Как сделать выемку в металле
Обновлено: 04.10.2024

При выполнении разметки деталей и заготовок из стали, нержавейки, алюминия, меди, бронзы и других металлов без хорошего кернера не обойтись. Этот полезный слесарный инструмент можно купить в магазине, а можно сделать своими руками.

Основная задача кернера — сделать небольшое углубление в металле (лунку), чтобы сверло или же саморез не соскользнули с намеченной точки. Причем сам инструмент должен обладать достаточной прочностью, чтобы долгое время не тупиться, а также выдерживать удары молотком по бойку.
Кернер по металлу из обычного болта

Зажимаем болт М14 в патроне токарного станка и стачиваем конец на конус, а потом заостряем нижний край.
Посередине болта привариваем стальной пруток или кусок гладкой арматуры, на которую потом надеваем деревянную ручку. Ее можно снять со старого инструмента (стамески или напильника), а также изготовить самостоятельно.

На последнем этапе работ останется только закалить заостренный конец болта и покрыть ручку минеральным маслом.
Чтобы правильно закалить наконечник самодельного кернера, нагреваем острие газовой горелкой, после чего окунаем его в емкость с маслом.

В итоге получился простой, но в то же время полезный и удобный в использовании слесарный инструмент для домашней мастерской, который пригодится при разметке заготовок из металла.
Видео
Подробный процесс изготовления самодельного кернера смотрите в видеоролике на сайте.
Полуавтоматический кернер по металлу из труб
Обычно для кернения металлических заготовок используются классические кернеры, по которым нужно бить молотком. Однако автор YouTube канала INNOVATION TIME предложил свой вариант — полуавтоматический кернер.
Самоделка удобна тем, что кернение металла происходит без использования молотка — достаточно просто нажать на спусковой курок.
- круглая труба;
- болт;
- профильная труба;
- пружина;
- шайба;
- круглая болванка.
Интересная идея ! Если нужно натянуть между столбами или деревьями стальную проволоку (или тросик в обмотке), можно использовать для этого приспособление , сделанное своими руками.
Основные этапы работ
Рабочую часть кернера автор изготовил из болта. Сначала отрезал резьбовую часть и шляпку болта, а от оставшейся части — кусочек нужной длины.
Потом мастер заточил один из концов заготовки на конус с острием, и сделал закалку рабочей части.
В качестве корпуса полуавтоматического кернера выступает отрезок стальной круглой трубы.
На конце трубы автор сделал болгаркой прорези, вставил внутрь заточенный кусок болта, загнул «лепестки» трубы молотком, и обварил.

На следующем этапе изготавливается ударная часть кернера. Автор отрезал кусок круглой трубы меньшего диаметра, чем корпус, и приварил к нему длинный болт. Противоположный торец он заглушил кусочком металла.
Из полосы металла, профильной трубы и пружинки мастер изготовил спусковой механизм. Приварил его к корпусу кернера, предварительно сделав в нем прорезь болгаркой.

Затем внутрь корпуса устанавливается ударная часть. На шпильку болта надевается пружина и металлическая шайба, которая приваривается к торцу корпуса.
На резьбу болта навинчивается гайка, потом устанавливается тяжелая круглая болванка, и фиксируется гайкой.

В завершении останется только покрасить самоделку, и полуавтоматический кернер готов к работе.
Вытягиваем ударную часть, и в этот момент взводится курок. Потом нажимаем на него, и за счет действия пружины болванка на конце ударной части ударяет по «затылку» корпуса.

Пошаговый процесс изготовления данного приспособления показан в авторском видеоролике ниже. Советуем посмотреть.
Простой пружинный кернер из резьбовой шпильки
В данном обзоре мастер предлагает сделать своими руками простой пружинный кернер — полезная вещь для гаража или домашней мастерской.
За основу он использует обычную шпильку. Хотя лучше было бы, например, взять автомобильный клапан.
Первым делом необходимо будет от стального кругляка подходящего диаметра отрезать круглую пластину.
Также для данной самоделки потребуется отрезок шпильки или болта, втулка из трубки, гайка, стальная шайба, пружина и два куска металлического прутка.
Теперь давайте рассмотрим сам процесс изготовления пружинного кернера.
Сначала необходимо приварить отрезок трубки (втулку) к стальной шайбе под углом 90 градусов. Сварной шов нужно будет зачистить болгаркой.

Основные этапы работ
На круглой пластине необходимо сделать разметку маркером, чтобы найти центр заготовки. Потом к ней нужно приварить отрезок шпильки или болта (тоже под прямым углом). Для удобства можно воспользоваться магнитным уголком.

На следующем этапе к втулке с двух сторон мастер приваривает два куска стального прутка. Край шпильки нужно заточить под конус на шлифовальном станке или с помощью болгарки, установив на нее лепестковый круг.

После этого можно приступать к сборке приспособления. На шпильку сначала надевается пружина, а потом втулка с шайбой, которая фиксируется гайкой.

Подробно о том, как сделать простой пружинный кернер из шпильки своими руками, рекомендуем посмотреть в видеоролике на сайте.
3 способа как сделать кернер из автомобильного клапана
Если у в вашем гараже полно комплектующих для авто, которые пора утилизировать «по сроку давности», не торопитесь от них избавляться.
При желании им можно найти практическое применение в домашней мастерской или гараже.
Например, из изношенных клапанов ДВС можно сделать полезный инструмент для работы с различными заготовками из металла: кернер.

Причем для данной самоделки можно использовать как впускные, так и выпускные клапаны двигателя внутреннего сгорания, однако предварительно их нужно зачистить от грязи и следов ржавчины при помощи наждачной бумаги.
Чтобы ускорить этот процесс, просто зажимаем автомобильный клапан в патроне электродрели или шуруповерта и проводим по поверхности наждачкой. Когда заготовки будут готовы, можно приступать непосредственно к изготовлению инструмента.
В сегодняшней статье рассмотрим три способа, как сделать кернер из автомобильного клапана своими руками.
Вариант первый: кернер + чертилка
Чтобы изготовить простую чертилку по металлу, а также керн с ручкой, потребуется два старых автомобильных клапана, которые давно «отмотали свой срок».
Сначала необходимо заточить заготовки под конус с одной стороны, а потом заострить конец.
Для этих целей можно воспользоваться обычной болгаркой с установленным лепестковым диском или ленточно-шлифовальным станком.
После заточки инструмент обязательно необходимо закалить, иначе толку от него будет мало — для этого можно использовать обычную газовую горелку с баллончиком.
После нагрева докрасна заостренный край нужно опустить в емкость с маслом. Один инструмент на этом этапе уже готов — это чертилка по металлу.

Чтобы сделать керн с ручкой, к заостренному стержню клапана нужно приварить эту самую рукоятку. Сделать ее можно из круглого стального прутка.
Теперь оба инструмента готовы к работе. Просто, а главное — дешево. Берите эти полезные идеи себе на заметку.
Пружинный кернер
Чтобы просверлить ровные отверстия в металле, для начала нужно разметить заготовку, а также сделать направляющую лунку для сверла.
Для этих целей используется специальный разметочный инструмент, который называется кернером.
Его можно купить в строительном магазине или изготовить своими руками из подручных материалов.
В сегодняшней статье мы рассмотрим один из вариантов самодельного кернера, который предложил автор YouTube канала CoolDIY.
Основной для самоделки послужит автомобильный клапан. В данном случае автор использует клапан двигателя грузового авто.

Сначала необходимо обточить конец автомобильного клапана — сделать его острым.


Данную операцию можно выполнить на шлифовальном станке или с помощью болгарки, установив на нее шлифовальный лепестковый круг.
Далее нам потребуется отрезок стального кругляка. Обрабатываем его на токарном станке, и высверливаем в нем продольное отверстие.

На следующем этапе отрезаем кусок металлического прутка, и привариваем его по центру получившейся втулки. Зачищаем сварной шов.

Зажимаем автомобильный клапана в слесарных тисках, надеваем на него пружину.

Потом надеваем самодельную втулку с ручкой, и устанавливаем еще одну пружину. Должно получиться, как на фото ниже.


Дальше нам потребуется металлическое кольцо. Надеваем его на стержень автомобильного клапана, и обвариваем.


Самодельный кернер готов.
За счет того, что шляпка клапана широкая, по ней очень удобно ударять молотком. А наличие рукоятки позволяет безопасно удерживать кернер в руках.

Подробно о том, как самостоятельно изготовить удобный инструмент для разметки (кернер) из автомобильного клапана от грузового авто, показано в авторском видеоролике. Рекомендуем посмотреть.
Пружинный кернер: альтернативная версия
Чтобы просверлить отверстие в металлической заготовке точно по установленной метке, лучше всего использовать для этого пружинный кернер — слесарный инструмент, задача которого заключается в разметке центральных лунок.

Сверло вставляется в проделанное углубление, за счет чего не скользит по поверхности металла на начальном этапе сверления.
Для изготовления самодельного пружинного кернера понадобится заготовка из качественной стали.
Например, можно использовать для этого автомобильный клапан. Также потребуется две шайбы, пружина и гайка.
Первым делом нужно заострить конец стержня автомобильного клапана — для этого затачиваем заготовку под конус на шлифовальном станке или при помощи болгарки с лепестковым диском.
После этого заостренную часть заготовки обязательно необходимо будет закалить.
Затем берем гайку и привариваем к ней с обеих сторон две шайбы. Также потребуется еще одна гайка меньшего диаметра, в которой необходимо просверлить отверстие, чтобы можно было ее приварить к стержню автомобильного клапана (полностью обваривать гайку не имеет смысла).

Принцип работы пружинного кернера очень прост: за счет сжатия и резкого высвобождения пружины приводится в движение боек (гайка), которая ударяет по нижней гайке, приваренной к стержню автомобильного клапана.

На последнем этапе работ выполняем сборку пружинного кернера. На клапан надеваем пружину, затем большую гайку, а потом на расстоянии 2 см от края привариваем маленькую гайку.
Перед тем, как сделать себе такой инструмент, посмотрите видеоролик, в котором наглядно показан весь процесс сборки кернера.
Как сделать кернер из автомобильной пружины
Из старой автомобильной пружины можно сделать полезный инструмент для мастерской — кернер по металлу.
Данной идеей поделился автор YouTube канала George Kosilov .
Первым делом от пружины нужно будет отрезать один виток. К концу заготовки привариваем металлический пруток.

После этого отправляем заготовку в горн, нагреваем, и выравниваем в слесарных тисках. Неровный край отрезаем болгаркой.

Затем снова нагреваем заготовку, и с помощью кувалдочки придаем ей окончательную форму на наковальне (или можно использовать в качестве основания толстый стальной блин).
На следующем этапе необходимо будет выполнить термическую обработку заготовки — нагреваем ее докрасна и охлаждаем в масле или воде.
Далее отрезаем от заготовки приваренный металлический пруток (он нам уже не потребуется), зажимаем ее в патроне дрели или шуруповерта, и обрабатываем на гриндере.
Подробно о том, как своими руками сделать гриндер, вы можете прочитать в этой статье .
После шлифовки нагреваем заостренный кончик газовой горелкой, после чего опускаем в масло.

Обрезаем инструмент до нужной длины (12-15 см — более чем достаточно). На «затыльнике» кернера снимаем фаску, чтобы было удобно бить молотком.
Инструмент можно использовать как для кернения металла, так и в качестве чертилки (для разметки по металлу).
Пошаговый процесс изготовления самодельного кернера из автомобильной пружины можно увидеть в авторском видеоролике.
Автоматический кернер с пружинным механизмом
Приспособление, которое облегчает работу, теперь кернение возможно без использования молотка.
Вся хитрость данного изобретения спрятана внутри корпуса. Работает керн от нажатия одной руки, при котором острая его часть проваливаясь внутрь «выстреливает» с помощью пружинного механизма.

Если предстоит проделать много отверстий, автоматический керн ускорит и упростит подготовку поверхности, а если освоить навык работы с этим инструментом, то он реально поможет в поточном производстве.
3 способа изготовления кованых элементов из металла

Красивые кованые элементы (цветки, листики и др.) для декоративного оформления различных изделий и конструкций из металла можно изготовить своими руками «холодным» способом, не прибегая к использованию технологии горячей ковки.
Изготовление декоративных «листочков» из металла
Рассказываем, как изготовить простой самодельный инструмент, с помощью которого можно создавать красивые декоративные элементы из тонкого листового металла в виде листочков.
Идеей изготовления самоделки поделился автор YouTube канала Mr SunY. Берите себе на заметку!
Потребуются следующие материалы:
- кусочки металла;
- стальная полоса;
- часть гаражной петли («папа»);
- болт;
- деревянная ручка.
Подготавливаем два куска толстого металла разной длины. Короткий кусок укладываем сверху длинного, и обвариваем.
После этого отрезаем отрезок стальной полосы подходящей длины. Привариваем его к ранее сваренной детали, потом сгибаем, как показано на фото.


На следующем этапе нам потребуется часть гаражной петли («папа»). Конец детали необходимо заточить с двух сторон, по форме зубила.

Далее в верхней площадке основания самоделки с помощью болгарки нужно будет прорезать канавку со скошенными краями.

Сборка инструмента для холодной ковки
В металлической полосе сверлим отверстие. Обрезаем часть штока петли, вставляем ее в отверстие, затем обвариваем.

К торцу металлической полосы надо будет приварить болт.

Изготавливаем круглую деревянную ручку, сверлим по центру продольное отверстие. Накручиваем ручку на болт.

Как работать самодельным приспособлением
Отрезаем кусочек тонколистового металла, укладываем его на верхнюю площадку основания (матрицу), и с помощью пуансона продавливаем в заготовке «жилки» листочка.

В авторском видеоролике показан пошаговый процесс изготовления самодельного инструмента, а также принцип его работы. Советуем посмотреть.
Как сделать кованые элементы «холодным» методом
В данном случае нам потребуется стальной лист толщиной 2 мм и бумажные шаблоны изделий, которые вы хотите сделать.
Соединить отдельные детали друг с другом можно при помощи сварки. Освоив ковку «холодным» методом, вы сможете создавать необычные художественные «композиции» из металла быстро и качественно.
Используя заранее приготовленные шаблоны из бумаги, необходимо перенести контуры будущих изделий на поверхность стального листа. После этого аккуратно вырезаем заготовки при помощи болгарки — вручную этот процесс займет намного дольше времени.

Затем края стальных заготовок нужно дополнительно обработать круглым напильником, чтобы убрать заусеницы.
Далее делаем разметку на поверхности деталей (в соответствии с шаблоном) и при помощи специального приспособления для холодной ковки нужно продавить начерченные линии.

На следующем этапе работ, используя рихтовочные молотки, придаем заготовкам окончательную форму, и при необходимости дорабатываем края изделий обычным напильником — добиваемся максимальной симметрии.
При сварке кованых элементов лучше выставлять сварочный аппарат на 200-220 А.
Кузнечные изделия, сделанные своими руками «холодным» способом, смотрятся очень изящно и оригинально.
Причем при определенной сноровке на изготовление кованых элементов уходит не так много времени, как может показаться.
Подробный мастер-класс смотрите в видео на нашем сайте.
Как из металла сделать декоративный элементы в виде цветка
Сделать декоративный элемент из металла в виде цветка под силу каждому. Причем для этого не потребуются навыки горячей ковки — такой декор можно сделать «на холодную», используя минимум инструментов.
Декоративный элемент состоит из двух частей: большого и маленького цветка. Также для украшения автор использует металлический шарик.
Первым делом необходимо сделать два бумажных шаблона — образец можно скачать в интернете или нарисовать его от руки. Потом приклеиваем шаблоны на заготовки из металла.
На следующем этапе, вооружившись болгаркой, необходимо вырезать заготовки из металла. С помощью бормашинки или напильника убираем заусенцы и неровности.

По центру заготовок нужно просверлить отверстие и сделать углубление. А затем с помощью пунзеля и молотка делаются небольшие углубления на самих лепестках.

Края лепестков необходимо будет немного подогнуть — для этого пригодится наковальня. После этого накладываем маленький цветок на большой.

В конце украшаем получившийся декоративный элемент металлическим шариком. После этого можно покрасить изделие.
Подробно о том, как из металла сделать декор в виде цветка, вы можете посмотреть в видеоролике на нашем сайте.
Сущность и назначение процесса зенкования
Зенкование – это технологический процесс обработки краев отверстий специальным инструментом (зенковкой), применяемый в машиностроении и станкостроении. Зенкование отличается от зенкерования.
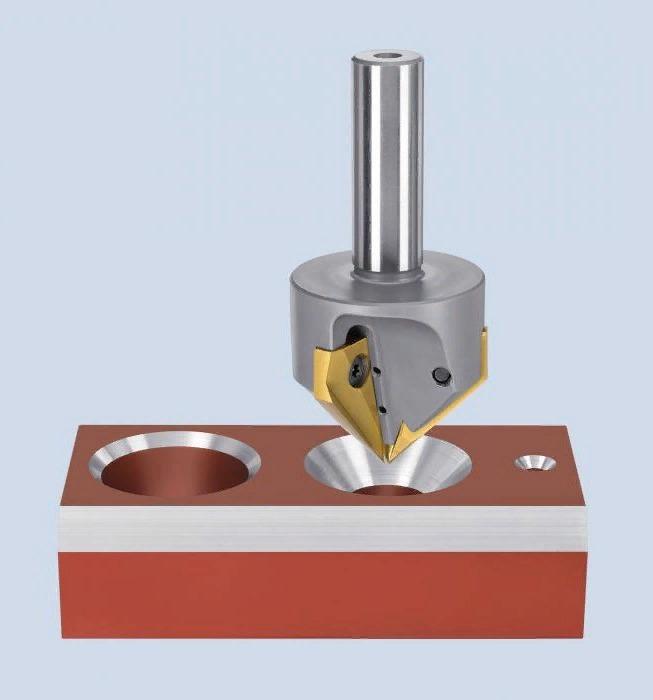
При сборке конструкций и металлических узлов используют резьбовые соединения, заклепки. Иногда требуется спрятать головку болта, винта или соединения другого типа. В этих случаях используют так называемый потай. То есть в начале соединительного отверстия в металле делают небольшое углубление, куда и прячется головка. Выполнить такой потай можно, применив зенкование, – это определенный вид обработки начала отверстия, когда его расширяют в диаметре и углубляют на определенную высоту. Форма углубления может быть разной.
Зенкование не стоит путать с зенкерованием – это различные операции, которые выполняются разными инструментами. Но оборудование, которое приводит в движение такие резцы, может быть одинаковым.
Зенкование можно провести при помощи ручной электрической дрели. Отличием от заводского варианта здесь будет невысокий класс точности обработки, но получить потай в домашних условиях вполне реально.

Сущность процесса зенкования
Зенкование и сверление тесно связаны между собой. Обычно зенкование проводят по готовому отверстию, но бывают случаи, когда необходимо сделать углубление без предварительного сверления. И в том, и в другом вариантах используют инструмент зенковку разных конструкций.
Сам процесс зенкования очень прост: специальным резцом снимают фаску на отверстии. Чем больше металла снято, тем больше получается углубление. Форма зенковки обычно коническая. Здесь главное – соблюсти строгую центровку режущего элемента и отверстия: должна быть идеальная соосность. В противном случае будет наблюдаться смещение углубления относительно отверстия, и шляпка винта не сможет в него войти.
Чтобы выполнить операцию зенкования для получения фасок и для углублений, необходимо пройти следующие этапы технологического процесса:
- Измерить шляпку резьбового метиза, под который будет производиться углубление (имеются в виду как диаметр, высота, так и угол скоса, если шляпка имеет конструкцию под потай).
- Подобрать соответствующую зенковку и закрепить ее в сверлильном или токарном оборудовании.
- Строго соблюдая соотношение осей, закрепить напротив резца заготовку с отверстием.
- Включить сверлильное оборудование и выставить необходимое количество оборотов (если это позволяет схемотехника станка) или заведомо подобрать необходимый инструмент под параметры оборудования.
- Провести зенкование отверстия.
Назначение и особенности зенкования
Основная сфера применения зенкования – в технологических процессах при изготовлении станков, механизмов и сборке металлоконструкций. С помощью этой операции добиваются решения следующих задач:
- В предварительно изготовленных отверстиях получают углубления в форме цилиндра или конуса.
- Формируют плоскости опорного значения в районе отверстий.
- Зенкование отверстий позволяет получить каналы со снятой в них фаской.
- Формирование углублений для сокрытия элементов резьбового крепежа.
Зенкование отверстий имеет свои особенности; они обусловлены типом металла, который подвергается обработке, конструкцией резца и конечной задачей операции:
- Если проводится обработка чугунных деталей или металлов на основе твердых сплавов, то в рабочую область следует подавать специальную эмульсию для охлаждения.
- Рабочие обороты вала двигателя должны соответствовать рабочим оборотам зенковки. Для инструмента из быстрорежущей стали обороты всегда меньше, чем для инструмента с напайками из твердого сплава.
- Для выборки под потайную шляпку винта используют конический резец с углом торцевых ножей, равным углу конуса шляпки.
Зенковку делают на самом последнем этапе после зенкерования и развертки.
Отличия зенкерования от зенкования
Зенкование и зенкерование – совершенно разные операции по обработке отверстий. Процесс зенкерования связан с воздействием на весь просверленный канал. И цель зенкерования в том, чтобы выровнять это отверстие, сделать его более качественным с точки зрения всех геометрических показателей и чистоты поверхности канала. Для зенкерования разработан свой специализированный инструмент (зенкер), основные ножи которого расположены по спирали вдоль всего тела инструмента (длина тела, как правило, превышает длину канала отверстия).
Зенковка работает только с частью отверстия в его начале. Ее основная задача – сделать потай или снять фаску. Поэтому в инструменте предусмотрены в основном ножи на торце. Единственное, что общего между зенкером и зенковкой, – они приводятся в движение при помощи одинаковых станков.
Оборудование и инструменты
Главный инструмент, которым выполняют зенкование, называется зенковкой. Это тип резца, состоящий из рабочей части и хвостовика. Рабочая часть имеет несколько режущих кромок, за хвостовик инструмент крепится в патроне оборудования. Бывают резцы конической и цилиндрической формы. Сырьем для изготовления зенковок служит сталь инструментальная углеродистая либо легированная.

Зенковки конического типа характеризуются углом наклона ножа. Наиболее используемые элементы с углами конуса 120, 90, 60 и 30 градусов. Резцы цилиндрического типа на торце имеют зубья. Этих зубьев может быть от 8 до 4 штук. Кроме этого, у цилиндрического инструмента есть направляющий по отверстию элемент, который называется цапфой. Благодаря такому элементу цилиндрический резец всегда имеет соосность с отверстием, которое он обрабатывает.
Для зенкования отверстий разработаны также специальные державки, куда вставлены зенковки. У них могут быть ограничители вращающегося и невращающегося типа.
Обозначение зенковки на чертеже
На производстве зенкование отверстий выполняют по чертежу. Зенковка на чертеже отображается прописными и заглавными латинскими буквами и арабскими цифрами. Значение букв и цифр следующее:
- d1 – указывает на основной диаметр канала;
- d2 – на диаметр зенкования;
- L1 – отображает показатель длины цилиндрического канала;
- L3 – это глубина зенкования;
- L4 – указывает на глубину фаски;
- j – это размер угла зенкования центральный;
- α (альфа) – размер угла фаски.
Технология сверления больших и маленьких отверстий
Обзор технологии сверления отверстий в металле. Как вставить и вытащить сверло из дрели, или шуруповерта. Варианты использования смазки. Выбор режима работы в зависимости от материала. Сверление глубоких и больших отверстий. Высверливание точечной сварки.

Сверление отверстия в металле – распространенная технологическая процедура, которую можно выполнять с помощью различного оборудования. Методы выполнения работ различаются в зависимости от заданной глубины, диаметра, типа поверхности, а также необходимой точности.
Методы сверления в зависимости от типа отверстия
Грамотная подготовка и правильный подбор оборудования поможет просверлить отверстия в металле высокого качества. Кроме того, на эффективность операции влияет надежность сверл и используемого оборудования.
Рассмотрим основные виды отверстий и методы их обработки:

- Сквозные. Данный тип характеризуется полным проходом через обрабатываемую заготовку. В процессе выполнения работ необходимо внимательно следить за подачей сверла: при выходе из отверстия сопротивление материала уменьшается. Если ничего не менять, инструмент резко опустится, что может привести к его заклиниванию или поломке. Чтобы этого не произошло, используют специальные методы защиты столешницы или верстака. Это может быть многослойная подкладка из дерева и металла или обычный брусок со сквозным отверстием. При использовании станков на финальной стадии процесса токари рекомендуют переходить на ручную подачу. Для обработки тонкостенных конструкций используют перьевые сверла, поскольку классический спиральный инструмент может повредить кромки детали.
- Глухие. Сложность получения подобных отверстий заключается в необходимости контроля глубины. Современные станки оснащены системой контролируемой подачи. Это позволяет получать отверстие заданной глубины без использования вспомогательных инструментов. Альтернативным способом является использование втулочного или регулируемого упора. Можно воспользоваться линейкой или специальным глубиномером. Последний вариант не пользуется популярностью, поскольку он требует вывода сверла и удаления стружки для измерения глубины, что влияет на производительность работ.
- Сложной формы. Если возникает необходимость в сверлении отверстия, расположенного у края детали, мастеру следует подготовить вторую заготовку с аналогичными размерами. Две детали соединяют между собой, зажимают в тисках и приступают к работе.
Вторая заготовка должна быть выполнена из того же материала. В противном случае инструмент будет смещаться относительно оси сверления в сторону более мягкого металла.
К сложной обработке относят сверловку цилиндрических поверхностей. При выполнении подобных работ обязательно используют древесную или пробковую прокладку.
- С уступами. Сверловка выполняется с помощью двух техник: рассверливанием или уменьшением диаметра. В первом случае используют несколько сверл, от меньшего к большему. Во втором случае проход выполняют с помощью инструмента, обладающего наибольшим диаметром. Затем используют сверла меньшего размера с постепенным углублением в заготовку.
- Большого диаметра. Эта процедура считается очень трудоемкой. При обработке заготовок, толщина которых не превышает 8–10 мм, используют конусно-ступенчатые сверла. Данный инструмент позволяет выполнить проход диаметром 40–50 мм. На металлообрабатывающих предприятиях используют специальные биметаллические коронки. С их помощью можно получить отверстие диаметром до 100 мм. Кольцевое сверление выполняют на низких оборотах. Данную процедуру считают менее трудоемкой.
Особенности выполнения глубоких отверстий будут рассмотрены ниже.
Приспособления для облегчения процесса
Смазочно-охлаждающую жидкость используют во многих видах обработки металла резанием. Чаще всего ее используют при глубоком сверлении для снижения сил трения и стабилизации температуры рабочего инструмента. Качественная жидкость не вызывает коррозию поверхности, безопасна для человека, не обладает неприятным запахом и прекрасно отводит тепло.

В качестве смазки для сверления металла в домашних условиях используют:
- Технический вазелин – для мягких материалов.
- Мыльный раствор – для алюминия.
- Скипидар со спиртом – для силумина.
- Смесь масел – для инструментальных и легированных сталей.
Некоторые мастера предпочитают использовать универсальный состав, который включает в себя хозяйственное мыло (200 г) и моторное масло (20 г). Компоненты смешивают и кипятят до получения однородной эмульсии.
Использование смазочно-охлаждающих жидкостей промышленного производства позволяет повысить скорость сверления различных сортов металла. Например, при обработке нержавейки производительность увеличивается на 30 %. Для чугуна этот параметр увеличивается до 40 %.
Как правильно просверлить отверстие
Правильно подобранный инструмент и соблюдение технологии позволяют качественно просверлить заготовку даже из толстого металла. Если глубина прохода превышает диаметр сверла в 5 и более раз, рекомендуют смазывать движущиеся элементы для отвода тепла из зоны обработки.
Для получения качественного отверстия мастер должен знать особенности эксплуатации сверлильного инструмента, а также тонкости подготовки поверхности перед работой.
Как вставить или извлечь сверло из инструмента
В первую очередь мастер должен узнать, как вставлять сверло в шуруповерт, электродрель, перфоратор или другой ручной инструмент.
Современные приспособления для сверления оснащены кулачковыми патронами. Они состоят из следующих элементов:
- металлического корпуса;
- зубчатого кольца, которое вращается вокруг внешней части патрона;
- кулачков, расположенных внутри узла;
- зажимного ключа.
Кольцо вращается вокруг оси приспособления. В процессе движения кулачки сближаются, зажимая хвостовую часть сверлильного инструмента. Так вставляют сверло в дрель. Такая конструкция отличается высокой надежностью благодаря простоте исполнения. Кроме того, она позволяет использовать сверла любого диаметра. Чтобы вытащить сверло из дрели, необходимо повернуть кольцо в обратную сторону. Кулачки разойдутся, что позволит достать инструмент.

Профессиональные дрели оснащают быстро- или самозажимными патронами. Их конструкция схожа с аналогичными узлами перфоратора. Вместо зубчатого кольца используется подвижная гильза, вращаемая вручную. Некоторые модели имеют ограничитель сжатия кулачков.
Разметка будущего отверстия
Разметка отверстия – важный этап сверления. Для этого используют кернер. Им отмечают место соприкосновения сверла с поверхностью заготовки. Также можно использовать обычный маркер, однако в процессе сверления нужно будет следить, чтобы инструмент находился в заданной точке. Ударом молотка по кернеру создают небольшое углубление, которое отлично подходит для острия сверла.
Для повышения точности работ используют технологию предварительного сверления. При смещении от центра с помощью зубила делают насечки, которые направляют сверло в нужную сторону.
Шаблон удобно использовать при обработке нескольких заготовок. Например, для одновременного сверления нескольких листов, соединенных струбциной.

Для получения точного отверстия, расположенного под определенным углом, используют специальные кондукторы. Они представляют собой планку небольшого размера с шаблонами для отверстий. Кондукторы применяются во многих отраслях промышленности. Сейчас существует множество видов, среди которых:
- накладные;
- поворотные;
- универсальные;
- скользящие;
- закрепляемые.
Выбор режима и скорости
Скорость сверления и подачи инструмента зависит от используемых сверл и их диаметра. С увеличением размера уменьшается число оборотов. Кроме того, следует обращать внимание на прочность материала. Например, для сверления латуни толщиной 8 мм оптимальная скорость вращения составляет 2500 об/мин. Для нержавеющей стали с теми же габаритами этот показатель находится на уровне 8000 об/мин. Это связано с тем, что нержавейка является более прочным материалом.
Красивая и длинная стружка говорит о том, что параметры сверления выбраны правильно.
Можно ли использовать победитовое сверло
Победит представляет собой твердый сплав на основе карбида вольфрама и кобальта. Его твердость сопоставима с алмазом.
Победитовая напайка на сверлах используется для дробления прочных материалов: камня, кирпича или бетона. Учитывая тот факт, что сверление отверстий в металле основано на принципе резания, лучше использовать классические приспособления из инструментальной стали.
Использование победитового сверла для обработки металлических изделий приведет к быстрому износу напайки.
Как не затупить сверла
Нарушения режима эксплуатации сверл ведет к потере режущих качеств. Это связано с чрезмерным нагревом его поверхности, что вызвано силой трения.
При сверлении отверстий не следует превышать рекомендованное число оборотов. Большинство моделей ручных инструментов не оснащено механизмом регулировки вращения шпинделя, поэтому выход один – не давить на кнопку включения изо всех сил. Скорость вращения сверла можно оценить визуально: если спиральные каналы не сливаются в одно целое, скорость вращения не превышает 1000 об/мин.
При сверлении отверстий в толстостенных заготовках необходимо использовать охлаждающие жидкости.
Как и чем сверлить глубокие отверстия
Сверление глубоких отверстий в металле отличается высокой сложностью. В качестве рабочего оборудования специалисты рекомендуют использовать станки, в которых сверло является неподвижным элементом, а заготовку приводят во вращение. В процессе выполнения работ необходимо использовать СОЖ. Смазка для сверления обеспечит отвод тепла и позволит осуществлять обработку с большей производительностью.
Необходимо следить за своевременным удалением побочных продуктов сверления. Они способны закупорить каналы и привести к поломке сверла. Небольшую заготовку можно просто перевернуть – стружка под действием силы тяжести выпадет из отверстия. Для массивных деталей существуют специальные приспособления с магнитными наконечниками.
Для домашних работ лучше приобрести направляющие для дрели. Это удобный опорный механизм, который неподвижно фиксирует инструмент, что позволяет сверлить отверстия с высокой точностью.
При отсутствии направляющей необходимо внимательно следить за перпендикулярностью расположения сверла. Малейшее отклонение способно сломать инструмент или повредить обрабатываемую деталь.
Особенности сверления отверстий большого диаметра
Просверлить отверстие большого диаметра – достаточно сложная задача даже для опытного токаря. Как было сказано выше, в качестве рабочего инструмента используется конусно-ступенчатое сверло или корончатая насадка.
Альтернативный способ сверления большого отверстия в металле заключается в использовании нескольких сверл с переходом от меньшего к большему.
Специалисты рекомендуют использовать коронки. Несмотря на высокую себестоимость процедуры, она позволяет получить более точные отверстия.
Способы высверливания точечной сварки
Данная процедура особо востребована на станциях технического обслуживания транспорта, где выполняют кузовной ремонт автомобилей.
Сверла для высверливания точечной сварки – самый эффективный и аккуратный способ разъединения элементов. Работы выполняются на малых оборотах. В противном случае сверло быстро перегреется, что снизит остроту режущих кромок.
Диаметр инструмента не превышает 9 мм. От классической конструкции сверла отличаются специальными выступами, которые заточены под конус. Это позволяет выдержать угол 90º в процессе сверления детали. Таким образом, отсутствует необходимость в выполнении центровки.

Некоторые мастера предпочитают использовать режущие коронки. Они объясняют свой выбор тем, что острие сверла хуже прорезает закаленную часть точечной сварки.
Примечательно, что независимо от типа режущего инструмента его изготавливают из одного сорта стали – быстрорежущей Р 18. Для производства бюджетных моделей применяют сплав 45Х.
Сверление отверстий в металле – достаточно сложная процедура, которая не терпит нарушений технологических требований. Режим выполнения работ зависит от диаметра и типа отверстия. Как вы считаете, можно качественно выполнить работу с помощью ручного инструмента без вспомогательных приспособлений? Напишите Ваше мнение в блоке комментариев.
Читайте также: