных дверных конструкций.
Все чаще производители дверей предлагают потребителям всевозможные комбинированные решения, в которых сочетается эстетика и отличные эксплуатационные свойства.
Контроль
Следующая стадия производства дверных конструкций — проверка уровня надежности и качества. Эксперты отслеживают эти показатели на всех этапах процесса.
- В первую очередь тщательной проверке подвергается используемое оборудование и приспособления. Они обязательно должны быть в исправном состоянии и обладать соответствующими сертификатами.
- Аналогичные требования предъявляются к материалам и дополнительным элементам. Металлические заготовки проходят тестирование на спецустройствах. Изготовитель дает оценку целому ряду характеристик.
- Далее похожим испытаниям подвергается и уже готовая дверь. Размеры ее должны сходиться с требованиями ГОСТов. Помимо этого, эксперты проверяют целостность металлического сплава и его поверхности.
Контроль производства — это важный этап всего цикла. Постоянные проверки минимизируют риск брака, а также увеличивают эффективность и существенно ускоряют производственный процесс.
Выбор и монтаж комплектующих
Финальная стадия изготовления дверных конструкций предполагает подбор элементов и фурнитуры.
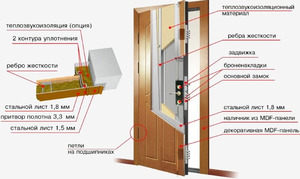
- Готовые изделия оснащаются ребрами жесткости и изоляцией. Пустоты между дверными полотнами, как правило, заполняются синтепоном или поролоном. Данные материалы характеризуются неплохими тепло- и шумоизоляционными характеристиками. Для обеспечения дополнительной защиты применяются броненакладки и прорезиненные уплотнители.
- Монтаж петель тоже не подразумевает никакой подготовки. Изготовители пользуются традиционными и универсальными изделиями. Такие петли очень удобны и прочны, а если возникла необходимость, то их можно с легкостью демонтировать. Самыми универсальными являются петли неразъемного типа, так как они могут подойти для любой модели дверной конструкции.
Кроме того, двери в дом или квартиру оборудуются глазком, замками и ручками. Эти составляющие обязательно должны быть у каждой входной конструкции вне зависимости от назначения.
Изготовление металлических дверей : технология и поэтапность
Современные стальные дверные конструкции – это не исключительно надежная защита строения, но и элемент интерьера и экстерьера. Технология создания стальных блоков весьма примечательна, что и стоит рассмотреть.
Стальные дверные блоки: необходимое оборудование для старта бизнеса

Стальные металлические системы в развороте
Главный атрибут каждого строения заключен в наличии надежного перекрытия входа. Стоит оговорить производственный процесс этапов изготовления железных конструкций.
Так каждый изготовитель старается сделать изготовление стальных дверей более модернизированным, а застройщики в современное время используют исключительно металлические блоки для перекрытия входа в новых строениях. На сегодняшний день производители стараются совершенствовать не исключительно технические показатели систем, но эстетическую сторону продукта с дизайнерской точки зрения относительно последних тенденций интерьерной стилистической моды.
Бизнес по производству железных конструкций ничего особо сложного собой не представляет, поэтому дать жизнь такому производству в силах любой предприниматель. Так перечень необходимого оборудования для производственных целей допустимо вместить в единую таблицу:
| № | Оборудование | Примечания к оборудованию | Стоимость оборудования |
| Станок для порезки стального листа (металла) | Может использоваться лазерный либо плазменный, поскольку порезка на таких станках происходит быстро и равномерно | От $1 800,00 | |
| Пресс для загиба металла (листогибочный) | От $11 200,00 | ||
| Сварочный комплекс для финишной и точечной сварки | Допустимо использовать обычные аппараты или же специализированные сварочные станки | От $1 600,00 | |
| Установка для порошкового окраса изделий: для подготовки поверхности блока к покраске | Это может быть специальная покрасочная камера | От $980,00 | |
| Установка для порошкового окраса изделий: компрессор для покраски, пистолет окрасочный и камера (печь) полимеризации | Вместо этапа полимеризации может использоваться покрытие поверхности после окраса двумя слоями специальных вандалоустойчивых лаков | От $2 400,00 |
Вышеприведенный перечень оборудования относится к минимуму необходимого оборудования. Так на

Станок для изготовления конструкции
мировом рынке доступны готовые комплексные линии по производству стальных блоков, где совмещены все перечисленные выше станки и установки. Типичные производственные линии могут быть полностью автоматизированы либо частично, когда к определенному этапу должна прикладываться рука человека.
Такие автоматизированные линии выпускаются в мир зачастую зарубежными производителями и наделяются таким перечнем оборудования:
- Установка плазменной порезки металла;
- Пресс для загиба листов металла;
- Автомат координатной сварки полотен двери;
- Две машины для сварочного процесса клещами с кондукторами;
- Два пункта финального сварочного процесса, происходящего в особой среде (углекислый газ).
Типичная линия не предусматривает наличия покрасочного бокса, что обустраивается в отдельности. Производительность линии сводится к производству 10 блоков в течение одного часа времени, но и при контроле, как минимум 10 человек. Примерная стоимость такого производственного беспрерывного процесса в собранном виде сводится ни много, ни мало, но к $100 тысячам.
Цеха изготовления металлических конструкций

Цех для изготовления металлических конструкций
На данный момент изготовление стальных дверей совершается по различным технологиям, но фактически все они наделены едиными исходными аспектами. Основная часть процессов технологии производства должна происходить в отдельных помещениях, поэтому площадь обязана предусматривать наличие следующих цехов:
- Цех, где производится прием металла и подготовка сырья;
- Цех, где происходит обработка металлических листов и прокат профилей;
- Цех, где совершается сварочно-сборочный процесс (производственная линия);
- Цех для покраски изделий;
- Отделочно-декоративный цех, при условии, что отделочный материал производится на территории предприятия, а не приобретается в готовом виде;
- Сборочный контрольный цех, где блоки комплектуются замковыми и другими механизмами;
- Складские помещения для хранения готовой продукции.
Каждый из цехов должен отвечать особым требованиям относительно пожарной безопасности. Так помещения должны быть отделаны (полы, стены), как минимум, негорючими материалами, и оснащаться приточно-вытяжной вентиляцией.
Производственно-технологический процесс изготовления стальных блоков
Изготовление железных дверей относительно технологии предусматривает определенную последовательность производственных действий, которые прописаны в специализированной документации (маршрутной либо технологической карте), где указаны:
- Основные требования к исходному качеству используемого материала;
- Правила транспортировки сырья и готового продукта, приемки материала и хранения входных блоков;
- В документации специальных требований указывается комплекс технических требований к каждому этапу процесса;
- Прописаны методы проверки качества и контроля;
- Указаны многие технические условия (производственные ТУ), которые составлены в соответствии с показаниями ГОСТ 31173-2003.
Основные технологические этапы изготовления стальных конструкций:
Подготовка сырья.
На данном этапе материал металла подлежит сортировке. Выверяется маркировка листов, проверяется наличие деформаций, которые проявляются, в основном, после процесса транспортировки либо проката. На данном этапе так же с материала удаляется окалина и коррозия. Хранение металлопроката на складах должно производиться на стеллажах либо листы укладываются в штабеля.
Разметка и нарезка заготовок.
Изготовление дверей стартует с правильного раскроя листов металла относительно нанесенных на поверхность шаблонов с использованием чертилок и кернеров.
Обработка заготовок и деталей.
Профиль дверного короба создается на листогибочном оборудовании.
Заготовки для будущих входных блоков опиливаются для устранения заусениц и неровностей. Так в процессе снимается поверхностный слой стали в местах порезки. Опилка может выполняться и вручную с использованием простых напильников, так в на специализированных опилочных станках.
Обработанные заготовки отправляются к штамповочному станку, на котором в деталях проделываются отверстия самого разнообразного диаметра под нужды установки на конструкции фурнитуры, замковых систем.

Сборочный процесс и сварочные работы
Дверное полотно собирается с использованием контактной сварки. Типичная технология сварки исключает деформационные повреждения полотен двери и обеспечивает полное исключение сварочных швов на поверхности.
Замковые системы устанавливают на металлические конструкции единовременно с установкой ребер жесткости, на площадях, укрепленных пластинами из металла. Создаются, своего рода, технологические карманы. На данном этапе полотна и утепляются. Внутри полотен прокладывается негорючий звукоизолирующий и утепляющий материал.
Петли к собранному изделию привариваются зачастую вручную.
Лакокрасочные работы.
После окончания сборки конструкции, производится окраска блока. Составы наносятся исключительно на отшлифованную, очищенную, обезжиренную поверхности. Способов нанесения несколько:
- Струйный облив;
- Пневматическое распыление;
- Распыление в электростатическом поле.
Для процесса может использоваться одна из нескольких красок в разнообразной гамме цветов:
- Порошковая;
- Нитро;
- Молотковая;
- Графитовая.
Декоративная отделка конструкций.
Зачастую металлические двери декорируются защитными покрытиями, формованными, ламинированными отделочными панелями. Декоративная отделка производством может закупаться в готовом виде. В качестве обшивки может использоваться:
- Дерматин, кожа, винилискожа;
- Вагонка из древесины;
- Панели МДФ, ДСП;
- Натуральная древесина;
- Термопленка с имитацией под натуральную древесину либо однотонная;
- Элементы декоративной ковки;
- Шпон натурального дерева.
Монтаж фурнитуры, замковых систем.
Зачастую врезка фурнитуры делается вручную. Для избегания характерных металлических звуков, исходящих от конструкции входных блоков, и для теплоизоляционных свойств, дверные полотна оклеиваются специальными амортизирующими материалами:
Металлическая дверь своими руками – полный цикл сборки за 7 этапов
Вам нужна нормальная железная дверь, а цены на рынке «кусаются»? Есть вариант соорудить ее самому. Давайте вместе разберем, как делается металлическая дверь своими руками, начиная с подготовки инструмента, закупки материала и наброска эскиза и заканчивая утеплением и чистовой отделкой.

Сделать железную дверь самому вполне реально.
Грамотная подготовка как один из залогов успеха
Сделать металлическую дверь своими руками для любителя задача вполне реальная, но есть один нюанс: вы должны свободно работать болгаркой и хотя бы на начальном уровне владеть сварочным аппаратом. Но перед тем как сделать саму дверь нужно подготовить инструмент и материал.
Выбор инструмента
- Болгарка;
- Сварочный аппарат;
- Шуруповерт или набор отверток;
- Электродрель с ударной функцией или перфоратор;
- Круглый «драчевый» напильник;
- Молоток;
- Рулетка;
- Керн;
- Уровень (желательно 1,5 м);
- Угольник.

Инструмент домашнего мастера.
Кроме того понадобится разнообразная фурнитура для электроинструмента. Имеются в виду диски для болгарки по металлу, корд-щетка на болгарку, сверла на дрель, наждак и прочая мелочевка без которой изготовление металлической двери своими руками невозможно.
Закупка материала для изготовления металлической двери
Для железных дверей нужно купить:
- Металлический лист толщиной от 1,5, до 3 мм;
- Профилированная труба 40х20 мм – минимум 7 – 8 м;
- Уголок 50х50 мм – около 7 м;
- Полоса 40х4 мм – 2 м;
- Петли обычные папа-мама или шарнирные – 2 шт.
Если в сварочных работах у вас нет большого опыта, то лучше берите лист под входные двери потолще, хотя бы не менее 2 мм, а лучше 3 мм. Сварка металлических дверей дело не особенно сложное, но тонкий лист очень легко прожечь насквозь.

Материал для металлических дверей
Еще вам понадобится хороший ровный стол или какое-то подобие козлов, сделать металлическую дверь на земле очень тяжело, а для начинающего мастера вообще не реально.
Делаем эскиз
Профессиональные чертежи на стандартные железные двери сейчас найти можно, но проблема в том, что эти документы делались по ГОСТ 31173-2003, то есть 2200х900 мм или 2200х1200 мм (для широких проемов).
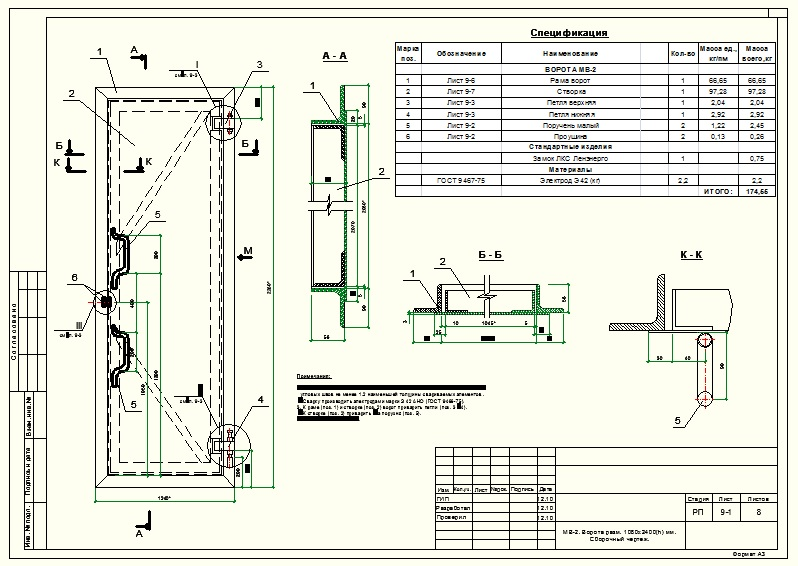
Профессиональный чертеж под дверь, сваренную из металла
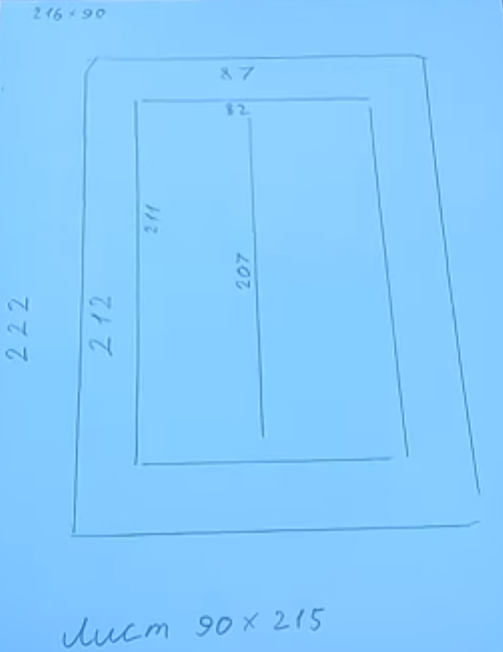
Пример эскиза для нестандартной железной двери.
Коль уж мы делаем железную дверь своими руками, то на этапе создания эскиза нужно учесть кое-какие допуски, ниже на примере они показаны:
- Стартовые размеры дверного проема 216х90 см;
- Делать раму (лутку) вплотную к стенам нельзя, так как некуда будет заливать монтажную пену, поэтому по верхней кромке оставляем 10 мм на пену, плюс 5 мм толщина уголка;
- Внизу делаем небольшой порожек, соответственно 25 мм от уголка будет отрезаться, итого остается 212 см высота рамы по внутреннему периметру;
- По бокам также оставляем по 10 мм на пену, плюс 10 мм составляет толщина металла в 2 уголках, итого ширина внутреннего проема 87 см;
- Саму стальную дверь, точнее раму под нее, нельзя делать вплотную к лутке, если дом начнет «гулять» и лутка чуть сдвинется, то полотно заклинит. Поэтому по наружному периметру оставляем зазор 5 мм, соответственно получается 211х86 см;
- Лист берем больше (90х215 см), так как он будет накладываться на часть лутки.
Инструмент подготовили, материал купили, эскиз сделали, теперь можно приступать к сооружению железных дверей своими руками.
Семь этапов сборки стальных дверей
Можно сделать металлические двери своими руками только из уголка или только из профилированной трубы, но смешанный вариант получается более надежным и практичным. Наружную раму (лутку) лучше сварить из уголка 50х50 мм, а каркас под дверное полотно из профилированной трубы 40х20 мм.
Этап № 1. Свариваем лутку
Первым делом отрезаем по схеме уголки и фиксируем их на рабочем столе или козлах струбцинами. Здесь важно чтобы нижняя плоскость была ровной, а углы соединились под 90º. Прямоугольник коробки проверяем по диагоналям, если они одинаковые, значит, углы будут прямыми.

Фиксация каркаса струбцинами.
Сразу обваривать углы не стоит, их может повести, сначала прихватываем в нескольких точках и снова замеряем диагонали, пока все не проварено, еще можно отрегулировать мелкие неточности.
Точечная прихватка.
При обваривании углов, сначала накладываем все вертикальные швы, а потом переходим к горизонтальным, так металл будет меньше перегреваться. Лишнюю часть уголка мы вырежем позже.
Теперь переворачиваем раму и проверяем плоскость длинным уровнем или любым ровным эталоном. Никаких перекосов и изгибов быть не должно.

Проверка плоскости рамы.
Провариваем наружные стыки и сразу зашлифовываем эти швы болгаркой.

Сварка наружных швов.
Как показано на фото сверху, у нас остался не вырезанным кусочек уголка изнутри, его нужно убрать, так как он будет мешать при установке. Для этого снова переворачиваем раму и вырезаем лишние части болгаркой. Лутка готова, теперь можно переходить к раме для железной двери.

Вырезаем лишние части.
Этап № 2. Рама под дверное полотно
Когда нарезаете профилированные трубы под каркас дверного полотна, сначала отмеряете все длинные части, а потом из остатков вырезаете короткие. В противном случае вы можете не угадать и тогда, большие вертикальные стойки придется сваривать из кусочков.
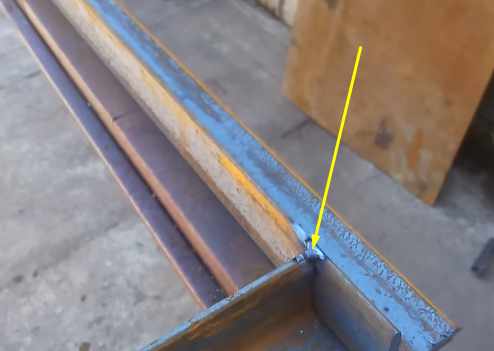
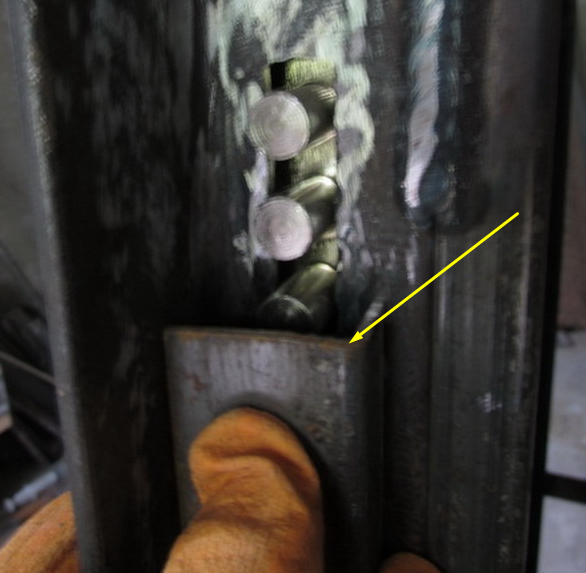
Прорезь под замок лучше сделать сразу. Для этого отмеряем от низа стойки 1 м. и делаем 2 вертикальных надреза по габаритам замка, а посередине эту полоску разрезаем наискось. Чтобы кусочки легче было выломать, делаем на них небольшие надрезы, стрелочки на фото указывают на эти надрезы.
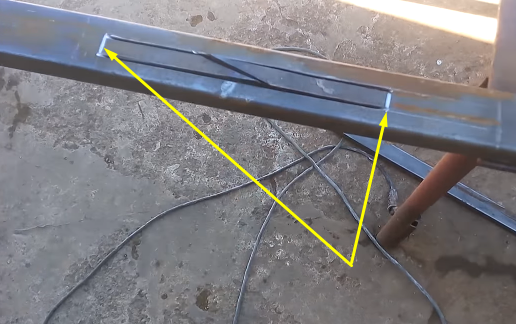
Заготовка под замок.
Дальше выламываем полоски, переворачиваем трубу и вырезаем с обратной стороны аналогичное отверстие, после чего можно высверливать боковые отверстия под винты, нарезать в них резьбу и примерять замок.

Первичная примерка замка.
Чтобы каркас дверного полотна четко лег на свое место, фиксируем струбцинами профилированные трубы с внутренней стороны лутки. Не забудьте: между профилированной трубой и уголком должен оставаться зазор 5 мм, для этого вставляем прокладки. В качестве прокладок можно использовать те же обрезки уголка.
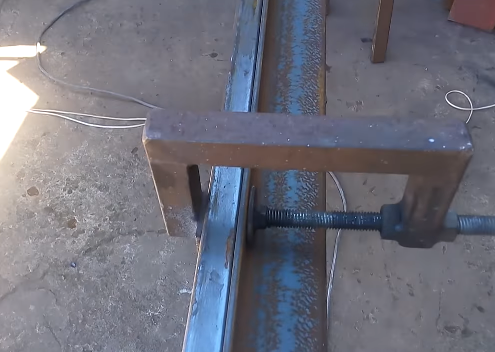
Фиксация профилированной трубы на раме.
Здесь важно как ставить профилированные трубы, на любой такой трубе есть сварной шов, так вот, этот шов должен «смотреть» внутрь полотна.
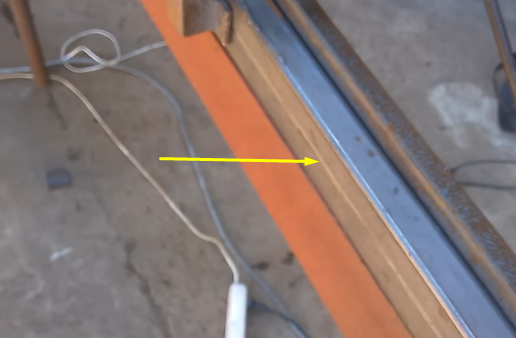
Сварной шов профилированной трубы.
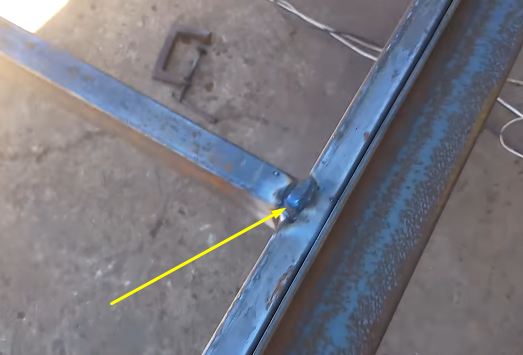
При сооружении рамы под дверное полотно проверять диагонали уже не обязательно, так как мы «привязываемся» к наружному каркасу. Углы свариваются по аналогии с луткой, то есть, в нескольких точках прихватываем, а потом от центра к краям провариваем стыки.

Сварка углов дверного каркаса.
Здесь же, пока рама находится в лутке, привариваем поперечные ребра жесткости, они делаются из профилированной трубы.
Крепление ребер жесткости.
Теперь снимаем струбцины, убираем наружный каркас и провариваем торцы соединений в углах, после чего зашлифовываем все швы. Будьте осторожны, металл тонкий и легко прогорает.
Этап № 3. Крепление листа
Для начала нам нужно вырезать лист по размерам. От рамы дверного полотна, до края листа оставляем 20 мм (5 мм на зазор, плюс 15 мм на нахлест лутки). Чтобы лист отрезать ровно по разметке, можно использовать профилированную трубу, просто крепите ее струбцинами и режете болгаркой по кромке.
Эталон для резки листа болгаркой.
Кладем на отрезанный лист дверной каркас, проверяем чтобы везде четко соблюдался нахлест и точечно привариваем профилированные трубы к листу (шаг порядка 100 – 150 мм). Чтобы рама не сдвинулась во время сварки ее можно зафиксировать струбцинами.
Раму прихватываете не вдоль по периметру, а по диагонали. То есть: приварили одну точку, потом перешли на противоположную и так пока все не обварите. В противном случае, конструкцию может повести.
Точечная сварка дверного полотна.
Этап № 4. Как приварить петли
| Иллюстрации | Рекомендации |
Этап № 5. Врезаем замок
В дверную раму замок уже вставлен, теперь нужно примерить и разметить места пропилов в лутке.
Отверстия под замочную скважину просверливаем большим сверлом, после чего доводим до нужного размера круглым драчевым напильником.

Отверстие под замочную скважину.
Отверстия в уголке под сам замок вырезаются болгаркой и также обрабатываются напильником. Замочные засовы желательно закрыть изнутри металлическим кожухом, его можно сделать из профилированной трубы или уголка, кожух обязательно приваривается.
Кожух для защиты засовов замка.
Теперь осталось примерить накладку на сделанные ранее отверстия и можно переходить к облицовочным работам.

Монтаж накладки на замок.
Этап № 6. Облицовка и утепление
Дешевле и лучше всего утеплять железные двери пенопластом, как правило, берутся плиты ПСБ-С-25 толщиной 40 мм. Плита вырезается чуть меньше проема, а зазор потом задувается монтажной пеной.

Утепление входных дверей пенопластом.
Минеральной ватой утеплять входные двери не стоит. Дело в том, что любая вата боится влаги и после намокания садится, поэтому через пару лет такой утеплитель перестанет работать.
Изнутри конструкцию можно обшить любой понравившейся вам плитой, от ОСП, до ламинированного МДФ.

Накладки из ламинированного МДФ на двери.
Также можете ознакомиться с более подробной статьей по утеплению металлических дверей — Как утеплить металлическую входную дверь.
Наружную лицевую часть дверей также можно отделать ламинированной плитой, но проще и дешевле будет покрасить металл молотковой краской, делается это так:
- Весь металл зачищается корд-щеткой (удобно использовать корд-насадку на болгарку);
- Конструкция обезжиривается ацетоном или бензином;
- Металл покрывается грунтом под выбранную ранее молотковую краску;
- Кистью, валиком или краскопультом наносится 2 – 3 слоя краски.
Этап № 7. Установка металлических дверей
Чтобы закрепить железные двери нужно предварительно приварить по периметру лутки своеобразные хвостовики из полосы 40х4 мм.

Хвостовики для крепления железных дверей.
Конструкция устанавливается в такой последовательности:
- Вставляете лутку в дверной проем;
- Перфоратором через хвостовики высверливаете глухие отверстия в откосах;
- Дальше можно забить металлические костыли или зафиксировать конструкцию анкерными болтами;
- Навешиваете дверное полотно;
- Задуваете зазоры по периметру лутки монтажной пеной;
- Дверь установлена, теперь осталось срезать излишки засохшей пены и обустроить откосы.
Вывод
Как видите на домашнем «производстве», без профессиональных схем и дорогостоящего оборудования была собрана хорошая железная дверь своими руками и обошлась она примерно вполовину дешевле, чем заводской аналог.
![]()
С хорошим декором самодельная дверь будет выглядеть не хуже заводской.
Этапы и технология производства стальных дверей
Продукция, которую изготовит завод стальных дверей, выгодно будет отличаться от самостоятельно сделанных конструкций. Качественная входная дверь должна сочетать надежность и респектабельный внешний вид, а также, обладать рядом важных эксплуатационных качеств: взломостойкость, шумоизоляция, теплоизоляция, прочность конструкции и устойчивость к разнообразным внешним воздействиям.
На рынке представлен огромный выбор стальных дверей, как зарубежных, так и российского производства. Большой плюс отечественных производителей – это изготовление дверей на заказ по индивидуальным параметрам, огромный выбор видов отделки и сравнительно невысокая цена.

Оборудование для изготовления металлических дверей
В основном, изготовление железных дверей производят двумя способами: на полностью автоматизированных линиях крупных заводов, где на одну дверь уходит до 10 минут и полуавтоматические линии с применением ручного труда.
В первом случае, главным плюсом является низкий показатель брака, из-за отсутствия человеческого фактора, и объемы производства: за сутки такое предприятие способно произвести до 500 дверей!
К минусам можно отнести высокую стоимость оборудования и его обслуживания и величину требуемой производственной площади.
На полуавтоматических линиях дело идет медленнее – те же сутки тратятся на изготовление всего 20 металлических дверей, или даже меньше. Здесь возрастает потребность в квалифицированном персонале, но, несмотря на это, процент брака значительно превышает показатель автоматизированного производства. К плюсам можно отнести вполне подъемную величину стартового капитала для закупки оборудования и небольшие площади, требуемые под производство.
Вырезка выкроек и заготовок из стального листа
Производство металлической двери начинается с тщательных замеров и выбора самого металла. После попадания на завод листы стали тщательно проверяются на наличие деформаций и коррозии и хранятся отдельно в специально оборудованных помещениях. Оптимальная толщина стального полотна 2-3мм. По желанию заказчика, изготовление двери также выполняется из 5-ти мм стали.
Из выбранного листа вырезается заготовка будущей двери с вырезом всем монтажных отверстий для замков и петель. Точность обеспечивается специальной компьютерной программой.

Из этого же листа металлическим штампом вырезаются детали на заготовки для дверной коробки. Помимо стального каркаса в двери так же используются ребра жесткости, которые обеспечивают прочность всей конструкции. Профили располагаются внутри вертикально и горизонтально, что позволяет по максимуму укрепить дверное полотно.
Дверь также можно изготовить не из цельного листа, а путем сварки нескольких стальных полотен. Цена такого изделия будет значительно ниже, так же как и показатели его прочности.
В этом случае применяется бесшовная сварка, чтобы избежать лопнувших швов в процессе монтажа и дальнейшей эксплуатации.
У недобросовестных китайских производителей налажено изготовление продажа дверей из укрепленных листов фольги. Такие изделия легко и быстро взламываются любым бытовым инструментом от ножа до молотка, и установка их целесообразна только на пустых объектах, где нужна лишь минимальная защита, например от атмосферных осадков или диких животных.

Оставшимся заготовкам придают необходимую форму для изготовления дверного профиля на листогибочном станке. Форму изгибов точно выдерживают согласно техническому заданию.
Электродуговой сваркой приваривают петли к стойкам двери и дверной коробки. Соблюдение точных размеров при монтаже обеспечивают струбцины, которые держат петли на нужном расстоянии. Это приспособление называют кондуктор сборки дверной коробки.
Сварка деталей в единое целое
Тем временем происходит сборка или, иными словами, обваривание. Части дверной коробки помещают на стол и укладывают сверху дверное полотно с уголками-усилителями. После того, как конструкцию закрепляют струбцинами, начинается точечная сварка. В местах соприкосновения сварочного аппарата со стальным полотном появляются заклепки из расплавленного металла, свидетельствующие о том, что конструкция надежно скреплена.
При этом строго соблюдается правильная геометрия дверной коробки: все углы – 90°.

Перед тем как пройти технический контроль, где будут проверены все зазоры, сварочные швы и общее качество сборки, происходит шлифовка и зачистка всех соединений, убираются все заусенцы и так называемая «окалина». После чего будущую дверь моют раствором фосфата, который не просто отмывает от грязи и масла, но и покрывает её специальной пленкой, защищающей от ржавчины.
Следующий на очереди – этап покраски. С помощью специального устройства на дверь наносят специальную порошковую краску, которая устойчива к сколам и, конечно, коррозии и отправляют в печь на 30 мин при 210°.
Завершающий этап производства
Параллельно, в другой части цеха готовится внутренняя отделка: выпиливается накладка из плиты МДФ с нанесением рисунка на фрезерном станке. По желанию заказчика эта накладка обтягивается одним из выбранных покрытий: искусственная или натуральная кожа, ламинат, пластик или декоративная пленка. Варианты отделки можно подобрать на любой вкус.
В сборочном цехе начинают процесс сборки с подгона замков, которые дополнительно защищены бронепластинами. Выбор замков не менее важен, чем выбор производителя двери и материала из которого она изготавливается. Оптимальным вариантом считается комбинация двух замков: сувальдного и цилиндрового. В этом случае можно быть уверенным в высоком уровне взломостойкости двери. Также дверь комплектуют глазком и ручками.

Пустоты дверного полотна заполняются минеральной ватой, которая улучшит тепло и звукоизоляционные показатели. В бюджетных вариантах допускается использование пенопласта и других недорогих материалов. В местах прилегания дверного полотна, для защиты от ветра и пыли, укладывают уплотнитель, который так же повышает теплоизоляционные свойства двери.
По торцам двери устанавливают нащельники, которые предназначены для прикрытия притвора конструкции.
Они также устраняют имеющиеся щели и открытые пространства, собирая дверное пространство в единое целое.
Далее следует очередной этап проверки, на котором проверят работу замков и уплотнителя. Если все в порядке, дверь упаковывают и отправляют заказчику для последующей установки.
Монтаж и сервисное обслуживание
Несмотря на то, что этап установки является заключительным, он не менее важен, чем все остальные. Лучше доверить эту работу профессионалам – самим производителям двери. Тогда можно быть уверенным, что установка пройдет с соблюдением всех норм и правил монтажа и новая дверь прослужит верой и правдой долгие годы.
Сейчас все чаще представители российского производства и зарубежные заводы не останавливаются на этом этапе, а предлагают дополнительное сервисное обслуживание. В случае, если утерян ключ, сломан замок или дверная ручка, нет необходимости бегать по магазинам, самостоятельно искать замену и мастера для выполнения работы. Изготовитель двери возьмет все на себя и позаботится и об этом.
Читайте также: