Как работает лазерная резка металла
Обновлено: 18.05.2024
и в ряде случаев они могут заменять друг друга. Какие это случаи, чем отличаются способы резки и какому из них отдать предпочтение?
Особенности лазерной резки
Лазерные установки состоят из трех основных частей:
- Рабочей (активной) среды – источника лазерного излучения.
- Источника энергии (системы накачки), создающего условия, при которых начинается электромагнитное излучение.
- Оптического резонатора – зеркала, усиливающего лазерное излучение.
Металл разогревается на небольшом участке. Процесс раскроя может идти при температуре расплавления или испарения металла. Второй вариант энергозатратней и применяется только для тонких материалов.
Для облегчения работы в зону резки подается газ: азот, гелий, аргон, кислород или воздух. Он необходим для удаления расплавленного металла, поддержания его горения, охлаждения прилегающей зоны, увеличения скорости и глубины резки.
Процесс лазерной резки можно посмотреть на видео ниже:
Виды лазерной резки
По типу рабочей среды лазеры бывают трех типов:
- Твердотельные. В качестве рабочего тела используется стержень из неодимового стекла, рубина или алюмо-иттриевого граната, легированного неодимом или иттербием. Источник энергии – газоразрядная лампа-вспышка или полупроводниковый лазер.
- Газовые. Рабочее тело – углекислый газ или его смесь с азотом и гелием. В зависимости от конструкции такие лазеры делятся на устройства с продольной или поперечной прокачкой и щелевые. Возбуждение газовой среды достигается с помощью электрических разрядов.
- Газодинамические. Рабочее тело – углекислый газ, нагретый до 1 000–3 000 °К (726–2 726 °С). Он возбуждается с помощью вспомогательного маломощного лазера.
Преимущества и недостатки лазерной резки
У лазерной резки есть ряд достоинств:
- благодаря отсутствию контакта с поверхностью разрезаемого металла ее используют для работы с легкодеформируемыми или хрупкими материалами;
- с ее помощью можно изготавливать детали любой конфигурации;
- экономный расход листового металла за счет более плотной раскладки на листе;
- высокая скорость и точность;
- можно резать металлы толщиной до 30 мм.
Недостатками лазерной резки считаются высокое энергопотребление, дорогое оборудование.

Лазерная резка оптимальна для изготовления сложных по конфигурации изделий из тонких металлов
Особенности плазменной резки
Для плазменной резки используют плазмообразующий газ: азот, кислород, смесь водорода с аргоном или сжатый воздух. В охлаждаемом плазмотроне он нагревается до температуры 5 000–30 000 °С и переходит в состояние плазмы: смеси нейтральных атомов, ионов и свободных электронов. В результате газ приобретает способность проводить электрический ток. За счет теплового расширения его объем увеличивается в 50–100 раз и он с огромной скоростью вытекает из плазмотрона. Под воздействием плазмы начинает плавиться металл.
Узнать больше о плазменной резке можно из видео ниже:
Виды плазменной резки
При использовании плазменной резки между электродом и соплом резака возникает электрическая дуга. Для этого используют источники питания постоянного тока. Дуга образуется при поднесении резака к материалу.
Различают аппараты прямого или косвенного действия. В первом случае дуга образуется между катодом плазматрона и разрезаемым материалом (плазменно-дуговая резка). Во втором – внутри резака (плазменно-струйная резка). Этот способ обработки удобен для материалов, не проводящих электрический ток.
Преимущества и недостатки плазменной резки
У плазменной резки 4 основных преимущества:
- Можно работать со сталями, алюминиевыми и медными сплавами, чугуном и прочими материалами.
- Можно изготавливать детали сложной конфигурации.
- Режет металл толщиной до 150 мм.
- Высокая точность.
К недостаткам плазменной резки относят необходимость механической обработки кромок разрезаемых материалов и конусность резов.

Плазменная резка чаще используется в машиностроении
Сравнение лазерной и плазменной резки
Можно выделить основные различия между лазерной и плазменной резкой.
- Толщина металла. Это основной параметр, который отличает два способа раскроя. Лазерная резка не имеет конкурентов при работе с металлами толщиной до 6 мм. При большей толщине замедляется скорость работы, и лазерную резку редко используют для раскроя металлов толщиной более 20 мм.
Плазменная резка эффективна при толщине материала 20–40 мм. Может использоваться для раскроя меди толщиной до 80 мм, чугуна – до 90 мм, алюминия и его сплавов – до 120 мм, легированных и углеродистых сталей – до 150 мм.
Для плазменной резки этот параметр больше – 3–10°. При выполнении отверстий этим способом их выходной диаметр меньше входного.
Плазменная резка воздействует на металлы высокой температурой, и листы толщиной до 0,5 мм могут покоробиться.
При использовании плазменной резки образуется окалина и нужна доработка кромок.
Сравнительные характеристики обоих способов раскроя металлов приведены в таблице ниже:
Стабильна в пределах от 0,2 до 0,375 мм
Меняется из-за нестабильности дуги в пределах от 0,8 до 1,5 мм
Высокая ± 0,05 мм
Меняется в зависимости от износа оборудования в пределах от ± 0,1 до ± 0,5 мм
Не более 1° при толщине металла более 6 мм
Рез сужается в нижней части, поэтому кромка плавно закругляется
Нужно удалять окалину
Невысокое на ограниченном участке
Высокое. Тонкие металлы могут покоробиться
Высокая для металлов не толще 6 мм. Снижается при увеличении толщины листа
Высокая при толщине металла до 40 мм. Снижается при увеличении толщины листа
Заключение
Лазерная резка удобнее при работе с тонколистовым металлом с большим количеством пазов сложной формы. Она позволяет получить чистые и аккуратные резы, поэтому используется для изготовления жетонов, трафаретов, указателей, табличек, декоративных элементов интерьера и деталей для электротехнических изделий.
Плазменная резка оптимальна для работы с металлом средней и большой толщины. Она уступает лазерной по качеству кромок, поэтому применяется в машиностроении или для изготовления строительных деталей и заготовок.
Основы лазерной резки — знания, которые вам пригодятся

Лазеры впервые были использованы для резки в 1970-х годах.
В современном промышленном производстве лазерная резка более широко применяется в обработке листового металла, пластмасс, стекла, керамики, полупроводников и таких материалов, как текстиль, дерево и бумага.
В ближайшие несколько лет применение лазерной резки в прецизионной обработке и микрообработке также получит значительный рост.
Во-первых, давайте посмотрим, как работает лазерная резка.
Когда сфокусированный лазерный луч попадает на заготовку, область облучения быстро нагревается, расплавляя или испаряя материал.
Как только лазерный луч проникает в заготовку, начинается процесс резки: лазерный луч движется по контуру и расплавляет материал.
Обычно для удаления расплава из разреза используется струйный поток, оставляя узкий зазор между режущей частью и рамой.
Узкие швы получаются почти такой же ширины, как и сфокусированный лазерный луч.
Примечание: данная статья является переводом
Газовая резка
Газовая резка - это стандартная техника, используемая для резки низкоуглеродистой стали. В качестве режущего газа используется кислород.
Перед вдуванием в разрез давление кислорода повышается до 6 бар. Там нагретый металл вступает в реакцию с кислородом: он начинает гореть и окисляться.
В результате химической реакции высвобождается большое количество энергии (в пять раз больше энергии лазера).

Рис.1 Лазерный луч плавит заготовку, а режущий газ сдувает расплавленный материал и шлак в зоне разреза
Резка плавлением
Резка плавлением - это еще один стандартный процесс, используемый при резке металла, который также может применяться для резки других легкоплавких материалов, например, керамики.
В качестве газа для резки используется азот или аргон, а воздух под давлением 2-20 бар продувается через разрез.
Аргон и азот являются инертными газами, что означает, что они не вступают в реакцию с расплавленным металлом в надрезе, а просто выдувают его на дно.
Между тем, инертный газ может защитить режущую кромку от окисления воздухом.
Резка сжатым воздухом
Сжатый воздух также можно использовать для резки тонких листов.
Давления воздуха, увеличенного до 5-6 бар, достаточно, чтобы сдуть расплавленный металл в разрезе.
Поскольку почти 80% воздуха - это азот, резка сжатым воздухом - это, по сути, резка плавлением.
Плазменная резка
Если параметры выбраны правильно, то в разрезе плазменной резки с применением плазменного наплавления появляются плазменные облака.
Плазменное облако состоит из ионизированного пара металла и ионизированного газа для резки.
Плазменное облако поглощает энергию CO2-лазера и переводит ее в заготовку, позволяя соединить больше энергии с заготовкой, что позволяет быстрее плавить металл и ускоряет процесс резки.
Поэтому процесс резки также называют высокоскоростной плазменной резкой.
Плазменное облако фактически прозрачно для твердого лазера, поэтому плазменная резка может использоваться только при лазерной резке CO2.

Газифицирующая резка
Газифицирующая резка испаряет материал и минимизирует тепловое воздействие на окружающий материал.
Использование непрерывной обработки CO2-лазером для испарения материалов с низким тепловыделением и высоким поглощением позволяет достичь вышеуказанных эффектов, например, тонкой пластиковой пленки и неплавящихся материалов, таких как дерево, бумага и пенопласт.
Ультракороткоимпульсный лазер позволяет применить эту технику к другим материалам.
Свободные электроны в металле поглощают лазер и резко нагреваются.
Лазерный импульс не вступает в реакцию с расплавленными частицами и плазмой, и материал сублимируется напрямую, не успевая передать энергию окружающему материалу в виде тепла.
В материале для пикосекундной импульсной абляции нет явного теплового эффекта, нет плавления и образования заусенцев.

Рис.3 Газификационная резка: лазер заставляет материал испаряться и гореть. Давление пара вытягивает шлак из разреза
На процесс лазерной резки влияют многие параметры, некоторые из которых зависят от технических характеристик лазерного генератора и станка для лазерной резки, а другие варьируются.
Степень поляризации
Степень поляризации показывает, какой процент лазера преобразуется.
Типичная степень поляризации составляет около 90%. Этого достаточно для высококачественной резки.
Диаметр фокусировки
Диаметр фокуса влияет на ширину разреза и может изменяться путем изменения фокусного расстояния фокусирующей линзы. Меньший диаметр фокуса означает более узкие разрезы.
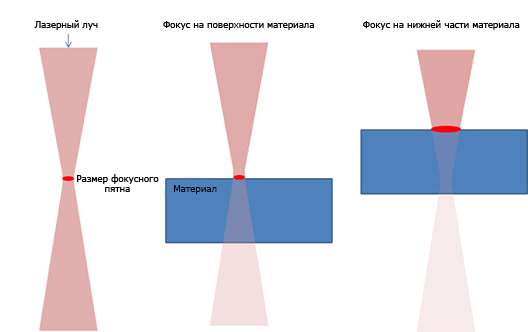
Фокусное положение
Положение фокуса определяет диаметр луча, плотность мощности и форму надреза на поверхности заготовки.

Рис. 4 Положение фокуса: внутри, на поверхности и на восходящей стороне заготовки.
Мощность лазера
Мощность лазера должна соответствовать ьипу обработки, а также типу и толщине материала.
Мощность должна быть достаточно высокой, чтобы плотность мощности на заготовке превышала порог обработки.

Рис.5 Более высокая мощность лазера позволяет резать более толстый материал
Рабочий режим
Непрерывный режим в основном используется для резки стандартного контура металла и пластика толщиной от миллиметра до сантиметра.
Для выплавки отверстий или получения точных контуров используются низкочастотные импульсные лазеры.
Скорость резки
Мощность лазера и скорость резки должны соответствовать друг другу. Слишком высокая или слишком низкая скорость резки может привести к увеличению шероховатости и образованию грата.

Рис.6 Скорость резания уменьшается с увеличением толщины пластины
Диаметр сопла
Диаметр сопла определяет форму потока газа и воздушного потока из сопла.
Чем толще материал, тем больше диаметр газовой струи и, соответственно, больше диаметр отверстия сопла.
Чистота и давление газа
Кислород и азот часто используются в качестве газов для резки.
Чистота и давление газа влияют на эффект резки.
При резке кислородным пламенем чистота газа составляет 99,95 %.
Чем толще стальной лист, тем ниже давление газа.
При резке азотом чистота газа должна достигать 99,995 % (в идеале 99,999 %), что требует более высокого давления при плавлении и резке толстых стальных листов.
Технические параметры
На ранней стадии лазерной резки пользователь должен определить настройки параметров обработки путем пробной операции.
Теперь необходимые параметры обработки хранятся в управляющем устройстве системы резки.
Для каждого типа и толщины материала имеются соответствующие данные.
Технические параметры позволяют людям, не знакомым с технологией, беспрепятственно управлять оборудованием для лазерной резки.
Оценка качества резки
Существует множество критериев для определения качества кромок лазерной резки.
Например, стандарт формы грата, провисания и зернистости можно оценить невооруженным глазом.
Прямолинейность, шероховатость и ширина надреза должны быть измерены специальными приборами.
Осаждение материала, коррозия, область термического воздействия и деформация являются важными факторами для измерения качества лазерной резки.

Перспективы в будущем
Непрерывный успех лазерной резки находится за пределами досягаемости большинства других методов. Эта тенденция продолжается и сегодня. В будущем применение лазерной резки будет становиться все более и более перспективным.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Принцип лазерной резки
Основное назначение лазерной резки – раскрой листовых материалов, преимущественно металлов. Ее главное достоинство заключается в возможности изготовления деталей, имеющих сложные контуры. В этой статье мы расскажем о том, каков основной принцип лазерной резки .
Основной принцип лазерной резки
Лазерный луч (так называемый лазер) – это когерентное монохроматическое вынужденное излучение узкой направленности, инициатором которого в активной среде выступает внешний энергетический фактор (электрический, оптический, химический и т. д.). В основе этого физического явления лежит способность веществ излучать волны определенной длины.
Фотонное излучение происходит в момент столкновения атома с другим когерентным (идентичным) фотоном, который не поглощается в процессе. Фотоны, которые при этом становятся «лишними», и образуют лазерный луч.

Принцип лазерной резки заключается в том, что излучение оказывает тепловое воздействие на обрабатываемые материалы. В процессе обработки происходит нагревание металла до температуры плавления, а затем до температуры кипения, достигнув которой материал начинает испаряться. В связи с высокой энергозатратностью, такая обработка подходит для металлов небольшой толщины.
Работа с относительно толстыми листами выполняется при температуре плавления. Для облегчения процесса применяют подаваемый в зону обработки газ. Чаще всего пользуются азотом, гелием, аргоном, кислородом или воздухом. Задача газа заключается в удалении из области резки расплавленного материала и продуктов сгорания, поддержании горения металла и охлаждении прилегающих зон. Самым эффективным газом, используемым в процессе обработки, является кислород, позволяющий повысить скорость и глубину реза.
Благодаря высокой концентрации энергии лазерный луч проникает в материал обрабатываемой детали. За счет его воздействия в зоне резки происходит расплавление, испарение, воспламенение или другие процессы, меняющие структуру металла и вызывающие его исчезновение.
Лазерная резка схожа с обычной механической, но вместо режущего инструмента используется луч лазера, а также нет отходов, которые при механической обработке представляют собой металлическую стружку, а при работе с лазером они просто испаряются.
Срез металла при лазерной обработке очень тонкий, к тому же сама область реза очень мала (включая минимальную деформацию и температурную нагрузку на прилегающие зоны). Благодаря этим особенностям резка лазером является наиболее высококачественным способом обработки металлов. К тому же принцип лазерной резки позволяет использовать ее в работе практически с любыми материалами, независимо от конструкционных особенностей, формы и размера (включая бумагу, резину, полиэтилен и др., которые в силу мягкости или малой толщины не могут быть обработаны фрезой).
Прежде чем перейти к описанию принципа лазерной резки, поговорим об установках для работы с лазером, состоящих из трех основных частей:
- Рабочей (активной) среды, создающей лазерное излучение.
- Источника энергии (системы накачки), благодаря которому возникает электромагнитное излучение.
- Оптического резонатора, представляющего собой систему зеркал, которые усиливают излучение.
Возникновение лазерного луча можно описать следующим образом – за счет источника энергии активная среда (к примеру, рубиновый кристалл) из внешней среды получает фотоны, имеющие определенной энергию. Проникая в активную среду, фотоны вырывают из ее атомов аналогичные частицы, однако сами в процессе не поглощаются.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Активная среда дополнительно насыщается за счет действия оптического резонатора (например, двух параллельно расположенных зеркал), благодаря чему имеющие одинаковую энергию фотоны многократно сталкиваются с атомами, тем самым порождая новые фотоны. Одно из зеркал оптического резонатора делают полупрозрачным, позволяющим пропускать фотоны в направлении оптической оси (в виде узконаправленного луча).

Лазерная резка металлов обладает следующими преимуществами:
- Поскольку режущий элемент не вступает в механический контакт с разрезаемой поверхностью, возможно обрабатывать легкодеформируемые или хрупкие материалы.
- Принцип лазерной резки позволяет работать с металлами, имеющими различную толщину. У стальных заготовок она может варьироваться от 0,2 до 30 мм, у алюминиевых сплавов – от 0,2 до 20 мм, у медных и латунных деталей – от 0,2 до 15 мм.
- Лазерная резка отличается высокой скоростью.
- Этот способ позволяет работать с заготовками, имеющими любую конфигурацию.
- Благодаря лазерной резке детали имеют чистые кромки, а отходы практически отсутствуют.
- Резка отличается высокой точностью – до 0,1 мм.
- Плотная раскладка заготовок на листе обеспечивает более экономичный расход листового металла.
Этот способ обработки имеет и определенные недостатки, в первую очередь речь идет о высоком потреблении энергии, а также об использовании дорогостоящего оборудования.
Какие лазеры используют для резки
Линейка лазерных установок достаточно велика. В основе классификации обычно лежит вид активной среды (лазеры могут быть твердотельными, газовыми, полупроводниковыми), тип подачи энергии (импульсные установки или имеющие постоянную мощность), размеры оборудования, мощность излучения, назначение и т. п.

Выбирая подходящий вид лазерной резки следует исходить из типа материала, который необходимо обработать. При помощи углекислотных лазеров можно выполнять многочисленные операции (резку, гравировку, сварку) с различными материалами (металлами, резиной, пластиком, стеклом).
При необходимости раскроя листов латуни, меди, серебра, алюминия лучшим выбором станет твердотельная волоконная установка. С ее помощью обрабатывают только металлы.
В зависимости от типа рабочей среды существует следующая классификация лазеров:
Основной элемент твердотельных лазерных установок – осветительная камера, в которой расположены источник энергии и твердое рабочее тело. В качестве источника энергии выступает мощная газоразрядная лампа-вспышка. Рабочее тело представляет собой стержень, выполненный из неодимового стекла, рубина или алюмоиттриевого граната, легированный неодимом или иттербием.
С обоих торцов стержня размещены зеркала, одно из которых является отражающим, второе – полупрозрачным. Рабочее тело создает лазерный луч, который, многократно отражаясь и при этом усиливаясь, проходит сквозь полупрозрачное зеркало.
Рекомендуем статьи по металлообработке
Волоконные установки также входят в число твердотельных. В качестве источника энергии в таком оборудовании выступает полупроводник, а для усиления излучения используется стекловолокно.
Чтобы понять принцип лазерной резки и работы установки в целом, обратимся к оборудованию, в котором рабочая среда представлена гранатовым стержнем, в качестве легирующего материала выступает неодим. Ионы неодима играют роль активных центров. За счет поглощения излучения газоразрядной лампы они возбуждаются, то есть получают излишнюю энергию.
При возвращении ионов в первоначальное состояние происходит отдача ими фотонной энергии, т. е. электромагнитного излучения (света). За счет фотонов в обычное состояние переходят и другие возбужденные ионы. Этот процесс носит лавинообразный характер. Благодаря зеркалам лазерный луч движется в заданном направлении. Отражаясь, фотоны много раз возвращаются в рабочее тело и вызывают образование новых фотонов, усиливая тем самым излучение. Отличительными чертами луча являются его узкая направленность и значительная концентрация энергии.
В качестве рабочего тела таких установок выступает углекислый газ в чистом виде либо в смеси с азотом и гелием. Посредством насоса газ поступает в газоразрядную трубку. Для возбуждения используются электрические разряды. Усилению отражения также способствуют зеркала – отражающее и полупрозрачное. В соответствии с конструктивными особенностями установки могут иметь продольную и поперечную прокачку или быть щелевыми.
Какие параметры нужно учитывать при лазерной резке металлов
Лазерная резка подходит для работы не только с металлами, но и с резиной, линолеумом, фанерой, полипропиленом, искусственным камнем и стеклом. Обработка лазером применяется в приборо-, судо- и автомобилестроении, для создания элементов электротехнических устройств, сельскохозяйственных машин. Используя принцип лазерного раскроя, изготавливают жетоны, трафареты, указатели, декоративные элементы интерьера и пр.

Принцип лазерной резки зависит от многих параметров. Необходимо учитывать, с какой скоростью выполняется обработка, лазер какой мощности при этом используется, какова его плотность, фокусное расстояние, также учету подлежат диаметр луча и состав излучения, а также марка и вид обрабатываемого материала. Например, скорость резки низкоуглеродистых сталей примерно на 30 % выше, чем при работе с нержавейкой. Снижению скорости практически в два раза способствует замена кислорода обычным воздухом. Лазер мощностью 1 кВт разрезает алюминий со скоростью примерно 12 м/с, титан – 9 м/с (при использовании кислорода в качестве активной среды).
Разберем принцип лазерной резки на следующем примере. За основу берем мощность лазера 1 кВт, в качестве активной среды выступает кислород, подаваемый в рабочую область под давлением 0,5 МПа, диаметр луча равен 0,2 мм.
Как резать лазером медь и другие светоотражающие металлы?

Лазерная резка низкоуглеродистой и нержавеющей стали имеет долгую историю и является одним из применений CO2-лазеров. Однако CO2-лазеры традиционно не являются хорошим решением для резки материалов с высокой отражательной способностью.
Длина волны излучения волоконных лазеров составляет около 1,07 мкм, по сравнению с 10,6 мкм у традиционных альтернатив CO2. Лазерный свет с длиной волны 1,07 мкм не только меньше отражается и, следовательно, легче поглощается, но и более короткая длина волны может быть сфокусирована в пятно, диаметр которого составляет примерно 1/10 диаметра луча CO2. Это обеспечивает значительно более высокую плотность мощности, что облегчает проникновение в металл. При таких высоких уровнях плотности мощности металлы, такие как медь и латунь, быстро проходят через фазовый переход в расплавленное состояние, поэтому лазерный луч быстро преодолевает барьер отражения таких металлов для начала эффективного процесса резки. Резка таких металлов оказалась сложной при использовании CO2-лазеров.
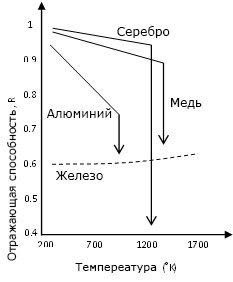
Какие металлы отражают при лазерной резке?
Медь, латунь, бронза, серебро, золото и алюминий в твердом состоянии хорошо отражают инфракрасный свет. Алюминий, однако, не считается отражающим металлом для практических целей резки волоконным лазером .
Почему лазерная резка латуни и меди настолько сложна?
- Низкое поглощение инфракрасного лазерного излучения затрудняет резку этих металлов;
- Медь и латунь (медно-цинковый сплав) являются хорошими отражателями (и, следовательно, плохими поглотителями) инфракрасного (ИК) лазерного света, особенно в твердом состоянии;
- Чистая медь в твердом состоянии отражает> 95% ближнего ИК-излучения (длина волны ~ 1 мкм);
- Отражательная способность меди и других отражающих металлов уменьшается, когда металл нагревается, и резко падает, когда материал плавится (например, до
Распространенные проблемы при лазерной резке отражающих металлов
При оптимальном выборе лазера, оптики и процесса резки лазерный луч быстро расплавляет поверхность отражающих материалов, затем взаимодействует с более поглощающим расплавленным металлом и инициирует эффективный, стабильный процесс резки. Неправильный выбор лазерной/оптической установки или использование неоптимальных параметров процесса может привести к чрезмерному сближению лазера с твердым металлом и, следовательно, к чрезмерному количеству отраженного света. Слишком большое отражение, в свою очередь, приводит к неэффективности процесса резки и потенциальному повреждению оптики.
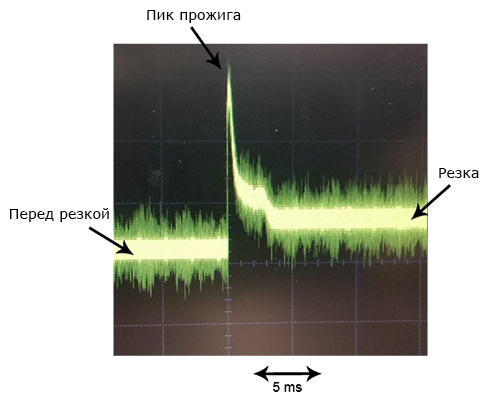
Критической стадией при резке отражающего металла является начало процесса, особенно стадия прожигания, когда лазер взаимодействует с твердым металлом. После создания разреза лазерный луч в основном взаимодействует с расплавленным материалом.
Какие факторы важны для успешной резки меди и латуни с помощью волоконного лазера?
Следующие параметры процесса важны для резки меди и латуни с помощью волоконных лазеров:
Отступите от максимальной скорости подачи, которую может поддерживать процесс, примерно на 10 - 15%, чтобы избежать риска того, что резка погаснет, тем самым применяя высокий уровень энергии луча к материалу в его наиболее отражающем состоянии. Если вы сомневаетесь, начните с более медленной скорости, чем та, которую может выдержать процесс. Перед перемещением луча для начала резки дайте время выдержки, чтобы убедиться, что отверстие пробито насквозь.
Как для прожига, так и для резки, установите положение фокуса как можно ближе к верхней поверхности, насколько позволяет качество резки. Это сводит к минимуму количество поверхностного материала, который взаимодействует с лучом в начале процесса, тем самым максимизируя плотность мощности луча, что приводит к более быстрому плавлению.
| Толщина меди | 1 мм | 1,5 мм | 2 мм | 3 мм | 4 мм | 6 мм |
| Минимальная пиковая мощность, необходимая | 1000 Вт | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт |
Настройка мощности
Использование максимальной пиковой мощности, доступной для прожига и резки, сокращает время, в течение которого материал находится в наиболее отражающем состоянии. Приведенную выше диаграмму можно использовать в качестве консервативного руководства для начала разработки процесса.
Режущий газ
При прожиге и резке меди в качестве режущего газа обычно используется кислород под высоким давлением (100-300 фунтов на квадратный дюйм в зависимости от толщины) для повышения надежности процесса. Когда используется кислород, образование оксида меди на поверхности снижает отражательную способность. Для латуни подойдет азотный газ для резки.
Читайте также: