Как сделать трубу из металла
Обновлено: 29.04.2024
Трубы из оцинкованной стали — неотъемлемый элемент водосточной системы любого дома. Приобретение готовых водостоков — дело довольно затратное. Как можно самостоятельно изготовить водосточные трубы и тем самым ощутимо сэкономить денежные средства, рассказывается в этой статье.

Покупка готовых элементов водосточной системы — дело достаточно дорогое. Так, например, желоб водосточный из оцинкованного металла стоит порядка 100 руб./м, воронка водосточная — 160 руб./шт., труба диаметром 100 мм — 110 руб./м, колено для водосточной трубы — 110 руб./шт. Если подсчитать стоимость всех элементов, необходимых для оборудования водосточной системы для целого дома, то получится довольно внушительная сумма. Естественный вопрос, как сэкономить? Ответ прост — делать все элементы своими руками.
Давайте подсчитаем. Для водосточной трубы необходимо оцинкованное железо. Цена за лист 2500х1250 мм составляет 600 руб. Чтобы изготовить трубу диаметром 100 мм, необходима полоса металла шириной 340 мм — это, по сути, длина окружности диаметром 100 мм, плюс загибы. Из одного листа выходит 7 полос с такой шириной. Получаем: 600 / 7 = 85 руб. за трубу длинной 1250 мм, или 68 руб./м — себестоимость одного метра оцинкованной трубы. Экономия больше 60%! На остальных элементах она будет еще больше.
Если приведенные расчеты вас убедили в необходимости научиться самостоятельному изготовлению оцинкованных труб и других элементов из листового металла, то давайте приступим к обучению. Начинать необходимо с самого простого — с труб. О том, как это делается, будет рассказано в этой статье.
Необходимые инструменты и материалы
Для того чтобы изготовить трубу диаметром 100 мм, нам понадобятся следующие инструменты и материалы:
- Киянка деревянная или резиновая. Вообще говоря, от качества этого инструмента в первую очередь будет зависеть качество готового изделия. Киянка должна быть достаточно тяжелой, но такой, чтобы было легко контролировать силу удара, не очень твердой, но при этом достаточно плотной.
- Ножницы по металлу. Подойдут любые, главное, чтобы ими было удобно резать металл на больших плоскостях.
- Металлический уголок длиной не менее 1 м, установленный на краю стола-верстака. Именно на нем будет производиться гибка металла, поэтому он должен быть устойчивым и достаточно массивным.
- Стальная труба диаметром 60–90 мм, закрепленная горизонтально — «пушка». На ней будет производиться сборка изделий. Соответственно, ее длина так же не должна быть меньше 1 м.
- Линейка.
- Чертилка по металлу. Подойдет любой заточенный металлический стержень, вплоть до большого гвоздя.
- Собственно, сам лист оцинкованного металла толщиной 0,5 мм.
Изготавливаем трубу из оцинкованного железа диаметром 100 мм
1. Отрезаем от цельного листа металла заготовку шириной с одной стороны 340 мм, с другой 330 мм. Полоса зауживается для того, чтобы готовая труба вошла в следующую по принципу «папа-мама».

Имеет смыл сразу разметить весь лист и откладывать отрезки с каждой стороны поочередно — с одной 340 мм, 330 мм, 340 мм, 330 мм и так далее, с другой, соответственно, 330 мм, 340 мм, 330 мм, 340 мм. Если не планируется соединять готовые трубы друг с другом или другими элементами, то размечаете прямоугольники со сторонами по 340 мм.
2. Начинаем делать швы для трубы по обеим метровым сторонам. Для этого на металлическом уголке загибаем киянкой края листа по 7 мм с обеих сторон, на 90° в разные стороны относительно друг друга.

3. Переворачиваем заготовку, загнутым углом вверх и киянкой добиваем угол примерно до 130–150°.

4. Делаем ещё один загиб. Заготовка должна выступать на 1 см от уголка. Киянкой простукиваем по всей длине уголка. Удары должны быть сильными, плотными и уверенными. При этом киянка обязательно должна ложиться чётко на плоскость уголка, не отклоняясь ни влево, ни вправо, иначе шов просто сплющится.

5. В итоге получится лист с такими загибами по краям:

6. Обжимаем руками заготовку вокруг трубы «пушки».


7. Зацепляем оба загиба друг за друга.

8. Надеваем заготовку на трубу «пушку» и бьем киянкой по месту сцепления углов до полного их сплющивания.


10. В идеале можно слегка развальцевать трубу в широкой стороне для облегчения состыковки друг с другом, и накатать кольца с обоих концов для обеспечения жесткости, однако и в полученном виде труба пригодна для эксплуатации. Если не допущено ошибок при разметке, то она легко состыкуется с другими элементами, в том числе и заводского изготовления.

В конце следует заметить, что водостоки — это не единственное применение таких труб. Системы вентиляции, различные дымоходы — везде оцинкованные трубы найдут свое применение, так что умение делать их своими руками еще не раз послужит вам добрую службу в деле экономии.
Как сделать идеальную трубу из оцинковки своими руками: пошаговая инструкция
Первый лист с гальваническим покрытием сошел с конвейера одного из британских заводов еще в 1867 году. Правда в то время металл покрывали исключительно золотом и серебром. Но перед первой мировой войной на поток было поставлено производство деталей с защитным слоем из цинка, и с тех пор они невероятно популярны.
Это и не удивительно — цинк продлевает жизнь железа в 20-30 раз. Изделия, выполненные из оцинковки – прочны, не поддаются ржавчине, и ведут себя в быту не хуже нержавейки, хотя стоят на порядок дешевле.
В сегодняшней статья я предлагаю уделить больше внимания этому скромному материалу и расскажу, как сделать трубу из оцинковки своими руками.
Преимущества и недостатки такой трубы
Оцинковка – это в первую очередь сталь, материал, имеющий много неоспоримых достоинств.

К ним относятся:
- Прочность;
- Способность выдерживать высокие температуры;
- Превосходная теплопроводность;
- Низкая стоимость по сравнению с другими материалами.
Но без защитного покрытия черный металл подвержен коррозии, быстро ржавеет и приходит в негодность. Цинкование с успехом решило эту проблему. И, несмотря на то, что трубы из оцинковки и стали по форме одинаковы, оцинкованное изделие имеет ряд преимуществ.
Дополнительные плюсы оцинкованного изделия:
- Коррозионностойкость, способность противостоять негативным воздействиям окружающей среды;
- Увеличенный срок службы;
- Повышенная прочность;
- Широкий диапазон рабочих температур;
- Высокая сопротивляемость механическим воздействиям;
- Оцинкованная труба выдерживает высокое внутреннее и наружное давление; ;
- Высокая стойкость к возгоранию;
- Цинк убивает все патогенные микроорганизмы;
- Оцинковка практически не уступает в качестве низколегированной нержавейке, но стоит на порядок дешевле.
Но, как любое инженерное решение, трубопровод из оцинкованного железа неидеален.
- Не очень привлекательный дизайн;
- Дороговизна по сравнению с обычной сталью;
- Цинк усложняет процесс сварки;
- В отличие от пластика, при наличии выступов на стенах, обеспечить плавный переход в конструкции из оцинкованных труб, практически невозможно.
ЧИТАЕМ: Все о медных трубах для отопления: на что обратить внимание в маркировке, как выбрать и установить их своими руками
Сделать самому или заказать
Что же лучше, купить оцинкованный лист нужной толщины и согнуть трубу самостоятельно, либо пойти в магазин и купить готовое изделие?
Советы по выбору и примерная цена
Как обычно – начнем с цены. Готовая труба диаметром 100мм и длиной 3 метра обойдется нам с вами примерно в 500 рублей.
Себестоимость материала в данном случае — 150 рублей, остальное — трудозатраты и наценка продавца.

А если планируется организация целой системы водостока? Сами видите, переплатить за готовые изделия придется в 2.5-3 раза. Самостоятельное изготовление труб значительно облегчит финансовую нагрузку.
К тому же заводские изделия имеют строго определенные размеры, и иногда подобрать нужный именно для вашей системы – сложно. Да и толщина готовой трубы обычно не превышает 1мм.
Обязательно следует помнить — любое заводское изделие, в отличие от самодельного, проходит строгий контроль ОТК, имеет идеально круглую поверхность и точность сварного шва.
Сможет ли домашний мастер обеспечить соблюдение всех этих условий — далеко не факт.
Какой материал выбрать
Если было принято решение изготовить деталь своими силами, начать следует с выбора материала, в нашем случае – оцинкованного листа необходимой толщины.
Характеристики материала
Самые распространенные толщины оцинковки – от 0.35 до 3мм. Чем лист тоньше, тем он легче обрабатывается, что немаловажно для изготовления изделий в домашних условиях. Но не стоит забывать – меньше толщина — меньше прочность.
Различают 3 класса материала, в соответствии с толщиной слоя нанесения цинка. Сведем данные в таблицу для удобства.
ГОСТ допускает некоторые отклонения по толщине и наличие некоторых дефектов
- НР – нормальная разнотолщинность;
- УР – уменьшенная разнотолщинность.
Варианты внешнего вида листа:
- КР – С узорами кристаллизации (некоторыми трещинками и потемнениями);
- МТ – без узоров.
Немаловажной характеристикой для изготовления труб является способность металлического листа к вытяжке:
- Н – нормальной вытяжки;
- Г – глубокой вытяжки;
- ВГ – весьма глубокой вытяжки.
Стали маркировки ВГ имеют самую высокую пластичность, Н — соответственно самую низкую.
Что понадобится для работы
После приобретения листа с необходимыми характеристиками, следует запастись нужным инвентарем.

- Ножницы по металлу. Выбирайте удобный инструмент для резки широкого листа металла;
- Молоток ручной отбойный (он же киянка) с резиновым или деревянным наконечником. Киянка должна быть твердой, тяжелой, но без острых краев;
- Стальная трубная заготовка для формовки тела трубы («пушка»). Длина ее — не менее 1 метра, диаметр — зависит от необходимого диаметра готового изделия;
- Линейка;
- Инструмент для разметки оцинковки (острый металлический стержень);
- Верстак. На углу стола-верстака должен располагаться металлический уголок, длиной не менее 1м. Он будут использоваться для загиба краев трубы, поэтому закреплен должен быть очень надежно;
- Плоскогубцы.
Пошаговая инструкция по изготовлению оцинкованной трубы своими руками
Расчет размеров
Стандартный лист из оцинкованной жести имеет размеры 1000×2000мм, либо 1250×2500мм, хотя можно найти и другие раскрои.
Ширина заготовки рассчитывается по формуле:
L (длина окружности, она же ширина заготовки) = 2*3.14*R (R –необходимый радиус трубы, мм).
Таким образом, для изготовления трубы диаметром 100мм понадобиться заготовка шириной
К полученной чистовой длине прибавляем загиб 15мм и получаем необходимую величину для раскроя -300мм.
Важный момент – ширина заготовки — величина не постоянная. С одной стороны она равна 330мм, с другой 340 (для трубы и даметром100мм). Делается это для удобства последующего монтажа труб друг с другом либо с другими элементами системы .
Чертеж и схема
Рис. 1. Выкройка листа для трубы диаметром 100мм.

Схема формирования фальца выглядит следующим образом:

Выкраивание заготовки
После вычисления необходимых размеров выкраивается заготовка будущего изделия. Для этого:
- Лист жести раскладывается на горизонтальной поверхности, наносится разметка ровными линиями, строго по размерам полуфабриката.
Для трубы диаметром 100мм по одному краю листа отмеряются друг за другом отрезки 340 и 330мм (см.рис.1). Такие же отрезки, но в противоположной последовательности размечаются на противоположной стороне. Все перпендикулярные линии следует проводить с помощью угольника.
Не забывайте прибавлять 15-20мм к ширине изделия на загиб!
- Жесть режется на прямоугольники согласно чертежу.
Формирование профиля
Полученные прямоугольные заготовки необходимо «превратить» в трубу. Для этого сформируем ее профиль.

Этапы формирования профиля:
- По всей длине заготовки, с отступом 5мм с одного края и 10мм – с другого , проводятся две линии. Эти линии – границы загиба фальцев.
Под фальцем или фальцевым замком в нашем случае подразумевается вид соединения краев трубы;
- Загибаем края по отмеченной линии, строго под углом 90 . Используем для этого металлический уголок, совмещая линию сгиба с ребром уголка. Начинаем плоскогубцами, продолжаем киянкой;
- Проходим молотком по всей длине, постепенно формируя будущий шов;
- На сгибе шириной 10мм делаем еще один загиб в форме буквы Г. Ширина верхней планки 5мм, расположение – строго параллельно заготовке;
- После формирования фальцев переходим к корпусу трубы. Заготовку укладываем на пушку и с помощью молотка придаем листу круглую форму.
Обработка стыковочного шва
Финальный этап — обработка (обжим) стыковочного шва. Для этого следует верхнюю часть Г образного фальца загнуть вниз, оборачивая ей противоположный край. В результате получается складка из нескольких слоев металла, которую необходимо прижать к трубе по всей длине.
В заводских условиях дополнительную прочность шву придают специальными металлическими заклепками.
Для изделий, изготовленных вручную, дополнительная обработка не требуется.
Видео изготовления
Ознакомьтесь с полезными видео по теме.
Врезка трубы в плоскость:
Советы специалистов
Для удобства соединения готовой трубы с другими элементами системы необходимо сделать на конце изделия раструб.
Как сделать раструб на металлической трубе оцинкованной
Раструб -технологическое расширение, предназначенное для удобства монтажа элементов коммуникации друг с другом и врезки в плоскости. Раструб на готовой трубе делается по широкому краю, методом развальцовки края на глубину 15-20мм. В заводских условиях для развальцовки используется специальный инструмент -вальцовочный конус.
В домашних условиях расширить край трубы можно самостоятельно, с помощью плоскогубцев. В идеале – установить на концы заготовки специальные кольца — ребра жесткости.
Рис.3. Схема развальцовки:
Особенности работы с жестью
Оцинкованная жесть – материал недорогой и надежный. Его основная особенность – небольшая толщина (чаще всего в домашних условиях используют лист толщиной от 0.3 до 1мм) и пластичность. Благодаря мягкости, работать с оцинковкой удобно и изготовить нужное изделие самостоятельно даже начинающему жестянщику не представит особого труда.
В тоже время, несмотря на мягкость стали, полученный фальцевый шов весьма надежен и способен выдержать значительные механические воздействия.
Заключение
Область применения оцинкованных труб обширна. Они используются для водостока, дымоотвода, систем вентиляции, поэтому умение самостоятельно изготовить детали однозначно не будет лишним.
Как своими руками сделать оцинкованную трубу для дымохода: пошаговая инструкция
Здравствуйте, уважаемый читатель! Рассмотрим сегодня вопрос о том, насколько хороша оцинкованная труба для дымохода. Необходимость подобной оценки всякий раз возникает перед владельцами частных домов при сооружении или замене дымохода. Выясним все её плюсы и минусы, как лучше использовать и можно ли сделать своими руками.
Что собой представляет
Изделие представляет собой металлическую трубу, покрытую слоем цинка (на фото).

Покрытие создает защитную пленку, которая предохраняет железо от ржавчины на определенный период, до механического повреждения цинкового слоя.
Цинк является металлом с температурой плавления 419 С.
В состав цинкового покрытия входят сплав цинка (99,97%), алюминия, свинца и других металлов. Толщина слоя нормируется ГОСТом и составляет от 10 до 60 мкм.
На воздухе цинк покрывается тонкой пленкой оксида, которая и исполняет роль защиты стали от коррозии.
Оцинкованная сталь устойчива к атмосферным осадкам, температурным перепадам.
Удобна в обработке, легко поддается сгибанию, вальцовке, штамповке и прочим механическим нагрузкам.
Можно ли оцинкованные трубы использовать для дымохода
Дымоотводы с цинковым покрытием используют при определенных условиях.
При нагреве цинка до 419°, он начинает выделять вредные для человека вещества. Поэтому отводы из данного материала рекомендуется устанавливать в системах дымоотведения, где температура не превышает 350°С.

Правилами МЧС 2009 года применение металлических дымоудаляющих средств для печей на угле запрещено.
Кроме того, одностенный отвод из оцинковки сгорит через один-два сезона. На практике применяют её в качестве наружного кожуха в двустенных конструкциях с утеплителем.
Преимущества и недостатки труб из оцинковки
К достоинствам дымоходной оцинкованной трубы пользователи относят:
- длительную невосприимчивость коррозии;
- быстрый прогрев дымоотвода и, как следствие, обеспечение хорошей тяги;
- простой метод монтажной сборки;
- гладкую поверхность внутри канала, что не дает возможности задерживаться на стенках саже;
- возможность вывода отвода через стену здания.
- малый срок службы одностенного отвода;
- при обрезке изделия, линии среза через короткое время начинают ржаветь;
- мелкие повреждения приводят к разрушению защитного слоя;
- образование большого количества конденсата.
Виды труб из оцинкованного железа
Исходя из конструктивных особенностей различают два вида этих изделий: одноконтурные и двухконтурные утепленные.
Первые состоят из одностенных отводов. Их монтируют в нагревательных приборах с невысокой температурой или в кирпичных дымоотводах.
Вторые включают два отвода: внутренний из нержавеющей стали и наружний из оцинковки. Между ними размещают утепляющее средство. Называются они трубы «сэндвич» и успели доказать свою эффективность.
Срок службы
Оцинкованная наружная труба в сэндвиче при правильной установке и изготовлении способна прослужить 45 лет.

Одноконтурный дымоотвод прогорит быстро, срок его службы в зависимости от интенсивности использования составит один-два года.
Что лучше оцинковка или нержавейка
Начальный отрезок дымоходного канала от котла, где температура особенно высока, рекомендуют изготовлять из нержавеющей стали. Из неё же выполняют внутреннюю трубу сэндвича, что позволяет применять его в любой системе дымоудаления.
Безусловно, этот вид стали самый прочный и устойчивый к ржавчине. По этим параметрам он превосходит оцинковку. Главный его недостаток – это высокая цена.
Для удешевления в сэндвичах применяют для изготовления кожуха оцинковку.
Сделать самому или купить
Изготовление трубы из листового материала занятие не простое. Требуется определенное оборудование и навыки. Но если протяженность дымохода небольшая, и он будет прямым, без колен и отводов, можно эту работу выполнить самостоятельно.
В других случаях разумнее будет приобрести или заказать дымоотвод из оцинковки у профессионалов.
Производители предлагают большой выбор как одноконтурных оцинкованных отводов, так и сэндвич-труб с обечайкой из оцинковки. Существуют определенные параметры, по которым следует подбирать элементы для дымохода:
- диаметр выходного патрубка котла должен быть равен или меньше сечения дымоходного отвода;
- пристяжные дымоотводы могут иметь не более трех изгибов на всей протяженности канала.
- необходимый диаметр дымохода для котлов производители указывают в паспорте на агрегат;
- толщина стенок для наружного кожуха должна быть не ниже 0,5 мм, обычно используют 0,55мм.
Цена одноконтурных труб из оцинкованной стали зависит от диаметра и толщины жести. Метровый отвод d=110 мм стоит 190 рублей, а d=250 мм – 390 рублей.
Сэндвич нержавейка+оцинковка такого же диаметра толщиной 0,5 мм и длиной 100 см обойдется в 1230 рублей.
Изготовление труб из оцинковки своими руками
Главная особенность оцинкованной трубы заводского изготовления – надежный сварочный шов.

Если дома есть аргоновая установка и вы большой сварной мастер, это меняет дело. Наверняка у вас получится не труба, а загляденье.
Для начала предстоит выбрать оцинкованный лист для трубы. Профессионалы делают отводы со стенками толщиной 0,55 мм. В то же время надо учитывать, что чем тоньше материал, тем легче он поддается сгибанию.
Необходимые инструменты и материалы
- ручные ножницы по металлу;
- молоток-киянка с деревянной ударной частью;
- рулетка;
- угольник;
- металлическая линейка;
- карандаш, лучше строительный;
- плоскогубцы.
Для удобства гибочных работ оборудуют простой верстак, где производят разметку. На столе крепят металлический уголок (40×40 мм или больше) длиной не менее 100 см, стальную круглую форму необходимого диаметра.
Рассмотрим, как сделать трубу сечением 100 мм.
Рассчитывают ширину заготовки:
- определяют длину окружности как произведение сечения на значение пи, равное 3,14;
- на загибы для соединительного шва выделяют 15 мм.
В общей сложности для 100 мм отвода вырезают заготовку шириной 3,14×100 мм+15 мм ≈ 330 мм.
Учитывают, что трубы делают слегка конусообразными для удобства монтажа раструбовом способом. Поэтому одна сторона размеряется 330 мм, другая – 340 мм (на рисунке).
На вырезанной заготовке размечают линию сгиба для фальца в 5 мм с одной стороны, два раза по 5 мм – с другой.
Лист укладывают на верстак, выравнивают край по уголку. Киянкой постепенно сгибают его под прямым углом. Затем заготовку переворачивают и заваливают отгиб на полотно.
Таким же образом на другом краю листа делают загиб в 10 мм, и на нем ещё один шириной 5 мм.
Далее заготовку вручную сгибают на формовочной трубе, прибегая к помощи киянки.

После получения круглой формы заготовки, её укладывают на круглую форму или дополнительный уголок, соединяют фальцы в замок, обстукивая их по краям киянкой. На узком конце будущей трубы фальцы слегка кернят. Простукивают киянкой всю длину стыковочного шва, уплотняя фальцы. Шов становится практически неразъемным.
Видео по изготовлению
Изготовление трубы в домашних условиях с листогибом:
Производство труб в мастерской
Чтобы продлить жизнь одноконтурного дымоотвода из оцинковки следует подбирать материал толщиной не менее одного миллиметра, уделять внимание утеплению, использовать его в низкотемпературных нагревательных агрегатах.
Можно ли покрасить дымоход из оцинковки
Красить оцинковку можно и даже нужно. Со временем ржавчина все-таки начинает проникать сквозь цинковый слой и краска будет хорошим средством дополнительной защиты.
Однако, оцинкованная поверхность не имеет такой адгезии, как, например, черная сталь. Поэтому, обычные масляные и алкидные краски, которые окисляются при контакте с цинком, теряют сцепление и облазят с окрашиваемой поверхности, здесь не подойдут.
Придуманы специальные составы:
- цикроль, матовая акриловая краска с высокой укрываемостью, светостойкостью и адгезией;
- эмаль Нержалюкс, отличающаяся высокой адгезией и износоустойчивостью;
- алюминиевая эмаль Сереброл, надежно защищающая от ржавчины и приспособленная к наружному использованию;
- ряд других составов, способных обеспечить долговременную защиту от дождей, воздействия солнечных лучей, перепадов температуры, не приносить вреда человеческому организму.
Красить лучше не ранее, чем через год после монтажа дымоотвода. Его поверхность приобретет за это время нужную шершавость и создаст надежное сцепление для красящих составов.
Как и чем утеплить оцинкованный дымоход
Среди утеплителей на первом месте находится базальтовая вата – надежное негорючее средство, успешно применяемое для термоизоляции и утепления систем дымоудаления. В качестве дешевого заменителя используют другие виды минеральной ваты, главное при этом – негорючесть материала.

Выбранным утеплителем обматывают отвод, закрепляют его проволокой или другим надежным и жаростойким материалом. Затем надевают на утепленный канал другую трубу, большего диаметра, и как правило, изготовленную из оцинковки. Получается самостоятельно изготовленный сэндвич. Внутренней трубой может быть избрано изделие из нержавейки.
Оцинкованная труба имеет свою нишу на рынке дымоходов. Надеемся, что информация, изложенная в данной статье, принесет вам практическую пользу. Подписывайтесь на наши статьи, делитесь своими знаниями и впечатлениями в соцсетях.
Как делают бесшовные трубы
Бесшовные трубы — это разновидность металлопроката, технология производства которого предусматривает отсутствие каких-либо швов по всей длине изделий. Такие детали не содержат и других соединений. Такие сплошные заготовки изготавливаются на специальных прокатных станках. Поэтому производственный процесс получил название «прокатка».

Бесшовные трубы являются цельными изделиями и не содержат швов, а также других соединений. В первую очередь в зависимости от технологии производства бесшовные трубы подразделяются на два вида:
Также существуют цельнотянутые детали, которые относятся к особой группе бесшовного металлопроката. Такие изделия отличаются тем, что имеют толстые стенки.

Изделия, которые имеют шов, в свою очередь, выполняются с помощью двух основных методов:
- сварка (заготовка сваривается по спирали);
- фальцовка (согнутый лист закрепляется продольно специальным фальцем).
Бесшовные трубы отличаются высокими прочностными характеристиками, поэтому их, как правило, используют в коммуникациях с высокими показателями давления.
Материалом для таких деталей в большинстве случаев выступает сталь. Это связано с тем, что этот материал обладает высокой прочностью. Рассмотрим и другие достоинства этих изделий:
высокий коэффициент теплопроводности;
низкий показатель линейного расширения;
антикоррозийная стойкость толстостенной продукции.

К основным недостаткам таких изделий можно отнести:
Для того, чтобы проложить коммуникацию из таких труб, важен правильный расчёт основных параметров. К ним можно отнести показатели сечения труб и толщину их стенок.

Бесшовные трубы используются в ответственных конструкциях, которые работают под высоким давлением. Для транспортировки токсичных веществ применяются преимущественно горячекатаные бесшовные изделия.
Кроме этого, изделия, выполненные методом горячей прокатки, широко эксплуатируются в автомобилестроении, авиации и т. д. А также используются для транспортировки агрессивных химических веществ и нефти (химическая и нефтяная отрасли).
Использование таких деталей также востребовано в коммунальной сфере. Из них монтируются различные хозяйственные коммуникации, которые осуществляют транспортировку горячей воды, холодной воды, газа, а также отвод стоков (канализационная система).
В угледобывающей сфере такие изделия используются для отвода пара и других продуктов от оборудования. Кроме этого, сплошные трубы используются в оборонной промышленности, кораблестроении, металлургии. Обширность эксплуатации бесшовных изделий объясняется их высокой надёжностью. Из них выполняются довольно сложные, с конструктивной точки зрения, коммуникации, которые используются в тяжелых областях производства.
Как делают бесшовную трубу с помощью метода горячей прокатки? Этот процесс сопровождается большими финансовыми расходами, поэтому стоимость таких изделий также является довольно большой. Рассмотрим поэтапно производство бесшовных труб, посредством наиболее популярного метода — горячей прокатки:
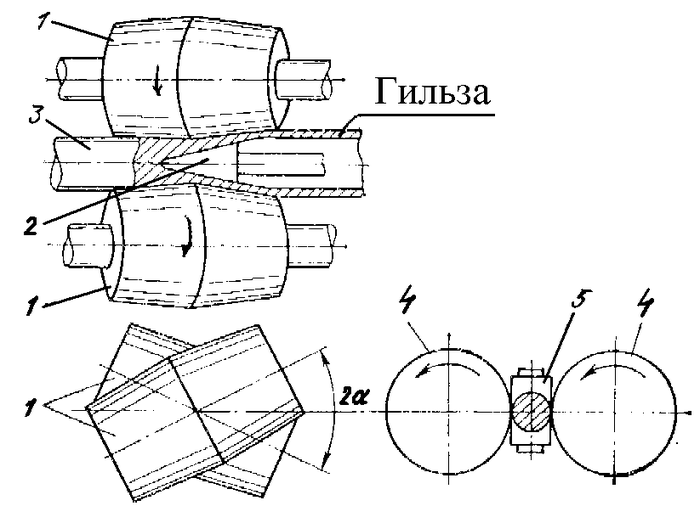
На первом этапе происходит подготовительная работа. Заготовка подготавливается к последующей обработке. Заготовка является полым элементом, который имеет определённые показатели сечения и длины. Изготовление такой заготовки происходит из особого вида стали. Перед прокаткой этого первичного элемента, его нагревают до высоких температур (1180–1200 °C).
На втором этапе выполняется формирование гильзы. Гильзу получают с помощью специального высокомощного сверла, которое пробуривает в заготовке отверстие определённых размеров. После завершения процесса деталь уже напоминает трубу, однако, не является окончательным продуктом.
И, наконец, на третьем этапе происходит основной процесс — прокатка. Прокатка включает в себя ряд процессов: гильзу помещают на специальные прокатные станки, в состав которых входит несколько валиков, далее расположенная между двумя валиками гильза постепенно вытягивается в одном из направлений. Элементом контроля диаметра будущей трубы выступает специальный ограничительный элемент.
Для того, чтобы готовая труба соответствовала необходимым параметрам, вышеперечисленные манипуляции проводятся несколько раз, до получения нужного изделия.
А также стоит отметить, что производство бесшовных труб — сложный процесс, который требует соблюдения всех технических норм и правил безопасности. Производство бесшовного металлопроката выполняется только на специальных предприятиях, оснащённых всем необходимым для этого оборудованием.
Холоднокатаные изделия отличаются высокими прочностными характеристиками, а также имеют идеально гладкую поверхность, что является очень важным фактором для различных коммуникаций.
Как делают трубы с помощью холодной прокатки? Рассмотрим поэтапно этот процесс:
В первую очередь заготовка проходит комплекс мер по очистке. К таким мерам можно отнести:
очистка с помощью химических веществ;
Помимо этого, стоит отметить, что нередко заготовка обрабатывается фосфатами или медью, что повышает её прочностные характеристики. Впоследствии такие изделия имеют хорошую резистентность к деформации.
Затем с помощью валиков происходит формирование круглого сечения. Стоит отметить, что угол поворота валиков может меняться, что, в свою очередь, влечёт смену калибра трубы.
При выполнении круглого калибра трубы, обладающей большим диаметром, проводится дополнительная процедура — сжатие.

В случае необходимости уменьшения показателя сечения изделия, процесс повторяется, после чего необходимым условием является проведение дополнительных процедур — протравки и промывки.
Разновидности трубных изделий без швов
Бесшовные или литые изделия в первую очередь классифицируются по длине и бывают:
- кратные мерной длине;
По ГОСТу существует чёткое подразделение бесшовных труб по размерам. Например, показатели сечения горячекатаных бесшовных изделий варьируются от 25 до 700 мм, а толщина их стенок может быть от 2,5 до 75 мм. Длина немерных деталей колеблется от 4 до 12 м. Холоднотянутые изделия имеют показатели сечения от 8 до 450 мм и толщину стенки — 20 мм. Длина холоднотянутых бесшовных деталей колеблется в пределах от 4,5 до 9 м.
Цельнотянутые трубы подразделяются на 4 основные категории, каждая из которых, в свою очередь, имеет по 4 подгруппы.
Цельнотянутые детали считаются наиболее надёжными, так как обладают самыми высокими прочностными характеристиками и выпускаются из литых заготовок. В процессе изготовления цельнотянутой трубы в монолитной заготовке выполняется отверстие, имеющее необходимые показатели сечения. Стоит также отметить, что в случае с цельнотянутыми стальными изделиями толщина их стенок составляет — 6–13 мм.
Как сделать трубу из жести – делаем жестяные трубы своими руками
Домашние строители стараются подбирать для решения проблем наиболее бюджетные варианты. Поэтому вопрос, как сделать трубу из жести своими руками, является актуальным для многих мастеров-любителей. Ведь самодельное трубное изделие из жести может вполне сравниваться с водостоками или кожухами, которые лежат на полках в специализированных магазинах.

Следовательно, нужно подробнее узнать процесс изготовления жестяной трубы, имеющей характеристики, как у заводских изделий.
Особенности исходного материала
Перед тем, как приступать к изготовлению трубы из листа металла, следует поближе познакомиться с материалом, из которого будет изготовлена труба, и его особенностями. Для начала стоит сказать, что это продукция прокатного типа, другими словами жесть – это лист стали, прошедший через вальцы прокатного стана и имеющий толщину 0,1-0,7 мм.
Помимо прокатных операций технология изготовления жести подразумевает обработку готового проката от образования коррозийных процессов. Для этого на сталь после проката наносят слой материала, который не подвержен воздействию коррозии.

Результатом выполненных действий становится стальной лист, ширина которого может варьироваться в пределах от 512 до 1000 мм, с хромовым или цинковым покрытием. Готовый продукт отличается пластичностью, поэтому жесть легко поддается ручной обработке. При этом накатанные ребра жесткости могут сравниваться по прочности со стальными изделиями. Это позволяет использовать жесть при изготовлении изделий сложной конструкции.
Необходимые инструменты
Перечень инструментов и приспособлений, необходимых для изготовления своими руками трубы для дымохода из оцинковки , обусловлен свойствами жести, в частности мягкостью и пластичностью. Обработка материала такого типа не требует приложения особых усилий, которые необходимы для работы с листовыми материалами.
Поэтому при производстве жестяных труб для дымохода необходим следующий набор инструментов:
- Ножницы для резки металла. Этот инструмент помогает без особого труда нарезать листовой материал на нужные куски, так как самая большая толщина жести достигает 0,7 мм.
- Молот с мягким бойком. Можно также воспользоваться деревянным молотком, киянкой, или стальным инструментом с мягкой резиновой накладкой. Однако последний вариант используют очень аккуратно или вообще не берут, так как он может стать причиной деформации тонкого листа жести и испортить всю работу.
- Плоскогубцы. С помощью этого инструмента решают вопрос, как согнуть трубу из жести, потому что это сталь, хотя и тонкая, следовательно, согнуть руками ее невозможно.
- Верстак. Это приспособление необходимо при резке материала и при нанесении разметки.
- Калибрующий элемент. Это может быть трубное изделие диаметром более 10 сантиметров, а также уголок, имеющий грани 7,5 сантиметров. Эти элементы необходимо хорошо закрепить, так как на их поверхности будет выполняться заклепывание стыковочного шва.
Помимо этих инструментов, следует приготовить линейку или рулетку и разметчик, представляющий собой стальной стержень с острой заточкой.
Инструкция по изготовлению жестяной трубы своими руками
Изготовление изделий из жести, включая трубы, проходит в три этапа:
- Подготовительные работы предполагают разметку заготовки и ее вырезание из жестяного листа.
- Формовка подразумевает формирование профиля трубы или другого изделия.
- В финале соединяются противоположные края заготовки.
А теперь более подробное описание каждого этапа изготовления жестяных труб своими руками.
Подготовительный этап
Вначале на лист жести наносится разметка, по которой будет вырезан полуфабрикат. Другими словами от определенного жестяного листа отрезают необходимую часть, из которой будет формироваться контур будущей трубы. Процесс разметки выполняется следующим образом: жесть раскладывают на верстаке и от верхнего края отмеряют отрезок, равный длине трубы. Здесь ставится отметка разметчиком.

Затем с помощью угольника по этой метке проводят линию перпендикулярно боковому краю. Теперь по этой линии длину окружности трубы, то же самое проделывают по верхнему краю. При этом по обоим краям добавляют около 1,5 см для формирования стыковочных кромок. Верхнюю и нижнюю отметку соединяют и вырезают заготовку.
Для определения длины окружности можно воспользоваться рулеткой, а можно вспомнить школьный курс геометрии.
Как сделать корпус трубы из жести
Целью этого этапа является формирование профиля трубы. По длине заготовки внизу и вверху проводится линия, по которой будут загибаться фальцы. При этом с одной стороны отмеряют 5 мм, с другой – 10 мм. Фальцы необходимо загнуть под углом 90 0 . Для этого заготовку укладывают на стальной уголок, совмещая линию сгиба с ребром уголка. Ударяя киянкой по краю, загибают его к перпендикулярной стороне уголка.
Сгибать изделие рекомендуется постепенно, проходя молотком вдоль всей длины. При этом начинать сгибание можно с помощью плоскогубцев.

Теперь на сгибе, величина которого равна 10 мм, делают еще один загиб фальца, чтобы получилась своеобразная буква Г. В процессе сгибания фальца нужно следить, чтобы верхний загиб располагался параллельно заготовке, а его длина составляла 5 миллиметров. Поэтому при нанесении линии загиба фальца с одной стороны отмеряют 0,5 см один раз, а с другой стороны – два раза по 0,5 см.
Выполнив формовку фальцев, можно переходить к формированию корпуса трубы. Для этого лист заготовки укладывают на калибрующий элемент и начинают простукивать киянкой или другим подходящим инструментом, чтобы получить профиль определенной формы. Сначала заготовка принимает U-образную форму, а затем становится круглой. В этом случае фальцы должны соединиться вместе.
Обработка места соединения фальцев
Завершающий этап подразумевает обработку стыковочного шва, то есть его обжим. Для этого верхнюю часть Г-образного фальца загибают вниз, оборачивая край другого фальца. В результате должен получиться своеобразный сэндвич, расположенный перпендикулярно трубе. Чтобы получить стыковочный шов, необходимо прижать сэндвич к изделию.

Для большей надежности выполняют укрепление стыковочного шва с помощью заклепок. Однако сделанные своими руками трубы из жести с использованием такого способа стыковки не нуждаются в дополнительном укреплении.
Читайте также: