Как сделать металлический цилиндр
Обновлено: 18.05.2024
Изготовление из листового металла цилиндров большого диаметра с внутренними кольцами жесткости обычно производится путем разрезания листов стандартного размера на несколько кусков, каждый из которых изгибают в вальцах соответственно диаметру колец жесткости, после чего вручную на специальном стенде собирают отдельные части в форму цилиндра, прихватывая их, а затем приваривая.
При этом листовой обод цилиндра часто получается неправильной формы и недостаточно плотно прилегает к кольцам жесткости, а предварительное изгибание листов требует наличия вальцевого стана.
Предлагаемый способ позволяет изготовлять цилиндры на любой строительной площадке и не требует гибочного валкового стана.
По предлагаемому способу лист металла кладется на горизонтальную площадку, а на него устанавливается каркас из разъемно-скрепленных между собою колец жесткости. Кромка листа прикрепляется вдоль образующей к кольцам жесткости каркаса, который затем перекатывается по листу, огибая его вокруг себя. Лист прикрепляют к кольцам жесткости и снимают с них те из разъемных креплений каркаса, которые стали ненужными.
На фиг. 1 показан каркас сбоку и в разрезе; на фиг. 2 — вид сбоку площадки для изготовления цилиндра; на фиг. 3 и 4 — вид спереди и сбоку с частичными разрезами приспособления для прижимания каркаса к листу металла.
Кольца жесткости 1 из швеллерного или таврового железа изготовляются в небольших вальцах. При сборке каркаса расстояние между кольцами 1 устанавливается гребешками. Корпус 2 гребешка представляет собой кусок двутаврового железа с прорезью 3. Плоские скобы 4, крепящиеся к корпусу 2, охватывают снаружи кольца 1. Против каждого гребешка в кольца 1 вложен внутри кусок швеллерного железа 6, скрепленный с корпусом 2 болтами 6.
Сборка каркаса производится на шаблоне, состоящем из трех швеллерных балок 11, расположенных на деревянной площадке 12 по образующим цилиндра. Кольца 1 устанавливают на шаблон лебедкой и крепят хомутами, после чего скрепляют гребешками к кусками швеллерного железа 5.
Обертывание каркаса листовым железом производится на специальной площадке, которая состоит из продольных деревянных брусьев 7 и поперечных и продольных рельсов 8 и 9. На каркас кладут подлежащие навертыванию на кольца жесткости металлические листы 10. Края листов приваривают в местах 13 к кольцам 1. Катят каркас по листам, и, по мере надобности, снова приваривают края к кольцам 1, сваривая листы между собой.
По мере катания каркаса и скрепления его с листами 10, ставшие ненужными гребешки снимают. Катание каркаса производят лебедкой с канатом 14, имеющим две ветви, проходящие под листами 10 и охватывающие каркас снаружи.
Для прижимания каркаса к листам 10 служат трубы 15 с болтами 16.
Способ изготовления цилиндров из листового металла с кольцами жесткости внутри, отличающийся тем, что конец плоского листа прикрепляют вдоль по образующей к цилиндрическому каркасу из разъемно-скрепленных друг с другом колец жесткости и перекатывают этот каркас по листу, периодически прикрепляя их друг к другу и освобождая, делающуюся вследствие этого ненужною часть разъемных креплений колец жесткости.
Как изогнуть железный лист без гибочного станка
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время. Для работы не понадобится гибочный станок, обойдемся небольшим набором инструментов, которые есть в мастерской.
Существует простой способ сделать это и без специальных приспособлений наподобие листогиба.

Что понадобится для сгибания листа
Понадобятся измерительные инструменты, болгарка с камнями толщиной 1 мм и 2 мм. Для техники безопасности требуется иметь специальные очки. Гнуть будем листовую сталь толщиной 2 мм, размеры подбираются в зависимости от чистой длины и ширины с учетом величины подгибов. Гнуть надо на любом ровном профиле металлическим молотком.

Технология загиба листового материала
Процесс рассмотрим на примере изготовления крышки для коптильни. Толщина листа в нашем случае 2 мм.

Сделайте разметку на листе. На каждый изгиб предусмотрено 35 мм, для загиба рекомендуется вычесть из этого размера по 4 мм. Соответственно, на листе надо нарисовать прямоугольник 508×308 мм, изгибы получатся длиной по 31 мм. Под линейку проведите линии.

Чтобы лист можно было легко согнуть, необходимо прорезать небольшие канавки. Наденьте защитные очки или маску и болгаркой ровно пройдитесь по линиям, глубина резания примерно один миллиметр, но не более. Толщина диска 1 мм.

Поменяйте диск на 2,5 мм и еще раз пройдитесь по линиям. Пользоваться двумя дисками надо по двум причинам.
- Тонким диском намного легче работать, он дает ровный срез, проще контролировать глубину.
- Широкий диск увеличивает пропил, что позволяет загибать металл без упора о кромки.
Прорежьте одну сторону угла, полностью они срезаются после изгиба.

Приступайте к гибке листа. Точно по линии пропиливания положите его на профиль, согните вначале одну сторону, затем противоположную.

Обстукивайте постепенно по всей длине, гните медленно, не пытайтесь сделать сразу большой угол.



Повторите операции с оставшимися краями листа. Если линия получилась не идеальной, то поставьте деталь на ребро и подровняйте проблемные места.
Проверьте изделие. Все в норме – отрежьте болгаркой оставшиеся хвостики.

Проварите места срезов на углах. Болгаркой уберите окалину, потеки металла и острые края, придайте товарный вид.

Заключение
Ровным изгиб получается за счет предварительного прорезания, по этим линиям металл гнется намного быстрее, а толстые края не деформируются. Таким методом можно гнуть толстые листы под различные изделия.
Смотрите видео
Как сделать трубу из жести без станка
Домашние мастера придумали много способов сгибания металлического листа в трубу без применения станка.

Предлагаем вариант с применением походящей по размерам болванки. Делают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.

Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.

Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Технология гибки листового металла своими руками
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.

Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.

После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.

Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.

Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.

Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.


Свой 2-тактный мотор: песочница, куличики и 10кг расплавленного металла
В прошлой части был показан процесс разработки модели цилиндра. В этой речь пойдет о его материализации. На момент начала этой работы у меня имелся опыт литья нескольких сотен мелких деталей из алюминия и мучительной отливки прошлой версии цилиндра, которая так и не была закончена. Ее удалось отлить лишь с пятого или шестого раза, уже и не помню… А ведь на каждый комплект одноразовых форм приходилось тратить около месяца работы. Проблема была в захвате воздуха литниковой системой — при заливке металл захватывал воздух, который образовывал пустоты в теле. Какие только литниковые системы я не пробовал, какие только советские литейные талмуды не читал все было без толку. И так бы продолжалось и далее пока я не решил испробовать радикальное решение проблемы — наклонный под 30-45° к вертикали литник большого сечения. С ним отливка сразу получилась как нужно.

Осенью 17-го года товарищ позвал меня с ним участвовать в конкурсе «умник», поскольку сам он уже участвовал, а второй раз нельзя. По сему гранту выдают де-юре 0,5Мруб на два года без какой-либо отчетности о растратах, хотя де-факто на руках оказывается 4/5 от общей суммы. Так уж повелось, что на эти деньги принято покупать самобеглую повозку. Я же хотел иначе и согласился с условием потратить деньги на развитие мастерской и, по-крайней мере, купить фрезерный станок. Как я понял, это в планы моего коллеги не входило и в дальнейшем разговор не поднимался. Позже я узнал, что был найден другой прокси. Данный факт задел мое самолюбие, и я решил, что у меня будет свой грант со станками и оснасткою. Оставалось найти проект, в котором будет что-то протаскиваемое в тематику, и тут как нельзя лучше подвернулся тянувшийся на тот момент около пяти лет CR620/724. На тот момент у меня были готовые модели цилиндра 724см³ и сопутствующей мелочевки и кроме того возможность реализовать это своими силами — 3D-печать, технология литья, рабочая литниковая система для таких сложных отливок и токарный станок. Я решил, что грант пойдет на косвенные траты по проекту, а делаться будет, в основном, за свой счет. В случае победы я получал жесткие сроки, с коими у меня проблема. Заявка прошла. Необходимость показать какие-то железяки на финальном этапе отбора проектов вынудила меня ускориться.
Экспозиция дана и теперь настало время перейти непосредственно к технической части.
Процесс изготовления литейной оснастки
Методы литья бывают как с многоразовой модельной оснасткой, так и с одноразовой. Модельная оснастка нужна для получения литейных формы. Заливка металла производится в литейные формы, которые тоже бывают многоразовые (металлические, в основном при использование литья под давлением). Литейная форма состоит из внешней формы и внутреннего стержня, задача которого — сформировать полости в отливке. В данном проекте было использовано литье в землю, то есть в одноразовые литейные формы, состоящие из смеси минералов.
Для применения многоразовой модельной оснастки необходимо в процессе проектирования отливки учитывать проблему извлечения элементов литейных форм из модельной оснастки (многоразовая модельная оснастка аналогичного цилиндра, стержень(крайний справа) и отливка(по центру) показана на главной картинке статьи). Часто, например, картер мотоциклетного двигателя и его крышки, для получения литейных форм достаточно четырех деталей модельной оснастки (две полуформы наружной поверхности и две для стержня). Однако, для цилиндра двухтактного двигателя, из-за сложной геометрии внутренних полостей, нужен набор из примерно двух десятков деталей модельной оснастки. А поскольку в рамках данной работы не ставится цель получить много одинаковых отливок, то было принято решение использовать одноразовую модельную оснастку.
На предыдущем этапе была получена модель цилиндра как готовой детали. Отливка представляет собой готовую деталь с литниковой системой и припуском под обработку. Вверху отливки были выполнены прибыли для питания отливки расплавом при кристаллизации, это позволяет сместить области усадки из отливки в литниковую систему, а так же обеспечить отвод вытесняемого воздуха.

Модель отливки цилиндра
Для получения отливки было использовано литье по выплавляемым моделям. В этом случае модельная оснастка представляет собой модель отливки из легкоплавкого материала (литейного воска или подходящего пластика). В данном проекте был использован пластик PLA (полилактид), поскольку он, в отличие от многих других, имеет явную температуру плавления, после которой его вязкость резко уменьшается, что позволяет ему легко вытечь из литейной формы, в отличии от ABS, который имеет недостаточно низкую вязкость до, по крайней мере, 300°С. При прокаливании остатки пластика сгорают с образованием незначительного количества твердых отходов, которые, в отличии от ABS пластика, не сцеплены со стенками литейной формы и легко выдуваются сжатым воздухом. При нагреве ABS до 700-800°С без хорошего доступа кислорода образуются твердые тела, сцепленные с формой, которые потом портят отливку.
Для литья по этой технологии важным является газопроницаемость литейной формы, ибо в ней все равно остаются вещества, переходящие в газовую фазу при нагреве до температуры расплава. В случае плохой газопроницаемости материала литейной формы в отливке образуются газовые пузыри, что является одной из наиболее частых причин брака в литейном деле.
Пластиковая модель отливки цилиндра была изготовлена путем трехмерной печати. Однако, размер области печати принтера меньше габаритов отливки, из-за чего пришлось разбить ее на составные элементы. Изготовление всех остальных деталей было выполнено с помощью этого же процесса.

Разбиение модели отливки цилиндра для трехмерной печати
Изготовление модели цилиндра двигателя и его литейных форм
Модель была напечатана слоем 250мкм из PLA пластика и состояла из двадцати частей. Все части модели отливки печатались с 10% заполнением. Компоненты модели были собраны на центрирующих штифтах и склеены, а стыки между ними заделаны литейным воском. Без заделки стыков на отливке будут повторены щели между ними, которые тяжело вычищаются от остатков формовочной смеси и являются концентраторами напряжения. В модели были выполнены технологические отверстия в рубашку охлаждения. Эти отверстия создают дополнительные опоры для непрочного, в силу своей геометрии, стержня рубашки охлаждения. Иначе во время заливки он может расколоться от неравномерного нагрева и его осколки будут увлечены течением расплава, что уже приводило к браку похожих отливок. Любое повреждение литейных форм при заливке порождает свободные частицы, которые всегда портят отливку. Поэтому лучше сделать технологические отверстия в удобных местах, чем потом придумывать как заварить дефект где-то внутри.
Материалом для литейных формы служил просеянный песок фракции 0,63мм в смеси с натриевым жидким стеклом в пропорции 4/1. Формовочную смесь необходимо тщательно утрамбовать и уделить особое внимание каналам в отливке. Перед захоронением модели с заполненными каналами в формовочную смесь желательно снять небольшой слой смеси с выходов каналов — она успевает начать твердеть на воздухе и после литейная модель может расколоться по этим поверхностям, чего бы не хотелось. После завершения формовки для затвердения смеси ее необходимо через проколы продуть углекислым газом. CO₂ разрывает связь между оксидом натрия и оксидом кремния в жидком стекле и SiO₂ сцепляет песчинки между собой. При продувке слышен характерный хруст, который свидетельствует о том, что процесс отвердения идет. На каждый прокол требуется порядка 1/2 минуты подачи углекислого газа. Особенно важно хорошо продуть стержень.
Для изготовления литейных форм модель отливки была установлена в опоки и свободное пространство в опоке и внутри модели было заполнено смесью песка с натриевым жидким стеклом. Из этой же смеси были изготовлены литник и плита, увеличивающая высоту прибылей. Все компоненты литейной формы были собраны вместе и обложены с зазором кирпичом.

Собранная модель отливки
Литник был выполнен наклонным под углом 45° к вертикали.

Проверка сопряжений литейных форм
На следующем шаге пластик из литейной формы был выплавлен, а она прокалена и продута сжатым воздухом для удаления осыпавшегося песка с золой. После предыдущих операций литейная форма была оставлена в печи, поскольку лишние циклы нагрева могут повлечь ее растрескивание, что может повлечь отделение части стержня, последствия чего описаны выше.

Прокаленная литейная форма
Выполнение отливки цилиндра двигателя и ее механическая обработка
Для заливки был использован силумин марки АК9ч, поскольку он обладает хорошей прочностью и жидкотекучестью, низкой литейной усадкой и является классическим выбором для изготовления цилиндров и блоков двигателей с чугунными гильзами. Слитки были разделены на небольшие, влезающие в тигель фрагменты, и расплавлены в плавильной печи(печь самодельная, могу осветить конструкцию). Когда расплав прогрелся до температуры на 20°С ниже температуры заливки, из печи была извлечена нагретая до 300°С литейная форма, которая оставалась нагретой с прокалки, и установлена в подготовленную кирпичную опалубку.
Пространство между формой и опалубкой было засыпано песком для предотвращения вытекания расплава из возможных трещин, а стыки компонентов формы были заделаны формовочной смесью. Заливка была выполнена при температуре расплава в 740°С. Больно ответственный момент для мыслей о картинках и отвлекаться на другого человека с фотоаппаратом тоже не хочется Когда отливка остыла, форма была разбита, стержень выбит, а остатки формовочной смеси, находящиеся в труднодоступных местах, были вымыты мойкой высокого давления. Литниковая система была отрезана, технологические отверстия в отливке были заварены, а сама отливка прошла искусственное старение без предварительной закалки согласно ГОСТ 1583-93.
Фотографий заливки увы нет.

Отливка цилиндра
Должен заметить, что проблема извлечения стержней существенна. При сложной геометрии и прочной смеси она может быть неразрешимой. При проектирование отливки стоит заранее думать как и чем подлезть внутрь. Для извлечения стержня я использовал так же и технологические отверстия отливки, которые его укрепляли. Без них, скорей всего, стержень извлечь не удалось бы. Основной объем материала был извлечен шуруповертом с буром от перфоратора. Бур обладает твердосплавной напайкой и поэтому не тупится о песок. Там, куда буром не подлезть, можно использовать толстую стальную проволоку или распушенный стальной трос, вращаемый шуроповертом. После того, как каналы стали сквозными остатки формовочной смеси хорошо поддаются мойке высокого давления. Тем не менее даже после всех манипуляций в рубашке охлаждения остались кусочки формовочной смеси на стенках и в процессе обработки они нет-нет, да вываливались.
Вместо заключения
По проекту будет использован низ двигателя картера Honda CR500. Картер был модифицирован для расширения продувочных каналов, юбки гильзы большего диаметра и переноса шпилек. В проект цилиндра была заложена возможность увеличения хода поршня до 95мм в новом картере, из-за опасения повреждения родного картера.
С моделью отливки и полузаконченным цилиндром 620см³ я таки выиграл грант, это было в ноябре 17-го года. Отливка 724см³ была выполнена лишь в марте. На прокалку формы и литье потребовалось чуть более суток непрерывной работы. По-моему мнению, литье отличается от, например, сварки тем, что это необратимый процесс — если где-то проблема, то нельзя вернуться на шаг назад, а только в самое начало. Особо страшно было с одноразовой пластиковой моделью. Наиболее волнующий момент — разбиение литейных форм, это сравнимо с открытием подарка на новый год в детстве, только ставки значительно больше. К счастью, отливка хоть и не как задумано, но получилась удовлетворительной с первого раза. Какое же это было облегчение! Теперь предстояло обрабатывать ее и делать всякие сопрягаемые детали.
Прошлые части:
Цилиндр из листа

Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Есть задача сделать в детали паз на подобии как классического шпингалета. Пока что паз получается создать в две операции, вырезая пазы в перпендикулярных плоскостях, с последующим скруглением углов, но в дальнейшем к такому пазу не срабатывает сопряжение "Slot". Как сделать паз по 3d траектории? Спасибо.

Доброго времени, форумчане, пользователи мастерам. Вопрос знатокам- кому -нибудь приходилось программировать горизонтально- фрезерный станок? В чем фишка? Пост беру mill 3х осевой, горизонтальный, операция "круговое фрезерование, (не суть, может, и сверление), поигрался осями, планами, белкпот, верификация, правильно, а вот по координатам беда отсчитывает по Z, а рабочее движение по Х

Тогда такой план. 1. Модальный анализ, смотрим на каких частотах может вибрировать конструкция и какую форму примут эти вибрации. Да, тут давление ничем особо не помогает, но если оно высокое оно маломальски деформирует трубу, это возможно даст свой эффект. Кроме того нужно учесть массу воды в них чтобы получить правильный частоты. 2. Проводим гармонический анализ Это покажет амплитуду вибраций в конструкции. Он бы показал как вибрирует конструкция при изменении нагрузки от низкой частоты к высокой. Но данных по разгону (спектр частот) нет. Есть к примеру рабочий диапазон 50-52 Гц. Но что является критерием что конструкция годна или негодна по итогам расчета? Моменты в трех плоскостях

Дальше можно не продолжать. Откуда такая уверенность? Попробовал? У тебя в подписи есть ПроЕ. Крео умеет строить по уравнению только кривые (причем, не всегда лучшим образом, в отличии, например, от NX). Поверхности по уравнению он строить не умеет.

Может быть параметры слетели. Посмотрите, есть ли параметры, например, ItemRevision_DefaultChildProperties и ItemRevision_PseudoFolder
Она и есть фрагментом. Ну т.е. есть фрагмент Полка. Внутри этого фрагмента примитив (сама полка) и сборка стяжек. Сделано так, чтобы сборка стяжек автобулевой операцией формировала отверстия под стяжки. Или подразумевалось, что должен быть фрагмент полки. потом создаем новую сборку и туда вставляем этот фрагмент полки и сборку стяжек? Выставил фильтр (меньше или равно, уровень 2) вроде стяжки появились, что радует. Не радует, что вместе с ними появилась сборочная единица Корпус, которой быть не должно, т.к. эта сборка и есть Корпус. Или у меня уже ум за разум зашел.
Спрутом давно пользуемся. 5 осей нет у нас, работали в 4-х (3+1). Шнеки обрабатывали. Все работает хорошо, пост тоже заказывали у разработчиков, допиливали - отправляли им то, что нас не устроило. Ответы приходили достаточно быстро. Сейчас в дополнение к полной версии приобрели эконом-вариант (на простые работы) Спрут-Практик. Платим по подписке 1900 рублей в месяц. так же все работает без проблем. Единственное, что немного напрягает, от версии к версии интерфейс меняется, иногда достаточно серьезно, приходится привыкать регулярно. Про ТФ писать не буду подробно, работал в нем с 2009 года. Освоение для части сотрудников проходит болезненно, но те, кто освоил принципы его работы, не жалуются.
Построение развертки цилиндра. Развертка усеченного цилиндра. Формула развертки цилиндра.
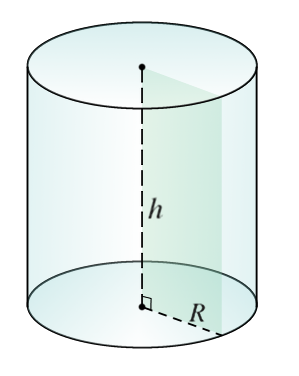
Цилиндр диаметром D и высотой H показан на рис. 1. Развертка представляет собой прямоугольник длиной с = πD и высотой Н.
Прямой круговой цилиндр, усеченный плоскостью, параллельной его оси, показан на рис. 2. Развертка представляет собой прямоугольник высотой Н и длиной L = b + k, где b = πDᵠ/360° и k = 2 √((D/2) 2 – a 2 ) = 2a tg (ᵠ/2).
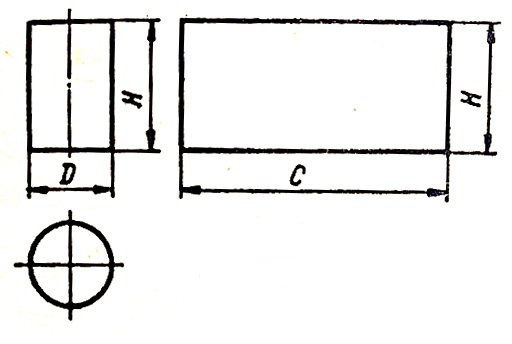
Рис. 1.
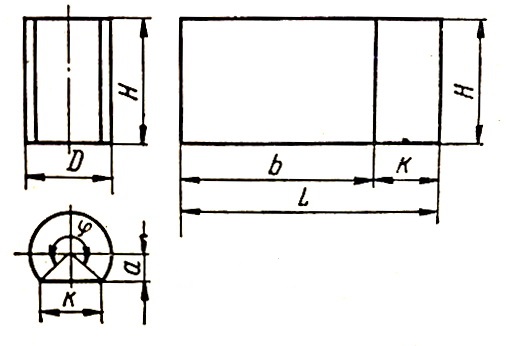
Рис. 2.
Развертка прямого кругового цилиндра из ленты. Расчет развертки цилиндра.
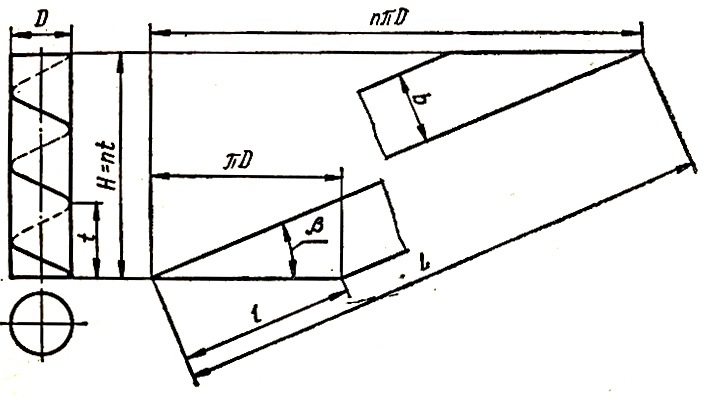
Рис. 3.
Цилиндр показан на рис. 3. При определении развертки можно использовать следующие зависимости:
D — диаметр цилиндра;
t — шаг винтовой линии;
n — число полных витков на общей длине цилиндра H, Н = nt;
b — ширина ленты;
L — общая длина ленты;
Развертка усеченного цилиндра.
Цилиндр показан на рис. 4.

Рис. 4.
Для получения развертки горизонтальная проекция цилиндра делится на равные части и точки деления нумеруются (в данном случае от 0 до 12). Из точек деления проводятся вертикали до пересечения верхнего основания в точках 0′1, 1′1…, 6′1. На продолжении прямой 0’6′ откладывается отрезок длиной с = πD, который делится на принятое число равных частей. Из точек деления 00, 10, …, 60 строятся перпендикуляры до их пересечения с соответствующими горизонтальными линиями в точках 0 0 1, 1 0 1, …, 6 0 1. Полученные точки соединяются плавной кривой. Ввиду симметричности остальные точки кривой находит аналогичным путем.
Линию развертки можно определить и таким способом. На расстоянии h1 = (h + H)/2 от линии 0 0 12 0 проводится параллельная прямая. Из центра S, лежащего на прямой, описывается полуокружность радиусом А. Полуокружность делится на равные части, число которых равно половине точек деления развертки (в данном случае на шесть). Через точки деления 0ꞋꞋ, 1ꞋꞋ, …, 6ꞋꞋ проводятся горизонтальные прямые до пересечения вертикалей, проходящих через 0 0 , 1 0 , … , 12 0 . Полученные точки 0 0 1, 1 0 1, …, 12 0 1 соединяются плавной кривой.
Верхнее основание цилиндра представляет собой эллипс с полуосями a = D/2 cos α = 0′13′1 и b = D/2.

Рис. 5.
При аналитическом определении координат точек кривой развертки цилиндра, усеченного плоскостью под углом α (рис. 5), могут быть использованы следующие зависимости:
xk = kx1 = πD/2 kε/180°; yk = D/2 tg α sin kε = A sin kε = A sin ᵠi,
где х1 = πD/ (2n) = πD/2 ε/180° — длина дуги окружности основания цилиндра, разделенная на 2n равных частей; ε = 360°/2n — центральный угол, соответствующий одному делению; k — порядковый номер точки; A = (H — h)/2 = (D/2) tg α — амплитуда синусоиды; ᵠi= kε.
Значения sin kε для наиболее часто употребляемых значений 2n приведены в табл. 1.
Таблица 1. Значения sin kε и sin 2 kε
| 2n | sin kε | sin 2 kε | 2n | sin kε | sin 2 kε | ||||||
| 8 | 16 | 32 | 64 | 12 | 24 | 48 | 96 | ||||
| — | — | — | 1 | 0,09802 | 0,00961 | — | — | — | 1 | 0,06540 | 0,00428 |
| — | — | 1 | 2 | 0,19509 | 0,03806 | — | — | 1 | 2 | 0,13053 | 0,01704 |
| — | — | — | 3 | 0,29028 | 0,08426 | — | — | — | 3 | 0,19509 | 0,03806 |
| — | 1 | 2 | 4 | 0,38268 | 0,14645 | — | 1 | 2 | 4 | 0,25882 | 0,06699 |
| — | — | — | 5 | 0,47139 | 0,22221 | — | — | — | 5 | 0,32144 | 0,10332 |
| — | — | 3 | 6 | 0,55557 | 0,30866 | — | — | 3 | 6 | 0,38268 | 0,14645 |
| — | — | — | 7 | 0,63439 | 0,40245 | — | — | — | 7 | 0,44229 | 0,19562 |
| 1 | 2 | 4 | 8 | 0,70711 | 0,50000 | 1 | 2 | 4 | 8 | 0,50000 | 0,25000 |
| — | — | — | 9 | 0,77301 | 0,59754 | — | — | — | 9 | 0,55557 | 0,30866 |
| — | — | 5 | 10 | 0,83147 | 0,69134 | — | — | 5 | 10 | 0,60876 | 0,37059 |
| — | — | — | 11 | 0,88192 | 0,77778 | — | — | — | 11 | 0,65935 | 0,43474 |
| — | 3 | 6 | 12 | 0,92388 | 0,85355 | — | 3 | 6 | 12 | 0,70711 | 0,50000 |
| — | — | — | 13 | 0,95694 | 0,91573 | — | — | — | 13 | 0,75184 | 0,56526 |
| — | — | 7 | 14 | 0,98079 | 0,96194 | — | — | 7 | 14 | 0,79335 | 0,62941 |
| — | — | — | 15 | 0,99518 | 0,99039 | — | — | — | 15 | 0,83147 | 0,69134 |
| 2 | 4 | 8 | 16 | 1,00000 | 1,00000 | 2 | 4 | 8 | 16 | 0,86617 | 0,75000 |
| — | — | — | 17 | 0,89687 | 0,80438 | ||||||
| — | — | 9 | 18 | 0,92388 | 0,85355 | ||||||
| — | — | — | 19 | 0,94693 | 0,89668 | ||||||
| — | 5 | 10 | 20 | 0,96600 | 0,93301 | ||||||
| — | — | — | 21 | 0,98079 | 0,96194 | ||||||
| — | — | 11 | 22 | 0,99144 | 0,98296 | ||||||
| — | — | — | 23 | 0,99786 | 0,99572 | ||||||
| 3 | 6 | 12 | 24 | 1,00000 | 1,00000 | ||||||
Примечание: Значения sin kε и sin 2 kε даны для одной четверти окружности. В остальных четвертях они повторяются.
Ввиду симметричности синусоиды достаточно определить координаты точек одной четверти окружности, например от у0 до у3. Остальные координаты имеют соответственно равные значения. Например: у4 — у2, …, у11 = — у1 и т. д.
Цилиндр с дном из жести
Как сделать ведро своими руками из жести, из оцинкованного железа или из нержавеющей стали с прямыми стенками.
Вырезаем из материала развертку изделия

h – высота (устанавливаем заданную величину)
d – диаметр (устанавливаем заданную величину)
l – длина окружности (находим расчетным путем)
l = πd = 3,14 * 329 = 1033 (мм)
h = 310 (мм)
В середине развертки размечаем отверстия для крепления ушка

Ширина фальца зависит от его назначения: получения замка; закатка проволоки.

4. Установим цилиндр относительно бруска в первоначальное положение. Обстукиваем молотком и отгибаем фальц.
5. Постукиваем заостренной стороной молотка. Следим за шириной фальца – она должна быть одинаковой.
6. Выравниваем фальц постукиванием тупой стороной молотка.
7. Окончательно отгибаем под прямым углом согнутый фальц.
Вкладываем кружок по периметру отбортовки,
сделанный из проволоки, диаметр которого должен совпадать с внешним диаметром цилиндра.

Округляем круговую кромку и окончательно доводим закатку.
СОЕДИНЕНИЕ ЦИЛИНДРА С ДНОМ

8. Загнем края у круга и вставим в цилиндр.
9. Легкими ударами заостренной части молотка, загибаем фальц внутрь круга.
10. Крепкими ударами тупой части молотка обстукиваем фальц на брусе, поворачивая при этом цилиндр.
11. Сваливаем фальц на наружную плоскость цилиндра.
12. Если в результате работы получится выпуклое дно, необходимо его выровнять.
13. По самому краю дна, ударяем тупой частью молотка, по всему периметру окружности. Дно при этом выровняется, ребра соединения получат ярко выраженный контур.

ПРИКРЕПЛЕНИЕ ПРОМЕЖУТОЧНОГО ОБРУЧА
Дно ведра можно прикрепить к промежуточному обручу, а промежуточный обруч прикрепить к цилиндру.

14. Крепим дно ведра с обручем.
15. Соединяем обруч с цилиндром (корпусом ведра).
16. Отгибаем фальц у обруча.
17. Сваливаем фальц на наружную плоскость цилиндра и основательно постукиваем по периметру всей окружности.

Ушки вырежем из аналогичного материала. Пробьем или просверлим сквозные отверстия: два под заклепки; одно под металлическую ручку.
Ручку согнем из металлической проволоки диаметром 5…6 (мм) ГОСТ 18143-72 .

Как сделать ведро своими руками из жести – как видите ничего сложного. Освоив простую модель. Можно перейти к более сложной модели с покатыми стенками.
Соединение краев тонкого листового металла производится чаще всего в замок — посредством зажимания одного края в другой, но изредка применяются и другие способы, которые в работах юного мастера как раз могут понадобиться чаще. Способы эти вот какие.
Края листов можно просто спаять. Понятно, что это будет самый непрочный способ, особенно, если листы металла тонки. Это будет соединение в притык (1). Такое соединение может быть применено там, где не требуется прочности, но необходимо незаметное соединение. В более толстых листах соединение в притык делается зубцами (2). Так поступают, собственно, уже не жестяники, а медники — мастера, изготовляющие медную посуду, баки, трубы, колпаки и т. п. Соединение в притык можно сделать более прочным, припаяв с внутренней стороны пластинку (3). Это будет притык с накладкой. Более прочное соединение — в нахлестку (4). Один край накладывается на другой, шов пропаивается или скрепляется заклепками. Но это соединение уже имеет выступающий край, что не всегда удобно. Можно отогнуть кромки у одного края и у другого, зацепить их и сжать ударами киянки. Это уже будет простой замок (5).
Наиболее употребительный способ соединения — это двойной замок (6). Он делается так. У одного куска отгибается кромка под прямым углом, у второго кромка также отгибается, но в другую сторону, и прижимается к куску, а затем эта кромка отгибается под Прямым углом в обратную сторону. Обе отогнутых кромки соединяются между собой, загибаются в сторону первой кромки, и шов проколачивается киянкой. С обратной стороны он будет глаже, что надо учитывать при соединениях этим способом. Последовательный ход работы схематически изображен на следующем рисунке:
Всевозможные жестяницкие изделия чаще всего соединены двойным замком.
Изредка жестяники применяют соединение при помощи заклепок. Однако этот способ чаще применяется тогда, когда надо приклепать ручку, ушко, полосу и т. п. Изредка заклепками укрепляют швы в накладку и простым замком. Заклепывают обычно мелкими заклепками, лучше с широкими плоскими шляпками, холодным способом. В грубых работах жестяники предпочитают заклепки, свернутые из кусочка жести. Для их изготовления надо иметь кусок железа с дырками разных диаметров, или заклепочник. Ромбовидный кусочек жести свертывают фунтиком при помощи молотка или круглогубцев, вставляют в заклепочник, в дыру подходящего диаметра, и расклепывают головку. Такие заклепки мягки, но, конечно, не имеют того аккуратного вида, как у сплошных заклепок.
Почти все работы с тонким металлом основаны на пластичности металла, его способности изгибаться и расплющиваться. Но мастер должен умело пользоваться своим инструментом, иначе эти же свойства пойдут во вред работе. Как и почему, дальше будет видно.
Основная и самая первая работа мастера — это умение отогнуть фальц, иначе говоря,— загнуть край листа. Работа простая, но и весьма ответственная, так как от нее зависят дальнейшие процессы. Отгибать фальц приходится для самых различных надобностей: и для соединений швом, и для краев, для вставки днищ и других. Надо следить за тем, чтобы металл только гнулся, но никак при этом не расплющивался. Если металл в сгибе расплющится, он уширится. Кромка сгиба выйдет изогнутой, и поверхность листа покоробится.
В грубых работах, где фальц отгибается широкий, это не имеет почти никакого значения. Но там, где требуется большая точность и изящество, это будет очень заметно. Поясним на примере, что у нас может получиться. Предположим, мы хотим сделать из жести трубку и соединить ее двойным замком. Отогнули фальцы железным молотком, стали свертывать трубку и соединять шов, но оказывается — шов-то соединить очень трудно; фальцы оказались загнутыми из-за расклепывания металла молотком.
Поэтому фальцы всегда надо отгибать деревянной киянкой на острой железной кромке лома, железной полосы или уголка скребка.
Работа происходит в таком порядке. Прежде всего рейсмусом проводят линию сгиба. Чем толще металл и грубее работа, тем шире можно взять фальц (10— 20 мм, на тонкой жести фальц берется в 3—5 мм). Кладут лист на кромку скребка (или заменяющих его приспособлений) линией сгиба, быстрыми и точными ударами киянкой отбивают эту линию сначала у концов, а потом по всей длине фальца.
Затем пригибают под прямым углом кромку фальца, ставят ее наружной стороной на наковальню и выправляют с внутренней ударами киянки.
Предположим, что нужно отогнуть фальц у жестяного цилиндра.
Изготовление фальца на цилиндре
Понятно, что диаметр наружной кромки отогнутого фальца будет больше, нежели диаметр его внутренней окружности. Следовательно, металл должен быть расклепан по всему фальцу, у внешнего края сильнее, к цилиндру слабее.
Фальц надо гнуть железным молотком. Цилиндр берут в левую руку, намечают изнутри рейсмусом ширину отгиба и прикладывают к кромке поддержки или лома под тупым углом, после чего поколачивают по будущему фальцу носком молотка, отбивая линию сгиба и расклепывая кромку. Легкие удары молотка направляют так, чтобы сильнее расклепывать наружный край. Обойдя полный круг, уменьшают угол наклона цилиндра, ставя его круче к наковальне, и продолжают тем же порядком работу. Ее повторяют еще и еще, все уменьшая угол наклона до прямого. При таком постепенном выколачивании фальц удастся отогнуть под прямым углом, и он нигде не лопнет. Отогнутый фальц ставят на плиту и выправляют его ударами киянки.
К такому цилиндру с фальцем можно уже присоединить двойным замком дно, только у кружка для дна надо отогнуть фальц или припаять дно припоем.
Подобно тому, как отгибают фальц на цилиндре, поступают и тогда, когда край жестяного изделия надо укрепить и сделать толще, закатывая в него проволоку. Работу ведут тем же порядком, но киянкой и не отбивая острой кромки сгиба. Сгиб должен выйти плавный, на металле надо сделать отворот, рассчитывая ширину этого отворота по толщине той проволоки, которая туда войдет.
Из приемов обработки тонкого металла, основанных на расклепывании и вытягивании металла, юному мастеру непременно надо ознакомиться с выколачиванием. Выколачиванием плоской пластинке металла придают разнообразную выпуклую форму. Таким путем можно выколотить днища и крышки котлов, капоты и разнообразнейшие обтекаемые детали для моделей самолетов, обшивку для моделей судов и т. п. Выше у нас была уже подобная работа — эта выколачивание ковша.
Выколачивание — это работа, требующая терпения. Нельзя ударить раз-другой молотком и получить хорошую вытяжку. Надо потихоньку поколачивать молотком, всё время передвигая изделие, постепенно увеличивая глубину вытяжки и в заключение оправляя и оглаживая легкими ударами поверхность изделия.
Вытягивать можно в основном двумя способами. Первый способ — когда металл расплющивают на выпуклой наковальне, начиная от середины к краям. Середина получится тоньше всего, но зато изделие будет выпуклым. Работа ведется железным молотком. По второму способу выколачивают киянкой или молотком с круглым концом на оправке (матрице), имеющей соответственную форму.
Как пример, приведем выколачивание того же ковша. На деревянной колобашке или толстой доске надо сделать несколько круглых выемок различной глубины. Их вырезывают полукруглой стамеской, а затем оглаживают ударами круглого молотка. Круглую пластинку металла кладут над первым углублением и молотком или круглой киянкой выколачивают ее до тех пор, пока не получится правильно округленная поверхность без морщин. Тот же прием повторяют и в следующих, более глубоких матрицах. В заключение мы получим ковш по профилю матрицы. По другому профилю и другому раскрою мы могли бы получить и другую форму.
Иногда юному мастеру придется выколачивать на пластинках тонкого металла продольные углубления. Сечение такой пластинки получится фигурным, и пластинка приобретет жесткость.
Пластинка с продольным углублением
Как и во всяком другом деле, разметка и раскрой материала, начало работы, являются очень важной операцией, от которой зависит и дальнейший успех. Отсюда ясно, что эта работа требует особой внимательности и аккуратности. Самая простая работа — это раскрой и изготовление простой открытой прямоугольной коробки с прямостоящими или расходящимися боками, с носком или без него.
Изготовление прямоугольной коробки
Из листа жести выкраивают прямоугольник соответствующих размеров (а). При раскрое надо учесть площадь дна и высоту стенок. Рейсмусом отчерчивают линию сгибов. Один уголок срезают, если надо сделать в коробке носок. Перевернув лист на доску, носком молотка отсекают по углам биссектрисы углов примерно до границы будущих сгибов стенок (б). Снова перевернув лист, на ребре наковальни (куска железа) загибают киянкой бока (в), но не совсем. Их отделывают на прямоугольном конце наковальни и пригибают киянкой вплотную к стенке (г). Срезанный угол для носка остается не пригнутым, его слегка сплющивают, выделывая из него желоб. Коробка готова (д).
Работа, как видно, совсем несложная, но и ее надо выполнить аккуратно.
Выкраивание и изготовление цилиндрических форм не представит особых затруднений. Для цилиндра надо выкроить прямоугольник, высотой равный будущей трубе, а длиной в 3,14 диаметра этой трубы с прибавкой на закатку шва.
Схема раскроя для шва цилиндра или прямоугольной коробки
При изготовлении конических изделий (ведро, воронка и другие) все приемы работы останутся те же, только при раскрое придется вспомнить геометрию. Все конусные предметы надо правильно изобразить в развертке, и это самое главное.
Возьмем самый простой способ раскроя. Попробуем сделать коническое ведерко. Прежде всего надо начертить его среднее сечение, по оси. Оно представится в виде трапеции; продолжают стороны трапеции до их пересечения. Точка пересечения — это центр, из которого проводят две дуги — от длинного основания трапеции и от короткого. Получится кольцо, из части которого и будет сделана поверхность конусного ведра. Ширина этого кольца и есть высота ведра. Надо только не забывать прибавлять для закатывания верхнего края и загиба нижнего.
Раскрой усеченного конуса
Длина необходимой нам части этого кольца определяется диаметром ведра. Примерно три диаметра с прибавкой на двойной замок—вот то, что надо взять от кольца. Отложив по верхней или нижней дуге 3,14 диаметра наружного отверстия или дна ведра, проводят по радиусу линию. Прибавки для двойного замка делают уже параллельно этим радиальным линиям. Так получится раскрой поверхности ведра. Так же точно расчерчивают любую конусную форму, будь то целый или усеченный конус: по радиусу откладывают высоту фигуры, по окружности — длину развертки.
Читайте также: