Как прожечь металл полуавтоматом
Обновлено: 05.10.2024
тонкий металл своим полуавтоматом я не варил раньше, поэтому вопроса такого не было. варил в основном всякие уголки и прочую чернуху.
на выходных был вынужден заняться ремонтом выхлопной на пежо и впроцессе работы понял, что аппарат на минимальных настройках херачит дырки только в путь. приставил, нажал, дырка. приставил, нажал, дырка. короче выипся весь, пришлось варит точками. где металл оказался потолще, лег отличный сплошной шов.
игрался со скоростью подачи, патался увеличить расход газа чтоб охлаждало ванну, короче дрючится до посинения. нашел кусок железки кузовной около 1 мм начал его мучить. получается вот что. подносишь горелку, возникает дуга, начинаешь тянуть шов и через пару сантиметров ванна проваливается, образуя дырку. что это может быть?
почему то в голове крутится мысль о неправильной полярности
Я верю короткими нажатиями, как бы пятачек на половину предыдущего кладу .
Глушаки варю инвертором электродом 2мм, очень даже аккуратненько получается .
А зачем тянешь шов)))) Вари аккуратно пятаками, sokol76 правильно тебе подсказал, ставишь всё на минимум и вперёд.
у меня полуавтомат, плюс на горелке, минус на детали, защитный газ чистое СО2, 2 атмосферы на выходе. точечно такая же фигня. жмешь - дырка, но это на выхлопной. на листе 1 мм что получается я писал. как поймать когда начнется капельный перенос?
как поймать когда начнется капельный перенос?
незнаю )) ампераж ставь на полную и уменьшай подачу.надо что бы проволка згорала сразу и каплей висела у горелки эта каплякасается метала делая каплю шва на метале одновременно сгорает новая проволка делая каплю у горелке )) и так далее - я так часто варю . правда проволокой 0.6 ,а 0.8 варю уже более толстый метал.кстате каплепереносом варил метал до 1 мм но там ток очень большой нужен ,ещё инвертер сдорово в каплепереносе помогает - но это мне можно - у меня отдельно подача проволоки и силовой агрегат(тоесть полуавтомат состоит из 3х блоков : балон+апарат подачи проволоки+силовой агрегат(трансформатор или инвертор).
Андрюх есть варианты когда при горизонтальном расположение всё равно ванна проваливается - кстате варить можно не снизу вверх а сверху вниз - так часть дуги уходит на привареный метал а часть раскаляет сварваемый
нужно кое что прояснить.
у меня вот такой (http://itermit.ru/?p=1446) полуавтомат.
на панели 3 регулятора: "скорость подачи", "напряжение" и "индуктивность"
если с первыми двумя все понятно, то с индуктивностью загадка. я его никогда не крутил, потому что считал что это относится к режиму прогрева угольным электродом, который мне как бы пох, но почитав инструкцию понял, что эта шляпа работает как раз в режиме сварки.
что имеется относительно этой регулировки в инструкции:
п. 1.2 Функции источника питания - регулируемый электронный дроссель (индуктивность)
п. 5.8 Регулятор "индуктивность" изменяет динамические свойства источника.
и ФСЁ.
что делает мать ее индуктивность.
что делает мать ее индуктивность.
да там чото схемотехнику обсуждают, а по сути вопроса непонятно ничего. есть ссылка, почитал:
Для уменьшения разбрызгивания электродного металла необходимо сжимающее усилие, возникающее в проводнике при коротком замыкании, сделать более плавным. Это достигается введением в источник сварочного тока регулируемой индуктивности. Максимальная величина сжимающего усилия определяется уровнем тока короткого замыкания, который зависит от конструкции блока питания. Величина индуктивности определяет скорость нарастания сжимающего усилия. При малой индуктивности капля будет быстро и сильно сжата - электрод начинает брызгать. При большой индуктивности увеличивается время отделения капли, и она плавно переходит в сварочную ванну. Сварной шов получается более гладким и чистым.
как я понимаю на факт образования дырок это не влияет :(
как это не влияет. дуга греет метал - метал остывает - если дуга греет а метал разлетается то ванна может прорватся от перегрева. только теория это конечно хорошо )) но практика тоже нужна.ещё смекалка нужна. ещё бухать нельзя - мозги высыхают при чем не только как калькулятор но по всем направлениям - смекалка тоже высыхает. и человек превращается в деревянного )))
Территория сварки — сварка тонкого металла

Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Встык варили тонкие листы полуавтоматом (подкладывали графитовые пластины у тройлебусников брали), это так, для общего развития Сварщика))

Можно еще медную подкладку использовать . Или если в нижнем положении — флюсовую подушку
медь приваривается иногда(

интересно и познавательно! Ждем следующих роликов. Думаю многим интересно будет узнать о проволках и их особенностях

Буду ждать с нетерпением следующий видеоролик!
В этом ролике показано то, что я понял на практике в первый день испытания своего новенького полуавтомата.
Перед покупкой много видео пересмотрел но, на практике сразу становится ясно без всяких видеороликов.
Изначально для меня была проблема с флюсовой проволкой (знакомый посоветовал), потом приобрел баллон с Аргон+углекислота и все пошло ка по маслу))))
Очень хотелось бы увидеть ролик о разных проволках (какая фирма лучше, какой диаметр подбирать а также о газе (какой для чего и чем он лучше).

УВАЖАЕМЫЙ АЛЕКСАНДР.Огромное спасибо Вам за очередной расказ.И не слушейте пожалуйста дерьмометов.Есть очень много людей, которые с огромным удовольствием смотрят Ваши уроки.Для многих это огромное подспорье, а коменты помогут .

А чего же тогда его в сообществе Сварной не видно?

Что-то я в машине такого толстого металла не видел

Добавлю свои пять копеек — в общем-то, всё верно, но я не услышал даже и напоминания про подачу. Бог с ней, с "силой тока", но вот скорость подачи — тоже важное значение. ИМХО если уж варить тонкоту, то подачу нельзя делать низкой — будет дырка с большей вероятностью.
И ещё ИМХО — эфемерные значения тока действительно лучше бы перевести в вольты, а ещё лучше в вольты/подачу (не спорю, у разных аппаратов подача может обозначаться и регулироваться по-разному, но всё же) Я лично для себя приловчился и знаю, что для металла (к примеру) 1.5-2 мм ставлю напряжение от 15 до 20в (в зависимости нужно заварить дырку или большое пространство или шов встык)
гаражные новечки варят бытовыми сварочными аппаратами, и на некоторых вообще значения силы тока регулируется ступенями . о каких точных значениях может идти речь — когда в сет сегодня 200 вольт а завтра 170 .
Аппарат, на котором не регулируются выходные параметры — это не СА, а дерьмо, простите за выражение. А уважающий себя человек не должен пользоваться дерьмовым инструментом
если б все наши мастера — пользовались тем что хочется — то наверное б и жилось лучше . тогда и напряжение в сети должно быть и не 165 а 220 . как нибудь покажу как варит трансформаторный аппарат для РДЗ, который намотал мне дедушка, где ток регулируется вообще нихромовой спиралью .
Ну зачем же обижаться? Я тоже начинал с трансформатора, потом был ПДГ нашенский. Сейчас имею ростовчанина Контур 180-ый. Если их сравнивать (пдг и контур), то варить можно и тем и тем, а вот ХОРОШО варить — только последним :) Он и дугу держит, и выход мощнее даёт, и напряжение ему побоку (на 21 вольте спокойно варит при 170-180 в сети). Да, он стоит денег. бОльших, по сравнению с пдг, но оно стОит того. Тем более, если речь идёт о работе "для кого-то", а не только "турничок раз в год для себя сварить"
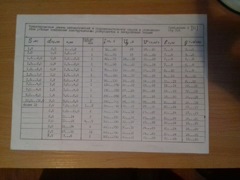
вот пожалуйста вам режимы
Открою Вам и всем остальным небольшой секрет. В полуавтоматической сварке существует две, подчеркиваю две регулировки: это вольтаж или напряжение, и регулировка скорости подачи проволоки т.е. по-другому все обзывают током. Что для чего предназначено я эмпирическим путём для себя сформулировал так. Регулируя напряжение задаём ширину шва. Регулируем ток или скорость подачи тем самым воздействуем на глубину провара. В последнее время в инверторные п. автоматы стали добавлять регулировку жёсткости дуги, но как я не экспериментировал в том числе изучал различные источники, в итоге четкого определения так и не нашёл. По большому счёту забил на неё. Вообще п. автоматическая сварка проста как кирзовый сапог. Если человек не смог освоить даже её, то думаю остальные способы и методы сварки не для него.
А про данные ролики думаю чел просто нарабатывает себе подписчиков на своем канале. Можно так растянуть данную тему что на полгода хватит, но это бредт. И ещё почему его не видно в профильном сообществе Сварной, думаю там его не раз бы «поправили».
Сварка полуавтоматом — тренировочный день…


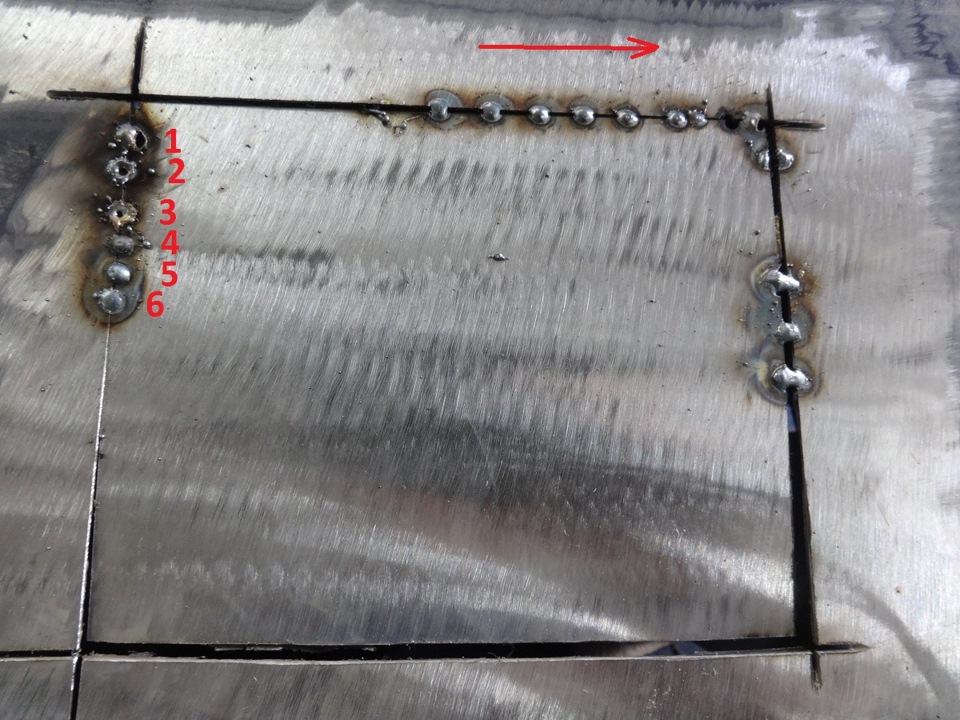
Зачистил кусок двери:

И начал сваривать…вот мои первые в жизни точки полуавтоматом! Понадобилось 6 точек чтобы подобрать нужную программу…далее по часовой стрелки учился соединять металл с большим зазором. Короче полуавтомат — сказка! Варить одно удовольствие и очень легко! По крайне мере мне, может потому что сварочник все делает за меня =) я лишь в нужное место точки ставлю))
Далее начал издеваться над тем же фрагментом…варил сплошником, чтобы понять как тянет металл…как он прожигается…

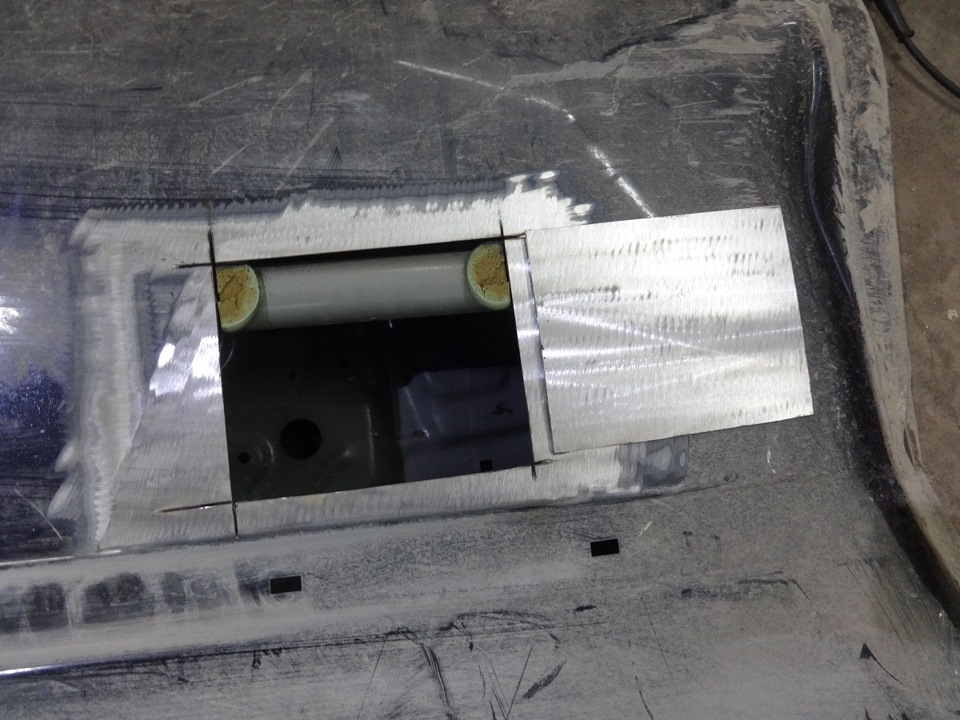
Короче понял что пора осваивать тюнинг))) решил заварить ручку))) из нижней части вырезал нужный фрагмент:

Из примера выше видно что чем ближе друг к другу металл (если варить встык), то тем качественней получаются точки, поэтому стараемся точно подогнать металл:


И начинаем точками обваривать по периметру, давая металлу остыть…сделал один прожег:

Его я с легкостью заварил и добавил еще точек…ой, еще один прожег =) походу метал в том месте тонкий или подходит не плотно…

И так точками все обвариваем:


И шлифуем…монолит! если бы двери не была битая, то плоскость получилась бы ровная, а так осталось несколько "шрамов":


Вот что получается с обратной стороны:

Далее тренировка варки внахлест, заплавляя отверстия. Для этого вырезал 2 куска (один поменьше, другой побольше)

В большом куске дыроколом сделал отверстия:

И начал заплавлять…

И еще чуток потренировался:


Вот так и закончился тренировочний день. Хотя день — сильно сказано…на все про все у меня ушло часа 2)) Как оказалось, в сварке полуавтоматом нет ни чего сложного, т.ч. кузов на 245 буду переваривать сам ;)
Борьба с косяками (Ужасная сварка, непровары и обретение новых навыков — сварка полуавтоматом)










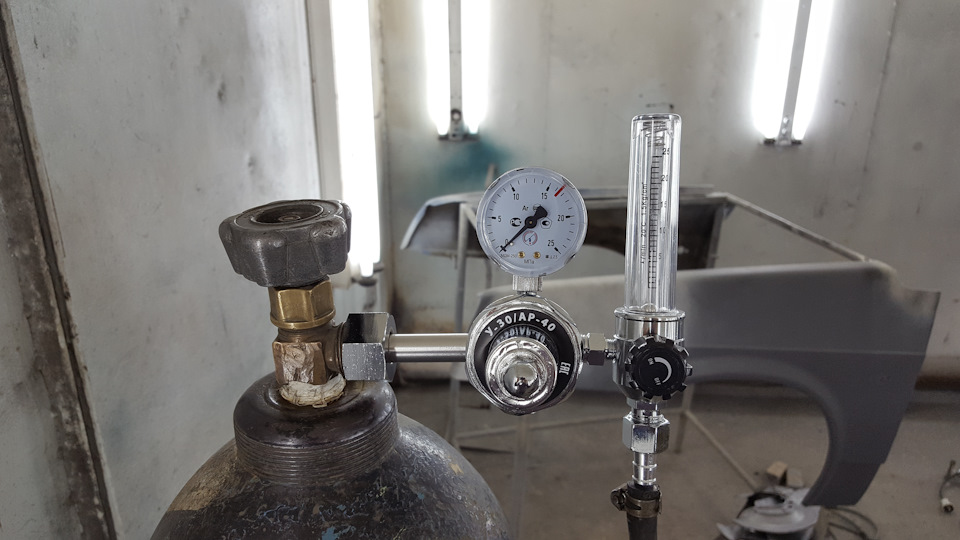
Отец его настраивал на слух. Я таким талантом не обладал, поэтому пришлось искать ему замену.
В итоге вычитал, что самым удобным для контроля подачи углекислого газа является ротаметр. Собственно на следующий день за ним и отправился. Купил последний в наличии, в обычной картонной упаковке и без инструкции, — ну а что взять с дилетанта в этом деле (это я о себе)… Приехал, установил, начал настраивать.
При выставлении указанных в интернете 10-13 л/мин обратный клапан начал пропускать газ. Думаю, косяк в клапане (стоял "Клапан электромагнитный (холостого хода)" от "классики").

Купил новый клапан, поменял. Проблема осталась. Раз дело не в клапане, значит в ротаметре, — логично?! Логично =). Наверное он неправильно показывает, поскольку были подозрения, что это дитя китайской подвального производства…
Поехал в магазин, с директором вышел разговор на повышенных, причём дерзить мне он начал первым. Немного осадив его, мы поговорили по душам и он предложил мне заменить автомобильный клапан на итальянский, заверив, что проблема в нём. Ударив по рукам, и приобретя клапан я поехал внедрять чудо итальянской технологии.

Новый клапан стал держать давление, но этот чудо ротаметр как-то не очень хотел со мной ладить, — не получалось у меня его настроить. В итоге я поехал менять его на нормальный ротаметр в заводской упаковкой и инструкцией. Долго они препираться не стали, поскольку я кого хочешь достану =[]. Счастливый поехал домой.
Установив, дело закипело.
Ненужную пластину поддомкратника использовал как тренировочную деталь.

Её я проварил полностью с двух сторон, пока настраивал полуавтомат.


Худо-бедно, но начало получаться.
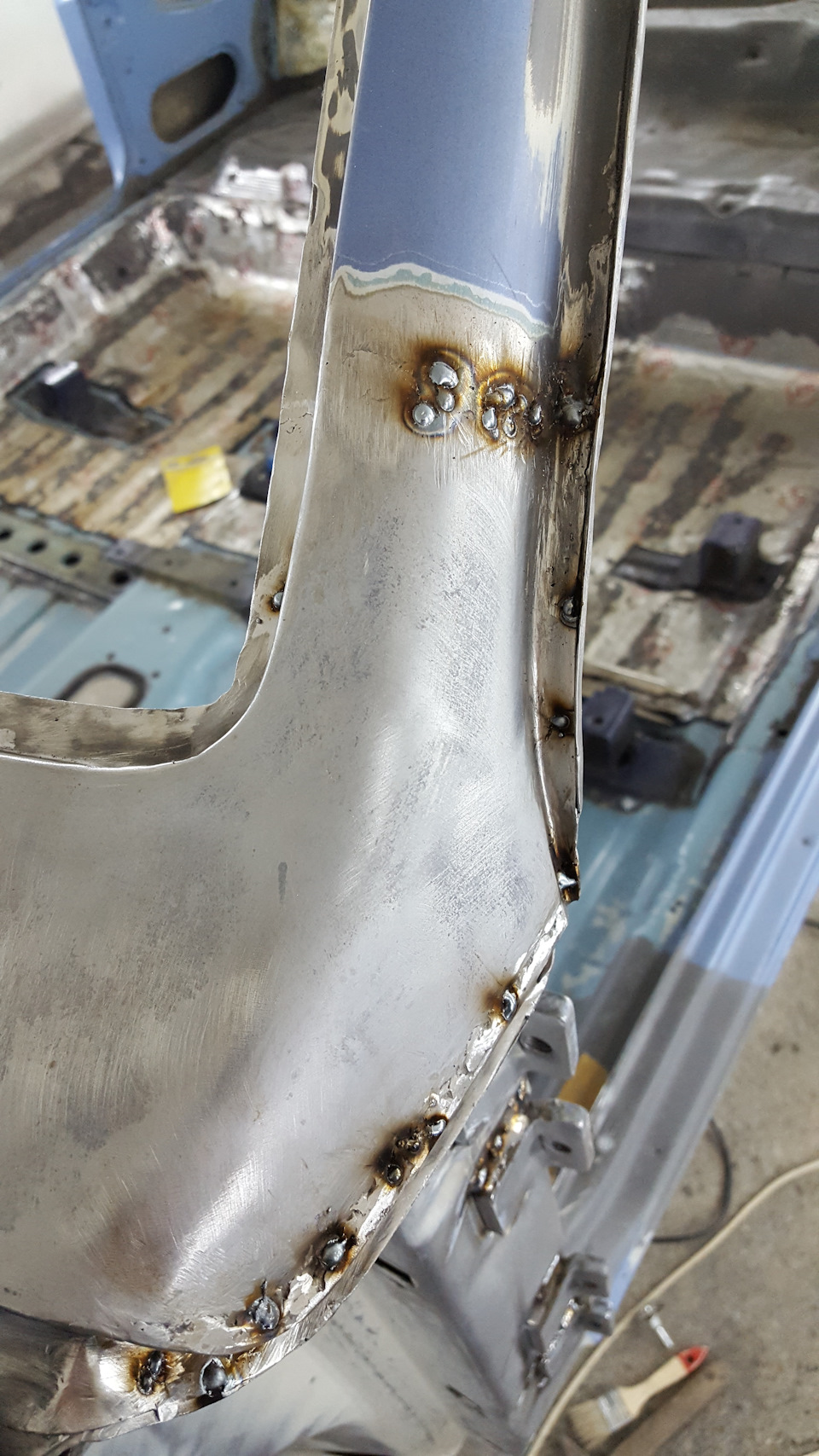
Первым делом, вооружившись гравёром, начал вычищать тот срач сварной, на мототном щите

Затем заварил новые непровары, и те, которые ранее были замазаны шпаклей при при первом ремонте этой машины.


Гравёр конечно творит чудеса. Без него можно было бы даже не заморачиваться с восстановлением.



Параллельно с этим доварил и обработал шов, в том месте, где был вварен кусок рамки лобового стекла.


Доварил непровары на рамке лобового, — они тоже была замазаны шпаклей… рука лицо :(


Решил даже видео добавить, как я поварил рамку лобового)
Сварка усложнялась тем, что машина в своё время была очень хорошо обработана антикорром, и когда я начинал варить, то антикорр в зазорах разогревался и начинал течь, а это приводило к разбрызгиванию сварки и тому, что металл просто прогорал, но не варился. Приходилось его вымывать оттуда узкой жёсткой кисточкой смесью бензина и растворителя. И так практически по всем швам со стороны салона машины. В общем, на заваривании этих непроваров я и научился варить =D.
По поводу того, зачем я так подробно всё расписал. Во-первых, конечно хочется рассказать, сколько труда было вложено в эту машину, а во-вторых, это уберечь многих от ненужной работы и сохранения своего драгоценного времени. В моём случае, я приобрёл очень много знаний, умений и опыта, и хочу как-то связать свою жизнь с автомобилями, помимо основной профессии. Но должен заметить:у меня было место, где проводить эти работы; оборудование, хотя многое приходилось ремонтировать, модернизировать, покупать новый инструмент и оборудование. А на всё это уходило ооочень много времени (!).
В общем, неизвестно куда приведут ваши начинания. Могут и пользу принести, а могут просто отнять у вас время и средства, а результат будет посредственный. Поэтому взвешивайте все за и против, прежде, чем окунуться во что-то с головой.
Если кто-то осилил, и дочитал до конца, — жму руку! Постараюсь не затягивать со следующей записью, но всё упирается во время. Всем спасибо и до скорого!
Уроки сварки: Сварка полуавтоматом без газа | Особенности | Применение
Полуавтоматическую электросварку (MIG/MAG) не обязательно проводить в газовой среде. В ряде случаев можно освободиться от тяжелых баллонов, воспользовавшись флюсовой самозащитной сварочной проволокой.
Что такое полуавтоматическая сварка с флюсом без газа?
В основе метода – использование самозащитной проволоки. Расходный материал представляет собой полую металлическую трубку с присадочным порошком внутри. Сгорая, сердцевина расходника образует вокруг себя защитное газовое облако, которое действует по тому же принципу, что и поток газа из сопла полуавтомата при газовой полуавтоматической варке. В итоге сварочная ванна не вступает в реакцию с окружающим воздухом, поэтому в застывшем шве вы не увидите пор и трещин.

Флюсовая самозащитная проволока подбирается в зависимости от свариваемого металла. В качестве присадки выступает смесь различных элементов, химически инертная в условиях чрезвычайно высоких температур. Обычно наибольшая часть массы выпадает на диоксид кремния, препятствующий образованию углерода. Второй встречаемый по частоте элемент – марганец, который снижает окисление и вытесняет из расплава серу.
Чаще всего для работы с флюсовой проволокой используют инверторные MIG/MAG-устройства. Инверторы компактны, отличаются более высоким КПД и меньшей чувствительностью к качеству напряжения сети, чем трансформаторы.
Для чего нужен метод?
Безгазовую сварку используют для соединения сталей (низкоуглеродистых, высокоуглеродистых, высоколегированных, легированных) и нержавейки. Способ соединения металлов подходит как для производственных, так и бытовых нужд.
- ускоряет процесс создания неразъемных соединений – благодаря проволоке, подающейся в автоматическом режиме;
- обеспечивает удобство при работе – не нужно возиться с газовыми баллонами.

Плюсы и минусы MIG/MAG-сварки флюсовой самозащитной проволокой

- нет необходимости покупать дорогостоящий баллон с газом;
- сварщику не нужно перемещать по рабочей зоне тяжелые баллоны; полуавтомат без газа отличается небольшими размерами, весом, не нуждается в подключении дополнительного газового шланга;
- при безгазовой сварке сгорание присадки приводит к созданию устойчивого защитного облака над сварочной ванной, в то время как поток вещества при газовом методе легко сдувается ветром или сильным сквозняком;
- нужно меньше времени на подготовку перед процессом сварки;
- массивное сопло горелки не перекрывает обзор сварщику, некоторые газы при газовой сварке создают чрезмерно светящееся облако вокруг дуги.
- ниже качество сварного шва по сравнению MIG/MAG-электросваркой в защитной газовой среде;
- порошковая проволока с флюсом – это довольно дорогой продукт;
- расходный материал отличается хрупкостью, поэтому с ним следует быть предельно аккуратным;
- полуавтомат без газа необходимо настраивать в зависимости от состава флюса;
- степень разбрызгивания металла выше, чем при использовании MIG/MAG с газом;
- применение флюсового порошка в расходном материале приводит к образованию на поверхности шва шлака, который следует убирать молотком или специальной металлической щеткой.
Сварочный аппарат с проволокой без газа можно часто увидеть у профессиональных сварщиков, работающих на высоте или в стесненных пространствах. Это обуславливается тем, что в подобные условия трудно доставить полуавтомат с газовой защитой.
Безгазовые устройства популярны среди сварщиков-новичков и домашних мастеров благодаря своей мобильности и отсутствию необходимости в покупке баллона и его дозаправке. Для эпизодической сварки в бытовых условиях расходный материал (флюсовая самозащитная проволока) подходит как по качеству, так и по денежным затратам.
Выбор флюсовой самозащитной проволоки для MIG/MAG-сварки

- назначением;
- типом сердечника;
- возможностью применения в разных положениях;
- механическими характеристиками;
- защитным покрытием.
- «Т» – в любом пространственном положении;
- «Вх» – по горизонтали;
- «Ву» – по вертикали;
- «Н» – в нижнем вертикальном положении.
- «В» – в нижнем горизонтальном положении.
Особенности процесса сваривания MIG/MAG-сварочником без газа

Сгорая, флюс образует облако защитного газа, пары которого поднимаются вверх. Это значит, что рабочее помещение должно хорошо проветриваться, или должна быть предусмотрена вытяжная система над рабочим местом.
Ни в коем случае нельзя использовать обычный расходный материал без присадочного порошка в сердцевине. В противном случае шов получится с обилием пор и трещин или не получится вовсе.
Рассмотрим, что сварщику нужно обязательно сделать перед полуавтоматической флюсовой сваркой, и разберем сам процесс в деталях.

2) подготовить проволоку;
3) задать правильную силу тока сварочной дуги;
4) настроить подходящую скорость подачи расходного материала в рабочую зону;
5) выбрать правильную полярность под флюсовую электросварку;
6) произвести тестовую сварку, изменить параметры сварочника (при необходимости).
Металл перед варкой зачищают от загрязнений шлифмашинкой. Далее поверхности обезжиривают техническим спиртом или ацетоном.
Катушку с флюсовой самозащитной проволокой аккуратно устанавливается на привод полуавтомата. Если катушка не соответствует посадочному размеру, используйте адаптер . Держите порошковую проволоку за свободный конец во время установки, чтобы он не размотался. Далее прокрутите его вперед, проденьте через направляющий ролик с соответствующим диаметром канавки.

Если ролик, направляющий проволоку и наконечник не соответствуют типу используемого расходника, их следует заменить на подходящие варианты. Следующий шаг – поджатие регулировочного валика проволоки. Будьте внимательны: если поджать элемент слишком слабо, расходник будет проскальзывать, но слишком сильно затягивать его тоже не нужно – во избежание деформации флюса. Теперь осталось прогнать расходник через направляющий канал на выход горелки, включив MIG/MAG-сварочник. Чтобы проволока не зацепилась, снимите токоподводящий наконечник.
Значение силы тока при сварке полуавтоматом без газа подбирается в зависимости от толщины деталей, между которыми вы планируете делать шов. В этом деле вам поможет специальная таблица в инструкции к инвертору. Бывает, что рекомендуемые значения производитель наносит на внутреннюю сторону крышки полуавтомата. При выборе недостаточной силы тока получится шов низкого качества. Если установить большее значение, то электродуга с большой вероятностью прожжет заготовки насквозь.

Значение скорости подачи расходника полуавтоматом должно находиться «в золотой середине». Материал должен успевать выходить из наконечника и расплавляться точно на поверхности металла. При этом расходник не должен излишне натягиваться, иначе он повредится. Если вы уже работали с MIG/MAG-сваркой, то расчет расхода материала ведется практически как обычно, но из-за разбрызгивания металла значение нужно умножить на коэффициент 1,2-1,4.
Сварка инверторным полуавтоматом без газа проходит в режиме прямой полярности: горелка должна быть подключена к «минусу», а масса – к «плюсу». Такая конфигурация способствует лучшему расплавлению проволоки и сгоранию присадки без остатка. Это обеспечивает создание максимально концентрированного газового облака в сварочной зоне, и, следовательно, лучшую защиту от образования пор.

Вы сможете понять, что параметры заданы верно, если проверите дугу на черновой детали. «Черновик» должен быть той же толщины и содержать тот же состав, что и соединяемые заготовки. Если шов вас не устраивает, корректируйте параметры, пока не добьетесь желаемого результата.
Процесс сваривания

После подключения клеммы массы и запуска инвертора следует разжечь дугу на верхнем сегменте будущего соединения. Далее нужно постепенно спускаться вниз. Для оптимального формирования сварочной ванны сварочную горелку рекомендуется слегка наклонять вперед.
Ведите электродугу плавно и не допускайте наплывов, подавая расходный материал к передней кромке зоны сварки. Не ведите горелку рывками, иначе сварочная дуга будет нарушаться и приводить к неравномерному заполнению шва расплавом.
Поскольку самозащитный материал представляет собой металлическую трубочку с порошком внутри, валик, идущий за горелкой, получается довольно узким по сравнению с тем, что получается в процессе применения сплошной проволоки с газовой защитой . Для расширения валика необходимо совершать колебательные движения горелкой: круговые и продольные для угловых соединений и поперечные – при сварке встык.
Для соединения толстых заготовок сварку следует выполнять в несколько слоев. Чтобы в шве не появлялись трещины, первый слой необходимо сформировать на низком ампераже.
Читайте также: