Как сделать втулку из металла
Обновлено: 25.04.2024

Изобретение относится к обработке металлов давлением и может быть использовано при производстве цилиндрических полых изделий. Способ включает образование заготовки из листового проката путем резки по всей ширине листового проката с одновременным формированием на одном ее конце по крайней мере одного основного выступа дугообразной формы, а на другом конце - по крайней мере одной основной впадины дугообразной формы. При этом с каждой стороны основного выступа дополнительно формируют сопряженную с ним как минимум одну дополнительную дугообразную впадину, а с каждой стороны основной впадины дополнительно формируют сопряженный с ней как минимум один дополнительный дугообразный выступ. Далее осуществляют отгибку концов заготовки, предварительную гибку и окончательную гибку с одновременным беззазорным соединением концов заготовки встык. Снижается трудоемкость и повышается коэффициент использования металлов. 6 з.п. ф-лы, 4 ил.
Техническое решение относится к обработке металлов давлением, а именно к изготовлению цилиндрических полых изделий, типа втулок, последовательной штамповкой из листового проката.
Известен способ изготовления втулки, включающий образование заготовки из листового проката с одновременным формированием ее концов, отгибку концов заготовки, предварительную и окончательную гибки, соединение концов (Романовский В.П., «Справочник по холодной штамповке». Л: «Машиностроение», 1971 г., с.96-97, рис. 78).
Такой способ включает образование заготовки втулки путем надрезки с двух сторон листового проката, после чего осуществляют операции гибки, а затем отрезают заготовку втулки от листового проката, например ленты, и соединяют концы заготовки втулки пайкой или сваркой.
Недостатком такого способа является его значительная трудоемкость, так как необходима дополнительная операция пайки или сварки при соединении концов заготовки втулки. Кроме того, после гибки отрезать заготовку втулки от листового проката технологически сложно и трудоемко, поэтому для изготовления втулки используют листовой прокат толщиной не более 2 мм. Это ограничивает область использования такого способа.
Наиболее близким к предлагаемому техническому решению по совокупности признаков и достигаемому результату является способ изготовления втулки, включающий образование заготовки из листового проката, например ленты, с одновременным формированием эквидистантных конфигураций ее концов, при этом на одном конце выполняют, по крайней мере, один основной выступ, а на другом конце выполняют, по крайней мере, одну основную впадину, отгибку концов заготовки, предварительную гибку, окончательную гибку и соединение концов заготовки (Авт. свид. СССР №188938, МПК В 21 D 53/10, опубл. 17.11.1966 г.).
В известном способе образование заготовки осуществляется путем надрезки ленты на высоту втулки, после которой остается перемычка, которая связывает заготовку втулки с лентой. При образовании заготовки формируют концы, имеющие эквидистантную конфигурацию, выполненную в виде ласточкина хвоста. Предварительной гибкой в средней части заготовки получают два полукруга с разными диаметрами, а окончательную гибку осуществляют с наложением концов заготовки внахлестку, после чего соединяют концы, калибруют готовую втулку и отделяют ее от перемычки.
Основным недостатком такого способа является его большая трудоемкость, так как такие операции, как окончательная гибка и соединение концов заготовки осуществляются последовательно, только после предварительного наложения концов заготовки внахлестку, для осуществления которого в средней части заготовки необходимо получить два полукруга с разными радиусами. Кроме этого, при таком способе низок коэффициент использования металла, так как при изготовлении втулки остается перемычка, которая удаляется в отход.
Задачей предлагаемого технического решения является создание способа изготовления втулки, имеющего низкую трудоемкость и высокий коэффициент использования металла.
Указанная задача решается следующим образом.
В способе изготовления втулки, включающем образование заготовки из листового проката с одновременным формированием эквидистантных конфигураций ее концов, при этом на одном конце выполняют, по крайней мере, один основной выступ, а на другом конце выполняют, по крайней мере, одну основную впадину, отгибку концов заготовки, предварительную гибку, окончательную гибку и соединение концов заготовки, новым является то, что образование заготовки осуществляется путем резки по всей ширине листового проката, а основной выступ и основную впадину формируют дугообразной формы, при этом с каждой стороны основного выступа дополнительно формируют сопряженную с ним как минимум одну дополнительную дугообразную впадину, а с каждой стороны основной впадины дополнительно формируют сопряженный с ней как минимум один дополнительный дугообразный выступ, причем окончательную гибку осуществляют с одновременным беззазорным соединением концов заготовки встык.
Отгибка каждого конца заготовки может быть осуществлена с образованием дуги радиусом, соответствующим радиусу втулки и углом, равным 40-45 градусам.
Предварительная гибка может быть осуществлена в средней части заготовки с образованием дугообразного участка, радиус которого соответствует радиусу втулки.
Каждый из дополнительных дугообразных выступов и каждая из дополнительных дугообразных впадин могут быть выполнены радиусом, равным (0,3-0,4) радиуса основного выступа или основной впадины.
Дополнительные дугообразные выступы и дополнительные дугообразные впадины могут быть выполнены с межцентровым расстоянием, равным (2,4-2,5) радиуса основного выступа или основной впадины.
Дополнительные дугообразные выступы. и дополнительные дугообразные впадины могут быть выполнены относительно друг друга с расстоянием, которое меньше, чем два радиуса основного выступа или основной впадины.
Дополнительные дугообразные выступы и дополнительные дугообразные впадины могут быть выполнены с пересекающимися между собой осями, расположенными по углам, равным 80-90 градусам.
Предлагаемый способ изготовления, втулок позволяет:
- осуществлять одновременно окончательную гибку и беззазорное соединение концов заготовки встык, тем самым снизить трудоемкость,
- исключить образование отходов листового проката, тем самым повысить коэффициент использования металла.
Дугообразная форма выполнения основных выступа и впадины, а также дополнительных впадин и выступов, их расположение относительно друг друга позволяет при окончательной гибке осуществить точный вход каждого выступа в соответствующую ему впадину с образованием беззазорного соединения концов заготовки втулки и тем самым объединить две операции способа.
Предлагаемое выполнение соотношений между основными и дополнительными выступами и впадинами гарантируют точность и беззазорное соединение концов заготовки встык.
При проведении поиска по источникам патентной и научно-технической информации не было обнаружено решений, содержащих совокупность предлагаемых признаков, а их свойства не выявлены ни в одном из известных решений, что позволяет сделать вывод о соответствии предлагаемого технического решения критериям «новизна» и «изобретательский уровень».
Промышленная применимость предлагаемого технического решения видна из описания способа изготовления втулки.
Предлагаемое техническое решение поясняется на примере конкретного выполнения, где
на фиг.1 изображен вид в плане заготовки втулки,
на фиг.2 - поперечное сечение заготовки после отгибки концов,
на фиг.3 - поперечное сечение заготовки после предварительной гибки,
на фиг.4 - вид соединенных концов готовой втулки.
На фигурах показаны заготовка втулки 1, имеющая концы 2 и 3, на которых сформированы основной выступ 4, дополнительные впадины 5, основная впадина 6, дополнительные выступы 7, средняя часть 8. Кроме этого, показаны радиус (R) и угол (α) отгибки концов заготовки.
Втулку по предлагаемому способу изготавливают следующим образом.
Из полосы проката 4×50×1833 толщиной 4 мм из стали 10ЮА безотходно изготавливают пять втулок, имеющих радиус 60 мм. Обработка производилась последовательно на четырех штампах: разделительном и трех гибочных. Для этого образуют заготовку 1 путем ее резки по всей ширине полосы с одновременным формированием эквидистантных конфигураций ее концов 2 и 3, при этом на конце 2 выполняют основной выступ 4 дугообразной формы и сопряженные с ним две дополнительные дугообразные впадины 5, а на конце 3 выполняют основную впадину 6 дугообразной формы радиусом 4,25 мм и сопряженные с ней два дополнительных дугообразных выступа 7. Каждый из дополнительных дугообразных выступов 7 и каждую из дополнительных дугообразных впадин 5 выполняют радиусом, равным 1,5 мм. Дополнительные дугообразные выступы 7 и дополнительные дугообразные впадины 5 выполняют с межцентровым расстоянием, равным (2,4-2,5) радиуса основного выступа или основной впадины, который равен 10,5 мм. Дополнительные дугообразные выступы 7 и дополнительные дугообразные впадины 5 выполняют относительно друг друга с расстоянием 7,5 мм, которое меньше чем два радиуса основного выступа 4 или основной впадины 6. Дополнительные дугообразные выступы 7 и дополнительные дугообразные впадины 5 выполняют с пересекающимися между собой осями, расположенными под углом ϕ=90°.
Затем осуществляют отгибку концов 2 и 3 заготовки 1 с образованием дуги радиусом (R=60 мм), соответствующим радиусу втулки и углом α=40-45°. Предварительную гибку осуществляют в средней части 8 заготовки 1 с образованием дугообразного участка, радиус которого соответствует радиусу втулки (R=60 мм).
Окончательную гибку заготовки 1 осуществляют с одновременным беззазорным соединением концов 2 и 3 встык. При сближении концов 2 и 3, дугообразный основной выступ 4 отжимает дополнительные дугообразные выступы 7 и входит в дугообразную основную впадину 6. При дальнейшем сближении концов 2 и 3 дополнительные дугообразные выступы 7 входят в дополнительные дугообразные впадины 5 и плотно обжимаются вокруг выступа 4, препятствуя нарушению соединения. Таким образом, полностью изготовлена неразъемная втулка с радиусом R=60 мм.
В зависимости от ширины заготовки 1 на концах 2 и 3 может быть выполнено от 1 до 4 основных выступов 4 и соответственно такое же количество основных впадин 6.
Предлагаемый способ может осуществляться как на отдельных штампах, так и на штампе последовательного действия.
Неразъемные втулки, изготовленные по предлагаемому способу, имеют требуемую точность и надежное качество соединения стыка.
Таким образом, предлагаемый способ изготовления втулка позволяет снизить трудоемкость и повысить коэффициент использования металла.
1. Способ изготовления втулки, включающий образование заготовки из листового проката с одновременным формированием эквидистантных конфигураций ее концов, при этом на одном конце выполняют по крайней мере один основной выступ, а на другом конце выполняют по крайней мере одну основную впадину, отгибку концов заготовки, предварительную гибку, окончательную гибку и соединение концов заготовки, отличающийся тем, что образование заготовки осуществляют путем резки по всей ширине листового проката, при этом основной выступ и основную впадину формируют дугообразной формы, с каждой стороны основного выступа дополнительно формируют сопряженную с ним как минимум одну дополнительную дугообразную впадину, с каждой стороны основной впадины дополнительно формируют сопряженный с ней как минимум один дополнительный дугообразный выступ, причем окончательную гибку осуществляют с одновременным беззазорным соединением концов заготовки в стык.
2. Способ по п.1, отличающийся тем, что отгибку каждого конца заготовки осуществляют с образованием дуги радиусом, соответствующим радиусу втулки, и углом, равным 40-45 градусам.
3. Способ по п.1, отличающийся тем, что предварительную гибку осуществляют в средней части заготовки с образованием дугообразного участка, радиус которого соответствует радиусу втулки.
4. Способ по п.1, отличающийся тем, что каждый из дополнительных дугообразных выступов и каждая из дополнительных дугообразных впадин выполнены радиусом, равным 0,3-0,4 радиуса основного выступа или основной впадины.
5. Способ по п.1, отличающийся тем, что дополнительные дугообразные выступы и дополнительные дугообразные впадины выполнены с межцентровым расстоянием, равным 2,4-2,5 радиусам основного выступа или основной впадины.
6. Способ по п.1, отличающийся тем, что дополнительные дугообразные выступы и дополнительные дугообразные впадины выполнены относительно друг друга с расстоянием, которое меньше, чем два радиуса основного выступа или основной впадины.
7. Способ по п.1, отличающийся тем, что дополнительные дугообразные выступы и дополнительные дугообразные впадины выполнены с пересекающимися между собой осями, расположенными под углом, равным 80-90 градусам.
Способ изготовления заготовок втулок из листового материала

Изобретение относится к обработке металлов давлением. Способ включает вытяжку заготовки, ее термообработку и калибровку по внутренней и внешней поверхностям до соответствующих размеров. Вытяжку и калибровку осуществляют в штампе с установкой сменных матриц и пуансонов. Изготовление заготовок втулок осуществляют в переходах. В первом переходе изготавливают профиль с наружным диаметром 1,4-1,56 от диаметра готовой заготовки втулки и длиной 0,4-0,5 от длины готовой заготовки втулки, при наличии зазора между матрицей и пуансоном, не менее 1,3 от толщины листа. Во втором переходе изготавливают профиль с наружным диаметром 1,2-1,34 от диаметра готовой заготовки втулки и длиной 0,7-0,8 от длины готовой заготовки втулки, при наличии зазора между матрицей и пуансоном, не менее 1,15 от толщины листа. В третьем, калибрующем переходе, изготавливают втулку равномерной цилиндрической формы по ее длине, при наличии зазора между матрицей и пуансоном в диапазоне 1,04-1,06 толщине листа. Толщина стенки готовой заготовки втулки равна толщине листового материала. В результате обеспечивается расширение технологических возможностей. 1 з.п. ф-лы, 3 ил.
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления полых цилиндрических деталей, преимущественно, заготовок для подшипников скольжения.
Недостатком аналога является то, что данный способ изготовления втулок проводится за 4-5 переходов, что требует дополнительной оснастки и большей трудоемкости.
Известен, приводимый в качестве прототипа, способ изготовления втулки, включающий образование заготовки из листового проката (Заявка: 2003138036/02, 2912.2003. Патент №2257975).
Недостатком прототипа является беззазорное соединение концов заготовки встык.
Техническим результатом настоящего изобретения является способ изготовления заготовок втулок из листового материала, позволяющий повысить качество изготовления заготовок втулок за счет обеспечения изготовления в переходах при наличии зазоров, расширить технологические возможности путем изготовления большой номенклатуры при обеспечении изготовления из материалов разных толщин и изготовления разных по форме и размерам заготовок втулок.
Технический результат достигается тем, что вытяжку и калибровку осуществляют в штампе с установкой сменных матриц и пуансонов, при изготовлении заготовок втулок в следующих переходах, где в первом переходе изготавливают профиль с наружным диаметром 1,4-1,56 от диаметра готовой заготовки втулки и длиной 0,4-0,5 от длины готовой заготовки втулки, при наличии зазора между матрицей и пуансоном, не менее 1,3 от толщины листа, во втором переходе изготавливают профиль с наружным диаметром 1,2-1,34 от диаметра готовой заготовки втулки и длиной 0,7-0,8 от длины готовой заготовки втулки, при наличии зазора между матрицей и пуансоном, не менее 1,15 от толщины листа, а в третьем, калибрующем переходе, изготавливают втулку равномерной цилиндрической формы по ее длине, при наличии зазора между матрицей и пуансоном в диапазоне 1,04…1,06 толщины листа, при этом толщина стенки готовой заготовки втулки равна толщине листового материала.
Предлагаемый способ изготовления заготовок втулок из листового материала изображен на следующих графических материалах, где на:
- фиг.1 показан штамп и полученная заготовка втулки в первом переходе;
- фиг.2 показан штамп и полученная заготовка втулки во втором переходе;
- фиг.3 показан штамп и полученная заготовка втулки в третьем переходе. Предлагаемый способ изготовления заготовок втулок из листового материала осуществляется в штампе с установкой сменных матриц и пуансонов:
- на фиг.1 показана заготовка втулки, полученная в первом переходе, где поз.1 - заготовка втулки, поз.2 - пуансон, поз.3 - зазор между матрицей и пуансоном, поз.4 - матрица, L1 - длина втулки;
- на фиг.2 показана заготовка втулки, полученная во втором переходе, где поз.5 - заготовка втулки, поз.6 - пуансон, поз.7 - зазор между матрицей и пуансоном, поз.8 - матрица, L2 - длина втулки;
- на фиг.3 показана втулка, полученная в третьем переходе, где поз.9 - втулка, поз.10 - пуансон, поз.11 - зазор между матрицей и пуансоном, поз.12 - матрица, L3 - длина втулки.
Данный способ изготовления заготовок втулок из листового материала, где в качестве листового материала используют лист из бериллиевой бронзы.
Заявленный способ изготовления заготовок втулок из листового материала осуществляется следующим образом. Заготовка втулки 1 длиной L1 изготавливается в штампе из листовой круглой заготовки с установкой сменных пуансона 2 и матрицы 4, первого перехода, затем заготовку втулки 1 устанавливают в штамп со сменным пуансоном 6 и матрицей 8 и изготавливают заготовку втулки 5, длиной L2 во втором переходе, затем заготовку втулки 5 устанавливают в штамп со сменным пуансоном 10 и матрицей 12 и изготавливают втулку 9, равномерной цилиндрической формой по ее длине L3 в третьем переходе.
Предлагаемый способ изготовления заготовок втулок из листового материала приведен из бериллиевой бронзы диаметром 120 мм, толщиной 3 мм. Вытяжку и калибровку осуществляли в штампе с установкой сменных матриц и пуансонов.
В первом переходе фиг.1 получили заготовку втулки 1 длиной L1=23 мм, при наружном диаметре 88 мм. Во втором переходе фиг.2 получили заготовку втулки 5 длиной L2=38 мм, при наружном диаметре равной 75.3 мм. В третьем калибрующем переходе фиг.3 получили втулку 9 равномерной цилиндрической формой длиной L3=55 мм, при наружном диаметре 56,1 мм и толщиной стенки 3 мм.
Предлагаемый способ дает возможность изготовления широкого ассортимента цилиндрических полых деталей. Кроме того, возможно получение дополнительных технических результатов, таких как получение изделий с максимально ровными и симметричными относительно продольной оси наружной и внутренней поверхностями, которые максимально соответствуют форме готового изделия.
С каждым годом резко возрастает спрос на высоколегированную бериллиевую бронзу в качестве материала подшипников скольжения, которые позволяют увеличить долговечность, коррозионную устойчивость и надежность ответственных узлов машин и оборудования.
Сортамент труб из бериллиевой бронзы, выпускаемый промышленностью, которые можно использовать в качестве заготовок, не отвечает диапазону применяемых подшипников скольжения в промышленности.
Подшипники скольжения из бериллиевой бронзы, в настоящее время, изготавливаются из круглой заготовки или поковки, в которых сверлят отверстие, при этом отходы от механической обработки составляют 80-90%, что делает данную технологию дорогостоящей и трудоемкой, стоимость высоколегированной бериллиевой бронзы в 3-5 раз выше стоимости меди.
Таким образом, предлагаемый способ изготовления заготовок втулок из листового материала, в частности для подшипников скольжения из высоколегированной бериллиевой бронзы позволяет:
- упростить технологию и уменьшить трудоемкость изготовления заготовок втулок для подшипников скольжения;
- значительно сократить расход материала с 80-90% до 10-30%;
- получать заготовку втулки равномерной цилиндрической формы и толщины стенки с минимальными припусками для шлифовки;
- получать заготовки втулок для подшипников скольжения в широком диапазоне и в количестве больших или малых партий;
- снизить себестоимость изготовления заготовок втулок.
1. Способ изготовления заготовок втулок из листового материала, включающий вытяжку заготовки, ее термообработку и калибровку по внутренней и внешней поверхностям до соответствующих размеров, отличающийся тем, что вытяжку и калибровку осуществляют в штампе с установкой сменных матриц и пуансонов, при этом изготовление заготовок втулок осуществляют в переходах, причем в первом переходе изготавливают профиль с наружным диаметром 1,4-1,56 от диаметра готовой заготовки втулки и длиной 0,4-0,5 от длины готовой заготовки втулки, при наличии зазора между матрицей и пуансоном, не менее 1,3 от толщины листа, во втором переходе изготавливают профиль с наружным диаметром 1,2-1,34 от диаметра готовой заготовки втулки и длиной 0,7-0,8 от длины готовой заготовки втулки, при наличии зазора между матрицей и пуансоном, не менее 1,15 от толщины листа, а в третьем, калибрующем переходе, изготавливают втулку равномерной цилиндрической формы по ее длине, при наличии зазора между матрицей и пуансоном в диапазоне 1,04-1,06 толщине листа, при этом толщина стенки готовой заготовки втулки равна толщине листового материала.
2. Способ по п.1, отличающийся тем, что в качестве листового материала используют лист из бериллиевой бронзы.
Материалы подшипников скольжения

Различают пластичные ( < НВ 50), мягкие (НВ 50—100) и твердые (>НВ 100) подшипниковые сплавы.
К пластичным принадлежат баббиты, свинцовые бронзы, алюминиевые сплавы, серебро; к мягким — бронзы оловянные, оловянно-свинцовые, оловянно-свинцово-цинковые; к твердым — бронзы алюминиево-железные и чугуны.
Для высоконагруженных быстроходных подшипников, рассчитанных на работу в области жидкостной смазки, применяют почти исключительно пластичные сплавы в виде тонких слоев, наносимые на стальные (реже бронзовые) втулки и вкладыши.
Мягкие и твердые сплавы применяют для изготовления подшипников граничной и полужидкостной смазки, работающих при умеренных скоростях.
Баббиты
Баббитами называют сплавы мягких металлов (Sn, Pb, Cd, Sb, Zn), характеризующиеся наличием твердых структурных составляющих в пластичной матрице.
Баббиты отличаются низким коэффициентом трения, пластичностью, хорошей прирабатываемостью и износостойкостью.
Пластичность обеспечивает равномерное распределение нагрузки по несущей поверхности: становится относительно безопасным попадание в подшипники мелких твердых частиц (металлическая пыль, твердые продукты окисления масла), которые впрессовываются в баббит и обезвреживаются.
Недостаток баббитов — низкое сопротивление усталости, особенно при повышенных температурах.
Баббиты могут работать в паре с нормализованными или улучшенными стальными валами (HRC 25—35), но для увеличения долговечности подшипника целесообразнее термически обрабатывать валы до твердости > HRC 50.
Наиболее высокими антифрикционными качествами обладают высокооловянные баббиты , представляющие собой сплавы олова с сурьмой с небольшими присадками меди (вводимой для предупреждения ликвации); структура баббита — твердые кристаллиты SnSb, вкрапленные в пластичную эвтектику.
Основные марки высокооловянных баббитов — Б89, Б83 (цифры указывают содержание олова в процентах).
Теплопроводность их (3,0—4,2)·10 –2 Вт/(м·°C); коэффициент линейного расширения (22—24)·10 6 . Модуль нормальной упругости Е = (5—6)·10 4 МПа. Плотность 7,3 кг/дм 3 . Твердость при 20°С НВ 20—30; предел текучести при сжатии 40—60 МПа. При 100—120°С твердость и предел текучести снижаются примерно вдвое.
Температура плавления оловянистых баббитов: начало 240—250°С, конец 400—420°С.
Баббиты заливают при 450—480°С на вкладыши, предварительно подогретые до 250°С. Наилучшие результаты дает центробежная заливка. Применяют также заливку в кокили и под давлением.
Толщина слоя заливки в подшипниках обычной конструкции 1—З мм. Сопротивление усталости баббитовой заливки повышается с уменьшением толщины слоя заливки, а также с увеличением жесткости системы вкладыш – постель. В последнее время толщину заливки доводят до 0,25—0,4 мм. Еще лучшие результаты даст электролитическое нанесение слоя баббита толщиной 10—20 мкм на подложку из пористой бронзы.
Падение прочности баббитовой заливки при повышенных температурах предупреждают интенсивным масляным охлаждением подшипников. Все это позволяет повысить удельные нагрузки на подшипники с баббитовой заливкой до 10—15 МПа.
В целях экономии дефицитного олова разработаны и внедрены в промышленность низкооловянные баббиты , являющиеся более или менее полноценными заменителями высокооловянистых баббитов.
Свинцово-оловянные баббиты Б16, Б6, БН, БТ состоят на 60—75% из свинца, 5—20% Sn, 10—20% Sb с небольшими присадками Сu, Cd, Ni, Fe. В качестве модификаторов вводят 0,3—1% As.
Антифрикционные качества свинцовых баббитов в условиях полужидкостной смазки ниже, чем высокооловянных. Теплопроводность их (1,2—2,4)·10 –2 Вт/(м·°С), плотность 9,5—10 кг/дм 3 . Твердость и механические свойства примерно такие же, как у оловянных баббитов. Коррозионная стойкость значительно ниже.
В условиях жидкостной смазки разница между свинцовыми и оловянными баббитами малоощутима.
Безоловянные баббиты БК1, БК2 состоят почти целиком из свинца с присадками ~1 % Са и Na. Антифрикционные свойства и коррозиестойкость свинцовых баббитов улучшают, вводя в небольших количествах Sr, Ва, Li, Те.
Состав и свойства оловянных и свинцовых баббитов приведены в табл. 28.

Кадмиевые баббиты содержат 90—97% Cd с присадками Сu, Ni, Ag и других металлов, образующих твердые структурные составляющие в пластичной кадмиевой основе. Твердость кадмиевых баббитов НВ 30—40, коэффициент линейного расширения этих баббитов ~30·10 –6 1/°С, теплопроводность (8,4—10,0)·10 –2 Вт/(м·°С).
Антифрикционные качества высокие. Недостаток кадмиевых баббитов — низкая коррозионная стойкость.
В биметаллических тонкостенных вкладышах применяют алюминиево-оловянные сплавы , содержащие до 20% Sn. Наиболее распространены сплавы типа АО20—1 (20% Sn; 1% Сu; остальное Аl) и сплав АО6—1 (6% Sn; 1% Сu; 0,5—1% Ni; 1—1,5% Si; остальное AI). Твердость антифрикционных алюминиевых сплавов НВ 35—45; теплопроводность 0,18—0,24 Вт/(м·°С); коэффициент линейного расширения (20—22)·10 –6 1/°С, плотность 2,7 кг/дм 3 .
Алюминиевые сплавы обладают высоким сопротивлением усталости и могут работать при удельных нагрузках до 50 МПа. Склонны к наволакиванию на вал. Необходимы усиленная прокачка масла и применение валов повышенной твердости (> HRC 50).
Для неответственных подшипников применяют дешевые цинкоалюминиевые сплавы типа ЦАМ 10—5 (10% Аl; 5% Сu, остальное Zn) и ЦАМ 9—1,5 (9% Al; 1,5% Сu). Твердость их НВ 60—80; коэффициент линейного расширения (30—32)·10 –6 ; плотность 6,2 кг/дм 3 . Антифрикционные качества цинкоалюминиевых сплавов посредственные. Необходимо применение валов твердостью более HRC 50. Наилучшими качествами обладают нестандартные высокоалюминиевые цинковые сплавы (30—40% Аl; 5—10% Сu; остальное Zn) Твердость их НB 50—60.
Свинцовые бронзы
Свинцовые бронзы представляют собой сплавы Сu (40—70%) и Рb (30—60%) с присадками небольших количеств Sn, Zn, Ni, Ag. В СССР наиболее распространены бронзы БрС30 (30% Рb; остальное Сu) и БрО5С25 (5% Sn; 25% Рb; остальное Сu). Применяют также высокосвинцовую никелевую бронзу БрС60Н2,5 (60% Рb; 2,5 Ni).
Свинец практически нерастворим в меди и присутствует в сплавах в виде округлых включений, более или менее равномерно распределенных в медной матрице.
Свинцовые бронзы прочнее и тверже баббитов (НВ 40—60). В отличие от баббитов твердость и прочность их остаются практически постоянными до 200°С. Теплопроводность 0,12—0,13 Вт/(м·°С).
Недостатком свинцовых бронз является пониженная коррозионная стойкость (из-за наличия свободного свинца). Кроме того, свинец вызывает ускоренное окисление масла при эксплуатации.
Прирабатываемость и антифрикционные свойства свинцовой бронзы хуже, чем у баббитов. Подшипники с заливкой свинцовой бронзой требуют особенно малой шероховатости поверхностей трения, исключения перекосов, увеличения жесткости системы вал–подшипник, увеличения прокачки масли и тщательной его фильтрации, а также повышения поверхностной твердости вала (>HRC 50). Зазоры в подшипниках с заливкой свинцовой бронзой делают в среднем на 30—50% больше, чем в подшипниках с баббитовой заливкой. Целесообразно применять масла с низким кислотным числом (< 1 мг КОН/г) и вводить в масло противоокислительные присадки.
Рабочие поверхности подшипников с заливкой свинцовой бронзой обрабатывают тонкой расточкой алмазными или твердосплавными резцами с малыми подачами и большими скоростями резания (10—13 м/сек).
Свинцовую бронзу заливают на вкладыши из низкоуглеродистых сталей слоем толщиной 0,5—0,8 мм при 1050°С в графитных формах. Во избежание ликвации и для получения равномерного и тонкодисперсного распределения свинца в сплаве вкладыши сразу после заливки подвергают интенсивному охлаждению водой, пульверизованной сжатым воздухом.
Разработаны улучшенные составы свинцовых бронз с 30% Рb с присадками Ni (до 5%), Sn (до 25%) и незначительных количеств S и Са. Присадка Ni увеличивает коррозионную стойкость, S и Са вводят для предупреждения ликвации свинца.
Наряду с высокосвинцовыми бронзами для заливки подшипников применяют пластичные (НВ 60—80) бронзы с содержанием 5—7% Рb, 5% Р и 5% Zn.
Серебро
Для тяжелонагруженных опор машин, выпускаемых небольшими сериями, применяют подшипники с поверхностью трения из серебра (с присадкой небольших количеств Sn и Рb).
Серебряные покрытия отличаются пластичностью, мягкостью (в отожженном состоянии НВ 25—35), хорошими антифрикционными качествами и высоким сопротивлением усталости.
Теплопроводность серебряных покрытий высокая — 0,36—0,42 Вт/(м·°С). Коэффициент линейного расширения 18·10 –6 . Модуль упругости Е = 8,2·10 4 МПа. Температура плавлении 960°С.
Серебро заливают на поверхность вкладышей слоем 0,1—0,3 мм или наносят электролитически на пористую бронзовую или медно-никелевую подложку слоем толщиной 20—50 мкм.
В отдельных случаях для улучшения связи с вкладышем серебро заливают на мелкоячеистую стальную основу. Выступающие на поверхность участки стальной матрицы увеличивают несущую способность подшипника.
В целях улучшения прирабатываемости на поверхность серебряного покрытия наносят слой свинца или свинцово-сурьмяного сплина толщиной 10—30 мкм, который для предупреждения коррозии покрывают слоем индия толщиной несколько микрометров.
Необходимо применение валов повышенной твердости (> HRC 50).
Многослойные покрытия
При многослойной заливке тонкий слой оловянного баббита наносят на подложку из антифрикционного сплава толщиной 0,2—0,5 мм. Позволяя использовать ценные качества оловянных баббитов, этот способ резко сокращает расход олова и вместе с тем увеличивает сопротивление усталости и сопротивляемость заливки ударным нагрузкам.
В качестве подложки применяют свинцовые бронзы, алюминиевые сплавы и бронзы. Наилучшие результаты дают пористые подложки из спеченных сплавов Cu–Al и Сu–Ni (60% Сu, 40% Ni), обеспечивающие прочную связь баббита с вкладышем.
Применяют два способа нанесения баббита. При заливке баббит наносят слоем 0,3—0,4 мм. После обработки толщина баббитового слоя составляет 0,15—0,2 мм.
Технологичнее электролитическое осаждение баббита слоем толщиной 15—20 мкм на поверхности подложки, обработанной начисто. При этом способе обязательно применять пористую подложку, которая, будучи пропитана баббитом, образует антифрикционный подслой, обеспечивающий правильную работу подшипника при местном или общем износе поверхностного баббитового слоя.
Иногда в качестве поверхностного слоя применяют свинцовые баббиты. Для предупреждения коррозии на них наносят электролитический слой In толщиной несколько микрометров, который затем подвергают диффузии посредством нагрева при 150°С в течение 2—3 ч.
Бронзы
Бронзы применяют для изготовления подшипников, работающих в области преимущественно полужидкостной смазки при небольших окружных скоростях (подшипники вспомогательных приводов). Благодаря повышенной твердости они выдерживают большие удельные нагрузки.
Наиболее распространены оловянные, оловянно-свинцовые и оловянно-цинково-свинцовые бронзы (табл. 29).

Хорошими антифрикционными качествами обладают оловянные бронзы типа БрОФ. Бронзы с содержанием >0,5% Sn отливают (предпочтительно в кокили), с содержанием
Введение свинца (бронзы БрОС) улучшает обрабатываемость, увеличивает пластичность и снижает твердость бронзы. Бронза БрО5С25 относится к разряду полупластичных.
Наиболее широко применяют оловянно-цинково-свинцовые бронзы, в которых содержание дефицитного олова снижено до 2—6%. Пластичность их выше, чем у оловянных бронз (удлинение 6—15%); твердость НВ 50—70. Оловянно-цинково-свинцовую бронзу БрОЦС 4-4-2,5 применяют в виде холоднокатаных лент для изготовления тонкостенных втулок.
Алюминиево-железные бронзы типа БрАЖ, имеющие повышенную твердость (НВ 70—100), применяют для изготовления втулок, работающих при высоких нагрузках и малых скоростях в условиях полужидкостной и граничной смазки (направляющие втулки всасывающих клапанов двигателей внутреннего сгорания).
Подшипники, работающие при высоких температурах, при граничной смазке (направляющие выхлопных клапанов) изготовляют из жаропрочных железоникельалюминиевых сплавов типа БрАЖН.
Теплопроводность антифрикционных бронз 0,06—0,12 Вт/(м·°С); коэффициент линейного расширения (16—18)·10 –6 ; модуль упругости Е = (8—10)·10 4 МПа.
Валы, работающие в бронзовых подшипниках средней твердости, должны иметь твердость более HRC 50, а в подшипниках из бронзы высокой твердости более HRC 55.
Антифрикционные чугуны
В качестве дешевых заменителей бронз применяют антифрикционные чугуны: серые АЧС с пластинчатым графитом, высокопрочные АВЧ с глобулярным графитом, ковкие АЧК с хлопьевидным графитом и медистые ЧМ (табл. 30).

Недостатки антифрикционных чугунов — хрупкость и высокая твердость (НВ 160—250), исключающая возможность самоприработки. Чугунные подшипники чувствительны к перекосам, вызывающим высокие кромочные давления.
Чугунные подшипники применяют с валами высокой поверхностной твердости (> HRC 55). Мягкие антифрикционные чугуны (АЧС-3, АЧВ-2, АЧК-2) могут при небольших нагрузках работать в паре с нормализованными или улучшенными сталями (HRС 25—35).
Легкие сплавы
Из легких сплавов в качестве антифрикционных материалов чаще всего применяют алюминиевые.
Неответственные подшипники изготовляют из литейных сплавов Al–Si (АЛЗ; АЛ4; АЛ5), Аl–Mg (АЛ8). Al–Cu (АЛ10В; АЛ18В) предпочтительно отливкой в металлические формы (НВ 65—70). Целесообразнее изготовлять подшипники штамповкой из деформируемых сплавов типа АК4, АК4-1 (НВ 80—90).
Широкое применение имеют нетермообрабатываемые (НВ 40—60) сплавы АМ8 (8 % Сu); АМК2 (8% Сu; 2% Si); АЖ6 (6% Fe); АН-2,5 (2,5% Ni), АСС6-5 (6% Sb, 5% Pb). Пластичные сплавы АК5М и АН-2,5 (НВ 35—45) применяют в биметаллических ленточных вкладышах.
Наиболее высокими антифрикционными качествами обладают оловянные алюминиевые сплавы (содержание Sn до 20%). Один из лучших сплавов этого типа, сочетающий пластичность и высокую прочность, имеет состав; 6% Sn; 1,5% Ni; 0,5—1 % Sb; 0,5% Si; 0,5—1% Mn; остальное Al.
Твердость антифрикционных алюминиевых сплавов НВ 40—80; теплопроводность 0,12—0,24 Вт/(м·°С); коэффициент линейного расширения (21—24)·10 –6 ; модуль упругости Е ≈ 7·10 4 МПа. Предел прочности литых сплавов 120—180 МПа, штампованных 200—300 МПа.
Алюминиевые сплавы коррозиестойки и не вызывают окисления масла. Недостатком их является пониженная прирабатываемость и склонность к наволакиванию на вал. Необходима смазка под давлением и применение валов повышенной твердости (> HRC 55).
Модуль упругости алюминиевых сплавов невелик, поэтому для нормальной работы необходимо повышение жесткости подшипников (утолщение стенок, выполнение буртиков жесткости, увеличение жесткости постелей).
В конструкции подшипников из алюминиевых сплавов надо учитывать их высокий коэффициент линейного расширения. При нагреве зазор в подшипнике возрастает, поэтому «холодный» зазор делают минимальным, совместимым с условием надежной работы подшипника в пусковые периоды. Кроме того, при нагреве возрастает натяг на посадочной поверхности подшипника. Подшипники из алюминиевых сплавов предпочтительно применять в корпусах из тех же сплавов.
Втулки из алюминиевых сплавов, установленные в корпусах из материалов с низким коэффициентом линейного расширения (сталь, чугун), могут при повышении температуры приобрести остаточные деформации сжатия. В таких случаях применяют минимальные посадочные натяги с обязательным стопорением втулок; диаметр стопорных штифтов рекомендуется увеличивать во избежание сминания материала подшипника.
Чтобы компенсировать изменение линейных размеров втулки при нагреве, ее делают с температурным швом — разрезом, который располагают в ненагруженной области подшипника. Такие втулки устанавливают в корпус с натягом, который поддерживается более или менее постоянным при колебаниях температуры. Втулки со швом необходимо стопорить от проворачивания.
Магниевые сплавы как антифрикционный материал близки к алюминиевым, но отличаются от последних еще более низким модулем упругости (Е = 4,2·10 4 МПа) и более высоким коэффициентом линейного расширения α = (26—28)·10 –6 1/°С.
Для изготовления подшипников пригодны литейные сплавы МЛЗ, МЛ4 и деформируемые MA1, МА2.
Твердость магниевых сплавов НВ 30—40, теплопроводность 0,072—0,084 Вт/(м·°С).
При конструировании подшипников из магниевых сплавов нужно соблюдать те же правила, что и для алюминиевых сплавов.
Втулочная тема (продолжение)

Заводской ремонт АКПП за 1-3 дня. Гарантия 1-2 года без ограничений. Бесплатная диагностика АКПП. Бесплатный эвакуатор, Бесплатная диагностика АКПП и эвакуация. Онлайн консультации. Особые условия для D2.
Москва, Россия
В первой части этой темы мы рассказали, что такое втулки в акпп, важность этих деталей, принцип работы и принципы износа.
В в этой части — посмотрим — как устроены оригинальный "биметаллические" втулки, и чем они отличаются от "бронзовых".
Постараемся ответить на вопрос — " а что лучше и почему?" а также — "а когда надо менять?"
а также — поменяем и увидим разницу.
Какие бывают втулки?
Часто приходится слышать понятия "биметаллическая" или "бронзовая".
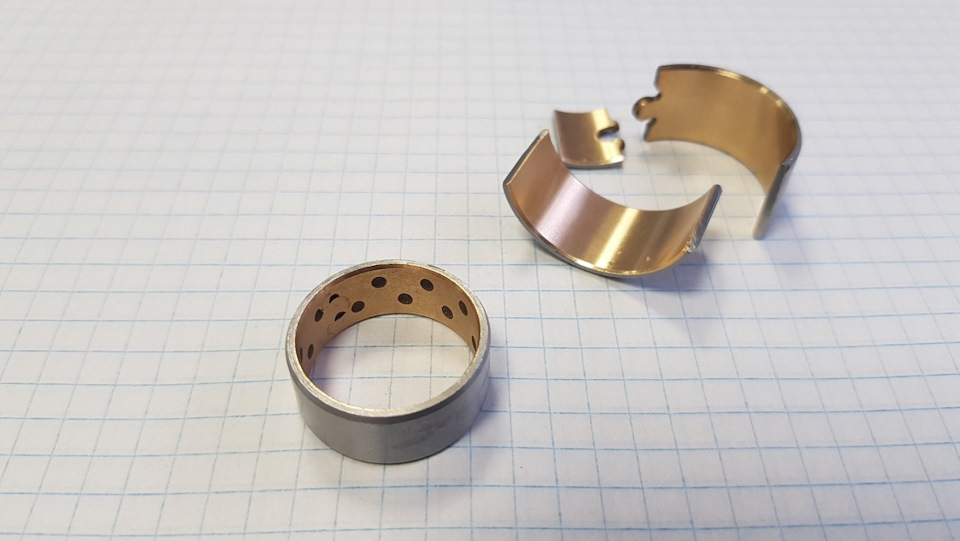
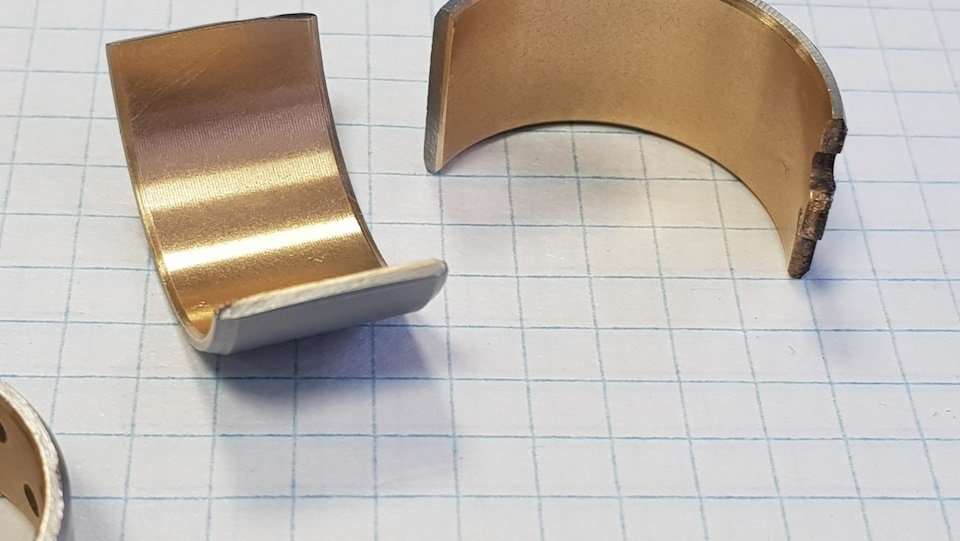
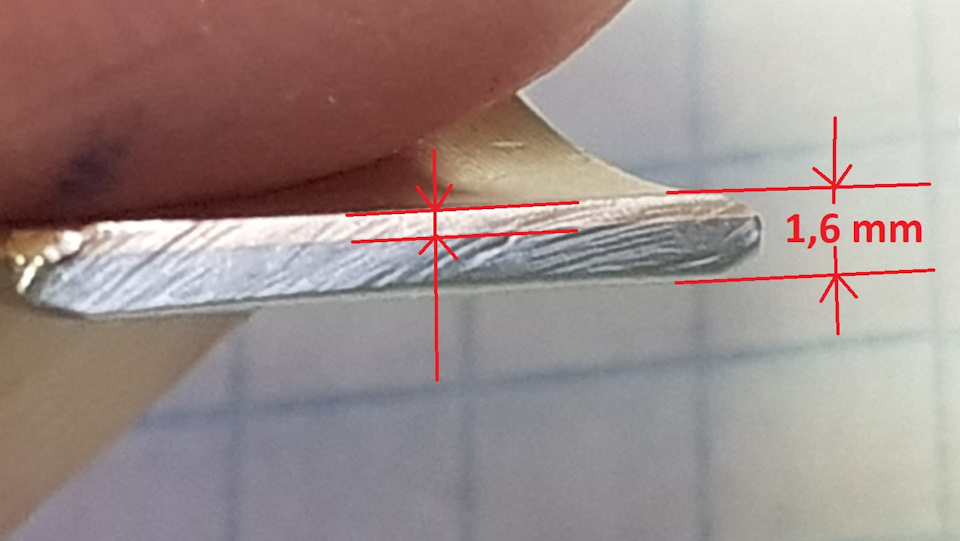
Биметаллическая — устройство понятно из названия. Втулка состоит из двух материалов — стальной "бандаж" снаружи и сплав на основе бронзы — внутри. На срезе — хорошо видна примерная толщина. Втулка на фото — имеет общую толщину стенки -1,6мм. Видно, что бронзовая внутренняя часть — составляет примерно 1/3 от общей толщины. Для упрощения и в дальнейшем — примем толщину внутренней части — 0,5 мм непосредственно антифрикционного слоя. Много это или мало? узнаем далее. (и это ответ на тезис некоторых мастеров про "напыление" бронзы… :)))
Биметаллическая втулка при производств — сворачивается из полосы. обычно есть заметное место стыка -замок. На качество и ходимость — никак не влияет, хоть и заметен.
Также, втулка может иметь (а может и не иметь) масло сгонные насечки или углубления. За счет этих канавок масло лучше попадает в зону контакта, лучше смазывает трущиеся поверхности.
Производство таких втулок -высокотехнологичное. Как правило — биметаллические втулки — оригинальные.


Важная особенность таких втулок: прочность конструкции. За счет жесткого корпуса, втулка крепко сидит в своем посадочном месте. У втулок -всегда прессовая посадка с корпус коробки. Корпус — как и втулка — нагревается часто выше 100 град. Соотв важно — чтобы втулка сохраняла свои физические свойства и размеры.
Биметаллическая втулка — эффективнее и по стоимости. Нет необходимости делать всю втулку из бронзы -просто потому, что частичный износ фрикционного слоя — уже приводит к необходимому ремонту и замене. (какой износ — измерим далее и покажем). Поэтому — просто нет необходимости делать вссё тело втулки из фрикционного материала.
Цельно-0бронзовая втулка — обычно точится. Сам материал — достаточно мягкий, поэтому существенные колебания температуры корпуса коробки, перегрев -могут способствовать например "выворачиванию такой втулки.
С точки зрения точности изготовления — бронзовые втулки также очень точные. . И с точки зрения точности изготовления, особенно втулки от именитых производителей не уступают биметаллическим, Но как понятно из описания — по сути своей конструкции — такие втулки принципиально — не лучше биметаллических.
Важный момент, влияющий на долговечность втулки — состав антифрикционного сплава, т.е. состав "бронзы".
Бро́нза — сплав меди, обычно с оловом в качестве основного компонента, но к бронзам также относят медные сплавы с алюминием, кремнием, бериллием, свинцом и другими элементами, за исключением цинка (это латунь) и никеля… (wiki)

Конечно, подбирая химический состав компонентов, можно добиваться разных свойств готового материала. В лаборатории!Ё А что на практике? Если коробка работает на старом, грязном масле в котором уже есть много растворенного нагара, продуктов износа фрикционов и т.д. едвали "тонкости состава" уберегут втулку от быстрого износа.
У Бронзовых втулок — есть существенный плюс — далеко не все биметаллические втулки — поставляются в запчасти. Также, в силу технологической сложности изготовления — не все можно получить в принципе. Бронзовые втулки — более технологичны в изготовлении по сравнению с биметаллическими.
Естественно, основной вопрос возникает такой: "что можно назвать критическим износом втулки?" " может ли биметаллическая втулка "протерется" до стального основания?"
За ответом — далеко ходить не нужно. На примере одного из узлов акпп ZF8HP** которая в ремонте на столе — измерим текущее стсотяние втулок — до и после замены. Итак, следите как говорится -за руками и за цифрами.
Узел на фото — две детали которые входят одна в другую и вращаются на запрессованной втулке.
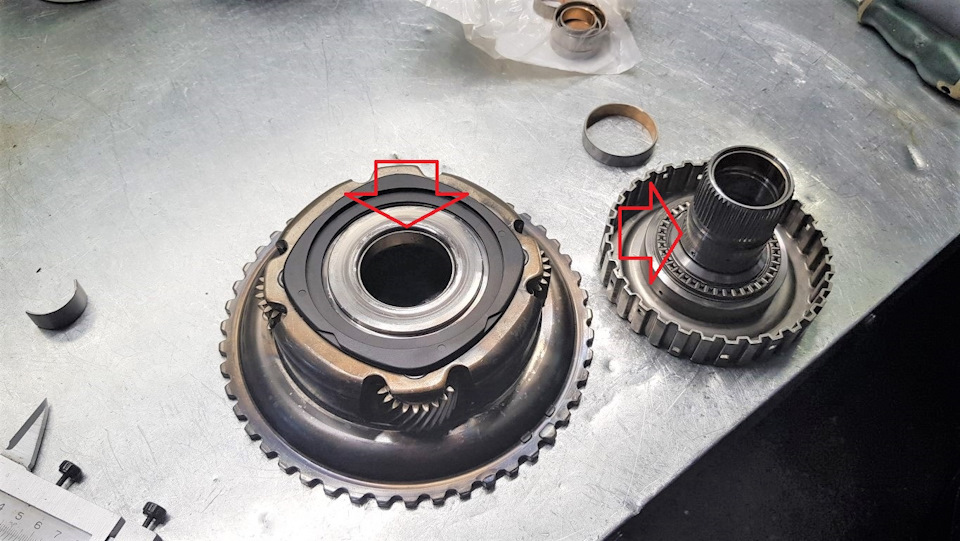
Детали на фото — только что вынуты из разбираемой акпп. Втулка имеет износ. Это очень хорошо заметно — внутренняя деталь — "болтается" (не просто имеет люфт, а имеет ЗНАЧИТЕЛЬНЫЙ ЛЮФТ.
Читайте также: