Как сделать уголок из металла
Обновлено: 17.05.2024
Начну с того, что после монтажа софитов у крыши из металлопрофиля встал вопрос о том, чем закрыть углы стыковочной части двух листов металлопрофиля под 90 градусов. Крышу, конечно, можно было оставить как есть, но она выглядела неаккуратно.

Я обратился к изготовителям листов металлопрофиля, чтоб они изготовили необходимые уголки шириной 30*30 мм. Но когда услышал их расценки на уголки для металлопрофиля, меня передёрнуло, ведь там работы совсем ничего. Так я решил их сделать сам. В данной статье я расскажу, как сделать уголки для металлопрофиля своими руками. После покраски эти уголки выглядят практически как заводские. И ими вполне можно закрыть места стыков листов металлопрофиля под прямым углом.
Как сделать уголки для металлопрофиля: материалы и инструменты
- Оцинкованная жесть толщиной 0,5мм;
- Два уголка 35*35мм/2м;
- Краска необходимого оттенка;
- Саморезы;
- Гвозди, три штуки;
- Молоток.
Как сделать уголки для металлопрофиля: пошаговая инструкция
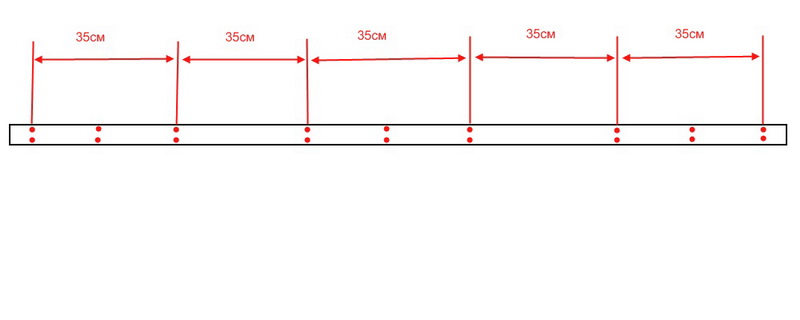
Для начала возьмём уголок размерами 35*35мм/2м и просверлим в нём отверстия для ограничения и фиксации оцинкованной жести.
Первое отверстие сверлим с отступом в 1см от края угла уголка и отступом от начала уголка 10см. Так же сверлим и второе отверстие, но с отступом в 3см

Сверлим подобные отверстия по всей длине уголка с расстоянием между ними в 35см.

Такие же отверстия сверлим в трёх местах в середине между отверстиями расположенными в 35см.
Эти отверстия будут служить ограничителем для оцинкованной жести.
Крепим уголок к жёсткому основанию.
Я, например, прикрепил к старому дверному полотну.
В промежуточные отверстия, просверленные между 35см, вставляем гвозди для ограничения и упора оцинкованной полосы



Для изготовления уголка 30*30 нарезаем полоски из оцинкованной жести шириной 8см.


Вставляем полосу в промежуток между двумя уголками до первого упора из гвоздей, на глубину 1см и фиксируем саморезами


Далее постепенно, не спеша прогибая жесть, делаем первый загиб и отчеканиваем его молотком




Вынув жесть, отчеканиваем изгиб в параллель с основной полосой

Итак, у нас получилась полоса с одним загибом шириной 7 см.
Аналогичную операцию проделываем с противоположной стороны полосы.






После этих процессов получилась полоса шириной 6см)


Далее, выкрутив саморезы и вынув гвозди из первого ограничения в 1см, переставляем всё на следующие ограничители в 3см и фиксируем


Постепенно, прижимая и отчеканивая, загибаем середину у полосы



В итоге у меня получился вот такой уголок с небольшим «пузом».

Чтоб его выпрямить, я взял стальной уголок 50×50 и вложил в него изготовленный уголок. Приложив небольшой кусок уголка 50×50, лёгкими постукиваниями по всей длине выпрямил сам изготовленный уголок
Как сделать идеальный изгиб уголка или профильной трубы подрезкой без гибки

Попытка согнуть металл без гибочного станка обычно заканчивается неудачно. При отсутствии такого оборудования необходимо просто подрезать изделие по месту перегиба, а затем сваривать, чтобы избежать сминания или складок. Это дольше чем гнуть, но результат гарантировано получится качественней, особенно если делать все правильно с соблюдением расчетных пропорций.
Что потребуется:
- картон;
- угольник;
- циркуль;
- маркер;
- ножницы;
- болгарка;
- сварка;
- тиски.
Процесс выполнения правильного изгиба
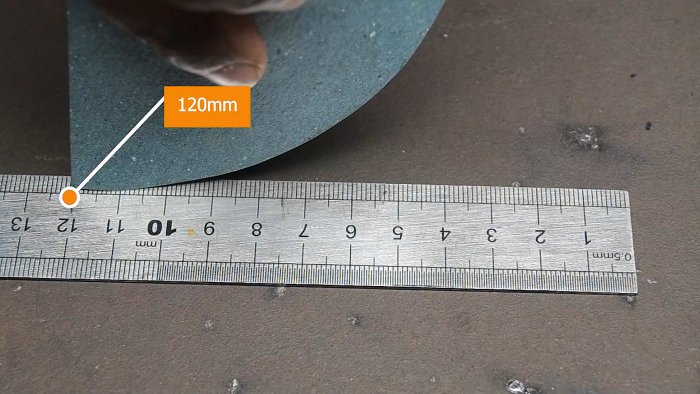
Рассмотрим сначала технологию разметки и подрезки на примере уголка. Из картона необходимо вырезать круг диаметром 150 мм.
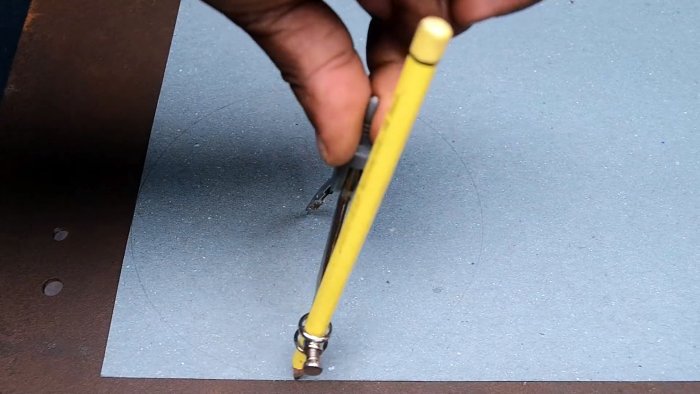
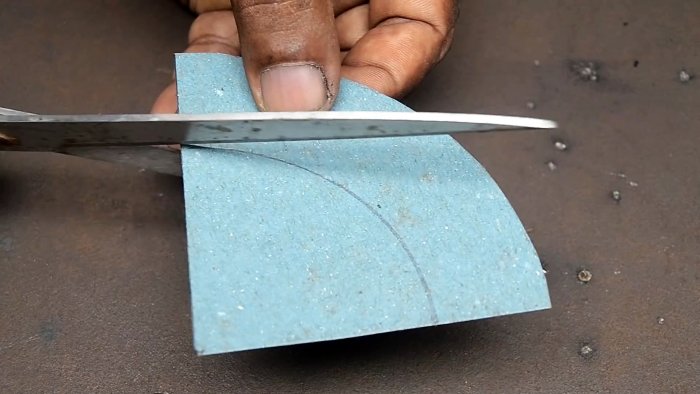
Его нужно разделить на 4 равные сектора. Один из них требуется вырезать ножницами.
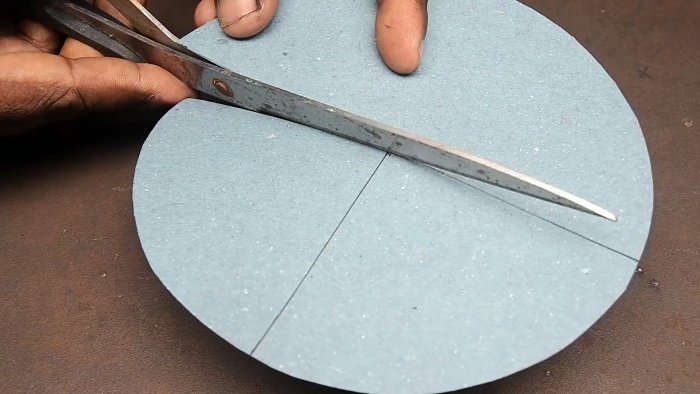
Длина окружности сектора измеряется на линейке, она составляет 120 мм.
Далее нужно замерить ширину уголка. Это расстояние отмечается по ровному краю вырезанного картонного лекала со стороны окружности.

Циркуль разводится так, чтобы иголка стала на угле сектора, а грифель попал на отмеченную точку. В этом положении нужно нарисовать на шаблоне окружность. По полученной линии он обрезается.
Далее требуется замерить окружность шаблона после обрезки. В данном случае она из 120 мм стала уже 80 мм. Чем шире металл для изгиба, тем меньше получится длина второй окружности.
Теперь выполняется расчет меток. Для этого от первоначальной длины окружности 120 мм отнимается полученная после обрезки 80 мм. Итоговая разница разделяется на 5. В конкретном случае 40/5=8 мм. Это и есть шаг установки метки.
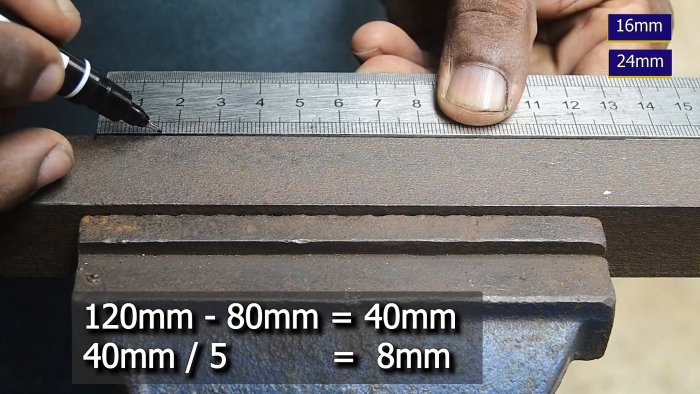
По внутренней стороне будущего изгиба уголка нужно поставить 10 меток, отталкиваясь от высчитанного шага. Нулевая делается в начале. Остальные в данном примере с отступом от нее на расстоянии 16, 24, 36, 44, 56, 64, 76, 84, 96, 104 мм. Все просто. Первая метка после нулевой всегда наносится с отступом в 2 шага. Далее нужно чередовать 1 и 1,5 шага.
По наружной стороне изгиба требуется поставить 5 меток. Они делаются с отступом от начала отсчета равным половине разницы длины высчитанных окружностей. В данном примере та составляла 40 мм, то есть шаг будет 20 мм.

От внутренних 5 меток нужно провести по 2 линии на другую сторону к ближайшим боковым точкам. Затем полученные клинышки вырезаются.

После этого уголок сгибается, пока вырезы не сойдутся. В результате получится угол 90 градусов.

Останется только сварить зазоры, и отшлифовать швы.



Аналогично можно сгибать и профильную трубу. Разница только в том, что клинышки для выреза нужно начертить и на противоположной стенке.

После изгиба зазоры также свариваются и шлифуются. Запомнив эти расчеты, вы сможете идеально гнуть уголки и профильные трубы любой ширины.


Смотрите видео
Руководство по сгибанию металлического уголка
В процессе изготовления металлических каркасов различной сложности требуется согнуть уголок по радиусу или в определенный угол. Как это сделать - далее.

Гибка уголка — это технологический процесс получения различных изделий заданных параметров и необходимых форм путем механического воздействия, в том числе на специальном профилегибочном оборудовании.
Получаемые при сгибании металлического уголка изделия находят широкое применение в различных сферах строительства. Они позволяют создавать надежные каркасы и различные металлоконструкции, которые способны при своей внешней легкости выдерживать значительные нагрузки.
Способы гибки уголка

Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок



Как согнуть уголок в кольцо своими руками
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
Под 90 градусов

Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.
Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице:
Уголок металлический: методы изготовления, классификация

Методы изготовления и их сравнение
Существует три метода производства углового профиля: прокат горячекатаный при больших температурах, прокат холодный и гибка (на прессо-штамповочной установке).Единственным значимым отличием холодного проката от штамповочного способа, являются большие объемы выпускаемых изделий и более качественная продукция, против высокой скорости переналадки при широком диапазоне возможных продуктов производства на прессо-штамповочной линии. Основным объектом сравнения является горячий прокат и гибка.
Горячий прокат
- Экономически целесообразен для крупных производств(подходит для крупных предприятий с большими заказами при постоянном спектре производимых изделий).
- Практически неограниченные размеры производимого продукта.
- Высокая скорость производства.
- Большая толщина обрабатываемых заготовок.
- Меньшее число скрытых изъянов в месте сгиба металла, как следствие более плавного формования металла.
- Дороговизна оборудования.
- Оборудование занимает значительные площади.
Гибка
- Наиболее подходит для средних и мелких предприятий.
- Относительная дешевизна, особенно в сравнении с оборудованием для горячекатаного производства.
- Быстрая переналадка и большая вариативность производимых изделий — от незначительных деталей всего в пару грамм до 10-20 килограмм.
- Хорошее качество поверхности изгиба, имеет позитивное влияние на привлекательность продукции изготовленной с применением такого профиля.
- Относительная компактность.
- Предпочтительна при малой толщине заготовки, ввиду меньшей площади изгиба и как следствие меньшему количеству деформированного металла.
- Размер по габаритам ограничен размерами формовочной матрицы.
- Возможно производить изделия лишь из не очень толстых заготовок (до 3-4 мм).
Вид изгиба углового профиля также влияет на его качество и количество внутренних дефектов структуры. Однако плавность и округлость, либо резкая прямоугольность не зависят от типа производства, а лишь от целей под которые производится уголок.
Отдельным аспектом горячекатаного производства является нарушение структуры течения металла. Это позволяет получить усложненную форму сечения при равномерном напряжении по всей площади. Так же отрицательный момент выражается в увеличение жесткости из-за повышения зернистости металла и как следствие склонность к образованию трещин. В вопросе динамических, циклических, знакопеременных нагрузок это существенный момент и имеет отрицательное значение для таких отраслей как тяжелое машиностроение, кораблестроение. В то же время в областях с постоянными нагрузками, такими как строительство, наоборот является преимуществом.
Классификация металлических уголков
По сечению весь угловой профиль можно классифицировать на равнополочные уголки и неравнополочные. Под полкой уголка подразумевается одна из его сторон. Если полки равны, то изделия являются равнополочными. В противном случае можно говорить о неравнополочном уголке. В большинстве случаев приходится иметь дело с первым видом изделий, тогда как последние чаще всего изготавливаются по индивидуальным заказам. Это связано стем что неравнополочный уголок обладает меньшей универсальностью, по сравнению со своим собратом.
Единицей измерения габаритов профиля является миллиметр и метр. Длина изделия может варьироваться в пределах 6–12 метров. Также широко распространены немерные уголки, которые могут иметь любую длину — от 4 до 12 метров. Чаще всего эти детали представляют собой обрезки стандартных мерных уголков, поэтому не имеют большой длины. ГОСТ допускается до 15% немерных изделий при производстве больших партий. Регламентирована также и допустимая степень кривизны готового изделия — она не может превышать 0,4% длины.
Что касается ширины полок, то она имеет достаточно широкий диапазон — от 20 до 200 миллиметров, а вот толщина, как правило, не превышает 16 миллиметров. Единицей измерения массы уголка, изготовленного, например, из стали, является килограмм на погонный метр. При расчетах массы во внимание принимается плотность материала, из которого изготавливается деталь. Для примера приведем массу углового проката шириной 30 и толщиной 4 миллиметров. Она составит 1,78 кг/п.м.
Важной характеристикой является также класс точности. Так, различают высокоточные уголки (класс «А») и стандартной точности (класс «В»).
Сварка профилей под углом 90 °

Когда появляются вопросы, подобные тому, как сварить рамку из уголка, необходимо уметь правильно соединять детали под углом 90 °. Существует три варианта исполнения.
Первый способ заключается в том, что наружная часть одной из полок одного уголка накладывается на внутреннюю часть полки второго. Этот способ наиболее прост, но при его выполнении один уголок оказывается выше другого на толщину полки.
Второй способ состоит в предварительной обрезке полки одного из уголков на величину высоты полки. После этого второй уголок можно приложить к вырезу заподлицо и сварить с первым.
Третий способ сварки также позволяет сварить заготовки на одном уровне. Для этого каждая из заготовок предварительно обрезается под углом 45 °C, после чего они соединяются углами, образуя в итоге прямой угол.
Чтобы сварить рамку, необходимо взять четыре заготовки из углового проката, подготовленные для сварки под прямым углом по одному из приведенных способов. Для предварительного закрепления лучше использовать с струбцины.
Совместив все заготовки, необходимо проконтролировать геометрические размеры будущего изделия. Затем, сделав прихватки по четырём углам, вновь сделать замеры диагоналей рамки, при необходимости подкорректировав их легкими ударами молотка вдоль большей диагонали. После этого можно осуществлять сварку стыков.
Применение
Дальше речь пойдет о сфере применения металлических уголков. Высокие прочностные характеристики стального равнополочного уголка делают его одним из основных строительных элементов как в промышленных, так и в бытовых масштабах. Его используют при устройстве опалубки зданий и сооружений, для придания жесткости конструкциям, при сборке разного рода каркасов и металлоконструкций. Изделия из нержавеющей стали успешно применяются там, где требуется защита от резких перепадов температур, высокой влажности, коррозии, а также предполагается неблагоприятное воздействие переменных нагрузок. Оцинкованные уголки выглядят очень декоративно, поэтому часто их применяют на фасадах строений, там, где прочность не так важна, могут быть использованы алюминиевые детали. Изделия из черного металла рекомендуется покрывать специальными составами или красками, предотвращающими процесс ржавления.
Распространенность использования металлического уголка так же зависти и от метода изготовления:
- Холоднокатаный металлический уголок чаще используется в изготовлении обшивки для техники и сборки опорных строений для которых играет важную роль наружный вид (элементы мебели, торговых витрин, специальная осветительная техника)а так же в местах подверженных низким температурам.
- Холодногнутый профиль нужен в местах, где важен превосходный внешний облик болванки, при сравнительно маленькой толщине(от 0,5 мм до 3 мм, реже 4 и более мм). К примеру это комплектующие бытовой техники, высокоточные устройства, небольшие станки.
- Горячекатаный металлический уголок отличается от вышеупомянутых высокой прочностью и устойчивостью к сгибанию, но смотрится не совсем презентабельно. Данный вид продукции находит применение в машиностроении, в качестве опорного каркаса мебели, в масштабном возведении строений с малым числом этажей.
Способ №2. Хомуты
Для соединения труб с ограждениями используются хомуты с болтами, состоящие из 2-х половин. Одна часть устанавливается на потолок/стену. Вставляется труба, ее положение фиксируется второй половиной за счет стягивание болтов. Данный способ соединения называется клипсой.

Хомут для соединения квадратных труб
Если правильно подобрать размеры, элементы собираются без провисов. С помощью регулируемых хомутов можно соединять трубы с любым сечением. Но важно помнить, что стальные профили нужно соединять хомутами из стали, а полимерные – элементами из пластика.
Монтажный крепежный уголок очень прост в работе, не требует специальных навыков и оборудования. С его помощью создается угол между двумя элементами, а оно является связующим звеном. При креплении элементов на разные поверхности используются следующие метизы:
- Для соединения деревянных конструкций обычным равносторонним уголком применяют саморезы по металлу, шурупы, гвозди или винты с гайками. Он широко используется при монтаже кровли, возведении различных хозяйственных построек.




Алюминиевые уголки как вид металлопроката
Алюминиевый уголок – это разновидность металлопроката и не рассказать о нем в данной статье, было бы ни правильно. Технические свойства уголка из алюминия делают данный продукт востребованным на протяжении долгого времени. В зависимости от предназначения продукции, изделия могут быть выполнены как под прямым, так и с закругленным углом. По сравнению со сталью, алюминий – материал гибкий, поэтому для изготовления продукции с поперечным сечением выбран именно этот металл. Работать с ним значительно легче, нежели с металлами более плотной структуры. Уголки из алюминия обладают следующими техническими характеристиками:
- Простота в уходе (загрязнения с поверхности удаляются без труда).
- Высокая теплопроводность.
- Электропроводность.
- Удобство в монтаже.
- Экологическая безопасность.
- Устойчивость к коррозии.
- Высокая износостойкость, в совокупности с небольшим весом профилей, позволяет выдерживать серьезные нагрузки.
- Длительный эксплуатационный период, даже при резких температурных перепадах.
- Возможность принимать нужную форму, благодаря гибкой фактуре металла.
- Легко поддается механической и тепловой переработке.
- Устойчивость к агрессивной среде: высокая влажность, смена температурных режимов (выдерживает от – 80 до + 1000 градусов Цельсия).
- Способность подвергаться вторичной переработке.
- Приятный внешний вид.
- Низкая стоимость продукции.
Главным преимуществом алюминиевых профиле углового типа является устойчивость к разрушениям. Несмотря на пластичность и маленький вес, уголки не поддаются коррозии, так как при взаимодействии алюминия с кислородом образуется оксидный слой, который и является защитным. Однако при агрессивном механическом влиянии может деформироваться, из-за того, что имеет мягкую структуру и небольшую толщину. Для обеспечения дополнительной защиты на поверхность профилей наносится особая эмаль. Производители уголков выпускают изделия и с защищенной поверхностью, и без нее. Данное покрытие производится технологическим методом, который называется – анодирование. Анодированные металлические изделия способны противостоять против грубых механических воздействий.
Виды соединения
Сварка стальных изделий с применением уголка сводится к нескольким основным видам соединений:
- стыковая сварка заготовок из углового проката;
- сварка угловых заготовок под углом 90 °;
- сварка угловой стали с другими изделиями.
Создавая конструкцию, хороший сварщик решает как минимум, две задачи. Первая заключается в том, чтобы сварить прочное изделие, успешно выдерживающее определенные нагрузки. Вторая задача в том, чтобы выполненная работа смотрелась эстетично. Ведь работа настоящего мастера всегда радует глаз.
Рассмотрим типовые примеры, показывающие, как сваривать железные уголки между собой, а также с другими поверхностями.
Как согнуть стальной уголок

Гибка стальных уголков, по радиусу или в определенный угол, востребованный технологический процесс, позволяющий изготовить изделия заданных форм и параметров при помощи механического воздействия. Полученные заготовки широко используются в строительстве и становятся неотъемлемым элементом каркасов или металлоконструкций. В статье мастер сантехник расскажет, как это сделать.
Способы гибки уголка

Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- Холодное сгибание;
- Горячее сгибание;
- Придание формы с помощью разрезания, сгибания и сварки готового изделия.
Сгибание уголка по радиусу

Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- Вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься;
- Наружу радиуса кривизны деформации, соответственно, она будет растягиваться.
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
В сюжете - Как согнуть уголок по радиусу



Как согнуть уголок в кольцо
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы.

К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.

Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90⁰.
Согнуть уголки под 90⁰ для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45⁰ каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90⁰, приведены в таблице:

В продолжение темы посмотрите также наш обзор Как заварить трубу с течью
Читайте также: