Как сделать металлический корпус
Обновлено: 04.10.2024
Какие металлические корпуса мы привычно используем для современных приборов, например, для радиоэлектронной аппаратуры (РЭА)? Обычно это не просто согнутый под прямым углом кусок металла. Чаще всего это трехмерные технологические узлы со сложной внутренней структурой (перегородки, пазы, крепления и т. п.). Для изготовления таких корпусов используется листовая сталь (или нержавейка) и алюминий. В этой статье мы как можно подробнее рассмотрим, как происходит изготовление корпусов из стали.
Изготовление корпусов из нержавеющей стали: преимущества и недостатки
В состав нержавеющей стали введен хром и другие химические примеси (к примеру, азот, никель), что делает ее более пластичной и вязкой. Популярен этот металл из-за большого количества его плюсов, а именно хорошей прочности, износостойкости, устойчивости к коррозии, соответствия гигиеническим нормам. Кроме того, нержавеющая сталь отлично поддается сварке и холодной формовке.
Долговечность этого материала может составлять до 50 лет, независимо от вида изделия и места его установки. Это долгий срок, но за это продолжительное время нержавеющая сталь практически не изменяет своих изначальных свойств. Еще одним плюсом этого материала является отсутствие необходимости в постоянном уходе и покраске.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Сегодня нержавеющую сталь применяют почти во всех сферах человеческой деятельности. И если раньше ее применяли только в промышленности, то теперь ее используют и в строительстве зданий и различных сооружений. Нержавеющая сталь обладает высоким функционалом и практична в использовании.
Также сталь можно встретить и в интерьерах домов. На сегодняшний день из этого материала изготавливают двери, перила, элементы декора и другие подобные изделия. Нержавеющая сталь применяется в области электроэнергетики, в домашнем хозяйстве, в химической и пищевой промышленности.
Помимо ряда плюсов, нержавеющая сталь имеет и минусы. Один из них – это сложность механической обработки такого материала. Вторым ощутимым недостатком можно считать ее высокую стоимость.
Какие особенности имеет изготовление корпусов из стали
В области радиоэлектроники широко применяются корпуса (в качестве оболочки), изготовленные из нержавеющей стали. Они обладают высокой прочностью и надежностью, могут быть любой формы и подойдут для большинства приборов. Изготовление корпусов из нержавеющей стали осуществляется на высокотехнологичной аппаратуре, которая управляется через компьютерную программу.
Форма корпуса может быть практически любой, что дает возможность использовать его в таком оборудовании, как:
- терминал для оплаты;
- торговый (вендинговый) автомат;
- электрический щит;
- оборудование для торговли;
- другие приборы и аппараты.
Основой для изготовления корпусов служит высококачественная сталь. Они получаются очень крепкими и имеют высокие противоударные свойства. Стальной корпус – это отличный экран, защищающий приборы от радиопомех. Листовая сталь позволяет изготавливать корпуса любых размеров, и по этой причине этот материал применяется во многих сферах. К ним относятся:
- приборы для радиоэлектроники;
- аппаратура для телекоммуникации;
- техника для медицины;
- все разновидности сигнализаций;
- оборудование для электротехники;
- оптические приборы.
Осуществляя выбор стального корпуса, следует помнить о следующих особенностях, а именно:
- размер корпуса должен подбираться в соответствии с количеством элементов, которые будут монтироваться внутрь;
- частота транспортирования прибора;
- наличие электрических коробок, обеспечивающих соединение с внешними приборами;
- наличие контроллера частоты;
- условия эксплуатации прибора (наличие влаги);
- наличие у аппарата дисплея и консоли.
Рекомендуем статьи по металлообработке
Изготовление корпусов из стали может производиться с возможностью крепления к вертикальным и горизонтальным поверхностям.
Корпуса из стали обладают следующими преимуществами:
Как происходит изготовление корпусов из стали для РЭА
Изготовление корпусов из стали – процедура довольно сложная с применением ряда технических операций. Для этого недостаточно просто изогнуть лист стали по необходимому контуру. В стальных корпусах для РЭА требуется сверление отверстий разного диаметра, изготовление крепежей, перегородок и т. п.
Чаще всего стальной корпус для РЭА представляет собой массивное изделие из листовой стали, изготовленное с использованием сварки или винтовых соединений. Изготовление корпусов из стали для РЭА несложно, и для этого не требуется применение специального оборудования. Но чаще всего они изготавливаются вместе с корпусами для промышленного оборудования в производственных цехах. Это позволяет проработать корпус более детально, вследствие чего его внешний вид становится намного аккуратнее.
Стальные корпусы для РЭА подразделяются на:
Представляют собой изделия, размещаемые в разнообразных электрических и электронных узлах оборудования разного назначения. К такому оборудованию могут относиться пожарные, охранные, телекоммуникационные и другие системы. Такие корпуса позволяют защитить аппаратуру не только от воздействия окружающей среды, но и закрывают доступ к дорогим устройствам, находящимся внутри подобных аппаратов.
В таких корпусах располагаются печатные платы, разнообразные модули и другие узлы. Подобные стальные корпуса обычно монтируют в специализированные шкафы и стойки. Также существуют корпуса настольного исполнения.
Такие стальные корпуса содержат различные узлы электрической аппаратуры. Изготовление их осуществляется с применением листового металла, что делает возможным применение подобных конструкций во многих сферах.
Подобные стальные корпуса имеют узкое применение – для блоков питания различной аппаратуры: телефонов, бытовой и медицинской техники, систем видеонаблюдения и т. д.
Существует ряд критериев, по которым осуществляется выбор стального корпуса для РЭА. К ним можно отнести размеры и другие параметры изделия. Перечислим виды стальных корпусов для РЭА.
По назначению есть стальные корпуса для:
- частой транспортировки;
- эксплуатации в условиях повышенной влажности;
- соединения электрических коробок;
- контроллеров частоты;
- пультов управления и дисплеев.
По способу крепления:
- располагаемые на горизонтальной поверхности;
- размещаемые на стенах (вертикальных поверхностях).
При изготовлении корпусов из стали для РЭА используют детали, сделать которые особенно сложно. К ним можно отнести стальные корпусы:
- Монолитные – из массива металла.
- Сборные – сделанные из нескольких элементов с использованием каких-либо способов крепления.
- Гнутые – изготовленные в результате гибки металла. Такие корпуса можно вставлять друг в друга или соединять между собой при помощи клея, пайки или сварки.
Стальные корпуса для РЭА имеют следующие особенности, они:
- ударопрочные;
- долговечные;
- не плавятся при повышенных температурах;
- мало подвержены коррозии;
- стойки к химическому воздействию;
- мобильны.
Изготовление корпуса из стали своими руками
Для самостоятельной сборки электроники дома необходимо умело обращаться с паяльником, иметь навыки чтения схем. Также не помешает опыт сборки электронных компонентов и настройки их параметров (регулировки). Собранные компоненты помещаются в корпус, подходящий по всем требованиям, предъявляемым к данному изделию.
Чаще всего в роли защитного кожуха для таких приборов используется корпус какого-либо неисправного или ненужного прибора, более или менее подходящего по габаритам. Второй вариант – это приобретение готового корпуса в радиотехническом магазине, где вы также выбираете из существующего ассортимента.
Корпуса, изготовленные по всем требованиям и идеально подходящие под конкретное изделие, большая редкость. Изготовление корпусов из нержавеющей стали производится из тонких листов, толщина которых 0,5–1 мм, иногда 1,5 мм. Большинство считает, что изготовление таких корпусов осуществляется на специальных заводах или заказывается у специалистов, а дома выполнить такую работу невозможно из-за отсутствия необходимого оборудования.
Действительно, установка подобного оборудования дома проблематична, но существуют малогабаритные приспособления, которые возможно разместить в квартире и произвести с ними гибочные операции. Размер таких приспособлений зависит от размера корпуса и толщины листа металла.
Приспособление включает в себя две части:
- удерживающее лист (далее в тексте «держатель»);
- гнущее лист (далее в тексте «гиб»).
Такое приспособление комплектуется одним держателем и несколькими гибами. Чем большее количество гибов в комплекте, тем больше гибочных работ вы сможете выполнить с помощью них.
Держатель также имеет две составные части: опору и прижим. В роли опоры выступает деревянный или металлический элемент (доска, уголок и т. п.). Это позволяет получить устойчивую опору и возможность крепления в слесарных тисках. Уголок более удобен для использования в качестве прижима. Эти два уголка соединяются между собой болтами с гайками. С помощью таких болтов в дальнейшем осуществляется сжатие изгибаемого металлического листа.
Гиб представляет собой два одинаковых металлических уголка, в которых просверлены отверстия по краям. Через эти отверстия с помощью болтов с гайками осуществляется крепление и зажим гиба на тонколистовом металлическом листе. Посередине одного из уголков предусмотрено отверстие, куда устанавливается болт. На него ставится металлическая труба, которая служит рукояткой. Ее длина подбирается опытным путем.
При изготовлении гиба следует учесть некоторые особенности. Подобранные уголки обязательно подбираются одинакового профиля, длины и отверстия должны находиться на одном уровне. Для этого два уголка равномерно зажимаются, например, в тиски, так, чтобы все их стороны были совмещены. Если хотя бы одно отверстие на уголках не совпадет, то равномерный изгиб заготовки будет невозможен.

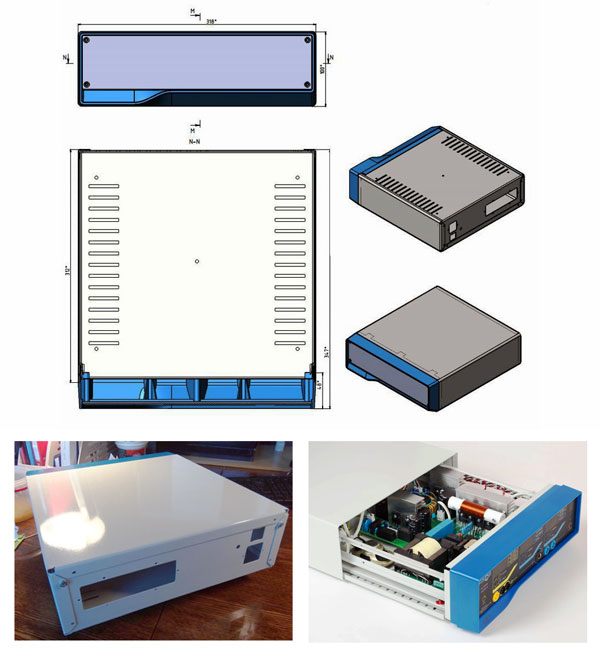
На фотографии представлена заготовка из металлического листа (толщиной 0,75 мм), зажатая в держатель. Опора выполнена из металлического уголка и закреплена в слесарных тисках. Между держателем и гибом необходимо предусмотреть зазор в толщину ножовочного полотна. Непосредственно перед началом загиба через этот зазор производится поверхностный неглубокий надпил. После этого рукоятка поворачивается в вертикальное положение, и производится гибка листа под прямым углом в месте надпила.
Радиус загиба зависит от того, насколько сильно заготовка зажата в гибе. Сильное сжатие – малый радиус. Если надпил в месте изгиба равен трети толщины листа, то при правильном усилии угол изгиба получится практически равным 90 градусам.

На верхних снимках изображены пробные экземпляры, а на нижнем – готовые корпуса.

На рисунке выше приведет эскиз приспособления. Приведенный вариант рассчитан на тонколистовое железо толщиной до 1,1 мм. Сложностей при эксплуатации такого приспособления не возникает. Достаточный запас гибов разной длины позволит изготовить корпуса из стали различного размера и сложности.
Если вы ищите, где по экономичной цене приобрести корпуса РЭА, то стоит обратиться в ООО «Треком». Профессионалы своего дела представят вам самые разнообразные типы изделий, отвечающие практически любым запросам. Материалы и вариации корпусов РЭА, имеющихся в ассортименте, дадут вам возможность найти изделия практически для любых условий, способные защитить ваше оборудование от большинства неблагоприятных условий эксплуатации.
Имеется богатый выбор корпусов из алюминиевого профиля:
- стандартные;
- фланцевые;
- многоцелевые;
- герметичные.
Условия поставок корпусов из стали и алюминиевого профиля, которые предлагает ООО «Треком», всегда ориентируются на интересы клиентов. В случае возникновения вопросов, высококвалифицированные сотрудники обязательно проведут необходимую консультацию. Все это ориентировано на то, чтобы клиенты ООО «Треком», приобретая корпуса из стали и алюминиевого профиля, подбирали для себя самые оптимальные и выгодные решения, позволяющие максимально эффективно вести свое дело.
Опыт сотрудников ООО «Треком» позволяет использовать уже имеющиеся схемы в разработке корпусов из стали для ваших изделий. Это дает возможность не только экономить время, но и использовать только эффективные, работающие решения. Итак, со своей стороны ООО «Треком» всегда предлагает:
Опытные специалисты используют только высокопрофессиональное оборудование, которое отвечает всем техническим стандартам, используемым сегодня в разработке корпусов из стали и алюминиевого профиля. Применение программных средств способствует не только точности, но и оперативности исполнения заказов наших клиентов.
Помимо непосредственной разработки корпусов из стали и алюминиевого профиля, наши специалисты берутся за любые сопроводительные работы: гравировку, дополнительные покрытия, присоединение к корпусу функциональных элементов (например, выключателей, ножек, ручек и т.д.), упаковку и доставку готовых изделий в зависимости от желания заказчика.
Производство корпусов из стали и алюминиевого профиля осуществляется собственными силами без привлечения сторонних исполнителей. Это позволяет держать под контролем весь процесс изготовления изделий. Кроме того, такой подход исключает какие-либо перебои поставок и позволяет добиться максимальной оперативности работы.
Предусмотрен индивидуальный подход к сотрудничеству с постоянными заказчиками. Например, возможно постепенное изготовление большой партии с необходимостью оплаты только того количества корпусов из стали и алюминиевого профиля, которое требуется заказчику на конкретный период.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Как разработать корпус из металла

Многие пользователи Protocase являются настоящими специалистами в своей области, но не всегда обладают знаниями в сфере дизайна или производства изделий из металлов. Но разработка оптимального дизайна для корпуса, который будет отражать вашу задумку и требования, — задача серьезная. Поэтому последнее десятилетие мы создавали информационный ресурс, содержащий наши знания о листовом металле и основах дизайна корпусов из него. Мы надеемся, что они помогут вам начать работу и сэкономить время, избежав многократных переделок в дальнейшем.
Эта статья освещает пять ключевых элементов разработки: подбор металла, гибка металла, самозажимной крепёж, сварка и отделка.
![]()
Выбор металла
При разработке корпуса в первую очередь необходимо подобрать тип материала и его толщину. Среди основных материалов, использующихся для корпусов РЭА, — алюминий, нержавеющая сталь, углеродистая сталь (оцинкованная и холодного проката) и медь. Ниже приведено описание характеристик каждого из этих металлов.
Алюминий
— легковесный коррозионностойкий металл, отлично подходящий для корпусов и изделий из листового металла. Может быть обработан порошковым покрытием или оставлен без покрытия, с шлифовкой или без неё. При необходимости электрического контакта алюминий хроматируют. Также алюминий можно анодировать — этот процесс создаст твердое и прочное оксидное покрытие.
В ряде случаев алюминий может иметь коэффициент жёсткости ниже, чем сталь; вероятно, может потребоваться большая толщина корпуса для особых случаев.
Наиболее распространенные сплавы:
1. Алюминий 5052 — идеально подходит для корпусов и деталей из листового металла, поскольку может изгибаться на малый радиус без образования изломов. Он прост в сварке и обработке.
2. Алюминий 6061 — легко обрабатывается, но более склонен к образованию изломов при сгибании на малый радиус.
Сталь холодного проката
— как и алюминий, широко применяется при изготовлении корпусов. Отличается хорошей комбинацией цены и прочности, а также долговечностью при условии применения порошкового покрытия и использования изделия в помещении. Однако сама по себе такая сталь не обладает стойкостью к коррозии; если это свойство важно, необходимо использовать алюминий, нержавеющую или оцинкованную сталь.
Нержавеющая сталь
— обладает прочностью и жёсткостью стали холодного проката, но при этом устойчива к образованию коррозии благодаря содержанию хрома и никеля. Поставляется с порошковым покрытием, непокрашенной или отшлифованной, что придаёт ей зачищенный вид.
Оцинкованная сталь
— низкоуглеродистая сталь с защитным покрытием из цинка, полученным при помощи гальванизации (предотвращающей отшелушивание). Такое покрытие препятствует образованию коррозии при использовании изделия во влажных помещениях. Хотя устойчивость к коррозии при этом не столь высока, как у алюминия и нержавеющей стали.
— мягкий, гибкий и ковкий металл с высокой степенью тепло- и электропроводности. Как правило, используется при создании шин, но может применяться и для изготовления корпусов. Работая с этим металлом, затягивайте крепления с осторожностью, поскольку мягкая медь деформируется при чрезмерном усилии. Оптимальным выходом будет использование самозажимных крепежей.
Заказные отверстия
Металлические корпуса часто имеют вырезы разнообразных форм и размеров. Как правило, это отверстия для разъёмов, дисплеев, переключателей и т.п. Также это могут быть вырезы нестандартной формы и назначения, включая логотипы, бренды или названия изделий, а также нестандартные вентиляционные отверстия, комбинирующие эстетическую форму и функциональность.
Гибка металла и радиус изгиба
Корпуса и изделия из листового металла гнутся листоштамповочным прессом или гибочной машиной. Как правило, металл не может быть согнут под идеальным прямым углом и чаще всего имеется небольшой радиус, как видно на рисунке ниже.
![]()
Использование различных инструментов и методик позволяет добиться разного угла изгиба. Проектируя корпус, вы контролируете этот параметр заданием радиуса изгиба — это радиус внутренней поверхности изгиба (внешний радиус — это сумма внутреннего радиуса и толщины металла).
Ключевые факторы подбора угла изгиба:
Функциональные соображения: вам неизвестен размер плоской части для зажимов, компонентов или вырезов до момента чёткого подбора радиуса изгиба.
Эстетические соображения: к примеру, дизайн в ретростиле зачастую подразумевает больший радиус для более округлого внешнего вида.
Учитывайте эти соображения при выборе радиуса изгиба.
Необходимо уделить особое внимание пересечению двух линий изгиба (т.е. углу) корпуса. В частности, необходимо удалить избыток материала для предотвращения создания препятствий между углами; это называется «высвобождением угла» («срезанием угла» в CAD-системах).
Как правило, вырезы должны находиться на определенном минимальном расстоянии от углов изгиба во избежание развальцовки или растяжения отверстия. Это расстояние определяется типом материала, его толщиной и инструментом, используемым для изгиба, а также значением радиуса. Какое бы минимальное значение изгиба вы ни подобрали, убедитесь в том, что отверстия находятся минимум на таком же расстоянии от места изгиба. Например, при использовании нержавеющей стали 14 калибра и стремлении к минимальному изгибу в .275" вырезы должны находится не ближе, чем .275", к месту изгиба.
При необходимости размещения отверстия близко к месту изгиба детали нужно обсуждать с производством. Существует возможность вырубки выреза в области изгиба, что позволит сохранить требуемую форму отверстия:
![]()
Самозажимной крепёж
Самозажимным крепежом называются резьбовые гайки, штифты и другие подобные изделия, запрессованные в листовой металл для создания монолитных точек крепления. Гайки могут подходить для винтов (более надёжное решение, чем нарезание резьбы метчиком непосредственно в металле), стоек для монтажа на них печатных плат и штифтов для крепления разъёмов. Самозажимные крепежные элементы, обозначенные аббревиатурой PEM (стойки производства Pennsylvania Engineering and Manufacturing) крайне удобны и помогают решать множество задач по креплению компонентов.
![]()
Ниже приведён ещё пример использования самозажимного крепежа:
![]()
Сварка
Сварку применяют для решения различных комплексных задач, например, при создании сложных деталей (сварка разных частей в единое изделие), герметизации соединений или усилении корпуса.
Точечная сварка
— быстрый, эффективный и недорогой метод постоянного соединения двух деталей из листового металла в одной или более точках. В отличие от применения резьбовых соединений, точечная сварка оставляет небольшой след. Существуют некоторые ограничения в применении этого способа сварки, связанные с геометрией сварочного оборудования (см. рисунок ниже). Точечная сварка применима ко всем видам холоднопрокатной, нержавеющей и оцинкованной стали.
Максимальная толщина сварного шва: 15″ (375мм)
Максимальная высота: 5″ (125мм)
![]()
Шовная сварка
— подходит для постоянного соединения двух и более деталей из листового металла с эффектом бесшовности. Мы используем метод холодной передачи металла (Cold Metal Transfer — CMT), похожий, на первый взгляд, на дуговую сварку плавящимся электродом в среде инертного газа (MIG). Тем не менее, при MIG-сварке присадочный металл передаётся напылением при крайне высокой температуре. При CMT-сварке сварочная проволока нагревается для расплавления кончика, и передача происходит при физическом контакте. При использовании CMT-сварки тепловыделение составляет всего 1/10 от тепловыделения MIG-сварки, что предотвращает искажение металла, даже для тонких изделий. Чаще всего избыток металла впоследствии удаляется шлифовкой. Получившиеся в итоге места соединений осуществляют защиту от внешних погодных факторов и снижают электромагнитные помехи, а также придают изделию бесшовный вид.
Сварка прихваточным швом
— осуществляется аналогично шовной сварке, но по отдельным частям изделия:
![]()
Отделка
Порошковое напыление
При порошковом напылении краска ложится дополнительным слоем на корпус. Габариты на чертежах обозначают только размеры металла, без покрытия. Рекомендуется прибавить дополнительные 1-2 миллиметра с каждой стороны для вырезов (например, если в вырезанное отверстие вставляется деталь с габаритами 25 мм, размер отверстия должен составить от 25 до 26 мм). В противном случае отверстия могут оказаться слишком маленькими, и деталь в них не поместится.
Цифровая печать и шелкография
добавляют вашему дизайну впечатление профессионального продукта. Обе этих техники позволяют нанести чёткие обозначения для разъёмов, входов, переключателей и прочего. Цифровая печать также превосходно справляется с нанесением изображений, например, логотипа компании.
Цифровая печать и шелкография наносятся на плоские панели, детали и собранные корпуса.
Несмотря на то, что цифровая печать является де-факто стандартом для многих дизайнеров, обе техники имеют свои преимущества, которые стоит учесть при выборе наиболее подходящего для Вас способа.
Химическое конверсионное покрытие
— зачастую называется химической пленкой или хроматированием. При хроматировании на поверхности металла создается коррозионностойкое и прочное покрытие (подобное нержавеющей стали) со стабильной электропроводностью.
Анодирование
— электрохимический процесс, применяемый для подготовки поверхности неферритных материалов, в основном, алюминия, для снижения образования коррозии и повышения прочности. Анодированная поверхность становится частью алюминия — таким образом, она не отдирается, не скалывается и не шелушится. При нормальных условиях эксплуатации она не изнашивается.
Покрытие оловом
— применяется для нанесения слоя чистого олова на медную поверхность. Оловянное покрытие применяется для усиления стойкости к коррозии, лучшей электропроводности и пайки.
Чистое металлическое покрытие
— предлагается в трёх базовых вариантах для алюминия и нержавеющей стали:
Отсутствие покрытия – деталь шлифуется без нанесения дополнительного покрытия, поэтому на поверхности могут быть видны небольшие царапины или отметины. Такие детали экономичны, но неприменимы для видимых частей изделия.
Зернение – деталь шлифуется и карцуется щёткой.
Галтовка – сглаживает поверхность с помощью абразивного материала (визуально напоминает заиндевевшее стекло).
Допуски
Важной частью разработки корпуса является учёт производственных допусков. Источниками ошибки являются погрешность позиционирования и колебания при резке отверстий, отклонения, связанные со структурой металла и неидеальным моделированием растяжений, возникающих при сгибании. Также важно помнить о том, что габариты предоставляются для чистого металла без учёта покрытия — при порошковом покрытии сверху добавляются от 0.07 до 0.1 мм.
![]()
Готовый продукт
Корпус для электронного устройства: как его разработать и произвести в Китае

Так выглядит холодное литье в силиконовой пресс-форме (сама пресс-форма — на фото справа). Оснастка из силикона дешевле металлической, но годится только для пары десятков циклов, потом форму можно выбросить
Каждый инженер и технолог знает, что проект никогда не идет по плану на 100%. Даже если предусмотреть возможные риски, всё равно в какой-то момент приходится действовать по реальным обстоятельствам, а не по плану. Особенно если вы что-то делаете в первый раз, работая с подрядчиком из другой культурной среды, который удален на тысячи километров.
С опытом внеплановых ситуаций становится значительно меньше.
За семь лет на Хабре мы рассказали про все этапы создания новых устройств для рынка электроники: от идеи до запуска серийного производства. В этот раз сфокусируемся на разработке и производстве корпусов в Китае, отмечая подводные камни, которые могут вас подстерегать на пути к новому продукту.
1. Разработка дизайна корпуса
Промдизайнеры и конструкторы считают, что дизайн корпуса — это главный компонент нового устройства, потому что именно из-за него гаджеты и покупают. Увидел-захотел-купил-пользуюсь. Конечно, инженеры и программисты, которые работают над функциональностью продукта, могли бы с этим поспорить. :-)
В процессе разработки дизайна и конструкции корпуса учитывают сразу множество ограничений:
- пожелания заказчика;
- назначение изделия;
- область и условия применения;
- удобство эксплуатации;
- запросы потребителей.
У вас как заказчика может быть множество идей, которые хочется воплотить в своем продукте, но они не всегда могут сочетаться из-за технических ограничений производства или эстетических противоречий. Опытные дизайнеры учитывают, что на обсуждение и доработку разных корпусных решений уйдет около половины времени всего проекта. Переговоры, созвоны, переписка — личная, совместно с конструктором, с менеджером проекта. Согласование порой проходит сложнее, чем сам процесс разработки дизайна, но это нормальная часть работы по проекту. Нужно быть к этому готовым.

Эскизы iPhone. Авторы: Джонатан Айв и команда дизайнеров Apple. Дата неизвестна
Параллельно (обязательно параллельно!) к разработке дизайна подключается конструктор. Он приземляет полет мысли дизайнера к реальным требованиям технологий производства. Если оставить дизайнера наедине с самим собой, сроки разработки могут затянуться: дизайн разработали, согласовали-пересогласовали-супер, а произвести изделие литьем в пресс-форме без значительной корректировки внешнего вида уже не получается. :( И приходится запускать процесс заново.
2. Разработка конструкции корпуса
Предположим, мы пошли правильным путём и сразу после согласования дизайна приступили к 3D-моделированию изделия и его составных частей. Конструктор, или несколько конструкторов, в зависимости от сложности и состава изделия, используя различные САПР, воплощают в жизнь эскизы дизайнера.
В процессе разработки компьютерных моделей корпуса и более детальной проработки каждой мелочи может появиться (и появляется!) необходимость незначительной корректировки дизайна. Конструкторы предусматривают литьевые уклоны, предусматривают равномерную толщину стенок и правильную конструкцию углов. Мы уже рассказывали про эти тонкости в статье про литье под давлением.
Все эти изменения для технологичности производства хороший конструктор тоже согласует с заказчиком, чтобы не возникло недоразумений при приемке.

Чертежи iPhone 5, изображение компании Apple Inc.
При разработке корпуса важно не пропустить этап компьютерного моделирования физических процессов — для проверки надежности и дефектов отливки.
Затем, имея на руках 3D-модели и чертежи изделия, можно рассылать их потенциальным подрядчикам в наш любимый Китай для оценки стоимости производства. Подумав немного, добавив свою маржу, они with pleasure присылают предложения, часто отличающиеся в разы. Происходит это потому, что подрядчик подрядчику рознь, и кто-то действительно делает качественные вещи задорого, а кто-то делает не очень качественные вещи, но тоже задорого.

Типичный демостенд с образцами продукции на китайском заводе-изготовителе пластиковых корпусов
Как сделать выбор? Опираться на свой и чужой опыт работы с подрядчиками, анализируя предыдущие предложения на похожие или аналогичные изделия, сравнивая сроки изготовления.
Когда производитель корпуса выбран, можно подписывать договор на поставку. На этом же этапе можно оценить стоимость изготовления прототипа корпуса.
3. Прототипирование: изготовление опытного образца корпуса
Перед изготовлением дорогущего прототипа нужно изготовить 1-2-3 модели изделия, чтобы убедиться в том, что мы действительно получим то, что хотели. Есть разные способы изготовления модели корпуса — ее можно вырастить или фрезеровать, чаще всего используют FDM-выращивание как оптимальный вариант по стоимости, срокам и результату.

Фрезерный станок с ЧПУ вырезает прототип корпуса из капролона, который также известен как полиамид 6
Только получив модель, взяв ее в руки, пощупав, уронив, и понажимав физические кнопки, можно понять правильность выбранного дизайна. А зачем нужны вторая или третья итерации, спросите вы? За тем, что часто первая выращенная модель, а иногда и вторая, требует некоторой корректировки по результатам тестирования «вживую».
Прототип корпуса, изготовленный по методу фрезеровки на станке с ЧПУ, практически неотличим от серийного изделия, полученного при промышленном производстве. То есть вы будете держать в руках образец, готовый к показу потенциальным покупателям, руководству или инвесторам.

Портальный фрезерный станок с ЧПУ для быстрой и точной обработки деталей на одной из фабрик в Китае

Вот как выглядит фреза в станке с открытыми дверцами. Во время работы их закрывают, чтобы алюминиевая стружка не летела в глаза и на пол
4. Производство корпуса для электроники в Китае
4.1. Выбор материалов и договор на изготовление оснастки
Для производства корпуса необходимы оборудование, оснастка, материалы и рабочий персонал. Оборудование у подрядчика имеется, ведь мы его как раз выбирали, исходя из технических требований нашего производства. А вот с материалами для производства деталей корпуса нужно определиться заранее, еще до изготовления оснастки, потому что каждый материал имеет свои литейные и эксплуатационные характеристики, особенно важное значение для полимеров имеет объемная усадка при охлаждении. И изначально пресс-форму необходимо проектировать под определенный диапазон материалов, для соответствия конечных размеров отлитой детали вашему чертежу/модели.
Итак, дизайн, конструктив и прототипы согласованы, можно приступать к производству изделия. Начинается всё с разработки и изготовления оснастки, то есть пресс-форм — для пластика, литьевых форм — для алюминия, штампов — для стальных деталей. Процессы эти довольно длительные и дорогостоящие, и начинаются они с согласования и подписания договора на изготовление оснастки и серийного производства.

Участок сборки и обслуживания пресс-форм, неиспользуемую оснастку готовят к консервации
Договор на изготовление оснастки или на серийное производство изделий готовится очень тщательно, обычно на русском и английском языках. Подписывают договор товарищи из Китая мгновенно, наверное, смотрят только сумму и сроки. Но если в случае каких-либо эксцессов вы потребуете компенсации за некачественный продукт, а вам откажут из-за отсутствия тесных связей или слабых перспектив дальнейшего сотрудничества, то можете смело забыть и про договор, и про компенсацию. Судиться со стороной, находящейся на другом конце Земли, крайне нерентабельно, если у вас не миллионные проекты…
Поэтому и зрелые компании, и стартапы без собственного производства не всегда обращаются к китайским заводам-изготовителям напрямую, а работают с ними через контрактных производителей, которые сами выбирают подрядчика из списка доверенных партнеров и берут на себя все организационные вопросы, включая контроль качества и все связанные с этим риски.
Также стоит учитывать, что на этапе проектирования и изготовления оснастки может снова потребоваться корректировка конструкции и дизайна корпуса для обеспечения технологичности производства детали.

Цех по производству пресс-форм на одной из фабрик в Китае. Слева — участок с оснасткой, справа — металлообрабатывающие станки с ЧПУ
Если вы работаете с заводом изготовителем напрямую, необходимо регулярно интересоваться состоянием процесса производства оснастки: всё ли идет по графику, есть ли какие-либо проблемы на производстве, успеем ли уложиться в срок. Далеко не все производители Китая тщательно следят за сроками изготовления и сразу сообщают заказчикам о задержках и сбоях. Если не проверять их самостоятельно, есть риск получить от своих подрядчиков в нужный срок вместо результата ответ «бу хао исы», т.е. «извините», ну так получилось, такие обстоятельства, мы ничего не могли сделать, так расположились звезды…
4.2. Получение промышленных образцов корпуса и согласование Golden Sample
После проектирования и изготовления оснастки начинается самый волнующий процесс — получение первых промышленных образцов и приближение к заветной цели — подержать в дрожащих руках свое серийное изделие.
Обычно годный образец получается не с первого раза. Часто требуется доработка тех или иных элементов и поверхности, чтобы корпус полностью соответствовал желаемому виду и тактильному ощущению.

Термопластавтоматы для производства изделий из пластика методом литья под давлением. По зеленой конвейерной ленте съезжает готовая продукция
Так как Китай далековато, для оптимизации общих затрат первые образцы оценивают по многочисленным детальным фотографиям и видео. Для предварительной оценки качества этого вполне достаточно. Указываем на недостатки нашим китайским товарищам, обсуждаем и находим оптимальный путь их решения.
Недостатки исправлены (под неусыпным контролем), и мы получаем вторую итерацию образца. При тщательном исследовании первого образца и правильных действиях по его улучшению, вторая итерация обычно полностью соответствует желаемому результату. Снова оцениваем корпус по фото и видео. Если всё хорошо, заказываем доставку 3—5 образцов для визуальной и тактильной оценки.
По истечении 4—5 дней и таможенной очистки получаем первые долгожданные серийные образцы корпуса. Трогаем, щупаем, гладим, топим (при наличии требований водостойкости), морозим, анализируем, оцениваем и снова ищем, чтобы еще можно улучшить для достижения идеального результата.
Если появляются замечания, еще раз корректируем оснастку и производим повторные образцы. Если всё устраивает — можно смело демонстрировать заказчику, инвестору или потенциальным пользователям. Чем ближе продукт находится к конечной стадии проекта, тем дороже, дольше и больнее будет вносить изменения в дизайн и конструкцию. Однако это возможно.

Так выглядят отлитые кнопки для корпусов различной электроники. Литьевые каналы потом обламывают, а места стыков шлифуют
После всех вышеописанных итераций можно направляться в командировку к подрядчику в Китай. Обычно это занимает несколько дней без учета времени на дорогу. На заводе-изготовителе необходимо полностью сымитировать процесс серийного производства корпуса (т.е.проработать на малой партии), чтобы отладить все этапы, получить и окончательно согласовать серийный образец, так называемый Golden Sample, и оснастку для его производства.
4.3. Серийное производство корпусов
Само производство заветных корпусов для нового электронного устройства происходит практически без вашего участия. Китайские подрядчики согласно срокам, указанным в договоре, и только после предоплаты, изготавливают компоненты изделия и при необходимости организуют сборку.
Обязательно, как и в случае с оснасткой, необходимо периодически контролировать процесс производства и его график. Также нужно определить периодичность контроля качества корпусов и договориться об отправке информации о ходе процесса производства. Например, контролю внешнего вида можно подвергать до 100% изделий (особенно если отливки снимаются с пресс-формы вручную). Соответствие заданным размерам проверяем каждые 200 циклов пресс-формы. Тест на водонепроницаемость собранного изделия — каждые 1000 изделий, и так далее.

Проверка качества на китайской фабрике по производству пластиковых изделий
Наш опыт показывает, что у китайских подрядчиков есть своя специфика работы с фото- и видеоотчетами. Присланные фото почти всегда не очень хорошего качества, хотя технически сейчас в любом более-менее приличном телефоне камера позволяет делать отличные фото и видео. Только после нескольких повторных запросов на фото и видео наконец-то можно детально рассмотреть какие-то дефекты или несоответствия. Расчет простой: раз ты не увидел дефект, это твои проблемы, мы тебе всё выслали, ты всё посмотрел, согласовал, что ты теперь хочешь? Так что не стесняйтесь запрашивать как можно больше фото и видео хорошего качества.
5. Доставка партии корпусов для электроники и таможенная очистка
Для доставки готовой продукции можно использовать несколько видов транспорта, которые отличаются стоимостью и сроком доставки: авиа, ЖД, морской и автотранспорт. Также можно использовать комбинированные варианты. Каждый вид транспорта имеет свои преимущества и недостатки, определяющие возможности его использования. Авиатранспорт — самый дорогой вид доставки, но при этом и самый быстрый.
Самые простые позиции — образцы — обычно отправляются службами экспресс-доставки. Занимает это в среднем 3—5 дней без учета таможенной очистки.
При отправке партий побольше необходимо особенно тщательно просчитать целесообразность отправки самолетом, это самый дорогой способ доставки. Да, это занимает не более 4—5 дней, но стоимость в разы выше, чем доставка железнодорожным транспортом или морским путем.
Таможенная очистка груза подразумевает таможенное оформление и уплату таможенных пошлин. Оказанием таких услуг занимается таможенный представитель или таможенный брокер. Это агент, который вправе от имени и в интересах заказчика совершать любые операции по таможенной очистке.
Для начала процедуры необходимо представить в таможенную службу все документы, подтверждающие происхождение груза, его характеристики и стоимость.
Таможенная очистка обычно занимает 1—2 дня в случае если не будет проводится дополнительная таможенная проверка (тарифная и нетарифная). После таможенного выпуска товара он может свободно перемещаться по всей территории ЕЭС.
6. Приемка изделия и решение вопросов по рекламациям
Товар доставлен и растаможен. Вы с довольным видом распаковываете коробки и убеждаетесь, что всё на месте, всё соответствует желаемому качеству и количеству.

Промышленные образцы корпусов: двухкомпонентное литье, корпус с закладными деталями и деталь с фактурой древесины, созданная по технологии литья под давлением с пленками (IMD). Слева — мешки с пластиковыми гранулами, которые засыпают в термопластавтомат
Конечно, могут быть какие-то несоответствия. Вы же не можете физически присутствовать при производстве и упаковке всей партии изделий, поэтому необходимо предварительно договариваться о порядке приемки…
Если вы работаете с подрядчиками в Китае не напрямую, а через контрактного производителя, тут всё проще. Если вы получаете первую партию, представитель контрактного производителя будет вместе с вами изучать доставленную серию корпусов и компенсирует все недостатки за свой счет. Обычно компенсация происходит не в денежном эквиваленте, а за счет изготовления и доставки нужного количества комплектов. В итоге расходы по изготовлению ложатся на подрядчика в Китае, так как это его вина, а расходы на транспортировку оплачивает контрактный производитель, если он брал на себя обязательства по доставке готовой партии корпусов в нужную точку мира.
Итак, партия изделий поставлена, допоставлена, допроверена. Все!
После продажи изделия начинается тот самый процесс эксплуатации, который выявляет все скрытые моменты, которые не были предусмотрены при разработке дизайна и конструкции. Если вы занимались разработкой самостоятельно, тогда эти риски ложатся на вашу проектную команду. Если через контрактного разработчика, тогда он несет ответственность за исправление конструкции, пресс-формы, замену материала, отладку техпроцесса и т.д. Пока ваш продукт не станет идеальным. :-)
Итого: подводных камней при разработке и производстве корпуса для электронного устройства действительно много, но все эти вопросы вполне можно решить — либо за счет собственных проб и ошибок, либо при поддержке контрактных разработчиков и производителей, которые возьмут на себя риски и решение всех технических и организационных вопросов.
Желаем вам новых успешных проектов на рынке электроники! Делитесь в комментариях своими историями успехов и неудач на пути к собственным продуктам. А мы — будем рады поделиться опытом в ответах на ваши вопросы.
Как не промахнуться с бюджетом на серийное производство корпусов: 20 примеров из практики бюро по инженерному дизайну
Публикация всего двух статей о том, как самостоятельно оценить стоимость производства корпуса для прибора (первая и вторая) подняла просто волну запросов из серии «А вот сколько будет стоить наш корпус при тираже 5-100-1000- ∞ штук?»

Как выясняется в ходе общения, большинство запрашивающих ошибается в оценке затрат на производство на порядок. Не шучу.
Однако написать простую инструкцию (или ещё проще — сделать калькулятор) по оценке этих затрат я не смог: для этого придётся учесть слишком много параметров. Поэтому просто покажу на примерах тираж и цену. Да, вы не сможете точно оценить свой проект, но уже будет ясно, сколько вам потребуется денег — 100 000 рублей, миллион или больше.
А если вы напишете в комментариях, что конкретно вас интересует, постараюсь ответить с примерами: их есть у меня (с) огромное количество — от корпусов миниатюрных устройств до корпусов станков размером с дом.
I. Производство пластиковых деталей
Cтоимость производства мелких, небольших и крупных деталей
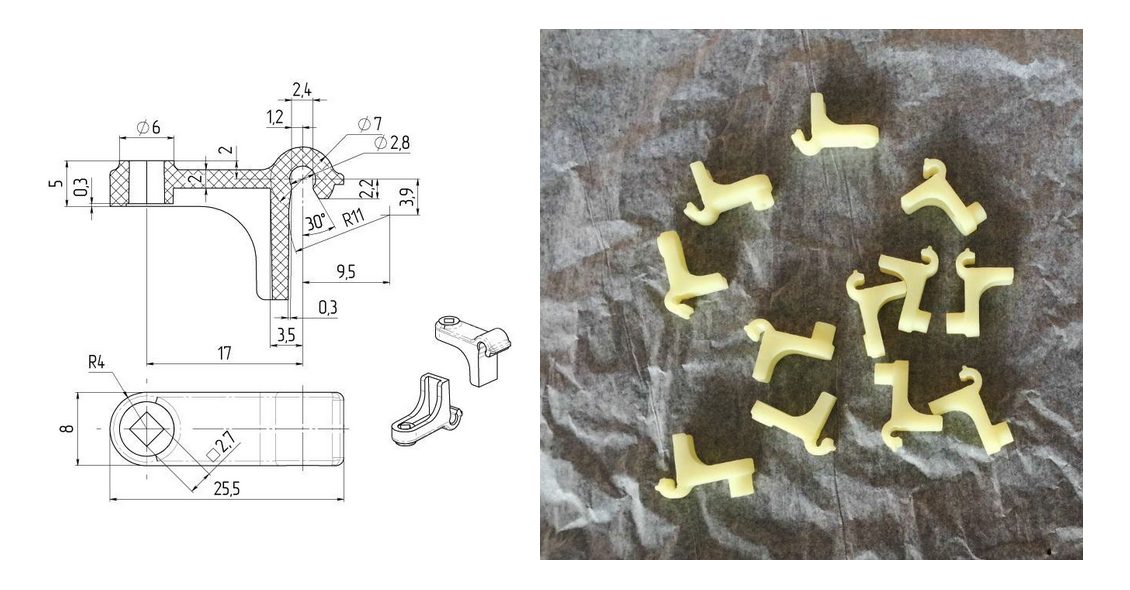
Деталь размерами 25х20 мм
Одна крепёжная деталь из ABS-пластика.
Стоимость прототипа — $60.
Стоимость форм — $1.500 (восьмиместная форма).
Ресурс форм — 300 тыс. циклов.
Стоимость одной детали — $0.08 при тираже 8 000 штук.
Деталь размерами 150х100 мм
Одна корпусная деталь из ABS-пластика.
Стоимость прототипа — $200.
Стоимость пресс-формы — $4.300.
Ресурс форм — 200 тыс. циклов
Стоимость одной детали — $0.5 при тираже 1 000 штук.
Деталь размерами 170х170 мм
Одна корпусная деталь из ABS-пластика.
Стоимость прототипа — $230.
Стоимость пресс-формы — 5.000$
Ресурс пресс-формы — 200 тыс. циклов.
Стоимость одной детали — $1.1 при тираже 10 000 штук.
Деталь размерами 530х120 мм
Материал — ABS-пластик.
Стоимость прототипа — $350.
Стоимость пресс-формы — $12.000.
Ресурс пресс-формы — 300 тыс. циклов.
Стоимость одной детали — $1.4 при тираже 10 000 штук.

II. Производство пластиковых корпусов
Cтоимость производства мелких, настольных, настенных, высоких и крупных корпусов
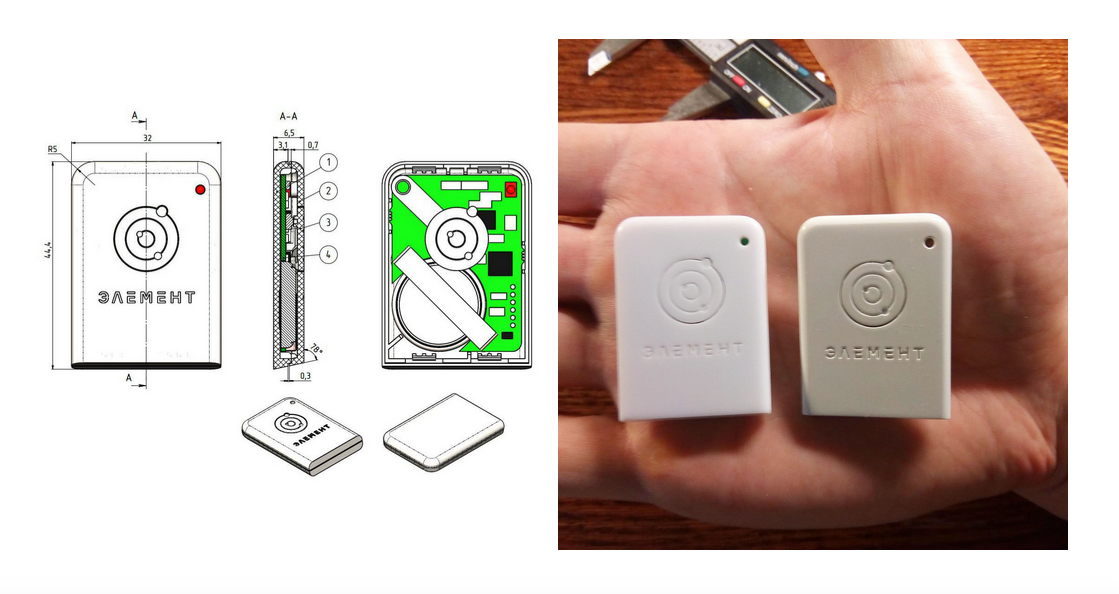
Корпус размерами 44х32 мм
Две корпусные детали и одна кнопка из ABS-пластика.
Стоимость прототипа — $150.
Стоимость пресс-формы — $2.500 (одна форма на три места).
Ресурс пресс-формы — 50 тыс. циклов
Стоимость комплекта деталей — $0.5 при тираже 5 000 штук.
Корпус размерами 60х30 мм
Две корпусные детали из ABS-пластика.
Стоимость прототипа — $200.
Стоимость пресс-формы — $5.000 (одна форма на два места).
Ресурс пресс-форм — 50 тыс. циклов
Стоимость комплекта деталей — $0.8 при тираже 1 000 штук.
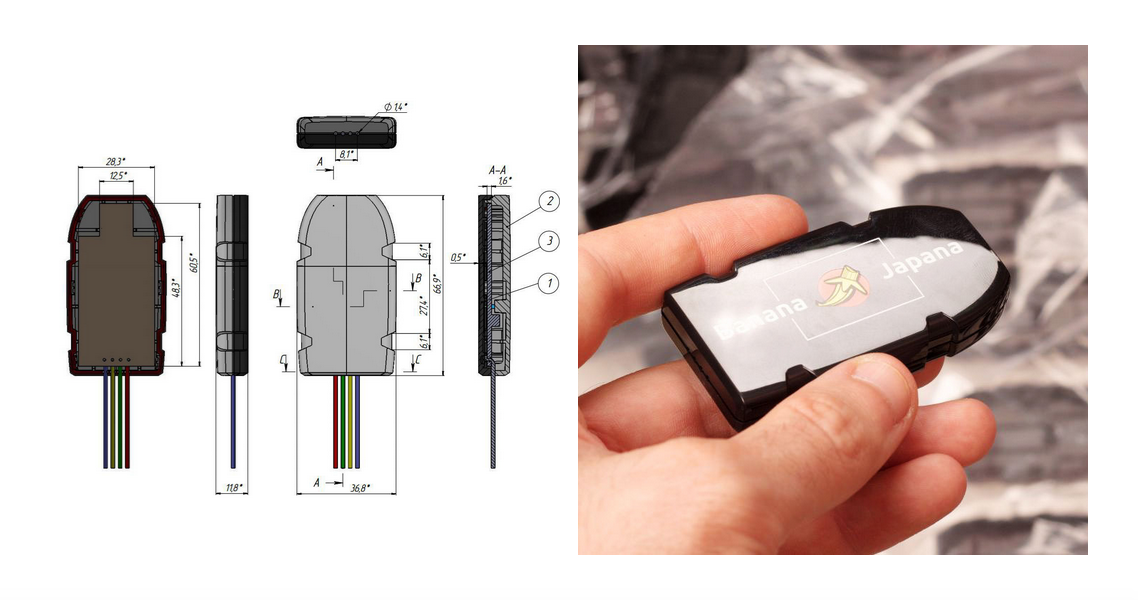
Герметичный (IP-66) корпус размерами 80х60х30 мм
Две корпусные детали из ABS-пластика и один резиновый уплотнитель.
Стоимость прототипа — $280.
Стоимость пресс-форм — $5.500 корпус (двухместная форма) и $1.500 — уплотнитель.
Ресурс пресс-форм — 50 тыс. циклов.
Стоимость комплекта деталей — $1.3 при тираже 1 000 штук.
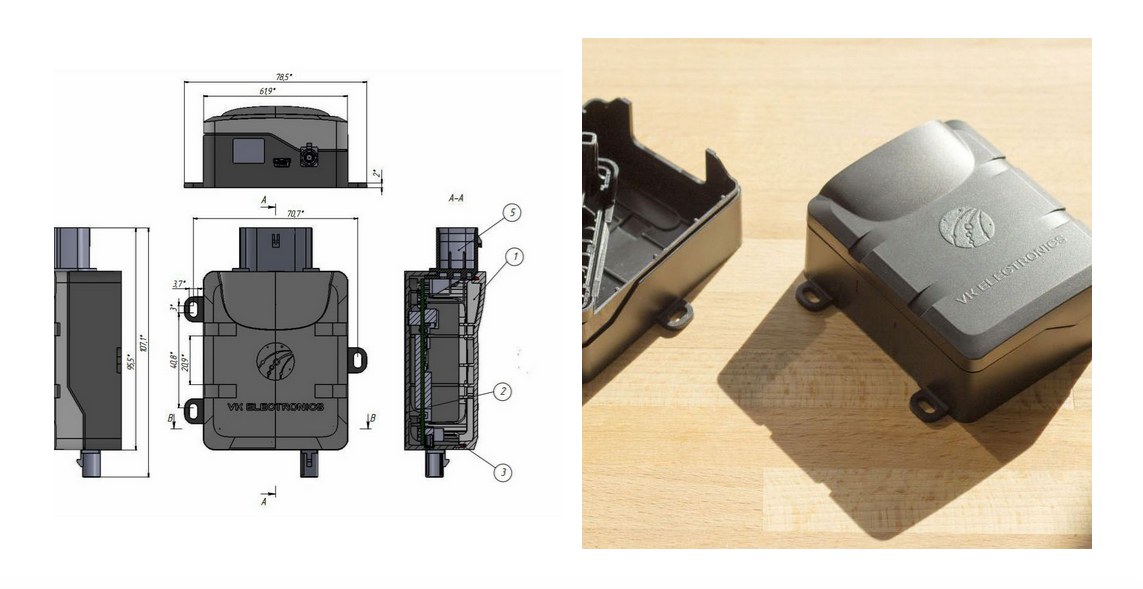
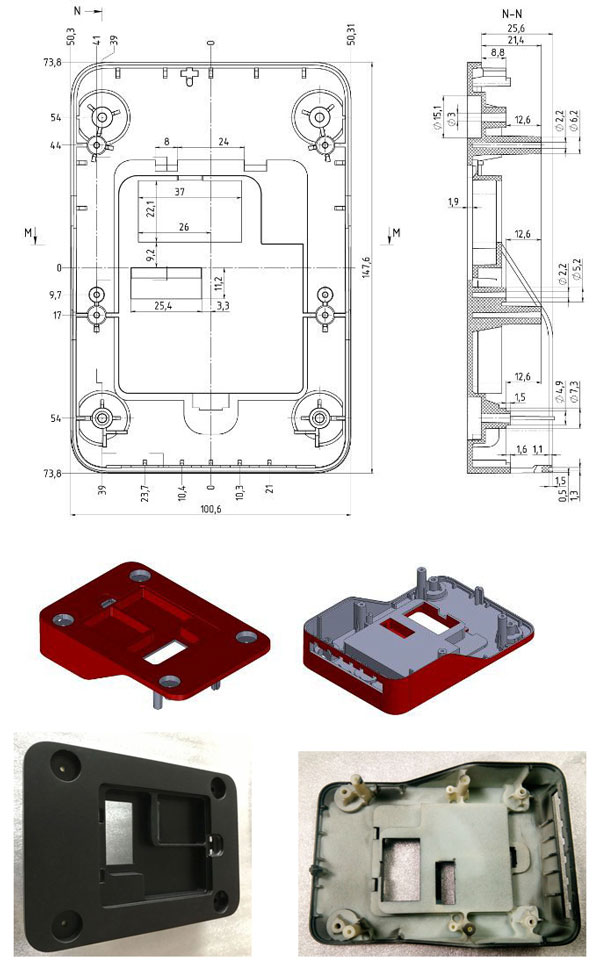
Корпус размерами 230х160х45 мм
Две корпусные детали из ABS-пластика, три крепёжные детали из ABS-пластика.
Стоимость прототипа — $750.
Стоимость пресс-форм — $12.000 ($5.000 задняя крышка, $4.000 передняя крышка на два места, $3.000 крышки и шарниры на три места).
Ресурс форм — 300 тыс. циклов.
Стоимость комплекта деталей — $3 при тираже 5 000 штук.

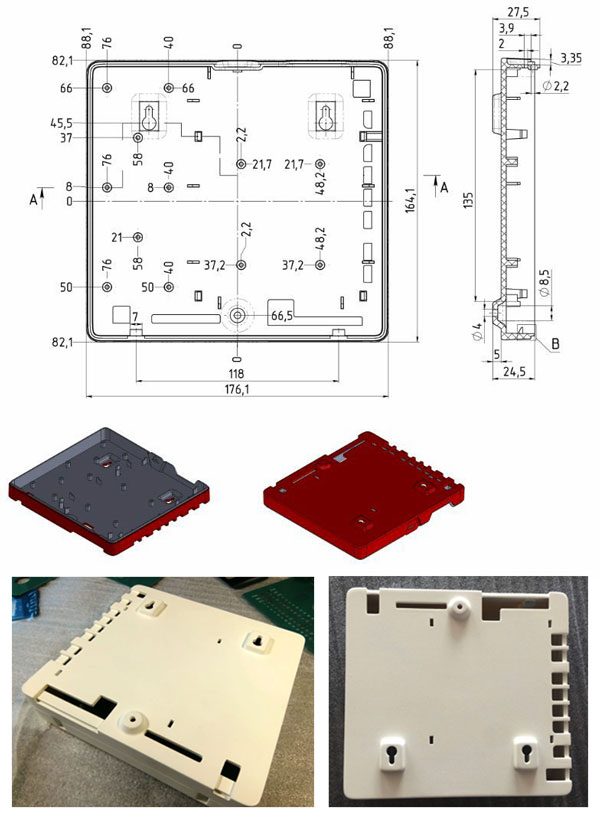
Корпус размерами 300х200х65 мм
Две корпусные детали из ABS-пластика, одна крышка, одна рамка и один комплект кнопок из ABS-пластика.
Стоимость прототипа — $1.200.
Стоимость пресс-форм — $14.000 ($7.000 основание, $4.500 верхняя крышка, $2.500 крышка и кнопки).
Ресурс форм — 500 циклов.
Стоимость комплекта деталей — $6 при тираже 500 штук.
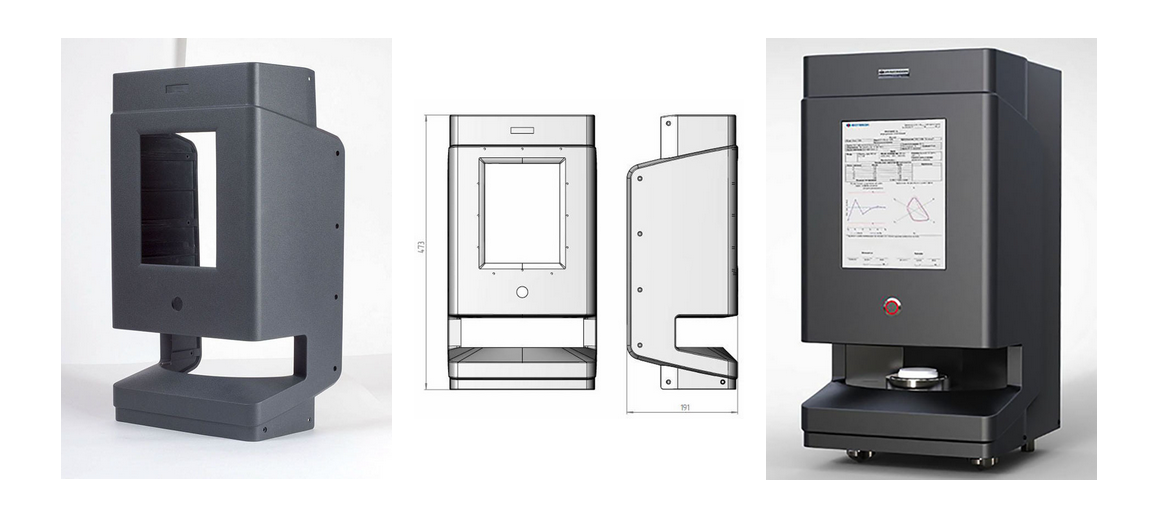
Корпус размерами 470х190х250 мм
Одна корпусная деталь из ABS-пластика.
Стоимость прототипа — $2.500.
Стоимость пресс-формы — $32.000.
Ресурс пресс-формы — 50 тыс. циклов.
Стоимость детали — $8.2 при тираже 1 000 штук.
Корпус размерами 800х800х380 мм
Две корпусные детали из ABS-пластика, комплект лопастей, рамка, фиксаторы
из ABS-пластика.
Стоимость прототипа — $5.000.
Стоимость пресс-форм — $150.000.
Ресурс форм — 300 тыс. циклов.
Стоимость комплекта деталей — $20 при тираже 10 000 штук.

III. Производство корпусов из листового металла
Cтоимость производства металлических корпусов методами резки и гибки — от небольших приборов до промышленных станков.
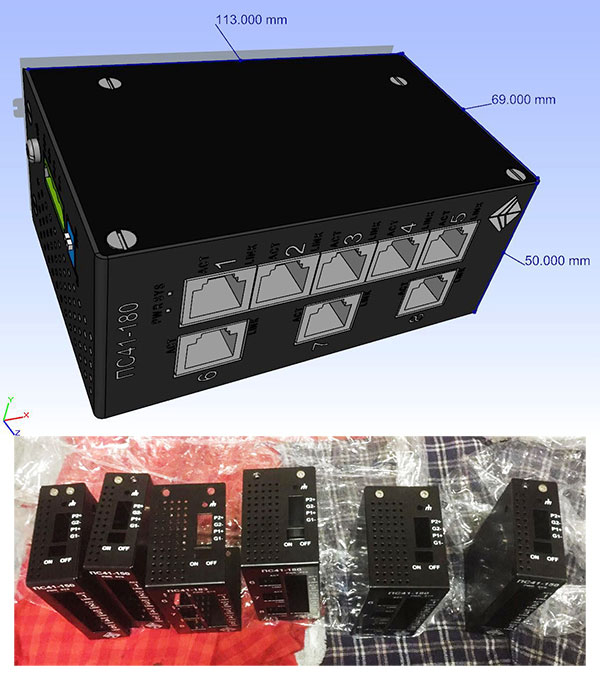
Корпус размерами 110х70х50 мм
Две металлические детали.
Стоимость прототипа — 20 000 руб.
Стоимость комплекта деталей — 500 руб. при тираже 1 000 штук.
Корпус размерами 350х350х100 мм
Одна деталь — пластик, три детали — металл.
Стоимость прототипа (металл) — 20 000 руб.
Стоимость корпуса — 2 500 руб. при тираже 1.000 штук.
Стоимость прототипа (пластик) — 3 000 руб.
Стоимость пластиковой панели — 900 руб. при тираже 1 000 штук.
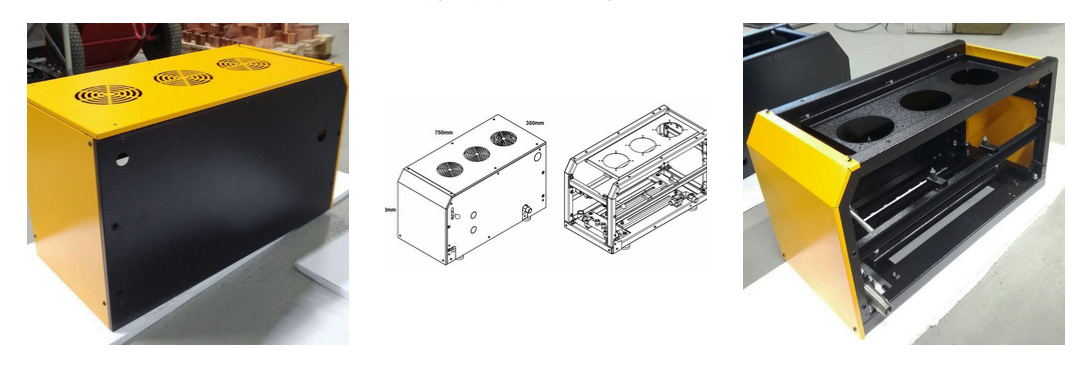
Корпус размерами 750х450х350 мм
Стоимость прототипа (металл) — 200 000 руб.
Стоимость единицы — 35 000 руб. при тираже 1 000 штук.
Корпус размерами 1300х800х700 мм
Стоимость прототипа (металл) — 300 000 руб.
Стоимость корпуса — 68 000 руб. при тираже 50 штук.
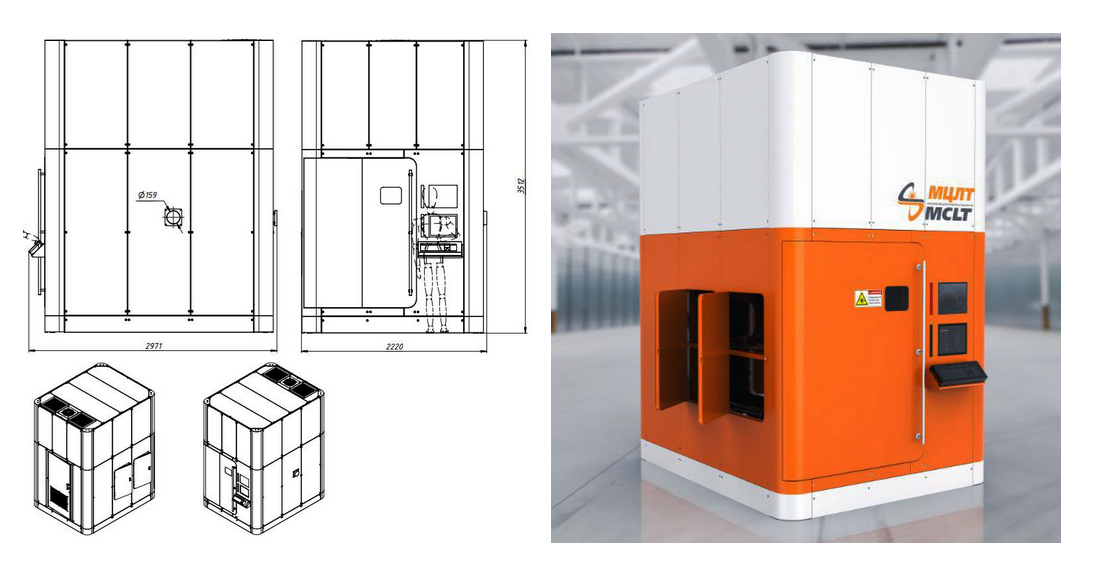
Корпус размерами 3500х3000х2200 мм
Стоимость прототипа (металл) — 1 300 000 руб.
Стоимость корпуса — 800 000 руб. при тираже 10 штук.
IV. Производство металлических корпусов по технологии литья под давлением
Cтоимость производства корпусов небольших приборов и устройств среднего размера
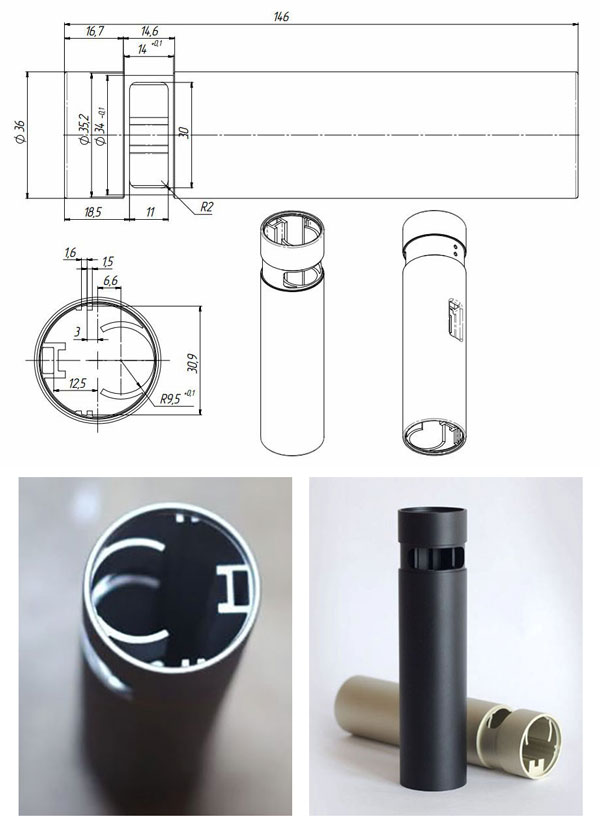
Корпус размерами 150х35 мм
Технологии: литьё алюминия под давлением, экструзия алюминия + дофрезеровка + анодирование.
Стоимость прототипа (металл) — $650.
Стоимость фильеры — $7.500.
Стоимость корпуса — $1.8 при тираже 10 000 штук.
Корпус размерами 90х80х29 мм
Стоимость прототипа (металл — две корпусные детали из алюминия) — $700.
Стоимость пресс-формы (два места) — $9.000.
Ресурс форм — 30 тыс. циклов.
Стоимость корпуса — $3.2 при тираже 10 000 штук.

Корпус размерами 360х200х80 мм
Технологии: экструзия алюминия + дофрезеровка, гибка и резка металла + анодирование.
Стоимость прототипа (корпус полностью) — $800.
Стоимость фильеры — $3.000.
Стоимость корпуса — $110 при тираже 500 штук.

Корпус размерами 470х135х125 мм
Стоимость прототипа (металл — две корпусные детали из алюминия) — $2.000.
Стоимость пресс-формы (два места) — $42.000.
Ресурс форм — 150 тыс. циклов.
Стоимость корпуса — $93 при тираже 1 000 штук

Повторю, потому что это важно: простое сравнение (“О, у меня почти такой же корпус, значит, и стоить будет столько же!”) не годится: есть куча параметров, которые могут существенно повлиять на цену. Это и наличие в пресс-форме знаков, и уклоны, и незачищаемые сварные швы и т.д. Но примерно оценить можно. :)
Изготовление корпусов из металла

Что представляют собой современные металлические корпуса, например, для сложных приборов РЭА? Чаще всего это не простые корпуса, согнутые под прямым углом из заготовок металла, а полноценные трехмерные технологические узлы. Внутри них предусматриваются перегородки, отверстия (d = 0,5–150 мм), различные профильные пазы, внутренний и внешний крепеж, надписи и другие конструктивные элементы. Для изготовления таких конструкций используется стальной, алюминиевый или нержавеющий лист. Изготовление корпусов из металла должно происходить в сжатые сроки и с максимальной точностью.
Из каких металлов изготавливают корпуса для различных приборов и устройств

В радиоэлектронной аппаратуре металлические корпуса применяются в качестве оболочки для приборов различного назначения. Изготовление корпусов из металла для радиоаппаратуры может выполняться любой формы, а материалы, применяемые в процессе работы, обладают высокой прочностью и надежностью.
Металлические корпуса применяются для изготовления таких объектов, как:
- платежные терминалы;
- вендинговые аппараты;
- электрощиты;
- торговое оборудование;
- прочие приборы и аппараты.
Из какого металла возможно изготовить корпус
1. Корпуса из стали.
Основными преимуществами такого корпуса являются высокое качество металла, крепость и повышенные противоударные свойства. Стальной корпус – это отличная защита от помех. Он может быть любого размера, поэтому такие изделия могут применяться, например, для:
- радиоэлектронной аппаратуры;
- телекоммуникационных приборов;
- медицинской техники;
- сигнализации различного рода;
- электротехнического оборудования;
- оптических приборов.
Выбирая стальной корпус, нужно знать размеры элементов, размещаемых в нем, их количество, а также обратить внимание на следующие моменты:
- как часто планируется транспортировать прибор;
- есть ли в изделии соединительные электрические коробки;
- на наличие в приборе контроллера частоты;
- возможен ли контакт аппарата с влагой;
- есть ли необходимость в установке дисплея и консоли.
Также корпуса различаются по способу крепления – для вертикальной и горизонтальной поверхности.
Для стальных корпусов характерны следующие особенности:
2. Корпуса из алюминия.
Алюминиевые корпуса, как правило, используются при сборке промышленной аппаратуры. Многосторонние свойства этого металла определяют их применение при монтаже электронных и механических компонентов.
Изготавливаются следующие виды алюминиевых корпусов:
- Стандартный. Он отличается прочным корпусом, возможностью установки несущих шин и монтажных плат, а также обработки электромеханических частей и клемм. Вы можете указать любые, удобные вам размеры корпуса.
- Фланцевый. Его особенность – наличие отверстий для фланцевых крепежей, что позволяет зафиксировать корпус.
- Герметичный. В таком корпусе болты, служащие для крепления его крышки, не воздействуют на зону уплотнения, что позволяет добиться максимальной герметичности. Также имеются отверстия для настенных креплений.
- Многоцелевой. Как нетрудно догадаться из названия, это универсальный корпус, применяемый в различных сферах промышленности.
Алюминиевые корпуса применяются в промышленности для монтажа схем, но это не все возможности для их применения. Корпуса из алюминия могут использоваться при изготовлении следующих аппаратов:
- сетевых фильтров;
- датчиков любого типа;
- приборов измерения;
- коробок распределения;
- приборов контроля;
- управляющей техники;
- радиоприборов.
Алюминиевые корпуса обладают следующими преимуществами:
- имеют привлекательный внешний вид;
- их конструкция легкая, но в то же время прочная;
- имеют хорошие теплоотводные свойства;
- защищают от пыли и влаги.
Какие способы изготовления корпусов из металла наиболее востребованы сегодня
1. Лазерная резка.

Лазерная резка металла – это новейшая технология раскроя листового проката. Этот метод обладает несколькими преимуществами перед традиционными способами:
- при лазерной резке нет механического воздействия на обрабатываемый материал;
- лазерный луч разрезает практически любой материал, какими бы теплофизическими свойствами он не обладал;
- точность позиционирования лазерной головки примерно 0,08 мм, благодаря чему точность взаимного расположения элементов заготовки довольно высока;
- лазерную резку можно применять на легкодеформируемых и нежестких деталях;
- диаметр лазерного луча около 0,25 мм, что делает возможным создание отверстий диаметром от 0,5 мм.
- большая мощность лазерного излучения обуславливает высокую производительность процесса лазерной резки;
- используя возможности лазерной резки, можно раскроить практически любой листовой материал по сложному контуру.
Лазерная резка металла – это высокая скорость процесса, безупречное качество и приемлемая цена в любой области применения. Также лазерная резка не предусматривает высоких денежных затрат: сколько бы деталей ни было, цена на них практически не меняется.
С помощью лазера можно резать сталь, алюминий и другие материалы. Лазерный станок – это начальный этап производства корпусов. Производство металлических изделий другого типа чаще всего тоже начинается с лазерной резки. С нее начинают изготовление металлических корпусов, корпусов для РЭА, изделий из металла на заказ в виде листовых заготовок и других металлических плоских деталей любой сложности и любой геометрии. Изделия из металла, выполненные с помощью лазерной резки, не требуют последующей обработки, и изготовление корпусов из листового металла упрощается.

Гибка изделий промышленного производства выполняется на высокоточных гидравлических гибочных станках. Эти станки изгибают металл и металлические заготовки длиной до 2,5 м и толщиной от 0,3 до 8 мм. Гибка может выполняться и с установленными метизами и резьбовыми бонками. Это позволяет более технологично подходить к производственному циклу изготовления корпусных изделий.
Часто изготовление корпусов для приборов из металла подразумевает наличие приваренных или иным образом закрепленных крепежных изделий – шпилек, резьбовых бонок, резьбовых заклепок и втулок.
Все эти элементы крепежа устанавливаются в приборные корпуса различными способами. Это:
- кондесаторная приварка метизов;
- запрессовка бонок, втулок и шпилек;
- установка вытяжных заклепок и резьбовых втулок.
Иногда требуется произвести сварочные работы для закрепления согнутого корпуса. Сварка осуществляется следующими способами:
- полуавтоматической сваркой в среде углекислого газа;
- аргонно-дуговой сваркой алюминиевых сплавов переменным током и нержавейки – постоянным током;
- контактной сваркой.
Сварка соединяет изделия различной толщины, изготовленные из разных металлов:
- сварка металла толщиной от 0,5 до 10 мм;
- сварка нержавейки толщиной от 0,5 до 6 мм;
- сварка алюминия толщиной от 0,5 до 6 мм.
Сваренные металлические корпуса или сварочный шов нержавейки зачищаются, а при необходимости шлифуются или подвергаются другим видам металлообработки перед нанесением краски.
Изготовление корпусов из металла своими руками
Существует способ, позволяющий сконструировать металлический корпус и с помощью простейших средств добиться выразительной формы. Корпуса, изготовленные по этому способу, соединяются с помощью минимального количества винтов и не требуют сварки или пайки.
Представим себе две гнутые панели П-образной формы (рис. 1, а), размер которых подобран так, чтобы при их сопряжении получался замкнутый корпус (рис. 1, б). В этом и есть смысл построения корпусов из гнутых панелей.
Рис. 1. Принцип конструирования корпусов из гнутых панелей.
Для сопряжения панелей требуются стойки. Их конструкция и способ крепления показаны на рис. 2. Стойка (3) не только скрепляет верхнюю панель (1) корпуса с нижней панелью (5), но и крепит к корпусу шасси (6), которое служит основой для электрической и механической частей прибора.
Благодаря этому отпадает необходимость в дополнительных крепежных деталях, а на поверхности корпуса нет лишних винтов. Нижняя панель прикрепляется к стойке винтом, проходящим сквозь ножку (4). Этот прием позволяет замаскировать винт.
Рис. 2. Способ скрепления панелей корпуса и шасси.
Корпус, представленный на рис. 1 (б), используется для различных радиотехнических устройств. Материалом для изготовления таких корпусов служат листы из стали, алюминиевых сплавов или латуни.
Толщина листа подбирается в зависимости от размеров корпуса. Для небольших корпусов, объем которых до 5 дм3, подходит лист толщиной 1,5–2 мм. Для корпусов большого объема потребуется лист толщиной до 3–4 мм. Эти требования относятся к основанию корпуса, его нижней панели, на которую приходится основная силовая нагрузка: она служит для крепления шасси и других элементов конструкции.
Приспособление для гибки и обработки панелей корпусов представлено на рис. 3. Оно включает в себя два отрезка уголковой стали, стягиваемых двумя болтами с гайками. Болты служат направляющими при стягивании угольников и не допускают перекоса плоскостей.
Предпочтительно использовать закаленные угольники. Их длину выбирают в зависимости от длины обрабатываемых деталей, но она не должна превышать 300 мм.
Рис. 3. Приспособление для изготовления металлических корпусов.
Обрабатываемая деталь вставляется между угольниками. Для стягивания угольников используются болты с гайками или струбцины. Изготовление корпусов из листового металла по описанному методу отличается тем, что каждая панель изгибается только в одном направлении, то есть все линии гибки на одной детали параллельны, благодаря чему упрощается процесс изготовления деталей корпусов.
Рассмотрим более подробно простую технологию изготовления корпуса, который состоит всего из двух деталей П-образной формы (рис. 4). Одна из них выступает в роли несущей. Она изготавливается из более толстого материала, чем другая, служащая крышкой для корпуса.
Наиболее удачным материалом считается алюминиевый сплав АМцА-П, обладающий повышенной жесткостью и хорошей гибкостью.
Рис. 4. Корпус из листового металла.
Рис. 5. Элементы оформления корпуса.
Соединительными элементами для такого корпуса могут быть винты, установленные в резьбовые отверстия угольников, которые приклепываются к несущей детали. Все отверстия на этих двух деталях сверлят и обрабатывают после гибки. Изготовление корпусов из металла на заказ начинается с расчета размеров заготовок. К примеру, длина заготовки несущей детали корпуса вычисляется по следующей формуле:
l = 2а + с - 2 (R1 + S),
где а – ширина корпуса; с – его высота; R1 – внутренний радиус изгиба; S – толщина материала.
После определения длины заготовки несущей детали ее изгибают и производят замеры ширины а и высоты с. В случае если верхняя и нижняя стороны получаются разными, то большую из них подгоняют до размера а – меньшей. Зная размер с, можно определить ширину заготовки второй детали (с - 2S). Далее производится расчет ее длины по приведенной выше формуле, где а заменяется на (а - 5), R1 на R2, а S на t. При соблюдении описанной последовательности изготовления деталей гарантируется точное (без зазоров) соединение их по всему периметру.
Процедура изготовления корпусов из металла в домашних условиях – достаточно сложный процесс, поэтому лучше доверить такую задачу профессионалам. Наша компания ООО «Треком» специализируется на оказании таких услуг.
Со своей стороны ООО «Треком» всегда предлагает:
- Отработанные технические процессы.
Опытные специалисты используют только высокопрофессиональное оборудование, которое отвечает всем современным техническим стандартам. Применение программных средств способствует не только точности, но и оперативности исполнения заказов наших клиентов.
Помимо непосредственной разработки изделий, наши специалисты берутся за любые сопроводительные работы: гравировку, дополнительные покрытия, присоединение к корпусу функциональных элементов (например, выключателей, ножек, ручек и т. д.), упаковку и доставку готовых изделий в зависимости от желания заказчика.
Производство осуществляется собственными силами без привлечения сторонних исполнителей. Это позволяет держать под контролем весь процесс изготовления изделий. Кроме того, такой подход исключает какие-либо перебои поставок и позволяет добиться максимальной оперативности работы.
Предусмотрен индивидуальный подход к сотрудничеству с постоянными заказчиками. Например, возможно постепенное изготовление большой партии с необходимостью оплаты только того количества изделий, которое требуется заказчику на конкретный период.
Читайте также: