Как сделать ромб из металлического профиля
Обновлено: 17.05.2024
Всем, кто занимается холодной ковкой металла (особенно новичкам), эти идеи могут пригодиться. Так что берите на заметку.
Объемная звезда из листового металла
В данном обзоре автор наглядно показывает, как из листового металла толщиной от 1 до 3 мм сделать своими руками декоративную пятиконечную звезду. Причем не какую-нибудь плоскую, а объемную, с четкими гранями.
Для изготовления такой самодельной звезды потребуется матрица, вырезанная по форме одного из лучей. Автор сделал ее из металлического уголка.
Рекомендуем также прочитать статью-обзор на тему: как изготовить декоративный элемент из прямоугольной профильной трубы.
Основные этапы работ
Первым делом необходимо будет подготовить бумажный шаблон. Прикладываем его к куску листового металла и обводим маркером. Затем вырезаем заготовку при помощи ножниц по металлу или болгаркой.
Зажимаем матрицу из уголка в слесарных тисках. Ударами молотка и выколотками формируем на заготовке пять лучей.
На последнем этапе работ обрабатываем звезду напильником по металлу, убирая острые грани на наружной стороне. В принципе, ничего сложного, но некоторое время затратить нужно.
Видео по теме
Подробнее о том, как сделать объемную звезду из листового металла, вы можете посмотреть на видео ниже. Этот обзор создан на основе авторского видеоролика с YouTube канала Kovko Kova4.
Шестигранная звезда из профильной трубы
Рассказываем, как своими руками сделать декоративную шестигранную звезду из профильной трубы. Своим опытом с нами любезно поделился автор YouTube канала Nery Herreria e Idioma nahuatl tv.
Создаем основной рисунок
Сначала необходимо будет начертить шестиконечную звезду требуемого размера. На листе бумаги с помощью циркуля чертим окружность (в данном случае — диаметром 25 см). Проводим центральную линию.
Затем делаем разметку с помощью транспортира и карандаша чертим еще две линии под углом 60 градусов относительно центральной линии.
С помощью циркуля делаем по две отметки на каждой начерченной линии на расстоянии 3,5 см от центра, как показано на фото ниже.
Далее необходимо будет прочертить линии строго по центру каждой из получившихся «долек» окружности.
Точки, расположенные на окружности, соединяем с отметками на линиях, которые мы делали ранее.
В результате мы получили шестиконечную звезду нужного размера. Основные линии обводим ручкой, чтобы было лучше видно. А все, что было начерчено карандашом — стираем.
Расстояние от центра звезды до вершины составляет 12,5 см. Автор округлил это число до 13 см.
Изготовление шаблона
Теперь надо будет сделать бумажный шаблон одного «лепестка» звезды. Берем кусочек бумаги подходящего размера и чертим отрезок длиной 13 см.
Устанавливаем циркуль на одном из концов отрезка, и делаем отметку на расстоянии 8,9 см от конца.
Затем переставляем циркуль на противоположный конец отрезка и делаем все то же самое, но уже на расстоянии 5,7 см.
В местах пересечения линий ставим точки.
Потом нужно соединить их с точками на концах основного отрезка, и получаем шаблон «лепестка» шестиконечной звезды. Вырезаем его ножницами или с помощью канцелярского ножа.
Изготовление декора из металла
Прикладываем шаблон «лепестка» к профильной трубе, как показано на фото, обводим маркером, и затем вырезаем болгаркой деталь нужной формы.
Вырезаем шесть таких заготовок, и свариваем их между собой.
После этого останется только зачистить сварные швы и покрасить самоделку. Если же вам нужна объемная звезда, то тогда надо будет изготовить еще одну такую звездочку, и соединить обе детали друг с другом.
Подробно о том, как сделать шестигранную звезду из профильной трубы, можно посмотреть в видеоролике ниже.
Как сделать девятиконечную звезду из профтрубы
В данном обзоре автор YouTube канала HD karya поделится с нами интересной идеей, как сделать своими руками девятиконечную звезду из металла.
В качестве исходного «сырья» для изготовления сегодняшней поделки используется квадратная профильная труба.
Для чего вообще нужна такая поделка?
Девятиконечная звезда из профтрубы является декоративным элементом — она отлично подойдет для украшения забора, ворот и калитки, а также других металлоконструкций.
Первым делом необходимо нарисовать звезду на картоне.
Для этого сначала чертим окружность подходящего диаметра. Внутри нее чертим окружность меньшего диаметра.

На следующем этапе надо будет вырезать большой круг. Затем делаем разметку, как показано на фото ниже.


Каждый из девяти лучей звезды необходимо будет разделить пополам. После этого от одного из лучей отрезаем половинку.

Прикладываем шаблон из картона к профильной трубе, и обводим по внешнему контуру. Аналогично поступаем с другой стороны.

Затем вырезаем болгаркой кусок трубы, который будет выступать в роли металлического шаблона.

Прикладываем металлический шаблон к профильной трубе, и обводим внешние контуры маркером.
После этого вырезаем болгаркой нужное количество «лепестков». А всего их потребуется 18 штук.

Первым делом складываем девять «лепестков» вместе, чтобы у нас получилась звезда, и обвариваем.


По такому же принципу изготавливаем вторую звезду.

Две детали свариваем вместе. Затем останется только зачистить сварные швы, и отшлифовать готовое изделие.

Подробнее о том, как своими руками сделать декоративную девятиконечную звезду из профильной трубы, можно посмотреть на видео ниже.
Как сделать изгиб профильной трубы под любой угол
Когда требуется сделать из профильной трубы элемент с углом 45 градусов, то обычно две заготовки торцуются под 22,5 градусов, после чего свариваются между собой. Это очень простой и быстрый метод, но не самый красивый. В том случае, когда нужно сделать плавный изгиб цельной трубы без образования острого внешнего угла, то можно воспользоваться следующим способом.

Необходимые инструменты:
Изгиб профильной трубы под 45 градусов
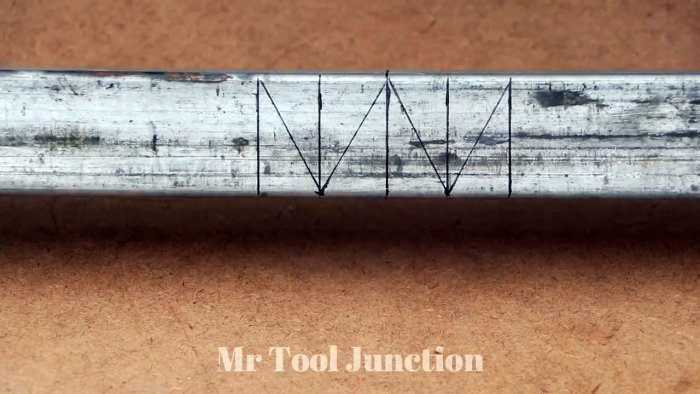
В центре будущего изгиба профильной трубы маркером под угольник проводится поперечная линия. Такая отметка делается со всех 4-х сторон трубы.
Далее на одной из сторон нужно сделать еще 4 поперечные линии по 2 слева и справа от центральной. Они проводятся под угольник с отступом в половину сечения трубы. К примеру, если она 40х40 мм, значит следует отступать с шагом 20 мм, а если 50х50 мм, то 25 мм. Такие же линии нужно нанести на противоположной стороне трубы.

Затем между этими линиями рисуются диагонали, как на фото. В результате они должны составить букву «М». Аналогичные диагонали делаются на противоположной стороне трубы. Важно, чтобы они были в этом же направлении.
Далее труба поворачивается так, чтобы стороны с диагоналями были по бокам, после чего следует навести маркером крайние линии, как на верхней стороне, так и обороте.
Теперь используя болгарку нужно сделать резы по диагоналям с обеих сторон. Удобней всего использовать для этого изношенный отрезной круг, так как он имеет малый диаметр, что позволяет работать тонко, не подрезая лишнего.

После резки диагоналей требуется уложить трубу так, чтобы составляемая или буква «М» оказалась перевернутой. На следующем этапе прорезаются находящиеся сверху крайние отметки, оборот трубы при этом должен остаться целым. В результате подрезок отделяется ненужный фрагмент с двумя зубьями.

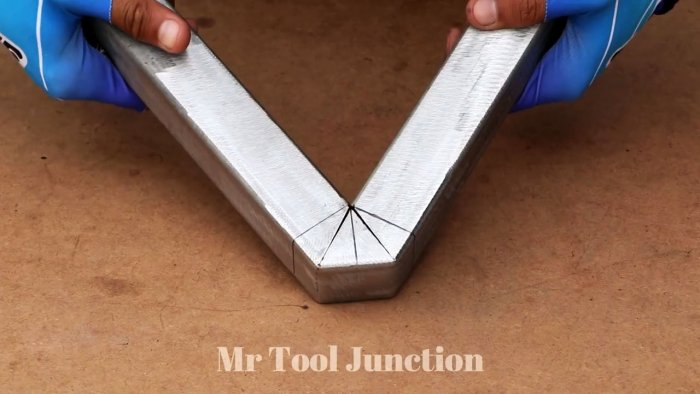
Если ее стенки толстые, то придется воспользоваться тисками. Далее нужно заварить и зашлифовать стыки.


В результате получается идеальный изгиб 45 градусов без острого внешнего угла, который выглядит как заводской. Таким способом можно сгибать трубы при изготовлении различных каркасов и рамок, где важна безопасность. Случайное столкновение рукой или ногой об такой загиб менее травмоопасно, чем об обычный изгиб с острым внешним углом.


Смотрите видео
Как сделать разборное соединение профильных труб без сварки
Чтобы сделать разборное соединение для калиток, балконных ограждений и заборов можно использовать обычную профильную трубу квадратного сечения. Это просто, но готовый результат поразит своей необычностью и кажущейся сложностью.

Что потребуется:
- профильная труба 40х40 мм;
- линейка;
- штангенциркуль;
- болгарка;
- тонкий маркер или чертилка;
- электросварка.
Процесс изготовления декора

На них отмечается центр, по которому проводятся поперечные линии по всем стенкам. Здесь очень важна точность, поскольку от нее зависит конечный результат.

Далее нужно сделать разметку труб вдоль по центру. Она наносится только на одну половину до поперечной линии. Чтобы все получилось точно, лучше использовать штангенциркуль. На одной трубе делаются метки на всех стенках, а на остальных только по двум примыкающим к одному углу сторонам.

Продольные линии должны быть четкими. Если нет тонкого маркера или чертилка не оставляет хорошо просматриваемый след, то можно предварительно наставить точек корректором и царапать по ним.
Используя болгарку, необходимо очень аккуратно прорезать продольные линии на заготовках. Желательно поставить отрезной круг равный сечению стенок труб или толще на несколько миллиметров.


После этого детали с двумя резами вставляются в заготовку с четырьмя разрезами. В результате с торца они выглядят как 3 пересекающиеся ромба.


Данную деталь нужно обварить по двум стыкам вдоль всей длины труб сплошными швами. Делаться это только с одной стороны. После этого неразборная заготовка нарезается на тонкие декоры по 5-15 мм шириной. Сделанные таким образом сращенные ромбы можно приваривать между прутами, получая декоративную решетку. Ими возможно украсить кованые изделия и прочие металлоконструкции. Соединяющий трубы сварочный шов на украшениях лучше размещать снизу, чтобы при взгляде сверху или прямо все выглядело предельно аккуратно.

Важно не использовать длинные трубы, с целью получения за один раз много разборных соединений. В таком случае придется делать длинные продольные резы болгаркой, что увеличит шанс уйти в перекос, и испортить материал. Как следствие детали не получится соединить настолько аккуратно. Лучше поначалу использовать заготовки 15-25 см, пока не отработаются навыки.

Лист ромбический рифленый: характеристики, производство, ГОСТ
Кроме металлической листовой продукции с гладкой поверхностью, во многих случаях используется рифленый лист. Его специально сформированные выпуклости (рифли) могут иметь различную форму (ромб, чечевица и др.). Металлические листы, на поверхность которых нанесено рифление различного типа, отличаются не только своими характеристиками, но и технологией производства.

Стальной лист с ромбическим рифлением
Ознакомиться со всеми требованиями ГОСТ к стальным рифленым листам можно, скачав данный документ в формате pdf по ссылке ниже.
Что собой представляет лист с ромбическим рифлением
Выпуклости на металлических листах, которые формируют с помощью рифления, – это не метод декоративного оформления, хотя подобная продукция и отличается привлекательным внешним видом. Рифленая поверхность, если сравнивать ее с гладкой, способна обеспечить значительно лучшее сцепление с предметами, которые с ней соприкасаются. Этим свойством, собственно, и определяется основное назначение листов, на которые специально нанесено рифление.
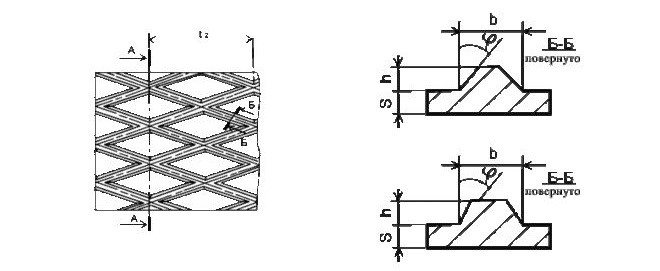
Форма и размеры ромбического рифления
Листы с рифлями в виде ромбов могут производиться в различных типоразмерах, а именно:
- толщина, измеряемая без высоты профиля рифлей, – 2,5–12 мм;
- ширина – 600–2200 мм;
- длина изделий, шаг стандартных типоразмеров которых составляет 50 мм, – 1400–8000 мм.
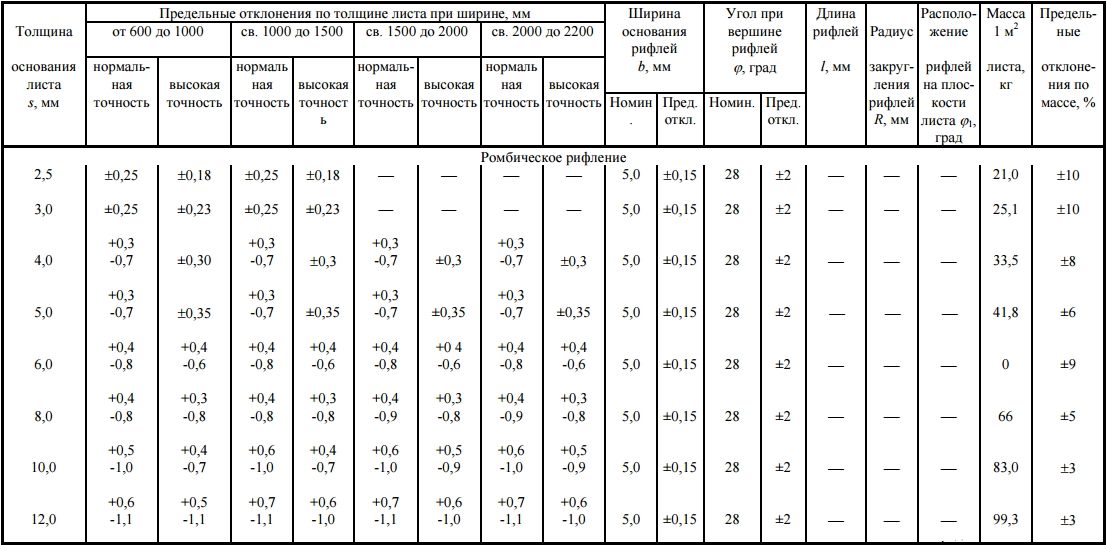
Допустимые отклонения размеров и массы согласно ГОСТ (нажмите для увеличения)
Рифление на поверхности таких листов представляет собой пересекающиеся линии. Размеры диагоналей ромбов, полученных этими пересечениями, могут находиться в пределах 25–30 и 60–70 мм. Между тем данные размеры не фиксированы, по договоренности заказчика с производителем они могут быть изменены, как и расположение рисунка на поверхности листа.
Лист «Ромб» успешно используется во многих сферах. Из рифленых металлических листов изготавливают элементы лестничных конструкций, мостиков и переходов, ими покрывают пол в промышленных объектах, обустраивают с их помощью эскалаторы в метро и крупных торговых центрах. Кроме того, изделия с рифлением в виде ромбов применяются для армирования полов, из них возводятся стеновые перегородки, изготавливаются емкости, используемые не только в промышленности, но и в сельском хозяйстве.
Декоративные характеристики такого материала делают его пригодным для оформления различных архитектурных конструкций, чем активно пользуются современные дизайнеры. В частном строительстве и для оформительских целей применяются рифленые металлические листы небольшой толщины, а для промышленных объектов приобретают более толстые изделия.
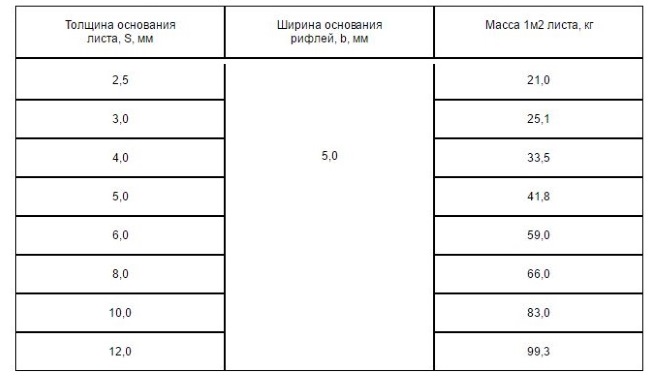
Масса рифленого листа в зависимости от толщины основы
Поскольку рифленые листы «Ромб» изготовлены из металла, их отличает высокая прочность, а если в качестве такого металла используется нержавеющая сталь (что допускается требованиями ГОСТа), то еще и исключительная коррозионная устойчивость. Материал таких листов обладает не только способностью выдерживать значительные нагрузки, но и пластичностью, хорошей обрабатываемостью. Эти характеристики металлических листов с ромбическим (да и с любым другим) рифлением значительно расширяют сферы их применения.
В бытовой сфере рифленые листы «Ромб» также нашли широкое применение. Из них, например, сооружают заборы и различные ограждения, изготавливают ворота и калитки, кожухи и емкости различного назначения.
Между тем следует иметь в виду: если для изготовления конструкций используются рифленые листы из черного металла, их обязательно следует покрывать защитными составами, чтобы они не утратили внешней привлекательности и других характеристик после непродолжительного периода эксплуатации.
Технология производства
В соответствии с положениями нормативного документа, металлические рифленые листы, в том числе и с рифлями в виде ромба, производят по технологии горячего деформирования. Данная технология предполагает, что металл предварительно нагревают до температуры ковки, а затем пропускают через два валка. Один из них имеет ровную поверхность, а на второй нанесен рисунок, соответствующий типу и геометрическим параметрам будущего рифления. Наиболее распространенным материалом, из которого изготавливают листы «Ромб», является углеродистая сталь.

Лист стальной ромбический толщиной 8 мм
Чтобы улучшить коррозионную устойчивость рифленых листов, изготовленных из обычной стали, производители могут подвергать их такой операции, как покрытие слоем цинка. Слой данного металла, который создает на стальном листе защитное покрытие очень незначительной толщины, препятствует окислению основного металла и, соответственно, возникновению и развитию коррозионных процессов.
Каждая партия отгружаемой продукции должна сопровождаться документом, содержащим следующую информацию:
- наименование компании-производителя и ее адрес;
- номер заказа, который был ему присвоен в договоре;
- марка стали, из которой изготовлена продукция;
- наименование продукции;
- результаты основных испытаний изделия;
- химический состав металла.
Требования к качественным характеристикам
Требования к геометрическим параметрам листов с рифлением в виде ромбов (а также к допустимым отклонениям) оговариваются положениями ГОСТа 19903-74. В стандарте также указаны такие параметры, как класс точности, масса одного квадратного метра изделия, расположение элементов рифления на поверхности листа.
Как гнуть профильную трубу своими руками в домашних условиях
Вопросом о том, как согнуть профильную трубу, не используя для этого специальное оборудование, задаются многие из тех, кто собирается возвести на своем приусадебном участке теплицу. Такие сооружения, изготовленные из гнутых труб, не только пропускают значительно больше света, но и отличаются высокой устойчивостью и долговечностью, если сравнивать их с конструкциями из деревянных брусков. Кажется, что загнуть профтрубу, создав из нее арочную конструкцию, непросто, но, если разобраться в особенностях этого процесса, вполне возможно эффективно выполнить его, используя для этого простейшие приспособления.

Самодельные конструкции из профильных труб характеризуются хорошей надежностью и низкой металлоёмкостью
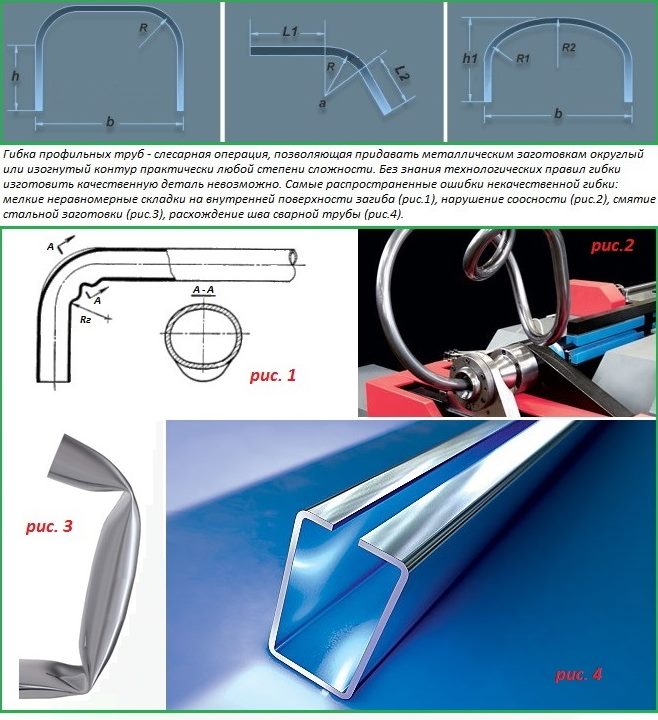
В чем заключается сложность гибки профильного проката
Суть гибки металлического проката вне зависимости от формы его профиля состоит в том, что профильным трубам придается частичный или полный изгиб. Выполняют такую технологическую операцию двумя способами: воздействуя на изгибаемую трубу только давлением или дополнительно нагревая участок трубы, в области которого выполняется изгиб. В ходе выполнения изгиба на металлическую трубу одновременно действуют две силы:
- сила сжатия (с внутренней части изгиба);
- сила растяжения (с внешней части изгибаемого участка).
Именно воздействие таких разнонаправленных сил вызывает сложности, характерные для процесса гибки любых профильных труб.
- Сегменты материала трубы, которая в процессе гибки изменяет свою форму, могут утратить соосность своего расположения, что приводит к тому, что отдельные участки трубы будут располагаться в разных плоскостях;
- Стенка профтрубы, расположенная с внешней стороны изгиба и подвергаемая растяжению, может не выдержать нагрузки и лопнуть.
- Внутренняя стенка трубы, подвергаемая сжатию, может покрыться складками, которые напоминают гофру.
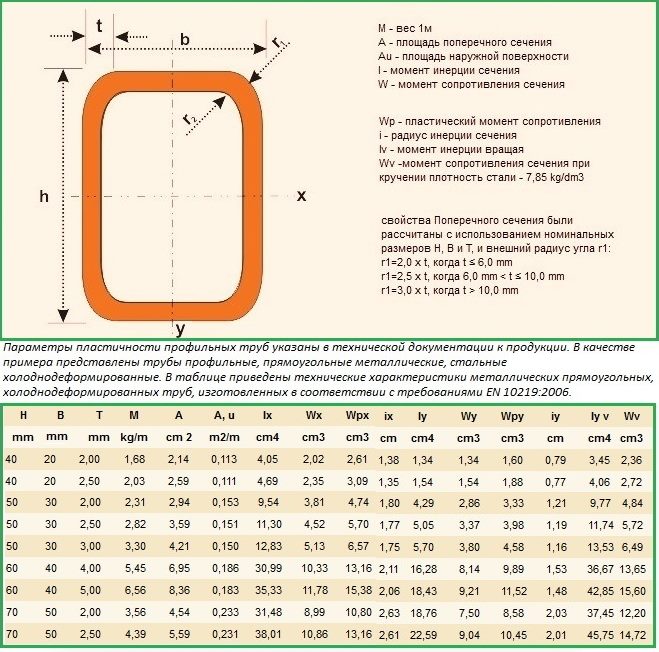
Технические характеристики профильных трукб
Если не учитывать тонкости такого технологического процесса, то вместо того, чтобы согнуть профильную трубу, можно просто смять изделие, безвозвратно испортив его.
Чтобы такого не произошло, необходимо учитывать не только характеристики материала трубы, но и ее геометрические параметры – размеры сечения, толщину стенок, радиус, на который необходимо выполнить изгиб. Знание перечисленного позволит выбрать подходящую технологию и согнуть профтрубу правильно, не смяв ее и не получив гофрированную поверхность.
Необходимость учета профиля
К категории профильного трубопроката причисляются изделия, имеющие различную форму поперечного сечения – круглую, квадратную, овальную или плоскоовальную. Несмотря на такое разнообразие, для возведения теплицы или навеса преимущественно используют прямоугольные или квадратные трубы. Это связано с тем, что на их плоских стенках намного легче смонтировать внешнее покрытие.
Ассортимент современных профильных труб отличается большим разнообразием. Их геометрические параметры, основными из которых являются площадь поперечного сечения и толщина стенки, определяют пластические возможности изделия. Последние характеризует такой показатель, как минимально допустимый радиус закругления. Именно данный параметр позволяет определить, на какой минимальный радиус можно согнуть профтрубу, чтобы она не подверглась повреждению.
Избегайте типичных ошибок, приводящих к порче заготовок
Чтобы определить такой параметр трубы с квадратным или прямоугольным профилем, как минимальный радиус сгибания, достаточно знать высоту ее профиля. Если вы собираетесь согнуть профильную трубу с поперечным сечением в виде прямоугольника или квадрата, следует придерживаться следующих рекомендаций.
- Трубы, высота профиля которых не превышает 20 мм, можно гнуть на участках, длина которых превышает величину, равную 2,5хh (h – высота профиля).
- Изделия, высота профиля которых превышает 20 мм, можно успешно сгибать на участках, длина которых соответствует 3,5хh и более.
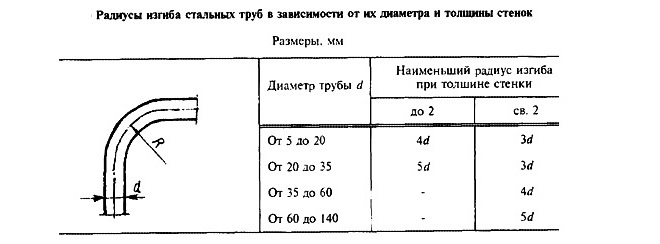
Минимальные радиусы изгиба стальных труб
Такие рекомендации пригодятся тем, кто своими руками собирается согнуть профильные трубы для того, чтобы изготовить из них стеллажи, навесы и различные рамные конструкции. При этом, однако, следует иметь в виду, что на возможность качественного сгибания труб оказывает влияние и толщина их стенки. Изделия, толщина стенки которых меньше 2 мм, лучше вообще не гнуть, а при необходимости создания конструкций из них использовать сварные соединения.
В домашних условиях согнуть профтрубы, которые изготовлены из углеродистых или низколегированных сталей, можно только с учетом определенных нюансов. Такие трубы после гибки могут отпружинивать и возвращаться в исходное состояние, поэтому готовые конструкции необходимо повторно подгонять по шаблону. Величину отпружинивания характеризует такой параметр профильных труб, как пластический момент сопротивления – Wp. Данный параметр указывается в сопроводительной документации (чем он ниже, тем меньше будут отпружинивать профтрубы в процессе их гибки).
Особенности наиболее популярных методов гибки труб
В производственных или домашних условиях профтрубы гнут как с нагревом, так и в холодном состоянии. Нагрев, который производят при помощи газовой горелки, значительно повышает пластичность металла, благодаря чему для изгиба требуется прилагать меньше усилий. Трубы небольшого сечения можно согнуть и без нагрева, поскольку они и так отличаются хорошей пластичностью.
Нормативные рекомендации относительно использования нагрева имеются только для изделий круглого сечения. Так, нагревать перед гибкой рекомендуется трубы, диаметр сечения которых превышает 10 см. В тех случаях, когда согнуть необходимо квадратные или прямоугольные трубы, ориентироваться стоит на собственный опыт или советы других домашних мастеров.
- Без предварительного нагрева гнут трубы, высота профиля которых не превышает 10 мм.
- Если высота профиля труб превышает 40 мм, их обязательно следует нагревать перед гибкой.
Перед началом работ определитесь со способом гибки
Если в вашем распоряжении имеется трубогиб, с его помощью вы легко справитесь с задачей холодной гибки труб, высота профиля которых находится в интервале 10–40 мм. При отсутствии такого приспособления необходимо решать вопрос о том, как согнуть трубу без трубогиба, предварительно проведя несложные испытания. Они помогут вам определить, следует нагревать профтрубу перед гибкой или нет. Проводятся эти испытания следующим образом. Один конец трубы зажимается в тиски, а на второй надевается труба с большим размером внутреннего сечения. Если при помощи такого плеча удается согнуть зажатую в тиски трубу, можно выполнять этот процесс без предварительного нагрева.
Гибку труб по различным методикам хорошо демонстрирует обучающее видео, однако не будет лишним предварительно изучить этот процесс во всех подробностях.
Гибка профтруб с предварительным нагревом
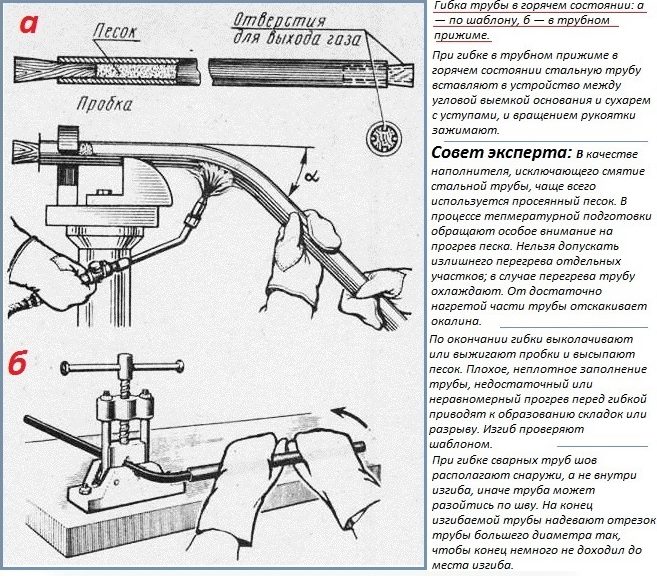
Чтобы своими руками согнуть профильную трубу горячим методом, необходимо предварительно заполнить ее песком. Это позволит сделать изгиб более качественным и равномерным. Поскольку вам придется иметь дело с горячим металлом, все работы следует выполнять в плотных брезентовых рукавицах. Сама гибка, с реализацией которой можно ознакомиться по видео, выполняется в следующей последовательности.
- Оба конца профильной трубы необходимо закрыть заглушками, которые изготавливаются из деревянных брусков. Длина таких заглушек должна быть в 10 раз больше ширины их основания, которое, в свою очередь, должно иметь площадь, в два раза превышающую площадь отверстия в трубе, закрываемого с их помощью.
- После подгонки заглушек под внутреннее сечение трубы на одной из них выполняется 4 продольных паза, которые необходимы для выведения газа, скапливающегося в трубе при нагревании заполняющего ее песка.
- Участок профтрубы, который вы планируете согнуть, требуется предварительно отжечь.
- В качестве наполнителя для трубы надо использовать песок средней зернистости. Если нет очищенного строительного песка, можно взять любой, даже из детской песочницы, но его следует соответствующим образом подготовить. Так, песок сначала просеивают через сито с размерами ячейки 2–2,5 мм, чтобы удалить из него гравий и мелкие камешки, а окончательное просеивание выполняют на сите с размерами ячейки 0,7 мм. Окончательное просеивание необходимо для того, чтобы удалить из песка пылевые включения, которые могут спечься при нагревании.
- Подготовленный песок необходимо прокалить при температуре 150 градусов Цельсия.
- Перед набивкой песком один конец трубы закрывают заглушкой, на которой нет газоотводных каналов. Во второй конец вставляется воронка, через которую порционно засыпают подготовленный песок. Чтобы песок равномерно и плотно заполнял всю внутреннюю полость трубы, при его засыпании необходимо постукивать по стенкам изделия, используя для этого деревянную или резиновую киянку.
- После полного заполнения трубы песком ее второй конец также закрывают заглушкой.
- Участок, который будет нагреваться для дальнейшего сгибания, необходимо отметить мелом.
- Трубу нужно закрепить в тисках с шаблоном или в трубном зажиме. При этом важно, чтобы сварной шов, если он есть на поверхности изделия, оказался сбоку. Придерживаться этого требования надо потому, что сварной шов нежелательно подвергать сжатию или растяжению.
- Участок трубы, предварительно отмеченный мелом, нагревают докрасна при помощи газовой горелки. После полного прогрева трубу аккуратно, не совершая резких движений, сгибают в один прием, прикладывая усилия строго в вертикальной или горизонтальной плоскости.
- После остывания согнутой трубы полученный результат сравнивают с шаблоном. Если все нормально, то из концов изделия удаляют пробки и высыпают песок.
Правильная технология ручной гибки «на горячую»
Данный метод, который несложно реализовать и в домашних условиях, лучше всего использовать в тех случаях, когда на профтрубе надо сформировать единичный угловой изгиб. Многократный нагрев металла может привести к потере его прочности, а избежать этого невозможно, если вы гнете трубу для ее использования в качестве элемента арочной конструкции.
Как согнуть трубу без предварительного нагрева
Самому согнуть профильную трубу, не нагревая ее предварительно, можно как с наполнителем, так и без него. Не требуют наполнения песком или канифолью трубы, высота профиля которых не превышает 10 мм.
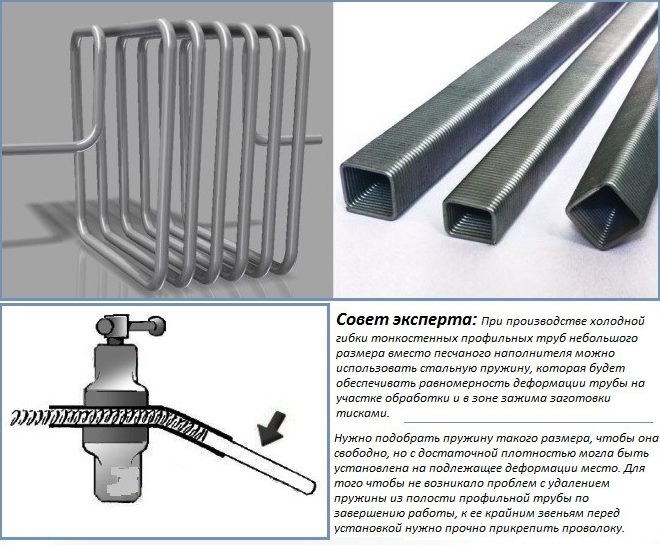
Нюансы гибки тонкостенных труб малого азмера
Существует еще одна методика, предполагающая использование вместо наполнителя пружины с плотной навивкой витков, которая вставляется во внутреннюю полость профтрубы и защищает стенки изделия от деформации, а также от чрезмерного изменения их толщины в процессе гибки.
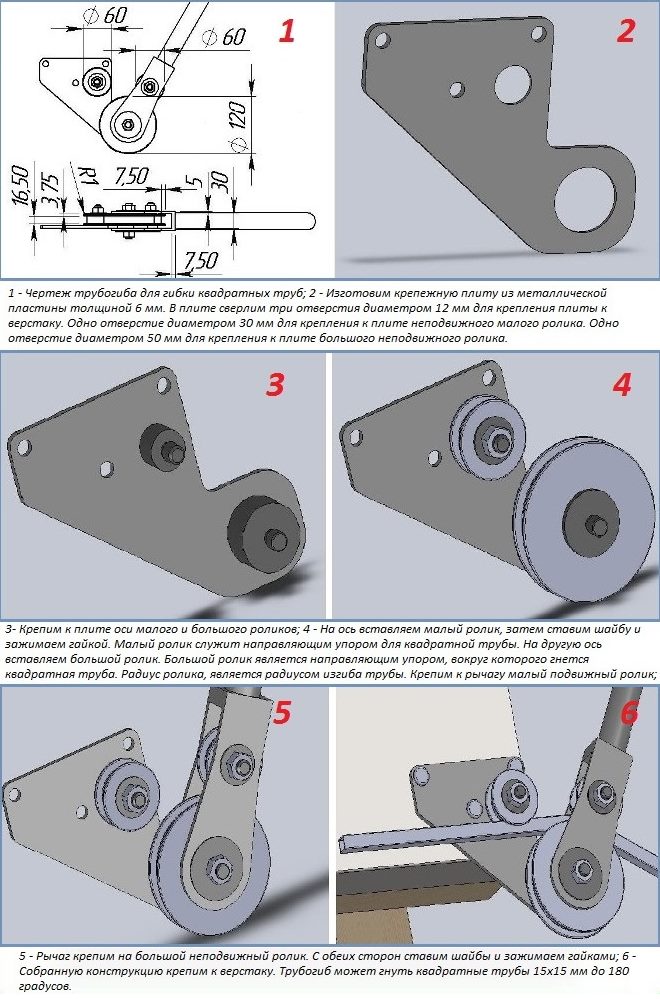
Чертеж и детали механического трубогиба для профильных труб

Конструкция элементарного трубогибочного приспособления проста и доступна для самостоятельного изготовления
Тем, кому надо согнуть своими руками профильные трубы, предварительно не нагревая их, можно воспользоваться обучающим видео и следующими несложными рекомендациями.
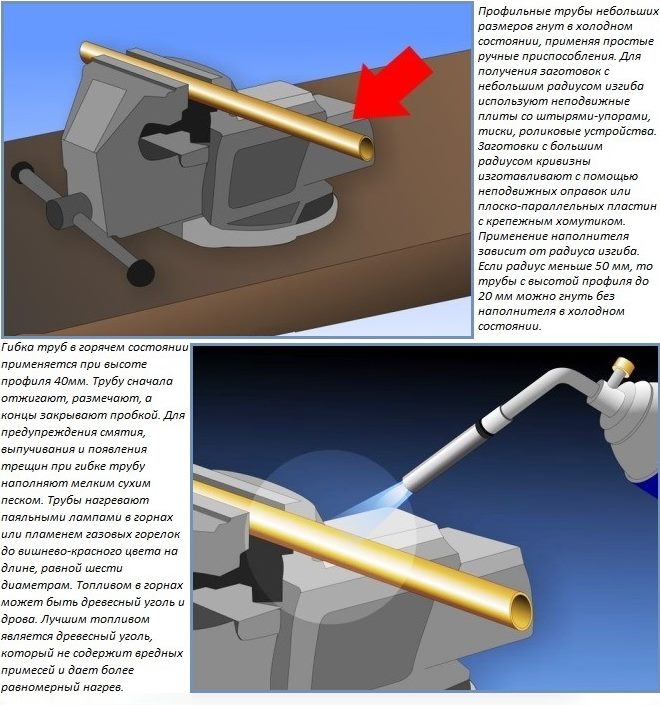
- Получать требуемый изгиб на профильных трубах можно с помощью простейших приспособлений – тисков, оправок, гибочных плит.
- Можно использовать ручной трубогиб для изделий с круглым профилем. В этом приспособлении необходимо переделать рабочие ролики, форма выемки в которых должна соответствовать профилю трубы.
- Наиболее эффективно и точно согнуть трубы можно с помощью профилегибочного станка, который можно приобрести или изготовить своими руками.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
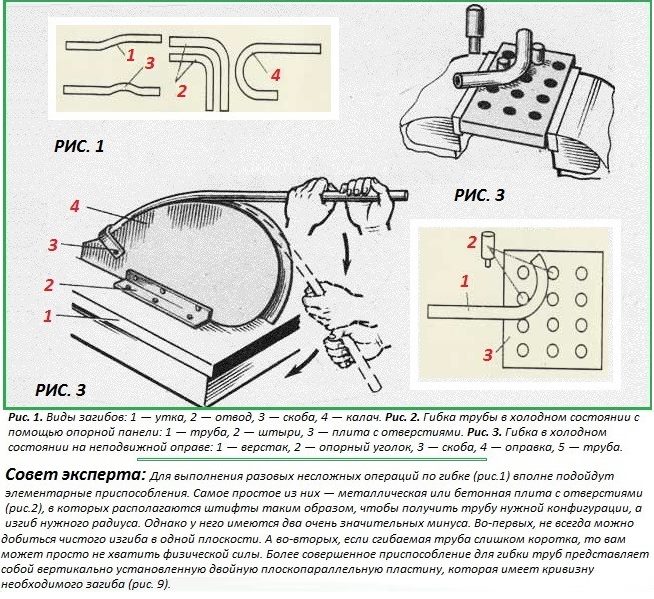
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.

Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
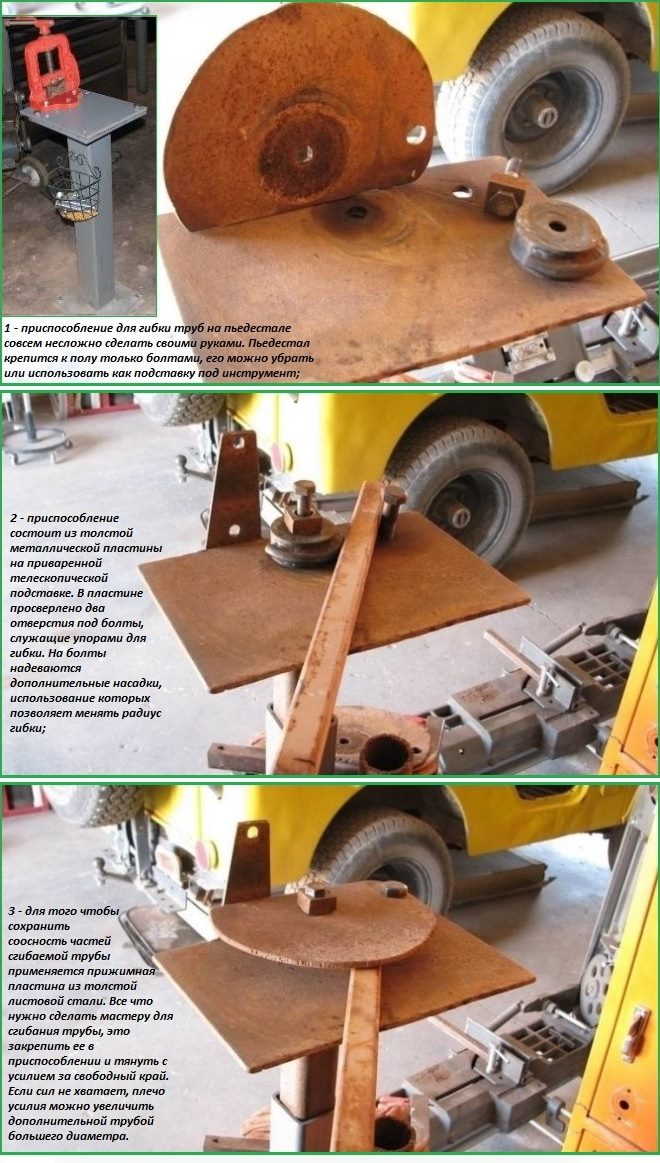
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
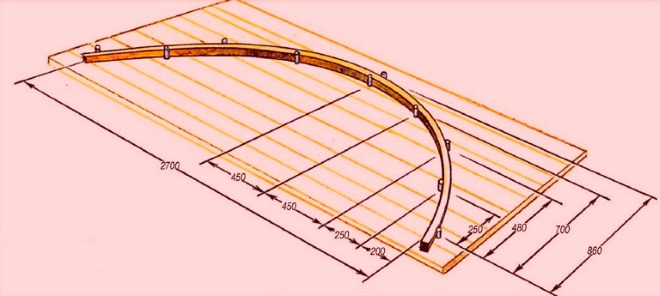
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
В тот момент, когда вы не будете использовать такой модернизированный трубогиб, его пьедестал можно приспособить для выполнения различных слесарных операций.
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.

Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Очевидно, что вариантов устройств, позволяющих эффективно сгибать профильные трубы для изготовления теплицы, навеса или других конструкций, достаточно много. Рассмотрев эти варианты и выбрав из них тот, который оптимально соответствует вашим возможностям и потребностям, всегда можно обеспечить себя удобным и недорогим трубогибочным устройством.
Читайте также: